Изобретение относится к области машиностроения и может быть использовано, например, при изготовлении деталей двигателей, а также в медицине и других отраслях промышленности.
Известен способ азотирования изделий из титановых сплавов (патент US 5443663 A, 22.08.1995), включающий ионное азотирование в плазме тлеющего разряда при температуре 480°C. Недостатками известного способа являются недостаточная микротвердость азотированного слоя и большая длительность процесса азотирования.
Известен способ модификации поверхностных слоев деталей из сплавов на основе титана (патент RU 2116378 C1, 27.07.1998), включающий ионную очистку, ионное легирование азотом и вакуумный отжиг. Недостатками известного способа являются недостаточная микротвердость поверхностного слоя, а также длительность ионной очистки и ионного легирования азотом.
Известен также способ модификации поверхности титановых сплавов (патент RU 2117073 C1, 10.08.1997), включающий имплантацию ионов азота и последующий стабилизирующий отжиг и обеспечивающий повышение микротвердости поверхности титановых сплавов.
Известный способ обеспечивает повышение микротвердости поверхности титановых сплавов до 11500 МПа, однако недостатком известного способа является длительность ионной имплантации при модификации поверхностного слоя изделия, упрочненный слой имеет недостаточную микротвердость и высокий коэффициент трения.
Задачей изобретения является повышение микротвердости и снижение коэффициента трения поверхностного слоя изделий из титановых сплавов за счет создания мелкодисперсных упрочняющих фаз.
Поставленная задача решается тем, что в способе упрочнения поверхности изделий из титановых сплавов, включающем азотирование и вакуумный отжиг, перед азотированием на изделие наносят металлическое покрытие хрома или молибдена, или циркония и обрабатывают компрессионными плазменными потоками в среде азота при давлении 0,4-0,5 кПа с плотностью энергии 10-30 Дж/см2 и количеством импульсов 2-3, азотирование осуществляют компрессионными плазменными потоками при давлении 1-3 кПа с плотностью энергии 1-10 Дж/см2 и количеством импульсов 10-15, а отжиг изделия проводят в течение 60-75 минут.
Отличием заявляемого способа является то, что перед процессом азотирования на поверхность изделия наносят металлическое покрытие хрома или молибдена, или циркония и обрабатывают компрессионными плазменными потоками в среде азота при давлении 0,4-0,5 кПа с плотностью энергии 10-30 Дж/см2 и количеством импульсов 2-3, азотирование осуществляют компрессионными плазменными потоками при давлении 1-3 кПа с плотностью энергии 1-10 Дж/см2 и количеством импульсов 10-15, а отжиг изделия осуществляют в течение 60-75 минут.
Обработка компрессионными плазменными потоками поверхности изделий из титановых сплавов с предварительно нанесенным покрытием хрома или молибдена, или циркония обеспечивает за время 10-4 секунды плавление поверхностного слоя изделия и нанесенного покрытия и их жидкофазное перемешивание, формирование пересыщенного твердого раствора на основе высокотемпературной фазы титана, стабилизированной атомами легирующего покрытия хрома или молибдена, или циркония. Использование азота в качестве плазмообразующего вещества при генерации компрессионных плазменных потоков обеспечивает диффузионное насыщение поверхностного слоя атомами азота на этапе его охлаждения и формирование упрочняющих нитридов TiN и Ti2N. Отжиг изделия в вакууме способствует частичному распаду сформировавшегося пересыщенного твердого раствора на основе высокотемпературной фазы титана с выделением мелкодисперсных частиц низкотемпературной фазы, обеспечивающих дополнительное упрочнение изделия. Упрочнение поверхностного слоя по заявляемому способу обуславливает уменьшение абразивного и адгезионного износа, что приводит к снижению коэффициента трения поверхности изделия.
Обработка компрессионными плазменными потоками изделия с предварительно нанесенным покрытием хрома или молибдена, или циркония обеспечивает его легирование атомами нанесенного покрытия. Для этого плотность энергии выбирается из диапазона 10-30 Дж/см2, ниже которого не происходит плавление поверхностного слоя и покрытия, а выше которого покрытие испаряется, вследствие чего жидкофазного легирования поверхностного слоя изделия не происходит. Равномерность распределения атомов легирующих элементов достигается за счет воздействия 2-3 последовательными импульсами, причем дальнейшее их увеличение не приводит к существенному изменению характера распределения легирующих атомов, а влечет лишь необоснованные энергозатраты. Давление атмосферы азота при генерации компрессионных плазменных потоков выбирается из диапазона 0,4-0,5 кПа, которые позволяют формировать устойчивые плазменные потоки, длительность существования которых составляет 10-4 секунды, а мощность достаточна для нагревания поверхности изделия выше температуры плавления.
После легирования поверхностного слоя изделие подвергают азотированию компрессионными плазменными потоками, плотность энергии которых составляет 1-10 Дж/см2. Так как насыщение поверхности атомами азота происходит в результате термодиффузии, то при плотности энергии ниже 1 Дж/см2 температура поверхностного слоя изделия недостаточна для активации диффузионных процессов, а при плотности энергии выше 10 Дж/см2 происходит плавление поверхностного слоя, сопровождающееся образованием ударно-сжатого слоя в приповерхностной области, который препятствует проникновению атомов азота. Для увеличения концентрации азота в поверхностном слое с целью формирования упрочняющих нитридов TiN и Ti2N давление остаточной атмосферы составляет значение 1-3 кПа, выше которого область компрессии при генерации плазменного потока практически не образуется. Увеличению концентрации азота также способствует воздействие компрессионными плазменными потоками с числом импульсов 10-15, после которых достигается насыщение поверхностного слоя азотом и их дальнейшее увеличение не приводит к повышению концентрации азота.
После азотирования легированного слоя изделие подвергают отжигу в вакууме с целью частичного распада сформировавшегося при жидкофазном легировании твердого раствора на основе высокотемпературной фазы титана. Время восстановительного отжига выбирают из интервала 60-75 минут. При снижении времени отжига не успевает образоваться достаточного количества мелкокристаллических выделений низкотемпературной фазы титана, необходимой для увеличения микротвердости. А увеличение времени отжига выше 75 минут приводит к коагуляции выделений второй фазы, что влечет за собой разупрочнение поверхностного слоя.
Заявленный способ осуществляют следующим образом. Для проведения испытаний были изготовлены образцы из титановых сплавов ВТ6 и ВТ1-0 размерами 1×1×0,3 см, на одну часть из которых наносят покрытие хрома, на вторую часть наносят покрытие молибдена, на третью часть наносят покрытие циркония. Нанесение металлических покрытий осуществляют ионно-плазменным способом на установке вакуумно-дугового осаждения ВУ-2МБС. Изделие с нанесенным покрытием хрома или молибдена, или циркония обрабатывают 2-3 последовательными импульсами компрессионных плазменных потоков, генерируемых газоразрядным магнитоплазменным компрессором компактной геометрии в среде азота при давлении 0,4-0,5 кПа и плотностью энергии плазменного потока 10-30 Дж/см2. После этого осуществляют азотирование изделия из титанового сплава 10-15 импульсами компрессионных плазменных потоков в среде азота с давлением 1-3 кПа и плотностью энергии 1-10 Дж/см2. Затем проводят отжиг в вакуумной камере в течение 60-75 минут.
Микротвердость поверхностного слоя изделий из титановых сплавов измеряли на микротвердомере ПМТ-3 при нагрузках 10-200 г. Погрешность измерения микротвердости составляла 5%. Измерение коэффициента трения проводили на трибометре УИПТ-001 при возвратно-поступательном движении индентора по поверхности образца при нагрузке 50 г в условиях сухого трения. Погрешность измерения коэффициента трения составляла 8%.
Изобретение иллюстрируется примерами.
Примеры 1-125 в таблице 1. На поверхность образцов из титанового сплава ВТ6 наносят покрытие хрома, обработку проводят по заявляемому способу тремя импульсами компрессионных плазменных потоков с плотностью энергии 8, 10, 20, 30, 32 Дж/см2, азотирование проводят 10 импульсами компрессионных плазменных потоков при давлении атмосферы азота 0,5, 1, 2, 3, 3,5 кПа и плотностью энергии 0,5, 1, 5, 10, 11 Дж/см2. Отжиг проводят в вакууме в течение 75 минут. Представлены результаты измерения микротвердости при нагрузке 10 г и коэффициента трения.
Примеры 1-30 в таблице 2. На поверхность образцов из титанового сплава ВТ6 наносят покрытие хрома, обработку проводят по заявляемому способу 2, 3 и 5 импульсами компрессионных плазменных потоков при давлении атмосферы азота 0,2, 0,4, 0,5 и 0,7 кПа и числом импульсов компрессионных плазменных потоков при азотировании 7, 10, 12, 15, 20. Отжиг проводят в вакууме в течение 75 минут. Представлены результаты измерения микротвердости при нагрузке 10 г и коэффициента трения.
Примеры 1-24 в таблице 3. На поверхность части образцов из титановых сплавов ВТ6 и ВТ1-0 наносят покрытие хрома, на вторую часть образцов наносят покрытие молибдена, на третью часть образцов наносят покрытие циркония. Обрабатывают 3 импульсами компрессионных плазменных потоков при давлении 0,4 кПа и плотности энергии 20 Дж/см2. Азотирование осуществляют 10 импульсами компрессионных плазменных потоков при давлении 2 кПа и плотности энергии 5 Дж/см2. Время отжига после обработки компрессионными плазменными потоками по заявляемому способу составляет 45, 60, 75, 90 минут. Представлены результаты измерения микротвердости при нагрузке 10 г и коэффициента трения.
Примеры 1-2 в таблице 4. Представлены результаты измерения коэффициента трения образцов, изготовленных из титановых сплавов ВТ6 и ВТ1-0 по прототипу и по заявляемому способу при легировании молибденом.
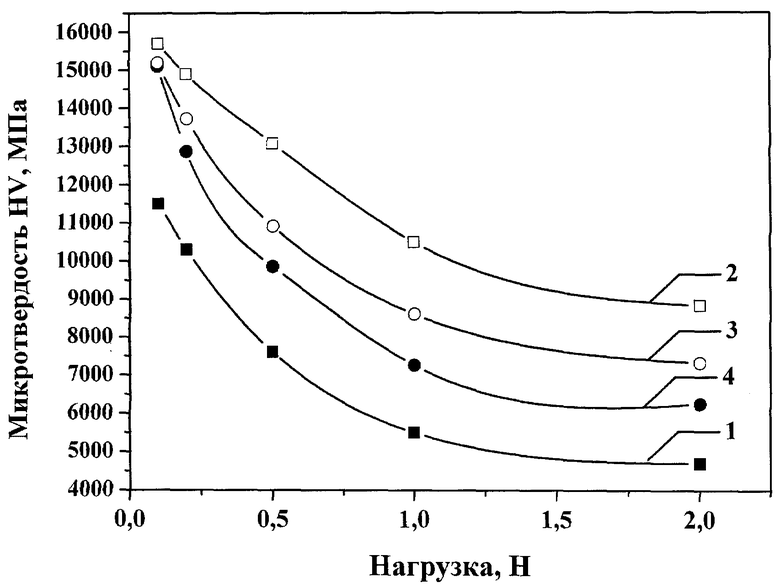
Сущность изобретения поясняется чертежом, на котором изображен график зависимости микротвердости поверхностного слоя от нагрузки, построенный на основании приведенных в таблицах данных, который наглядно отражает увеличение микротвердости поверхностного слоя изделий, упрочненных по заявляемому способу, в сравнении с прототипом. На чертеже:
1 - зависимость микротвердости от нагрузки по прототипу.
2 - зависимость микротвердости от нагрузки для изделия из сплава ВТ6, легированного хромом при обработке по заявляемому способу.
3 - зависимость микротвердости от нагрузки для изделия из сплава ВТ6, легированного молибденом при обработке по заявляемому способу.
4 - зависимость микротвердости от нагрузки для изделия из сплава ВТ1-0, легированного хромом при обработке по заявляемому способу.
Как видно из приведенных в таблицах данных, заявляемый способ упрочнения поверхности изделий из титановых сплавов в сравнении с известным обеспечивает увеличение микротвердости поверхности изделий из титановых сплавов при легировании хромом в 1,4 раза, при легировании молибденом в 1,3 раза, при легировании цирконием в 1,3 раза и снижение коэффициента трения поверхности изделия из титановых сплавов при легирования хромом в 1,8 раза, при легировании молибденом в 2,1 раза, при легировании цирконием в 1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования на титановых сплавах приповерхностного упрочненного слоя | 2018 |
|
RU2705817C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРУЮЩИХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2008 |
|
RU2394939C2 |
| Способ азотирования покрытий из оксида титана на твердой подложке | 2021 |
|
RU2775988C1 |
| Способ азотирования покрытий из оксида титана на твердой подложке | 2022 |
|
RU2785576C1 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
| СПОСОБ НАНЕСЕНИЯ БИОИНЕРТНЫХ ПОКРЫТИЙ НА ОСНОВЕ ТИТАНА, НИОБИЯ, ЦИРКОНИЯ И АЗОТА НА ТИТАНОВЫЕ ИМПЛАНТАТЫ | 2022 |
|
RU2792909C1 |
| СПОСОБ НАНЕСЕНИЯ БИОИНЕРТНЫХ ПОКРЫТИЙ НА ОСНОВЕ ТИТАНА, НИОБИЯ, ЦИРКОНИЯ, ТАНТАЛА И АЗОТА НА ТИТАНОВЫЕ ИМПЛАНТАТЫ | 2022 |
|
RU2792905C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ В ГАЗОВОЙ СРЕДЕ | 2007 |
|
RU2365671C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей двигателей, а также в медицине и других отраслях промышленности. При упрочнении поверхности изделий из титановых сплавов наносят металлическое покрытие хрома или молибдена, или циркония и обрабатывают компрессионными плазменными потоками в среде азота при давлении 0,4-0,5 кПа с плотностью энергии 10-30 Дж/см2 и количеством импульсов 2-3. Затем осуществляют азотирование компрессионными плазменными потоками при давлении азота 1-3 кПа с плотностью энергии 1-10 Дж/см2 и количеством импульсов 10-15. Отжиг изделий проводят в течение 60-75 минут. Повышается микротвердость, снижается коэффициент трения поверхностного слоя изделий за счет создания мелкодисперсных упрочняющих фаз. 1 ил., 4 табл., 125 пр.
Способ упрочнения поверхности изделий из титановых сплавов, включающий азотирование и вакуумный отжиг, отличающийся тем, что перед азотированием наносят металлическое покрытие хрома, или молибдена, или циркония и обрабатывают компрессионными плазменными потоками в среде азота при давлении 0,4-0,5 кПа с плотностью энергии 10-30 Дж/см2 и количеством импульсов 2-3, азотирование осуществляют компрессионными плазменными потоками при давлении азота 1-3 кПа с плотностью энергии 1-10 Дж/см2 и количеством импульсов 10-15, а отжиг изделий проводят в течение 60-75 мин.
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2117073C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 1996 |
|
RU2116378C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 5443663 A, 22.08.1995. | |||

