Изобретение относится к сварочному производству, а точнее к способам сборки под сварку изделий коробчатой формы на специализированных устройствах, и может быть использовано при изготовлении, например, корпусов трансформаторов из гофрированных стенок.
Известен способ сборки тонкостенных изделий под сварку с использованием устройства по авт.св. №524654 МКИ В23К 37/04, 15.08.1976, содержащего корпус со шпинделем, несущим на своем торце, по меньшей мере, четыре поворотных двуплечих рычага, одно плечо которых связано с приводом его поворота, а другое предназначено для зажима изделия, при этом устройство оснащено приводными захватами изделия, смонтированными на приводном плече рычага.
Данное устройство имеет сложную схему размещения узлов крепления рычагов и не подходит для сборки изделий коробчатой формы. Фиксирование деталей изделия при использовании данного устройства осуществляется с помощью зажимов, имеющих пневмоприводы, что усложняет его эксплуатацию.
Наиболее близким техническим решением предлагаемого способа можно считать способ сборки с использованием устройства для сборки под сварку изделий коробчатой формы, раскрытое в авт.св. №1532239 А1, МПК В23К 11/10, 30.12.1989. Способ реализован при помощи устройства, содержащего прижимные устройства с планшайбами, на которых устанавливают при сборке стенки изделия, а посредством перемещения планшайб осуществляют сборку элементов изделия между собой.
В данном устройстве, как и в большинстве известных из уровня техники конструкций, части собираемых изделий закрепляют на планшайбах, при этом используют две независимые противоположно размещенные планшайбы. Такие устройства не обеспечивают точного одновременного центрирования элементов собираемого изделия корпуса - рамки крышки и днища корпуса. Причем для закрепления элементов изделия используются прижимы, которые не всегда гарантируют точность сборки и требуют дополнительного времени для совмещения элементов.
Для обеспечения сборки изделий коробчатой формы, например корпусов трансформаторов из гофростенок, необходимым условием является не только точная центровка рамки крышки и днища, к которым привариваются гофростенки, но и их точное фиксирование в вертикальной плоскости на требуемом, определяемым шириной гофростенки, расстоянии друг относительно друга. Исключительно важна точность установки и прихватки первой гофростенки, так как она становится базой и от нее зависит точность всей последующей сборки. Неточность прихватки первой стенки вызывает накапливаемую угловую погрешность последующей сборки и может привести к неисправимому несовпадению кромок гофростенок на заключительной стадии сборки при стыковке первой гофростенки и четвертой.
Техническим результатом предлагаемого решения является упрощение технологии сборки изделия с одновременным повышением точности и производительности сборки для ускорения производственного цикла сварки корпуса в целом.
Указанный технический результат достигается за счет того, что при сборке под сварку изделий коробчатой формы, распорные рычаги рамки крышки оснащают упорами, при установке рамки крышки ее поджимают к этим упорам, а днище прижимают к своим рычагам, а перед укладкой первой гофростенки устанавливают на рамке крышки и днище электромагниты, поджимают гофростенку к электромагнитам и осуществляют прихватку ее, после чего электромагниты снимают, манипулятором выполняют поворот рамки крышки и днища корпуса на 90°, укладывают вторую гофростенку, выравнивают по кромке первой гофростенки, поджимают отбортовкой к кромке первой гофростенки и осуществяют прихватку, а затем аналогичные действия выполняют с третьей и четвертой гофростенками.
Предлагаемый способ сборки под сварку коробчатых изделий схематично представлен на фиг. 1-10.
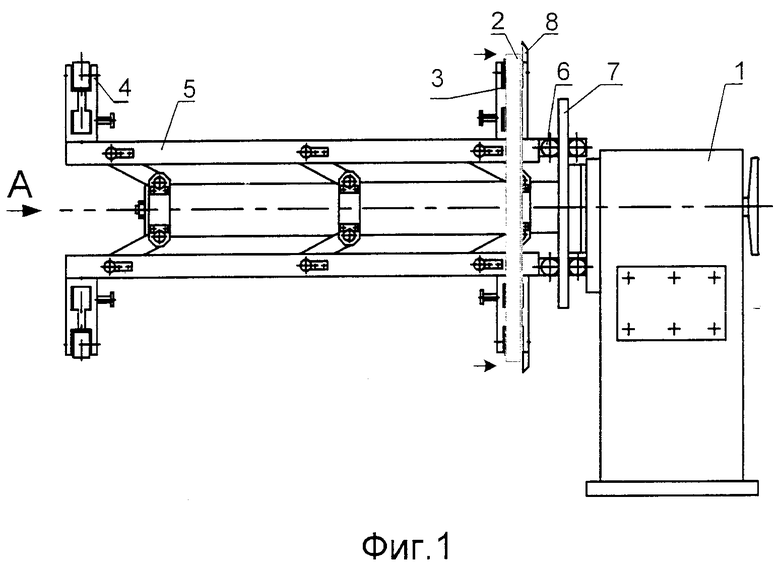
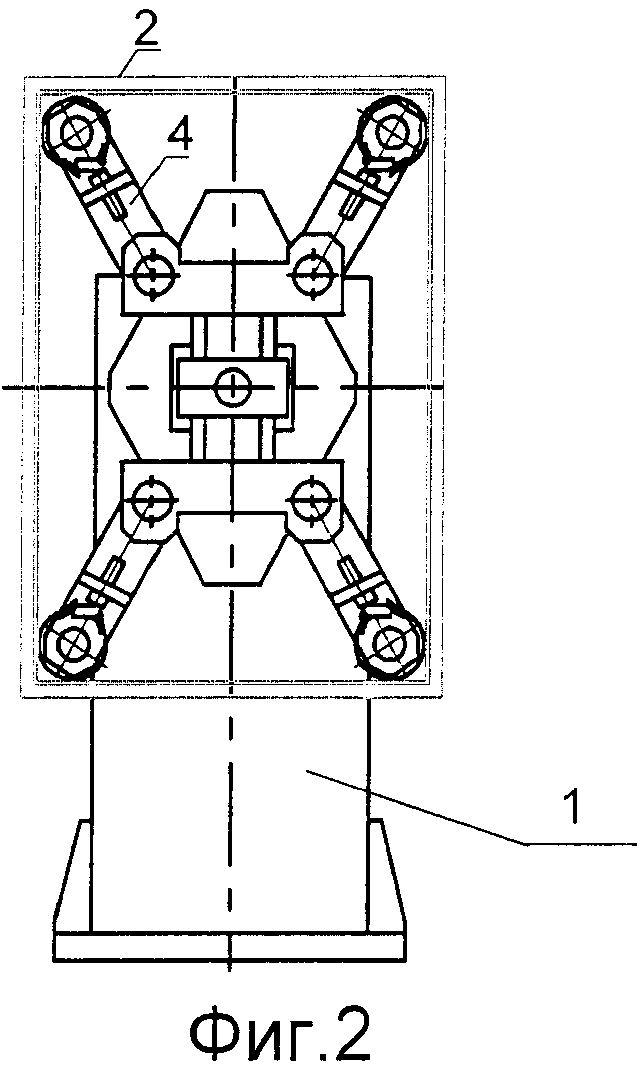
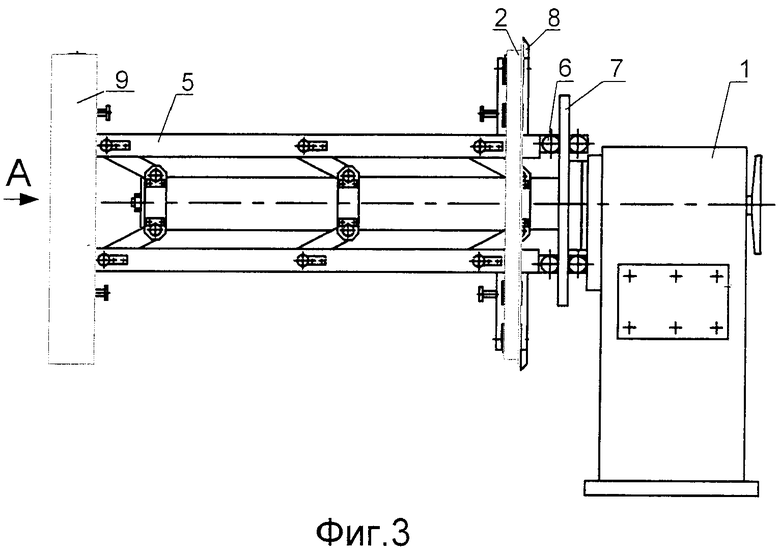
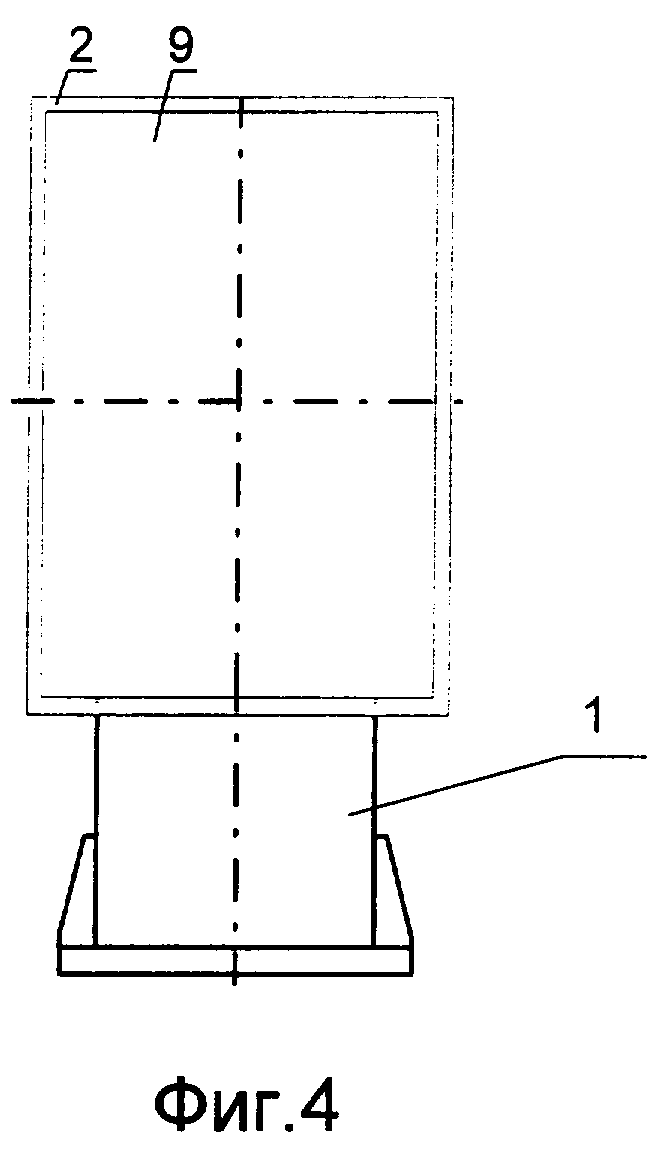
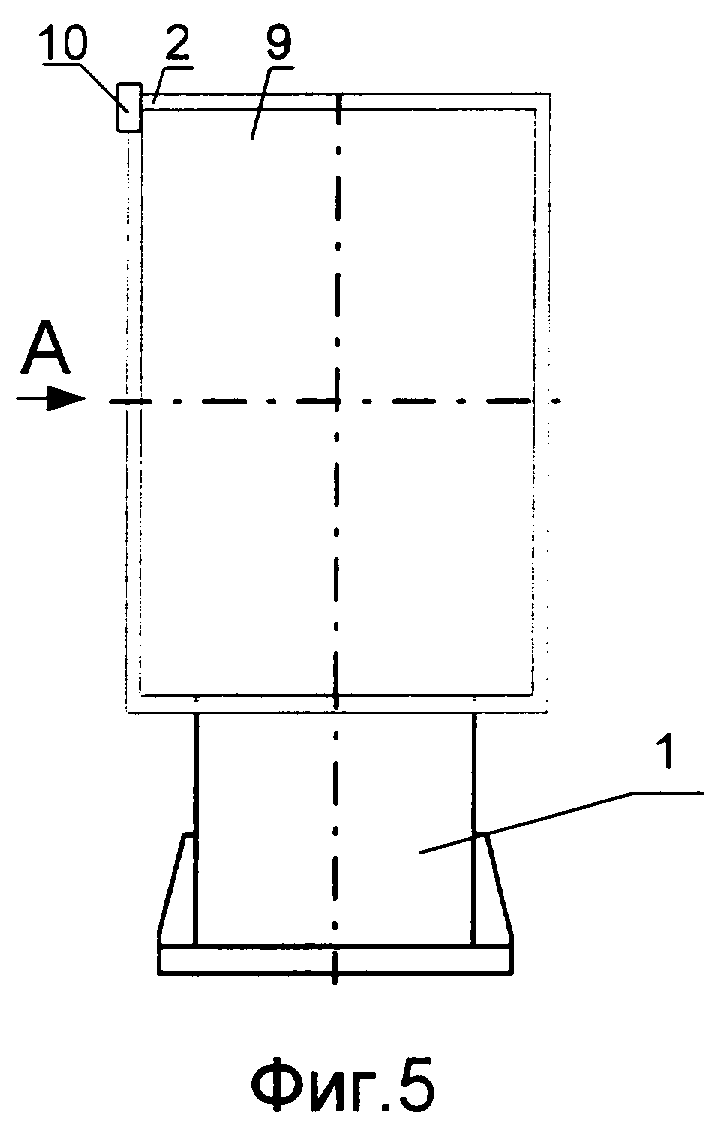
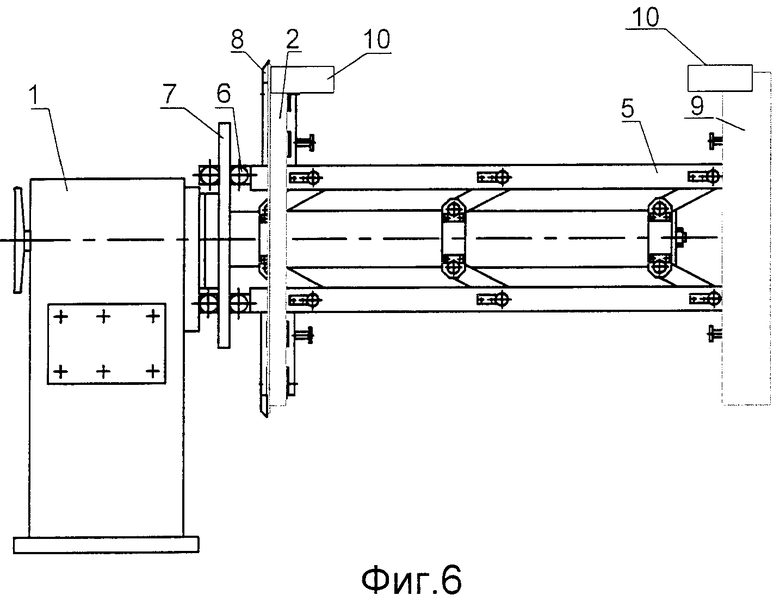
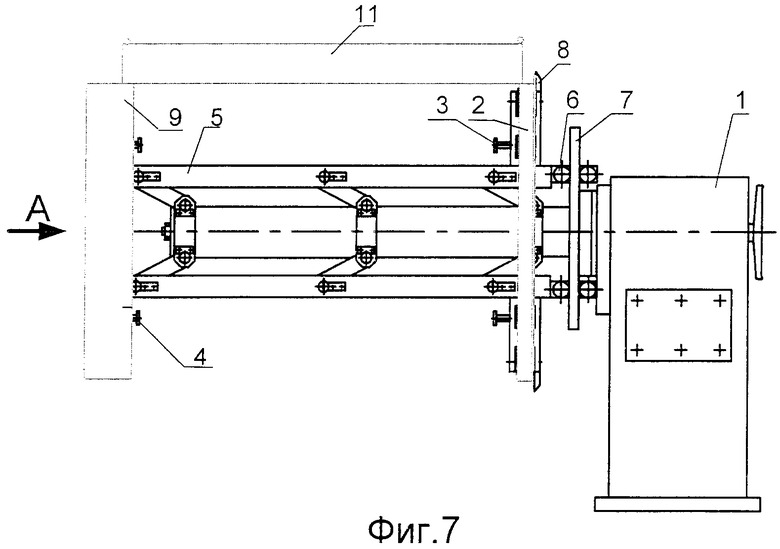
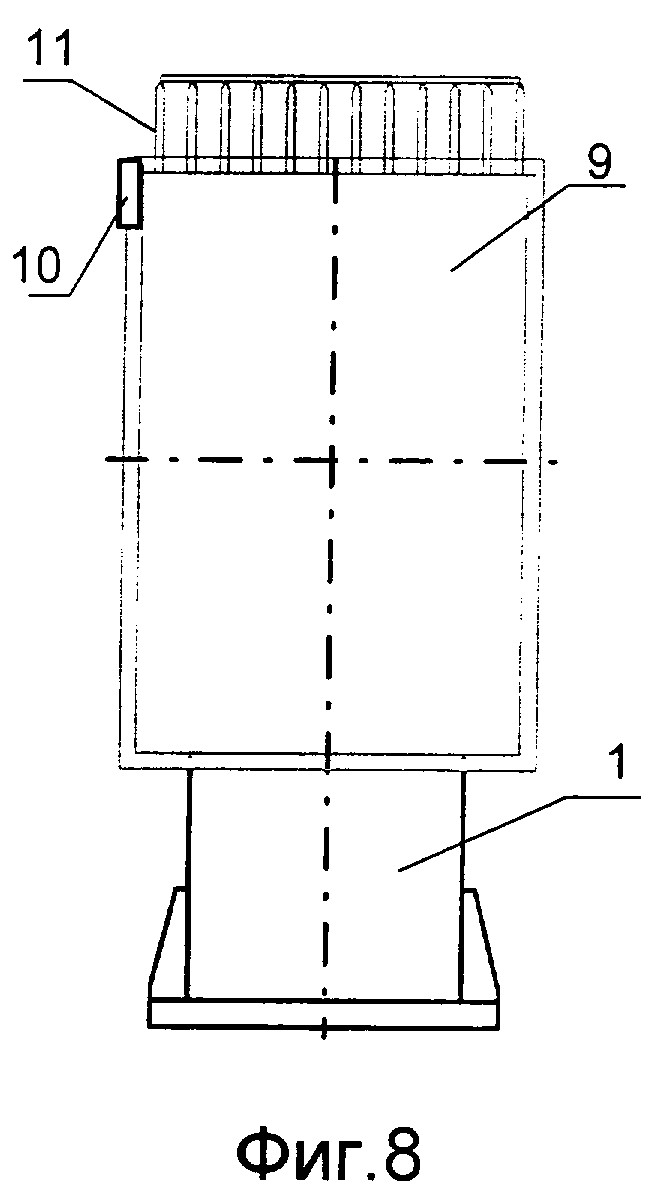
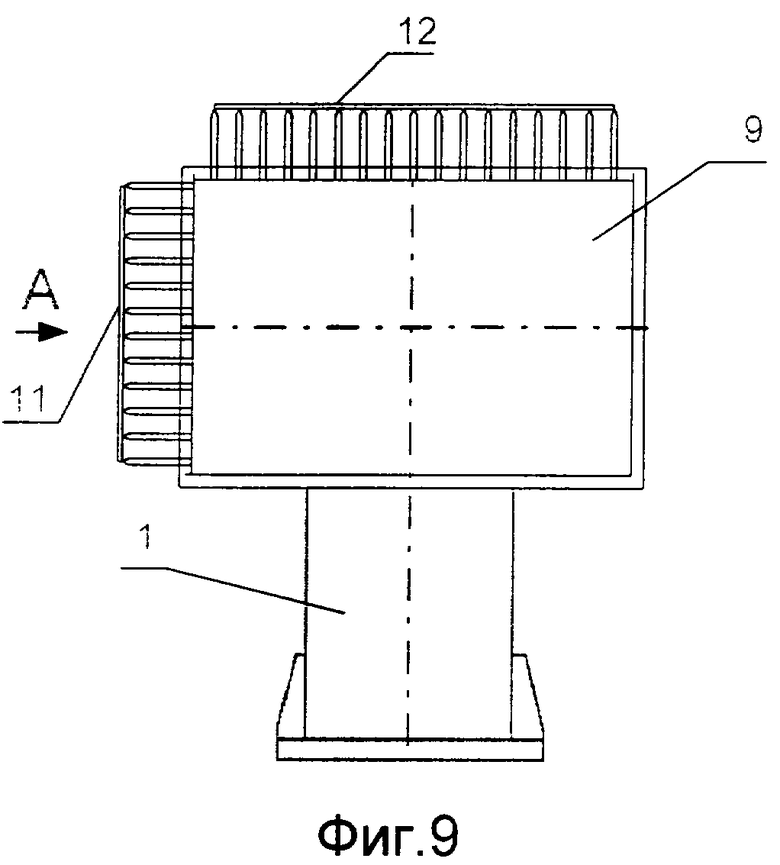
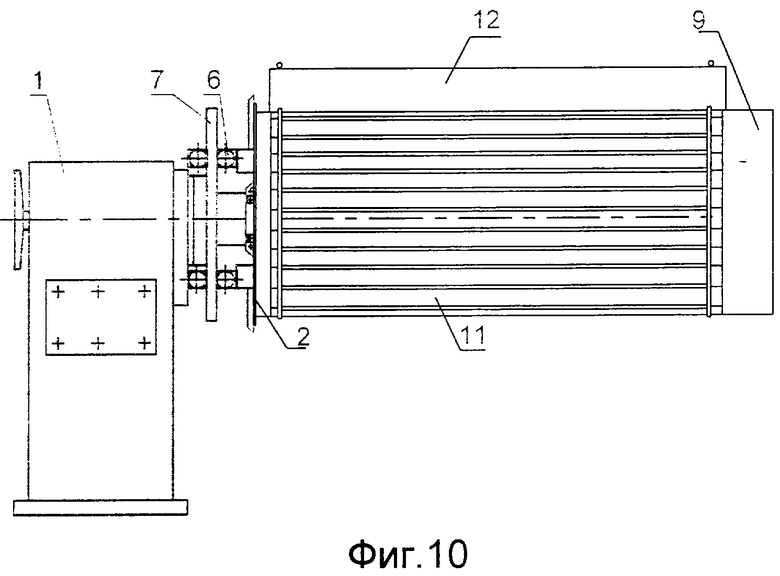
На фиг.1 схематично показан этап установки в манипулятор рамки крышки; на фиг.2 - вид по стрелке А на фиг.1.; на фиг.3 - этап установки в манипулятор днища; на фиг.4 - вид по стрелке А на фиг.3, на фиг.5 - этап установки электромагнитов на рамку крышки и днище; на фиг.6 - вид по стрелке А на фиг 5; на фиг.7 - этап укладки первой гофростенки на рамку крышки и днище; на фиг.8 - вид по стрелке А на фиг.7; на фиг.9 - этап укладки второй гофростенки на рамку крышки и днище; на фиг.10 - вид по стрелке А на фиг.9.
В предлагаемом способе сборки под сварку на манипуляторе 1 устанавливают рамку крышки 2 с фиксированием подпружиненными рычагами 3, а на распорные рычаги 4 действуют опозитно расположенные балки 5, имеющие шарнирные связи 6 с планшайбой 7, которые поджимают рычагами 3 рамку крышки 2 к упорам 8 и распорными рычагами 4 фиксируют днище 9, при этом на рамке крышки 2 и днище 9 устанавливают два электромагнита 10 для поджима первой гофростенки 11.
Предлагаемый способ сборки под сварку осуществляется следующим образом:
- на первом этапе на манипулятор 1 устанавливают рамку крышки 2 на ролики ближних к планшайбе 7 распорных рычагов 3 и поджимают ее к упорам 8 каждого распорного рычага 3 (фиг.1, 2);
- затем на ролики распорных рычагов 4 с опиранием на них устанавливают днище 9 корпуса (фиг.3, 4) и фиксируют рамку крышки 2 и днище 9 подпружинными распорными рычагами 3 и 4 путем разведения оппозитно расположенных балок 5 и имеющих шарнирные связи 6 с планшайбой 7;
- далее на рамке крышки 2 и днище 9 устанавливают два электромагнита 10, так чтобы они выступали над горизонтальными плоскостями рамки крышки 2 и днища 9, образовывая упоры для поджима первой гофростенки 11 (фиг.5, 6);
- укладывают первую гофростенку 11 на горизонтальные плоскости рамки крышки 2 и днища 9, поджимают ее отбортовкой к электромагнитам 10 (фиг.7, 8) и осуществляют прихватку к рамке крышки 2 и днищу 9, после чего электромагниты 10 отключают и снимают;
- манипулятором 1 выполняют поворот рамки крышки 2 и днища 9 корпуса вместе с прихваченной первой гофростенкой 11 на 90°, укладывают вторую гофростенку 12, выравнивают ее по кромке первой гофростенки 11, поджимают отбортовкой к выступающей над поверхностями рамки крышки 2 и днища 9 к кромке первой гофростенки 11 (фиг.9, 10) и осуществляют прихватку второй гофростенки 12 к рамке крышки 2, днищу 9 и первой гофростенке 11.
Аналогичные действия выполняют с третьей и четвертой гофростенками.
Применение предложенного способа сборки под сварку изделий коробчатой формы за счет поджима рамки крышки к упорам, которыми оснащены ближние к планшайбе распорные рычаги, а днища к распорным рычагам обеспечит строгое вертикальное расположение этих деталей при сборке, что повысит точность в соблюдении размеров корпуса, а электромагниты, применяемые в виде упоров при установке первой гофростенки, позволяют четко и надежно сориентировать ее относительно вертикальных поверхностей крышки рамки и днища, установить заподлицо с этими поверхностями отбортовку гофростенки и получить после прихватки первой гофростенки надежную базу для обеспечения точности дальнейшей сборки корпуса.
Кроме того, повышение точности сборки и снижение влияния на качество сборки субъективного фактора, использование предложенного способа позволит увеличить производительность сборки для ускорения производственного цикла сварки корпуса в целом и облегчит работу персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ | 2011 |
|
RU2464145C1 |
| СПОСОБ СБОРКИ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2479393C1 |
| УЧАСТОК ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ СВАРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2378097C1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ШВОВ С ПЕРИОДИЧЕСКИМ ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2008 |
|
RU2374048C1 |
| СПОСОБ И УСТРОЙСТВО ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ | 2009 |
|
RU2426630C1 |
| Линия для сборки и сварки изделий коробчатого сечения | 1988 |
|
SU1685655A1 |
| СПОСОБ ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ С ОДНОВРЕМЕННОЙ ПРИВАРКОЙ УСИЛИВАЮЩИХ ПРУТКОВ | 2013 |
|
RU2542204C1 |
| Автоматизированная линия сборки и контактной точечной сварки изделий | 1987 |
|
SU1532239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2002 |
|
RU2220805C2 |
Способ может быть использован при изготовлении сварных изделий коробчатой формы, в частности корпусов трансформаторов с гофрированными стенками. В манипуляторе устанавливают рамку крышки и днище и фиксируют их подпружиненными распорными рычагами. Рычаги контактируют с оппозитно размещенными балками, имеющими шарнирные связи с планшайбой. Рамку крышки поджимают к упорам, смонтированным на распорных рычагах. Перед укладкой первой гофростенки устанавливают на рамке крышки и днище электромагниты. Поджимают гофростенку к электромагнитам и осуществляют прихватку ее. Затем электромагниты снимают и выполняют манипулятором поворот планшайбы на 90°. Укладывают вторую гофростенку, поджимают отбортовкой к кромке первой гофростенки и осуществляют прихватку. Аналогичные действия выполняют с третьей и четвертой гофростенками. Техническим результатом предлагаемого решения является упрощение технологии сборки изделия с одновременным повышением точности и производительности сборки для ускорения производственного цикла сварки корпуса в целом. 10 ил.
Способ сборки под сварку изделий коробчатой формы, включающий установку в манипуляторе рамки крышки и днища, фиксирование их подпружиненными распорными рычагами, установленными в контакте с оппозитно размещенными балками, имеющими шарнирные связи с планшайбой, поочередную укладку гофростенок с отбортовкой и их прихватку, отличающийся тем, что при установке рамки крышки ее поджимают к упорам, закрепленным на распорных рычагах, перед укладкой первой гофростенки на рамке крышки и на днище устанавливают электромагниты, поджимают к ним гофростенку и осуществляют ее прихватку к рамке крышки и днищу, после чего электромагниты снимают, манипулятором выполняют поворот планшайбы на 90°, укладывают вторую гофростенку, выравнивают ее по кромке первой гофростенки, поджимают отбортовкой к кромке первой гофростенки и осуществяют прихватку, а затем аналогичные действия выполняют с третьей и четвертой гофростенками.
| Устройство для автоматического включения синхронных машин на параллельную работу | 1937 |
|
SU55663A1 |
| Автоматизированная линия сборки и контактной точечной сварки изделий | 1987 |
|
SU1532239A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| JP 60187477 А, 24.09.1985. | |||

