Изобретение относится к сварочному производству, в частности к установкам для автоматической сборки и электродуговой сварки балок и может быть использовано преимущественио для изготовления сварных балок и лонжеронов коробчатого сечения автотракторных прицепов и других транспортных средств;
Известна установка для сборки под сварку балок коробчатого сечения, содержащая станину с подвижными сварочными головками и размещенную под Н1ши тележку с механизмом за)кима П-образного профиля и ложементами для полос, стьпсуемых с профилем 1). .
Однако известное устройство не обеспечивает возможности сборки под сварку балок замкнутого профиля.
Цель изобретения - обеспечение автоматической сборки под сварку балок замкнутого 1фОфиля. Для этого установка снабжена приводным рычажным механизмом сборки полос, смонтированным на тележке, ложементы закреплены иа рычагах и снабжены торцовыми упорами для полос, выполненными по форме внутреннего сечения П-образного профиля, и зажимами
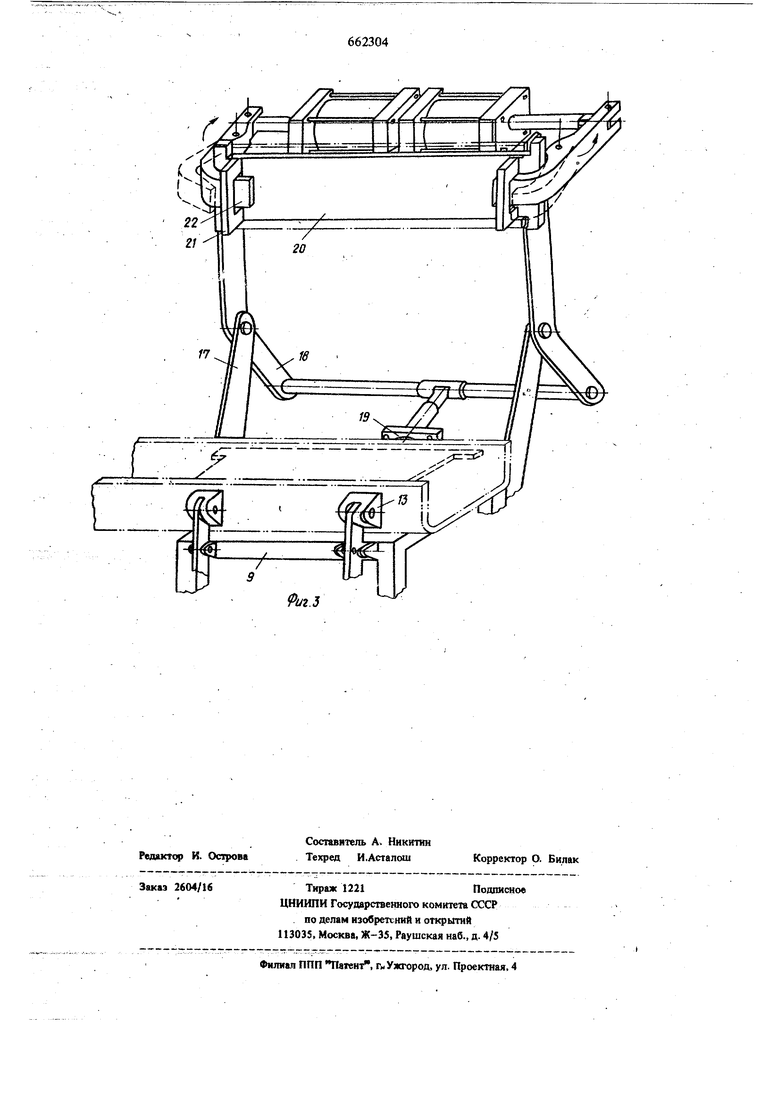
концов полос, при этом на тележке закреплены направляющие, а механизм заяшМа П-образного профиля смонтирован в указанных направляющих с возможностью вертикального перемещеюшНа фиг. 1 изображена предлагаемая установка для сборки под сварку балок коробчатого сече НИН,вид спереди; на фиг. 2 - вид А-А на фиг. 1; на фиг. 3 - схема размещения заготовок на тележке пфед Их Соединением.
Установка для сборки под сварку балок коробчатого сечения, состоящего из П-образного профиля, перекрытого поЛоса Ь{, содержит станину 1 с подвижными алектродуговыми сварбчНыми головками 2 и 3, приводную тележку 4 с механизмами 5 и б зажима П-образного профиля и ложементами 7 и 8 для полос.
Каждый из механизмов 5 и 6 зажима снабжен опорой 9, установленной между направляющими 10 и 11 с возможностью перемещения в вертикальном Направлении под действнем привода 12 и предназначенной для установки на ее верхнюю сторону П-образного профиля свариваемой балки. Опора 9 снабжена двумя губками 13 и 14, закрепленными на двуплечих рычагах 15. Рычаги 15 установлены шарнирно на боковых сторонах опоры 9 с возможностью сжатия полок П-образного профиля под действием привода 16, прикрепленного к нижней сто роне опоры 9. Каждый из ложементов 7 и 8 снабжен стойкой 17, на верхнем конце которой шарнирно закреплен рычажный механизм с двуплечим рычагом 18. К одному концу рычага 18 присоединен привод 19, предназначенный для отклоне ния рьпага 18 относительно стойки 17, а к дру гому концу рычага 18 прикреплен ложемент полосы 20 с установленными на ней торцовыми упоргиии 21 и зажимами концов полос 22. Торцовые упоры 21 выполнены по форме внутреннего сечения П-обраэного профиля. Зажимы концов полос 22 снабжены приводом (на чертеже не показан) для закрепления свариваемой с П-образным профилем полосы на ложементе полосы 20. Предлагаемая установка для сборкн под сварку балок коробчатого сечения, состоящего из П-образного профиля, перекрытого пластинами, работает следующим образом. Тележку 4 предварительно отводят в исходное положение, включают приводы 19, отклоняющие рь1чаги 18 в сторону, противоположную механизмам 5 и 6 зажима. После зтого на опорь 9 механизмов 5 и 6 зажима устанавливают П-образный профиАь свариваемой балки, а полосы укладьшают на ложементы 20 и включа ют зажимы концов полос 22, закрепляющие полось на ложементах 20. Затем включают при воды 19, отклоняющие рычаги 18 в сторону механизмов 5 и 6 зажима до -горизонтального . положения ложемента 20, а тележку 4 перемещают в рабочее положение под сварочнью голов ки 2 и 3, после чего включают приводы 12, поднимающие по направляющим 10 и 11 опоры 9. При зтом торцовые упоры 21 входят внутрь П-образного профиля, который прекращает свое перемещение в вертикальном направлении на опоре 9 после соприкосновения С полосой, закрепленной на ложементе 20. Включением приводов 16 приводятся в действие губки 13 и 14, прижимаюцдаё полки П-образиого профиля к торцовым упорам 21. На этом сборка изделия под сварку заканчивается, и после включения сварочных головок 2 и 3 выполняется злектродуговая сварка балки коробчатого сечения. После окончания сварки губкн 13 и 14 под действием приводов 16 разжимаются, отключаются зажимы 22 и включаются па обратный ход приводы 12. После этого тележку 4 отводят в исходное положение, включают приводы 19, отклоняющие рычаги 18 в сторону, противоположную механизмам 5 и 6 зажима, и извлекают готовое изделие. Рабочий цикл закончен. Использование предлагаемой установки для автоматической сборки и сварки балок позволяет улучшить качество сварных соединений балок, а также изготавливать балки коробчатого сечения с закрытым профилем. Применение установки для автоматической сборки и сварки балок повышает производительность труда, исключая необходимость исправления дефектов сварных соединений, расширяет номенклатуру балок, изготавливаемых автоматически. Формула изобретения Установка для сборки под сварку балок коробчатого сечения, содержащая станину с подвижными сварочными головками и размещенную под ними тележку с механизмом зажима П-образного профиля и ложементами для полос, стыкуемьч профилем, отлич ющаяс я тем, что, с целью обеспечения автоматической сборки под сварку балок замкнутого профиля, установка снабжена приводным рычажHbiM механизмом сборки полос, смонтированным на тележке, ложементы закреплены на рычагах и снабжены торцовыми упорами для полос, вьшолненными по форме внутреннего сечения П-образного профиля, и зажимами концов полос, при этом на тележке закреплены направляющие, а механизм зажима П-обр зного профиля смонтирован в указанньк направляющих с возможностью вертикального перемещения.. Источники информации принятые во внимание при экспертизе ,1. Авторское свидетельство СССР И 356084, кл. В 23 К 37/04, 1972.
2 cr
+ -I-1
1+ +
1+ +
f)
/
/
8
L tf
t/
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ ТИПА БАЛОК | 1972 |
|
SU356084A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |

15
