Настоящее изобретение относится к устройству для охлаждения рабочего валка для прокатного стана и к способу работы устройства для охлаждения рабочего валка.
В обычных станах холодной прокатки алюминия в качестве охлаждающего вещества обычно используется керосин, который также содержит небольшое количество смазочного вещества. Керосин разбрызгивается на валок с использованием распылителя, включающего в себя несколько форсунок. Тысячи литров охлаждающего вещества используются для охлаждения валка, который нагревается в результате рабочего воздействия валков на алюминий. Керосин циркулирует через систему фильтрации и охлаждается примерно до 40°C, но, тем не менее, он несет в себе значительный риск возникновения пожара. Пожары могут быть потушены системами CO2, но эти системы должны быть большими и являются дорогими.
Вода считается привлекательным охлаждающим веществом, поскольку она не несет в себе риск возникновения пожара и имеет хорошие удельные термодинамические свойства. Тем не менее, вода, оставленная в соприкосновении с алюминием, повреждает «зеркальную» чистовую поверхность алюминия, вызывая местную коррозию, в частности, если она остается на катаной фольге.
Альтернативным охлаждающим веществом является жидкий азот (LN2). Он не может быть использован повторно, но, по большому счету, он является достаточно дешевым. Преимущество LN2 заключается в том, что он отделяет охлаждающую среду от смазочной среды. Для сравнения, керосин с содержащимся в нем смазочным веществом не может обеспечить этого. При прокатке тонких пленок (например, 0,1 мм или менее), вязкость смазочного вещества оказывает большое влияние на возможную скорость прокатки. Причиной этого является то, что толщина смазочной пленки между валками и обрабатываемой полосой определяется гидродинамическим эффектом. Валки соприкасаются друг с другом вне ширины полосы, и фольга фактически деформирует валки во время использования. Фактическая толщина фольги управляется посредством скорости прокатки и вязкости смазочного вещества (учитывая, что валки фактически соприкасаются друг с другом в отсутствии фольги). Этот эффект имеет высокую значимость в случае тонкой фольги. Следовательно, для тонкой фольги предпочтительно использовать смазочное вещество с низкой вязкостью; для более толстого материала высокая вязкость является более предпочтительной, поскольку это способствует сведению к максимуму «уменьшения» зева валков. Керосин не обеспечивает этого управления, поскольку смазочное вещество объединено с охлаждающим веществом.
При охлаждении посредством LN2 существует склонность к образованию конденсации воды из воздуха, следовательно, требуется кожух. Пример системы, включающей в себя кожух, описан в WO-2012/110241. Внутри кожуха присутствует только азот. Тем не менее, также нужно подогревать кожух (например, с помощью электричества или газа внутри кожуха) для обеспечения отсутствия снаружи кожуха конденсата, который может попасть в стан. Сложность использования такой системы заключается в том, как обеспечить «уплотнение» между кожухом и вращающимся валком. Обеспечение физического соприкосновения невозможно, поскольку любое соприкосновение (например, резиной) повреждает зеркальную поверхность фольги. Поэтому, используется эффект типа газового экрана или воздушного шабера. Обнаружено, что зазор между кожухом и валком должен составлять примерно 1-2 мм для обеспечения эффективного уплотнения с приемлемым расходом газа. Длина валка составляет около двух метров, и кожух поддерживается только у каждого конца валка, и, следовательно, обеспечение точных допусков этого зазора на всей длине является сложным, в результате чего может быть ухудшена эффективность газового экрана.
Замена валков требуется довольно часто. При этом валки в целом попарно извлекаются из стана в осевом направлении. Валки установлены на «подушки», и извлекается вся система подушек с валками. Проблема заключается в том, что кожух, который из-за допусков должен быть прикреплен к подушкам, является слишком большим для извлечения из стана вместе с валками. Более того, вблизи от кожуха нет достаточного пространства для маневрирования, поскольку на пути могут присутствовать устройства определения толщины и плоскостности, а также «блоки изгиба», которые используются для изменения ориентации валков посредством регулировки положений подушек. Даже если кожух таким образом может быть извлечен, все еще существует необходимость в переключении всех газовых линий.
Настоящее изобретение направлено на смягчение по меньшей мере по меньшей мере в некоторой степени одной или нескольких проблем предшествующего уровня техники.
Изобретение изложено в прилагаемой формуле изобретения.
Согласно аспекту изобретения, разработано устройство для охлаждения рабочего валка для прокатного стана, содержащее: по меньшей мере одну подушку, которая выполнена с возможностью поддерживания рабочего валка в прокатном стане, причем рабочий валок имеет ось, вокруг которой он может вращаться; и кожух для расположения смежно рабочему валку во время использования с образованием охлаждающего пространства, в котором охлаждающее вещество приводится в контакт с рабочим валком, причем кожух включает в себя первую часть, расположенную на подушке с образованием заданного зазора между первой частью и рабочим валком, вторую часть, и соединение для разъемного соединения первой и второй частей; причем, в соединенном состоянии первая и вторая части соединены с образованием охлаждающего пространства внутри кожуха, и в отсоединенном состоянии как по меньшей мере одна подушка, так и первая часть кожуха, так и рабочий валок могут быть сняты в осевом направлении с прокатного стана и второй части кожуха.
Во время использования, зазор между первой частью кожуха и рабочим валком обеспечивает газовое уплотнение с рабочим валком. Как описано более подробно далее, размер зазора важен для эффективной работы прокатного стана, но в обычном прокатном стане постоянство размера зазора может быть потеряно, когда рабочие валки снимаются для ремонта или очистки. В изобретении решение этой проблемы заключается в удерживании механизма уплотнения (первой части кожуха) прикрепленным к подушке рабочего валка и в снятии механизма уплотнения и подушки для извлечения рабочего валка из стана. То есть, в конструкции кожуха из двух частей преимущественно предусмотрен достаточно маленький (радиальный) размер «передней» части для обеспечения замены подушки, рабочих валков и передней части кожуха посредством снятия их в осевом направлении. Для достижения этого, «задняя» часть кожуха выполнена с возможностью отсоединения от передней части. Уплотнение между передней и задней частями может быть газонепроницаемым, но не требует точного допуска, требуемого для поддерживания расстояния разделения между передней частью и рабочим валком на всем протяжении рабочего валка. Соответственно, каждый раз во время установки нового или отремонтированного рабочего валка (или комплекта рабочих валков) и расположения кожуха обратно в рабочее положение, выравнивание кожуха и рабочего валка является настолько хорошим, насколько это возможно. Более того, при снятии рабочего валка отсутствует необходимость отсоединения вручную линий подачи жидкости, газа и энергии к распылителю и кожуху, поскольку они могут оставаться соединенными со второй частью кожуха. С использованием устройства согласно изобретению замена валка занимает всего около 5-10 минут.
Еще одним преимуществом разделяемого кожуха является то, что, когда задняя часть отсоединена от передней части, может быть выполнена очистка передней части, например, в случае накопления мусора, такого как смазочное вещество, смешанное с небольшими кусками алюминия, образующимися в результате прокатки. Так же при необходимости может быть выполнена очистка валка и/или внутреннего пространства задней части кожуха. К тому же, передняя часть кожуха может быть использована для установки дополнительного оборудования, такого как очищающие разбрызгиватели или съемники.
Первая часть кожуха может быть расположена на подушке так, чтобы находиться в фиксированном положении относительно рабочего валка во время использования.
Вторая часть кожуха может быть выполнена с возможностью отведения от первой части, в направлении от оси рабочего валка, для образования отсоединенного состояния.
Соединение может содержать компрессионное уплотнение, пневматическое уплотнение, или гидравлическое уплотнение. Компрессионное уплотнение, пневматическое уплотнение, или гидравлическое уплотнение может быть расположено на первой части, на второй части, или как на первой, так и на второй частях кожуха. Когда компрессионное уплотнение, пневматическое уплотнение, или гидравлическое уплотнение расположено как на первой, так и на второй частях кожуха, компрессионное уплотнение, пневматическое уплотнение, или гидравлическое уплотнение может иметь ответную геометрию между первой и второй частями для направления первой и второй частей в соединенное состояние.
Первая или вторая часть кожуха может включать в себя выпуск для выведения охлаждающего вещества из охлаждающего пространства.
Кожух может содержать нагревающее устройство для поддерживания температуры наружной части кожуха выше заданного значения. Нагревающее устройство может содержать канал, выполненный с возможностью принятия нагревающего газа. Канал может содержаться в первой части, во второй части, или как в первой, так и во второй частях кожуха. Когда канал содержится как в первой, так и во второй частях кожуха, вторая часть может включать в себя впуск для подачи нагревающего газа в канал от первого внешнего источника. Первая часть может включать в себя впуск для подачи нагревающего газа в канал от первого внешнего источника или второго внешнего источника.
Устройство для охлаждения рабочего валка может включать в себя съемную крышку, которая выполнена с возможностью предотвращения загрязнения второй части кожуха, когда кожух находится в отсоединенном состоянии.
Согласно другому аспекту изобретения, разработан кожух для устройства для охлаждения рабочего валка, описанного выше в этом документе.
Согласно другому аспекту изобретения, разработан прокатный стан, содержащий по меньшей мере один рабочий валок и устройство для охлаждения рабочего валка, описанное выше в этом документе.
Согласно другому аспекту изобретения, разработан способ работы устройства для охлаждения рабочего валка для прокатного стана, содержащий: выполнение по меньшей мере одной подушки с возможностью поддерживания рабочего валка в прокатном стане, причем рабочий валок имеет ось, вокруг которой он может вращаться; расположение по меньшей мере на одной подушке первой части кожуха смежно рабочему валку с образованием заданного зазора между первой частью и рабочим валком; введение в осевом направлении как по меньшей мере одной подушки, так и первой части кожуха, так и рабочего валка в прокатный стан; разъемное соединение второй части кожуха с первой частью так, чтобы первая и вторая части были соединены с образованием охлаждающего пространства внутри кожуха, в котором охлаждающее вещество может быть приведено в контакт с рабочим валком; отсоединение второй части кожуха от первой части; и снятие в осевом направлении как по меньшей мере одной подушки, так и первой части кожуха, так и рабочего валка с прокатного стана и второй части кожуха.
Расположение по меньшей мере одной подушки на первой части кожуха может содержать образование фиксированного положения между первой частью и рабочим валком во время использования.
Снятие в осевом направлении как по меньшей мере одной подушки, так и первой части кожуха, так и рабочего валка с прокатного стана и второй части кожуха может содержать отведение второй части от первой части, в направлении удаления от оси рабочего валка.
Далее в качестве примера описаны варианты осуществления изобретения со ссылкой на прилагаемые чертежи, в которых:
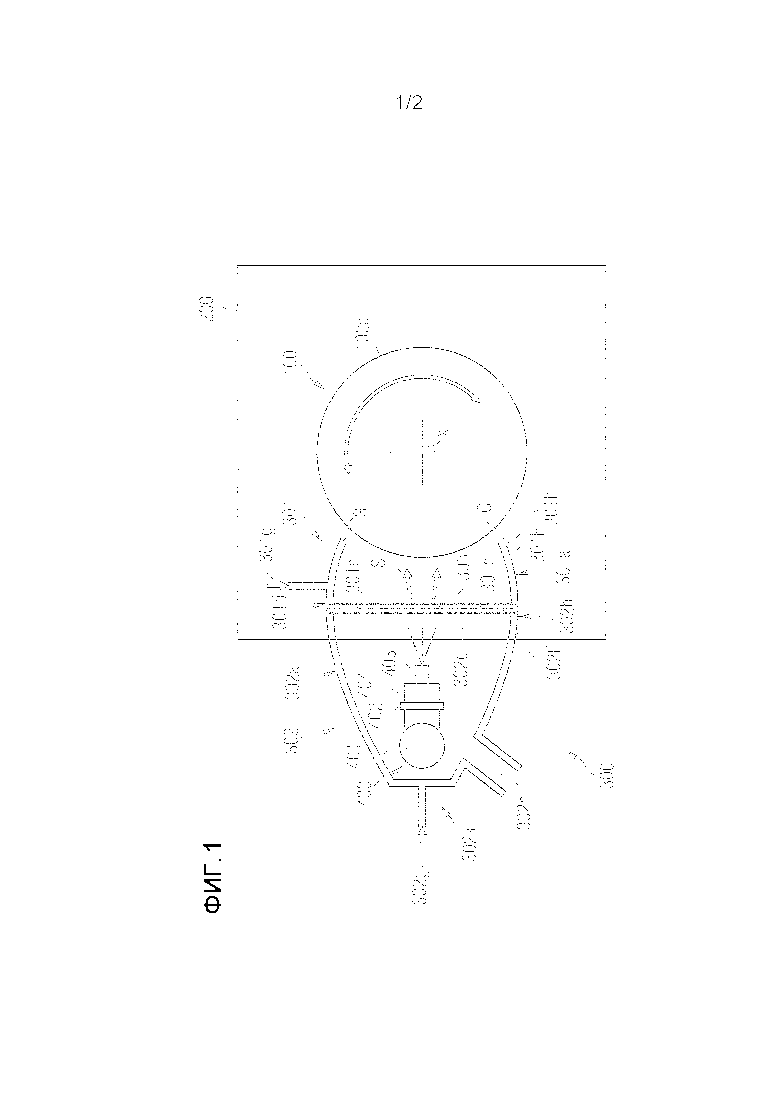
На Фиг. 1 показан упрощенный вид в разрезе устройства для охлаждения рабочего валка согласно изобретению в соединенном состоянии; и
На Фиг. 2 показан упрощенный вид в разрезе устройства для охлаждения рабочего валка с Фиг. 1 в отсоединенном состоянии.
Как видно на Фиг. 1, удлиненный рабочий валок 100 для стана прокатки алюминия (не показанного) имеет продольную ось X, вокруг которой может вращаться рабочий валок 100, и криволинейную прокатную поверхность 100a. Рабочий валок 100 поддерживается парой прямоугольных блоков или подушек 200 (только одна из которых показана), которые выполнены с возможностью установки в прокатном стане, вместе с другим рабочим валком и другой парой подушек (не показаны), чтобы два рабочих валка вместе образовывали зев валков для прокатки алюминиевой фольги.
Удлиненный кожух 300 расположен смежно рабочему валку 100 и проходит продольно в целом параллельно рабочему валку 100. Кожух 300 содержит переднюю, подобную рукаву часть 301 и заднюю, закрывающую часть 302, причем две части 301, 302 соединены друг с другом с возможностью отсоединения.
Передняя, подобная рукаву часть 301 кожуха 300 содержит криволинейную оболочку 301a, имеющую периферийный передний край 301b, который образует отверстие, или зев 301c, который обращен к криволинейной прокатной поверхности 100a рабочего валка 100. У наружного конца подобной рукаву части 301 периферийный задний край 301d оболочки 301a образует отверстие 301e. Подобная рукаву часть 301 прикреплена с возможностью отсоединения к стороне каждой подушки 200 (на Фиг.1 видна только одна подушка) так, чтобы между периферийным передним краем 301b и криволинейной прокатной поверхностью 100a был образован небольшой зазор G. Размер зазора G определяется согласно требованиям данной операции прокатки и может быть задан операторами с использованием инструментов вертикального осмотра или измерения, при прикреплении подобной рукаву части 301 к подушкам 200. Крепление к подушке 200 может быть выполнено с возможностью обеспечения регулировки подобной рукаву части 301 относительно подушки 200, для способствования заданию правильного положения подобной рукаву части 301 для обеспечения требуемого зазора G, и к тому же может быть выполнено так, чтобы подобная рукаву часть 301 могла быть прикреплена к подушке 200 так, чтобы подобная рукаву часть 301 удерживалась неподвижно относительно подушки 200 во время использования прокатного стана.
В этом варианте осуществления, оболочка 301a подобной рукаву части 301 включает в себя двойную стенку, которая образует канал 301f, который проходит от периферийного заднего края 301d до периферийного переднего края 301b, и впуск 301g, который проходит в канал 301f. Впуск 301g выполнен с возможностью соединения с первым источником газа (не показан).
Задняя, закрывающая часть 302 кожуха 300 содержит криволинейную оболочку 302a, имеющую периферийный передний край 302b, который образует отверстие 302c и выполнен с возможностью совпадения по размеру и форме с периферийным задним краем 301d оболочки 301a подобной рукаву части 301. У наружного конца закрывающей части 302 криволинейная оболочка 302a переходит в плоский закрытый задний конец 302e.
В этом варианте осуществления, оболочка 302a закрывающей части 302 включает в себя двойную стенку, которая образует канал 302f, который проходит назад от периферийного переднего края 302b, и впуск 302g, который проходит в канал 302f. Впуск 302g выполнен с возможностью соединения с первым источником газа и/или вторым источником газа (не показаны), которые выполнены с возможностью подачи газа к каналу 302f. Закрывающая часть 302 также включает в себя выпуск 302h.
В этом варианте осуществления, разъемное соединение между подобной рукаву частью 301 и закрывающей частью 302 содержит состоящее из двух частей выполненное из политетрафторэтилена (PTFE) компрессионное уплотнение 303, причем соответствующие половины уплотнения 303 расположены на периферийном заднем крае 301d оболочки 301a подобной рукаву части 301 и на периферийном переднем крае 302b оболочки 302a закрывающей части 302. Две половины уплотнения 303 включают в себя губочные элементы, имеющие ответную геометрию для направления половин в уплотняющее взаимодействие друг с другом. Уплотнение 303 является по существу газонепроницаемым.
Когда две части 301, 302 кожуха 300 соединены друг с другом и периферийный передний край 301b подобной рукаву части 301 расположен смежно рабочему валку 100 с зазором G между ними, внутри кожуха 300 образовано по существу замкнутое пространство. В этом пространстве расположен узел 400 разбрызгивания охлаждающего вещества, содержащий подающую трубу 401, выполненную с возможностью подачи потока охлаждающего вещества к коллектору 402, который, в свою очередь, выполнен с возможностью распределения охлаждающего вещества к множеству разбрызгивающих форсунок 403 через соответствующие клапаны 404.
Во время использования прокатного стана, разбрызгивающие форсунки 403 наносят струю S охлаждающего вещества, например, криогенной жидкости, такой как жидкий азот, на горячий рабочий валок 100. Во время и после процесса разбрызгивания жидкий азот стремится к испарению с образованием газообразного азота, который в итоге может быть выпущен через выпуск 302h.
Во время использования рабочего валка 100, газ в канале 301f в оболочке 301a подобной рукаву части 301 (и необязательно в канале 302f в оболочке 302a закрывающей части 302) находится под давлением, которое превосходит давление окружающего воздуха и выполняет функцию газового барьера в небольшом зазоре G между периферийным передним краем 301b подобной рукаву части 301 и прокатной поверхностью 101a рабочего валка 100, посредством этого предотвращая попадание окружающего воздуха во внутреннее пространство кожуха 300 и предотвращая выпуск холодного газа из кожуха 300. Газ, подаваемый к каналу 301f, может быть теплым для поддерживания температуры наружной части кожуха 300 выше точки росы окружающей атмосферы, посредством этого предотвращая образование на наружной части кожуха 300 конденсата, который может загрязнить алюминий во время прокатки. Теплый газ может выходить из канала 301f в зазор G под давлением, превосходящим как давление окружающего воздуха, так и давление газообразного азота в пространстве внутри кожуха 300. Соответственно, теплый газ обеспечивает у зазора G газовый барьер, который предотвращает как попадание окружающего воздуха во внутреннее пространство кожуха 300, так и выпуск газообразного азота через зазор G. Это является преимуществом, поскольку предотвращает загрязнение прокатываемого алюминия влагой, содержащейся в окружающем воздухе, а также обеспечивает оптимальную эффективность процесса охлаждения внутри кожуха. Таким образом, следует понимать, что для эффективной работы газового барьера является важным обеспечение поддержания правильного размера зазора G.
Обратимся к Фиг. 2. Время от времени необходимо снимать рабочий валок 100 и подушку (подушки) 200 с прокатного стана, например, для планового обслуживания или для очистки оборудования. Поскольку подобная рукаву часть 301 установлена на подушку (подушки) 200 и выполнена с возможностью отсоединения от закрывающей части 302, рабочий валок 100, подушка (подушки) 200 и подобная рукаву часть 301 могут быть извлечены в осевом направлении с прокатного стана и закрывающей части 302. То есть, закрывающая часть 302 может оставаться на месте относительно прокатного стана, в то время как рабочий валок 100, подушка (подушки) 200 и подобная рукаву часть 301 снимаются с прокатного стана посредством выдвигания, которое отделяет друг от друга две половины уплотнения 303. В качестве альтернативы, как видно на Фиг. 2, сначала закрывающая часть 302 может быть смещена или отведена от подобной рукаву части 301 (налево на Фиг. 2) для разделения двух частей 301, 302 перед снятием в осевом направлении рабочего валка 100, подушки (подушек) 200 и подобной рукаву части 301 с прокатного стана. Отведение в начале закрывающей части 302 может облегчить извлечение, поскольку после этого не нужно преодолевать трение, которое иначе присутствует между двумя половинами уплотнения 303 во время выдвижения подобной рукаву части 301 в осевом направлении от закрывающей части 302.
В то время как компоненты снимаются с прокатного стана для работы по очистке или обслуживанию, подобная рукаву часть 301 остается в своем положении относительно подушки (подушек) 200. После завершения работы, рабочий валок 100, подушка (подушки) 200 и подобная рукаву часть 301 устанавливаются обратно в прокатный стан с использованием осевого перемещения, обратного тому, которое было использовано для их снятия, посредством этого восстанавливая разъемное соединение между подобной рукаву частью 301 и закрывающей частью 302 кожуха 300. Конечно же, если закрывающая часть 302 сначала отведена от подобной рукаву части 301, для обеспечения снятия компонентов с прокатного стана, закрывающая часть 302 перемещается обратно к подобной рукаву части 301 (направо на Фиг. 2) для восстановления соединения с подобной рукаву частью 301.
Поскольку отношение между подобной рукаву частью 301 и подушкой (подушками) 200 не меняется, размер зазора G между периферийным передним краем 301b подобной рукаву части 301 и прокатной поверхностью 101a рабочего валка 100 сохраняется. Соответственно, при следующем вводе прокатного стана в строй обеспечивается эффективный газовый барьер. Это достигается без вмешательства оператора вручную, таким образом, обеспечивая экономию времени и затрат.
Таким образом, можно видеть, что в изобретении разработан механизм уплотнения, между кожухом 300 и рабочим валком 100, выполненный с возможностью отсоединения от остального кожуха 300, для обеспечения требуемой эффективности механизма уплотнения даже после разборки и сборки прокатного стана, возможно, неоднократно, для обслуживания и очистки. Более того, разъемное соединение между подобной рукаву частью 301 и закрывающей частью 302 обеспечивает возможность разделения двух частей 301, 302 кожуха 300 во время вращения рабочего валка 100, например, для облегчения доступа для очистки вращающегося рабочего валка 100.
Следует понимать, что изобретение описано со ссылкой на предпочтительные варианты его осуществления, и может быть выполнено множество различных его изменений, не выходящих за рамки объема изобретения, определенного в прилагаемой формуле изобретения. Например, специалисту в данной области техники следует понимать, что подушки не должны быть обязательно прямоугольными, и оболочка кожуха не должна быть обязательно криволинейной, и эти детали могут быть выполнены с широким разнообразием форм, которые могут обеспечивать те же функции.
В варианте осуществления, уплотнение 303 включает в себя сквозную часть, чтобы соответствующие каналы 301f, 302f подобной рукаву части 301 и закрывающей части 302 кожуха 300 сообщались друг с другом. Соответственно, газ, подаваемый к впуску 301g у закрывающей части 302, может проходить через каналы 301f, 302f к зазору G. В этом случае, впуск 301g у подобной рукаву части 301 может отсутствовать.
В варианте осуществления, уплотнение 303 отсутствует. В этом случае, периферийный передний край 302b оболочки 302a закрывающей части 302, и периферийный задний край 301d оболочки 301a подобной рукаву части 301 приводятся в непосредственное соприкосновение друг с другом для обеспечения разъемного соединения между двумя частями 301, 302 кожуха 300.
В варианте осуществления, у зазора G предусмотрен отдельный газовый или воздушный шабер для предотвращения утечки газа из кожуха 300. Один или оба канала 301f, 302f могут быть выполнены с возможностью направления газа из канала во внутреннее пространство кожуха 300.
В варианте осуществления, съемная крышка выполнена с возможностью установки на периферийный передний край 302b закрывающей части 302 кожуха 300 для защиты внутреннего пространства закрывающей части 302 от попадания грязи, влаги или других загрязняющих веществ, когда закрывающая часть 302 отделена от подобной рукаву части 301.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения прокатных валков | 1982 |
|
SU1069892A1 |
| ПРЯМОЙ ПРИВОД ДЛЯ РОЛИКОВ, ВАЛКОВ И ЛЕБЕДОК В ЧЕРНОЙ И ЦВЕТНОЙ МЕТАЛЛУРГИИ | 2018 |
|
RU2741604C1 |
| ПРОКАТНАЯ КЛЕТЬ С УПЛОТНЕНИЕМ ДЛЯ ПРЕДОТВРАЩЕНИЯ ВЫХОДА СМАЗОЧНОГО МАТЕРИАЛА | 2018 |
|
RU2741581C1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ РАБОЧИМИ ВАЛКАМИ | 2013 |
|
RU2613777C9 |
| РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО | 2012 |
|
RU2594930C2 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО С СОСТОЯЩИМ ИЗ ДВУХ ЧАСТЕЙ КОЛЬЦЕВЫМ ТЕЛОМ | 2003 |
|
RU2309016C2 |
| ВАЛ ПРИВОДА ДЛЯ ПЕРЕДАЧИ ДВИЖЕНИЯ НА ВАЛОК | 2013 |
|
RU2584363C1 |
| Устройство, выполненное с возможностью встраивания в подошву обуви и действующее как средство амортизации, рассеивания энергии и стабилизации | 2018 |
|
RU2766289C1 |
| ЭЛЕКТРИЧЕСКИЙ РУЧНОЙ УТЮГ, УЗЕЛ ПОДОШВЫ ДЛЯ ДАННОГО УТЮГА И СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОГО УЗЛА | 2011 |
|
RU2533546C2 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |

Изобретение относится к области прокатки. Устройство содержит по меньшей мере одну подушку (200), которая выполнена с возможностью поддерживания рабочего валка (100) в прокатном стане, причем рабочий валок (100) имеет ось (X), вокруг которой он может вращаться; и кожух (300) для расположения смежно рабочему валку (100) во время использования с образованием охлаждающего пространства, в котором охлаждающее вещество приводится в контакт с рабочим валком (100). Улучшение условий охлаждения, повышение надежности и условий эксплуатации устройства обеспечивается за счет того, что кожух включает в себя первую часть (301), расположенную на подушке (200) с образованием заданного зазора (G) между первой частью (301) и рабочим валком (100), вторую часть (302) и соединение для разъемного соединения первой и второй частей (301, 302). В соединенном состоянии первая и вторая части (301, 302) соединены с образованием охлаждающего пространства внутри кожуха (300), и в отсоединенном состоянии как по меньшей мере одна подушка (200), так и первая часть (301) кожуха (300), так и рабочий валок (100) могут быть сняты в осевом направлении с прокатного стана и второй части (300) кожуха (300). 3 н. и 14 з.п. ф-лы, 2 ил.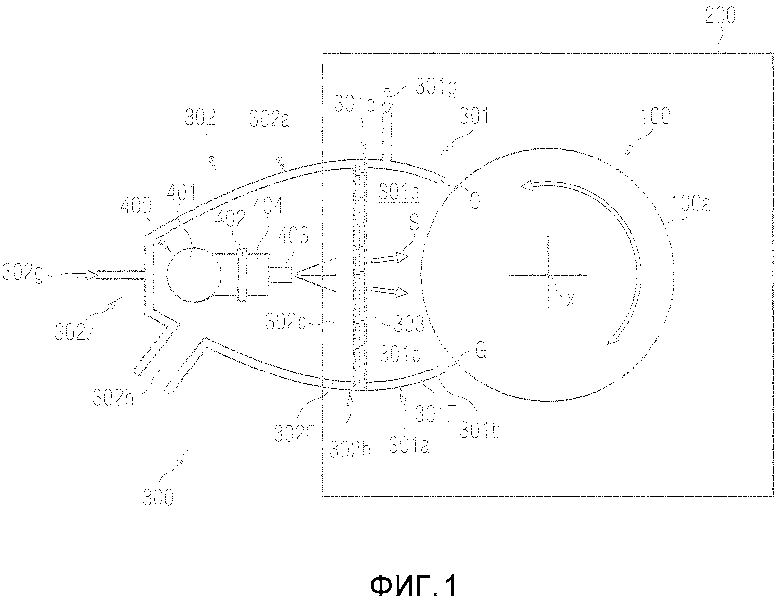
1. Устройство для охлаждения рабочего валка прокатного стана, содержащее:
по меньшей мере одну подушку (200), которая выполнена с возможностью поддерживания рабочего валка (100) в прокатном стане, причем рабочий валок имеет ось, вокруг которой он может вращаться; и
кожух (300) для расположения смежно рабочему валку во время использования с образованием охлаждающего пространства, в котором охлаждающее вещество приводится в контакт с рабочим валком,
отличающееся тем, что
кожух включает первую часть (301), расположенную на подушке с образованием заданного зазора (G) между первой частью (301) и рабочим валком (100), вторую часть (302) и соединение для разъемного соединения первой (301) и второй частей (302);
причем в соединенном состоянии первая (301) и вторая части (302) выполнены с возможностью образования охлаждающего пространства внутри кожуха (300), а в отсоединенном состоянии по меньшей мере одна подушка, первая часть (301) кожуха и рабочий валок (100) выполнены с возможностью снятия в осевом направлении с прокатного стана и второй части (302) кожуха (300).
2. Устройство по п. 1, в котором первая часть (301) кожуха (300) расположена на подушке (200) в фиксированном положении относительно рабочего валка (100) во время использования.
3. Устройство по п. 1 или 2, в котором вторая часть (302) кожуха (300) выполнена с возможностью отведения от первой части (301), в направлении от оси (X) рабочего валка (100), с приведением в отсоединенное состояние.
4. Устройство по любому из пп. 1-3, в котором упомянутое соединение содержит компрессионное уплотнение (303), или пневматическое уплотнение, или гидравлическое уплотнение.
5. Устройство по п. 4, в котором компрессионное уплотнение (303), или пневматическое уплотнение, или гидравлическое уплотнение расположено на первой части (301) или на второй части (302), или на первой и на второй частях кожуха (300).
6. Устройство по п. 5, в котором компрессионное уплотнение (303), или пневматическое уплотнение, или гидравлическое уплотнение расположено на первой (301) и на второй частях (302) кожуха (300), при этом компрессионное уплотнение (303), или пневматическое уплотнение, или гидравлическое уплотнение имеет ответную геометрию между первой (301) и второй частями (302) для приведения первой (301) и второй частей (302) в соединенное состояние.
7. Устройство по любому из пп. 1-6, в котором первая (301) или вторая часть (302) кожуха (300) имеет выпуск (302h) для выведения охлаждающего вещества из охлаждающего пространства.
8. Устройство по любому из пп. 1-7, в котором кожух (300) содержит нагревающее устройство для поддерживания температуры наружной части кожуха (300) выше заданного значения.
9. Устройство по п. 8, в котором нагревающее устройство содержит канал (301f, 302f), выполненный с возможностью принятия нагревающего газа.
10. Устройство по п. 9, в котором канал (301f, 302f) выполнен в первой части (301) или во второй части (302), или в первой и во второй частях кожуха (300).
11. Устройство по п. 10, в котором канал (301f, 302f) выполнен в первой (301) и во второй частях (302) кожуха (300), при этом вторая часть включает впуск (302g) для подачи нагревающего газа в канал (302f) от первого внешнего источника.
12. Устройство по п. 11, в котором первая часть (301) включает впуск (301g) для подачи нагревающего газа в канал (302f) от первого внешнего источника или второго внешнего источника.
13. Устройство по любому из пп. 1-12, которое содержит съемную крышку, которая выполнена с возможностью предотвращения загрязнения второй части (320) кожуха (300), когда кожух находится в отсоединенном состоянии.
14. Прокатный стан, содержащий по меньшей мере один рабочий валок и устройство для охлаждения рабочего валка по любому из пп. 1-13.
15. Способ охлаждения рабочего валка прокатного стана, включающий
выполнение по меньшей мере одной подушки с возможностью поддерживания рабочего валка в прокатном стане, причем рабочий валок имеет ось, вокруг которой он может вращаться;
отличающийся тем, что он включает:
размещение по меньшей мере на одной подушке первой части кожуха смежно рабочему валку с образованием заданного зазора между первой частью и рабочим валком;
введение в осевом направлении по меньшей мере одной подушки, первой части кожуха и рабочего валка в прокатный стан;
разъемное соединение второй части кожуха с его первой частью с образованием охлаждающего пространства внутри кожуха, в котором охлаждающее вещество приводят в контакт с рабочим валком, при этом соединение осуществляют с возможностью отсоединения второй части кожуха от его первой части и снятия в осевом направлении по меньшей мере одной подушки, первой части кожуха и рабочего валка с прокатного стана и второй части кожуха.
16. Способ по п. 15, в котором размещение первой части кожуха по меньшей мере на одной подушке осуществляют с образованием фиксированного положения между первой частью кожуха и рабочим валком во время использования.
17. Способ по п. 15 или 16, в котором снятие в осевом направлении по меньшей мере одной подушки, первой части кожуха и рабочего валка с прокатного стана и второй части кожуха осуществляют отведением второй части от первой части, в направлении удаления от оси рабочего валка.
| СПОСОБ ВЫДЕЛЕНИЯ СИНТЕТИЧЕСКИХ КАУЧУКОВ ЭМУЛЬСИОННОЙ ПОЛИМЕРИЗАЦИИ ИЗ ЛАТЕКСОВ | 2011 |
|
RU2489446C2 |
| Способ смазки прокатных валков | 1980 |
|
SU1005964A1 |
| Устройство для нанесения смазки на валки при горячей прокатке | 1974 |
|
SU500835A1 |
| US 4061010 A, 06.12.1977. | |||

