I
Изобретение относится к устройствам для сборки под сварку коробчатых металлоконструкций из листового материала.
Известен кондуктор для сборки под сварку металлоконструкций и.з листового материала, содержащий основание, на котором смонтированы неподвижные опоры с прижимами, перемещение которых осуществляется приводом П.
Недостатком данного кондуктора является, то, что он не позволяетпроизводить сборку под сварку угловых металлоконструкций коробчатого сечения с диафрагмами.
Наиболее близким к изобретению по технической сущности является устройство, содержащее расположенные на опорной плите зажимы, упоры и колонну с прижимом 2. Такое устройство позволяет производить сборку угловых Металлоконстру1 ций.
Однако при сборке металлоконструкций, содержащих диафрагмы, оно не
обеспечивает их установку и фик сацию.
Целью изобретения является расширение технологических возможностей за счет установки и фиксации диафрагм изделия при сборке под сварку угловых металлоконструкций коробчатого сечения.
Эта цель достигается тем, что в
10 устройстве, содержащем расположенные на опорной плите зажимы, упоры и колонну с прижимом, прижим установлен на колонне с возможностью поворота и включен в виде пневмоцйлиндра,смрнISтиро ванной на его штоке подпружиненной скалки, установленной с возможностью фиксации и продольного перемещения относительно штока, коромысла для фиксации диафрагм, закрепленного
20 на скалке, и двух зажимных рычагов, шарнирно смонтированных на плечах коромысла и соединенных со штоком пневмоцилиндра.
Опорные поверхности зажимов и коромысла выполнены с пазами для диаф рагм.
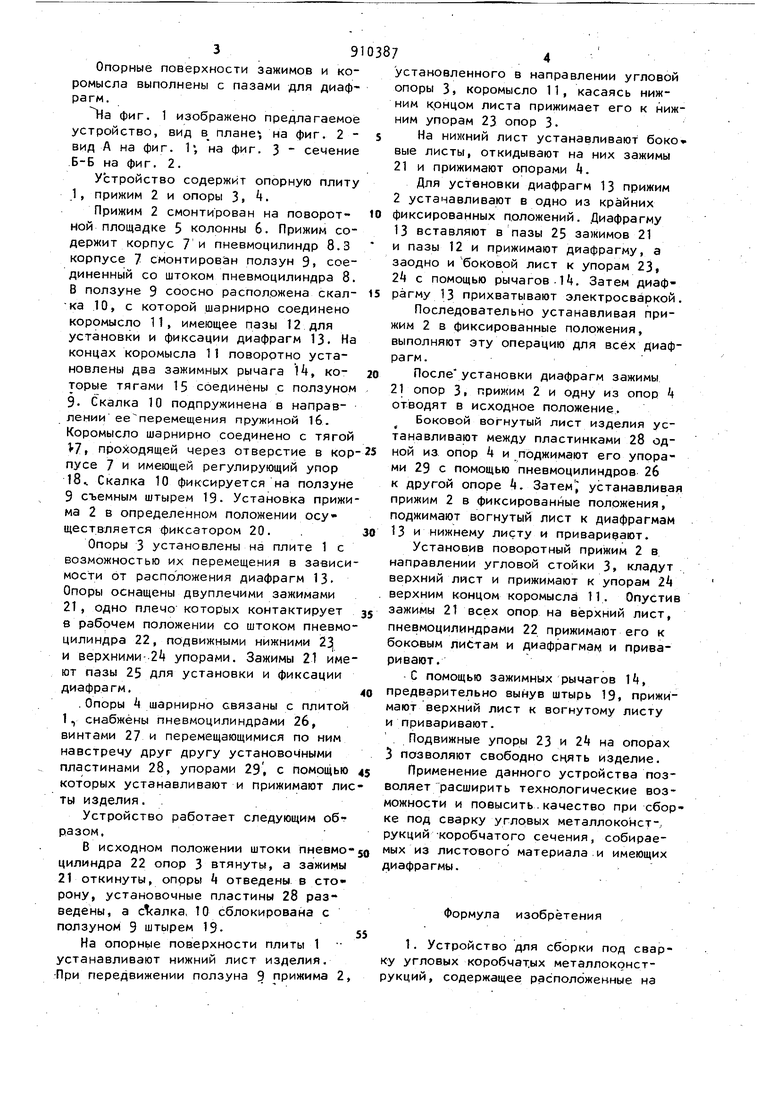
а фиг. 1 изображено предлагаемое устройство, вид в плане , на фиг. 2 вид А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 2.
Устройство содержит опорную плиту 1, прижим 2 и опоры 3,
Прижим 2 смонтирован на поворотной площадке 5 колонны 6. Прижим содержит корпус 7 и пневмоцилиндр 8.3 корпусе 7 смонтирован ползун 9 соединенный со штоком пневмоцилиндра 8.
8ползуне 9 соосно расположена скалка 10, с которой шарнирно соединено
коромысло 11, имеющее пазы 12 для установки и фиксации диафрагм 13. На концах коромысла 11 поворртнр установлены два зажимных рычага Н, которые тягами 15 соединены с ползуном 9- Скалка 10 подпружинена в направлении ее перемещения пружиной 1б. Коромысло шарнирно соединено с тягой 7, проходящей через отверстие в корпусе 7 и имеющей регулирующий упор 18., Скалка 10 фиксируется на ползуне
9съемным штырем 19- Установка прижима 2 в определенном положении осуществляется фиксатором 20. .
Опоры 3 установлены на плите 1 с возможностью их перемещения в зависимости от расположения диафрагм 13. Опоры оснащены двуплечими зажимами 21, одно плечо которых контактирует в рабочем положении со штоком пневмоцилиндра 22, подвижными нижними 2j| и верхними-2 упорами. Зажимы 21 имеют пазы 25 для установки и фиксации диафрагм.
.Опоры 4 шарнирно связаны с плитой 1., снабжены пневмоцилиндрами 26, винтами 27 и перемещающимися по ним навстречу друг другу установочными пластинами 28, упорами 29, с помощью которых устанавливают и прижимают листы изделия. . .
Устройство работает следующим образом,
В исходном положении штоки пневмоцилиндра 22 опор 3 втянуты, а зажимы 21 откинуты, опоры k отведены в сторону, установочные пластины 28 разведены, а , 10 сблокировайа с ползуном 9 штырем 19На опорные поверхности плиты 1 устанавливают нижний лист изделия. При передвижении ползуна 9 прижима 2,
установленного в направлении угловой опоры 3, коромысло 11, касаясь нижним к онцом листа прижимает его к нижним упорам 23 опор 3.
На ним(ний лист устанавливают боко вые листы, откидывают на них зажимы 21 и прижимают опорами Ц.
Для установки диафрагм 13 прижим
2устанавливают в одно из крайних фиксированных положений. Диафрагму 13 вставляют в пазы 25 зажимов 21
и пазы 12 и прижимают диафрагму, а заодно и боковой лист к упорам 23, 2 с помощью рычагов. Т. Затем диафрагму 13 прихватывают электросваркой.
Последовательно устанавливая прижим 2 в фиксированные положения, выполняют эту операцию для всех диафрагм..
Послеустановки диафрагм зажимы 21 опор 3i прижим 2 и одну из опор отводят в исходное положение.
Боковой вогнутый лист изделия устанавливают Между пластинками 28 одной из. опор 4 и поджимают его упорами 29 с помощью пневмоцилиндров 26 к другой опоре . Затем , устанавливая прижим 2 в фиксированные положения, поджимают вогнутый лист к диафрагмам 13 и нижнему листу и приваривают.
Установив поворотный прижим 2 в, направлении угловой стойки 3, кладут верхний лист и прижимают к упорам 24 верхним концом коромысла 11. Опустив зажимы 21 всех опор на верхний лист, пневмоцилиндрами 22 прижимают его к боковым листам и диафрагмам и приваривают.
С помощью зажимных рычагов 14, предварительно вынув штырь 19. прижимают верхний лист к вогнутому листу и приваривают. . Подвижные упоры 23 и 24 на опорах
3позволяют свободно снять изделие.
Применение данного устройства позволяет расширить технологические возможности и повысить.качество при сборке под сварку угловых металлоконст-. рукций -коробчатого сечения, собираемых из листового материала.и имеющих диафрагмы.
Формула изобретения
1. Устройство для сборки под сварку угловых коробчатых металлоконструкций, содержащее расположенные на опорной плите зажимы, упоры и колонну с прижимом, отличающееся тем, что, с целью расширения технологических возможностей за счет сборки под сварку металлоконструкций с диафрагмами, прижим установлен на колонне с возможностью поворота и выnofiHeH в виде пневмоцилиндра, смонтированной на его штоке подпружиненной скалки, установленной с возможностью фиксации и продольного перемещения относительно, штока, коромысла для фиксации диафрагм, закрепленногона скалке, и двух зажимных рычагов,шар9
Фг/г. 76 нирно смонтированных на плечах коромысла и соединенных со штоком пневмоцилиндра . 2. Устройство по п. 1, о т л и чающееся тем, что опорные поверхности зажимов и коромысла с пазэми для диафрагм. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 579122, кл. В 23 К 37/Q. 04.09-75. 2.Авторское свидетельство СССР № 523781, кл. В 23 К 37/0, 24.02.75 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки под сварку коробчатых металлоконструкций с диафрагмами | 1987 |
|
SU1445892A1 |
| Устройство для ориентации и зажима деталей под сварку | 1985 |
|
SU1311898A1 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| Стенд для сборки под сварку метал-лОКОНСТРуКций | 1978 |
|
SU795833A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1986 |
|
SU1349941A2 |
| Кондуктор для сборки под сварку металлоконструкций из листового матеоиала | 1975 |
|
SU579122A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |

