Уровень техники, к которой относится изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к отожженному и оцинкованному стальному листу, используемому при штамповке для производства автомобилей, бытовых электроприборов, строительных материалов и тому подобного, и к способу его производства, и, в частности, к отожженному оцинкованному стальному листу, имеющему превосходное свойство скольжения (сопротивление отслаиванию), сопротивление открашиванию, способность к химическому превращению и отсутствие поверхностной неоднородности, и к способу его производства. Настоящая заявка подана на основании японской патентной заявки № 2009-023603, поданной 04 февраля 2009 г., и японской патентной заявки № 2009-022920, поданной 03 февраля 2009 г., содержание которых включено в настоящий документ посредством ссылки, и претендует на их приоритет.
Описание предшествующего уровня техники
Отожженный оцинкованный стальной лист имеет превосходную свариваемость и способность к нанесению покрытия по сравнению с оцинкованной листовой сталью. По этой причине отожженный оцинкованный стальной лист широко используют в разнообразных областях, в том числе в производстве корпусов автомобилей, бытовых электроприборов, строительных материалов и тому подобного.
Отожженный оцинкованный стальной лист производят термической обработкой после горячего цинкования погружением стального листа с образованием слоя сплава Fe-Zn на поверхности листа. В результате термической обработки инициируется реакция легирования посредством взаимной диффузии Fe в стали и Zn в цинковом слое. Считают, что реакция легирования предпочтительно инициируется с границ зерен листовой стали. Однако если многие элементы, которые легко сегрегируют на границы зерен (скапливающиеся на границах зерен элементы), содержатся в листовой стали, они локально препятствует взаимной диффузии Fe и Zn. По этой причине реакция легирования становится гетерогенной, и в результате возникает разность толщины образованного отожженного цинкового слоя. Так как возникает линейный дефект вследствие различной толщины отожженного цинкового слоя, качество стального листа является неудовлетворительным вследствие неоднородности поверхности, обусловленной линейным дефектом. В частности, в последние годы существует проблема того, что неоднородность легко возникает в стальном листе, если сталь содержит много скапливающихся на границах зерен элементов, включая P, в целях увеличения прочности стального листа. Эта проблема обусловлена ограничением взаимной диффузии Fe и Zn в зонах концентрации P в процессе легирования цинкового слоя в результате гетерогенной концентрации P на площади поверхности и границах зерен листовой стали при нагревании листа. По этой причине скорость реакции легирования между Fe и Zn изменяется в зависимости от места, и в результате этого существует различная толщина образованного отожженного цинкового слоя. Добавление недорогого Si и/или Mn широко используют как способ увеличения прочности стальных изделий. Однако если количество Si в листовой стали составляет более чем 0,3 мас.%, смачиваемость отожженного цинкового слоя значительно уменьшается. Следовательно, существует проблема того, что качество отожженного цинкового слоя является неудовлетворительным и качество поверхности ухудшается.
По этой причине были исследованы различные отожженные оцинкованные образцы стального листа (листовой стали), имеющие превосходное качество внешнего вида. Например, известен способ производства отожженного оцинкованного стального листа погружением в ванну для горячего цинкования после шлифования подлежащей цинкованию поверхности листа до такой степени, что среднее арифметическое отклонение профиля поверхности (Ra) может составлять от 0,3 до 0,6 (например, цитируемый патент 1), и способ образования слоя металлического покрытия, например Fe, Ni, Co и Cu, перед горячим цинкованием погружением отожженной листовой стали (например, цитируемый патент 2). Однако в этих способах существует проблема того, что вследствие необходимости дополнительного процесса перед горячим цинкованием погружением общее количество процессов увеличивается, и за счет увеличения количества устройств увеличивается стоимость.
Как правило, отожженную оцинкованную листовую сталь используют после штамповки. Однако отожженная оцинкованная листовая сталь имеет недостаток неудовлетворительной формуемости по сравнению с холоднокатаной сталью.
Неудовлетворительная формуемость возникает вследствие состава отожженного цинкового слоя. Как правило, слой сплава Zn-Fe, образующийся в реакции легирования, которая представляет собой диффузию Fe из листовой стали в Zn в цинковом слое, является отожженным цинковым покрытием (отожженным цинковым слоем), состоящим из Γ-фазы, δ1-фазы и ζ-фазы. Чтобы уменьшить концентрацию Fe, в слой цинкового покрытия входят Γ-фаза, δ1-фаза и ζ-фаза. В таком порядке уменьшается твердость и температура плавления данных фаз. Твердая и хрупкая Γ-фаза образуется в месте контакта отожженного цинкового слоя с поверхностью листовой стали (поверхностью раздела между отожженным цинковым слоем и листовой сталью), и мягкая ζ-фаза образуется в верхней области отожженного цинкового слоя. ζ-фаза является мягкой и, соответственно, легко прилипает к штампу и имеет высокий коэффициент трения и, следовательно, неудовлетворительное свойство скольжения. По этой причине в процессе штамповки ζ-фаза приводит к явлению (отслаиванию), в котором отожженный цинковый слой прилипает к штампу и отделяется. Γ-фаза является твердой и хрупкой и по этой причине приводит к раскрашиванию (измельчению) цинкового слоя в процессе штамповки.
Хорошее свойство скольжения является важным для штамповки отожженной оцинкованной листовой стали. По этой причине, принимая во внимание свойство скольжения, эффективный способ состоит в том, что цинковый слой в значительной степени представляет собой сплав и в результате этого становится слоем с высокой концентрацией Fe, имеющим высокую твердость, температуру плавления и адгезионную прочность. Однако данный способ вызывает раскрашивание у производимого таким образом отожженного оцинкованного стального листа. Принимая во внимание сопротивление раскрашиванию, эффективный способ заключается в том, что цинковый слой легируется в низкой степени и в результате этого становится слоем с низкой концентрацией Fe, в котором образование Γ-фазы подавляется, что препятствует раскрашиванию. Однако отожженный оцинкованный стальной лист, производимый таким способом, имеет неудовлетворительное свойство скольжения, и это неудовлетворительное свойство скольжения приводит к отслаиванию.
По этой причине, эти противоположные свойства (скольжение и сопротивление раскрашиванию) должны быть такими, чтобы отожженная оцинкованная листовая сталь могла иметь хорошую формуемость.
В качестве способа улучшения формуемости отожженной оцинкованной листовой стали предложен способ производства (например, цитируемый патент 3) отожженной оцинкованной листовой стали, содержащей, главным образом, δ1-фазу. В данном способе производства в ванне с высокой концентрацией Al осуществляют цинкование при высокой температуре, определяемой концентрацией Al, чтобы можно было подавить реакцию легирования, и проводят процедуру легирования, в которой температура листовой стали находится в интервале от 460°C до 530°C на выходе печи для легирования, которая использует высокочастотный индукционный нагрев. Кроме того, предложен способ производства (например, цитируемый патент 4) отожженной оцинкованной листовой стали, на которой образуется отожженный цинковый слой чистой δ1-фазы. В данном способе производства полученную горячим погружением оцинкованную листовую сталь выдерживают от 2 секунд до 120 секунд при температуре в интервале от 460°C до 530°C немедленно после осуществления горячего цинкования погружением и затем охлаждают до 250°C или менее со скоростью охлаждения 5°C/сек или более. Кроме того, предложен способ производства (например, цитируемый патент 5) отожженной оцинкованной листовой стали, который определяет профиль распределения температур, где складываются произведения температуры нагревания (T) и времени нагревания (t) в различные сроки в процессе нагревания и охлаждения листовой стали во время процедуры легирования, что придает отожженной оцинкованной листовой стали как свойство скольжения, так и сопротивление измельчению.
Цель всех традиционных способов заключается в том, что, в результате регулирования степени легирования, отожженный цинковый слой приобретает как твердость, так и лучшее сопротивление раскрашиванию и сопротивление отслаиванию, таким образом, что уменьшаются недостатки при штамповке отожженной оцинкованной листовой стали.
Так как на свойство скольжения существенно влияет плоская часть поверхностей, предложен способ производства (например, цитируемый патент 6) отожженной оцинкованной листовой стали, которая имеет хорошее сопротивление раскрашиванию и свойство скольжения, посредством регулирования плоской части в случае отожженного цинкового покрытия, содержащего большое количество ζ-фазы в поверхностном слое.
Данный способ представляет собой способ производства отожженной оцинкованной листовой стали, которая имеет отожженное цинковое покрытие, содержащее большое количество ζ-фазы в поверхностном слое, хорошее сопротивление измельчению и свойство скольжения, посредством уменьшения степени легирования. Однако считают, что отожженная оцинкованная листовая сталь нуждается в дальнейшем улучшении сопротивления отслаиванию (свойства скольжения).
В качестве способа улучшения формуемости покрытой цинковым сплавом листовой стали широко используют способ нанесения смазочного масла высокой вязкости. Однако существует проблема того, что образуются дефекты окрашивания в процессе окраски в результате недостаточного удаления смазочного масла вследствие того, что смазочное масло имеет высокую вязкость, и недостаток масла в процессе штамповки приводит к неустойчивости качества штамповки. По этой причине предложен способ (например, цитируемый патент 7) образования оксидного покрытия, содержащего, главным образом ZnO, на поверхности оцинкованной листовой стали, покрытой цинковым сплавом, и способ (например, цитируемый патент 8) образования оксидного покрытия, содержащего оксид Ni. Однако существует проблема того, что оксидные пленки имеют низкую способность к химическому превращению. По этой причине предложен способ (например, цитируемый патент 9) образования оксидной пленки на основе Mn, так как данная пленка повышает способность к химическому превращению. Однако во всех способах образования пленки оксидного типа не было тщательно исследовано взаимодействие между пленками оксидного типа и отожженным цинковым слоем.
[Цитируемый патент 1] Японская нерассмотренная патентная заявка, первая публикация № 2004-169160
[Цитируемый патент 2] Японская нерассмотренная патентная заявка, первая публикация № Н6-88187
[Цитируемый патент 3] Японская нерассмотренная патентная заявка, первая публикация № H9-165662
[Цитируемый патент 4] Японская нерассмотренная патентная заявка, первая публикация № 2007-131910
[Цитируемый патент 5] Японская нерассмотренная патентная заявка, первая публикация № 2005-54199
[Цитируемый патент 6] Японская нерассмотренная патентная заявка, первая публикация № 2005-48198
[Цитируемый патент 7] Японская нерассмотренная патентная заявка, первая публикация № S53-60332
[Цитируемый патент 8] Японская нерассмотренная патентная заявка, первая публикация № H3-191093
[Цитируемый патент 9] Японская нерассмотренная патентная заявка, первая публикация, № H3-249182.
Сущность изобретения
Как описано выше, для отожженного оцинкованного стального листа требуется хорошая способность к химическому превращению (коррозионная стойкость). Для отожженной оцинкованной листовой стали также требуется хорошее качество поверхности и хорошее сопротивление раскрашиванию и хорошее свойство скольжения в процессе штамповки.
Настоящее изобретение разработано, принимая во внимание описанное выше обстоятельство, и цель настоящего изобретения заключается в том, чтобы предложить отожженный оцинкованный стальной лист, имеющий как хорошее свойство скольжения (сопротивление отслаиванию), так и сопротивление раскрашиванию в процессе штамповки, хорошее качество внешнего вида без проявлений неоднородности, вызванной линейными дефектами, и превосходную способность к химическому превращению, и способ его производства. В частности, цель настоящего изобретения заключается в том, чтобы предложить отожженный оцинкованный стальной лист и улучшить превосходное сопротивление раскрашиванию посредством снижения степени легирования при пониженной скорости нагревания, что дополнительно улучшает превосходное свойство скольжения, превосходное качество поверхности и превосходную способность к химическому превращению, и способ его производства.
Неудовлетворительное качество вследствие неоднородной поверхности, образовавшейся в процессе легирования при получении отожженного цинкового слоя, обусловлено линейным дефектом, возникшим из-за различной толщины отожженного цинкового слоя. Линейный дефект возникает, потому что части, в которых быстро происходит легирование в процессе образования легированного слоя, вырастают более плотными, чем другие части. Авторы настоящего изобретения обнаружили, что возникновение линейного дефекта можно подавить посредством легирования цинкового слоя при меньшей скорости нагревания, и таким образом отожженный оцинкованный стальной лист с превосходным качеством поверхности получают в результате многократных исследований механизма образования различной толщины отожженного цинкового слоя.
При более высокой степени легирования цинкового слоя образуется больше Γ-фазы. По этой причине усиливается свойство скольжения в процессе штамповки (сопротивление отслаиванию) и уменьшается сопротивление раскрашиванию. При снижении степени легирования цинкового слоя образуется меньше Γ-фазы и больше ζ-фазы. По этой причине увеличивается сопротивление раскрашиванию в процессе штамповки и уменьшается свойство скольжения (сопротивление отслаиванию). Образование Γ-фазы невозможно предотвратить в отожженном оцинкованном стальном листе. Авторы настоящего изобретения многократно исследовали способ улучшения неудовлетворительного свойства скольжения отожженного оцинкованного стального листа с низкой степенью легирования, имеющего хорошее сопротивление раскрашиванию. В результате авторы настоящего изобретения обнаружили, что неудовлетворительное свойство скольжения отожженного оцинкованного стального листа с низкой степенью легирования значительно улучшается посредством образования оксидной пленки на основе Mn-P на поверхности отожженной оцинкованной листовой стали, что придает как сопротивление раскрашиванию, так и сопротивление отслаиванию.
Настоящее изобретение выполнено на основании результатов исследований, и сущность настоящего изобретения заключается в следующем.
(1) Отожженный оцинкованный стальной лист содержит: листовую сталь, отожженный цинковый слой и оксидную пленку на основе Mn-P. Листовая сталь содержит C, Si, Mn, P, Al и остаток, состоящий из Fe и неизбежных примесей. Фазы сплава Zn-Fe в отожженном цинковом слое определяют методом рентгеновской дифрактометрии. Соотношение интенсивности дифракционного пика Γ(2,59Å), соответствующего межплоскостному расстоянию d=2,59 Å Γ-фазы, и интенсивности дифракционного пика δ1(2,13Å), соответствующего межплоскостному расстоянию d=2,13Å δ1-фазы, меньше или равно 0,1. Соотношение интенсивности дифракционного пика ζ(1,26Å), соответствующего межплоскостному расстоянию d=1,26Å ζ-фазы, и интенсивности дифракционного пика δ1(2,13Å), соответствующего межплоскостному расстоянию d=2,13Å Γ-фазы, составляет от 0,1 до 0,4. Оксидная пленка на основе Mn-P образуется путем нанесения от 5 до 100 мг/м2 Mn и от 3 до 500 мг/м2 P на поверхность отожженного цинкового слоя.
(2) Отожженный оцинкованный стальной лист, описанный в приведенном выше пункте (1), в которой листовая сталь содержит следующие компоненты: от 0,0001 до 0,3 мас.% C; от 0,01 до 4 мас.% Si; от 0,01 до 2 мас.% Mn; от 0,002 до 0,2 мас.% P и от 0,0001 до 4 мас.% Al.
(3) Отожженный оцинкованный стальной лист, описанный в приведенном выше пункте (1), в которой в отожженном цинковом слое рентгеновской дифрактометрии определяют фазы сплава Zn-Fe, причем интенсивность дифракционного пика Γ(2,59Å), соответствующего межплоскостному расстоянию d=2,59Å Γ-фазы, составляет не более 100 отсчетов в секунду, и интенсивность дифракционного пика ζ(1,26Å), соответствующего межплоскостному расстоянию d=1,26Å ζ-фазы, составляет от 100 отсчетов в секунду до 300 отсчетов в секунду.
(4) Отожженный оцинкованный стальной лист, описанный в приведенном выше пункте (1), в которой количество Fe в фазе сплава Zn-Fe отожженного цинкового слоя больше или равно 9,0 и меньше или равно 10,5 мас.%.
(5) Способ производства отожженного оцинкованного стального листа, в состав которого входят: осуществление горячего цинкования погружением стального листа; образование отожженного цинкового слоя с использованием процедуры легирования при нагревании в нагревательной печи с последующим медленным охлаждением в реакционной печи после того, как температура стального листа достигает максимально достижимой температуры на выходе нагревательной печи; и образование оксидной пленки на основе Mn-P, содержащей Mn и P, на поверхности отожженного цинкового слоя. В процедуре легирования, интегральное значение температуры S вычисляют как S=(T11-T0)×t1/2+((T11-T0)+(T12-T0))×t2/2+((T12-T0)+(T21-T0))×Δt/2+((T21-T0)+(T22-T0))×t3/2+(T22-T0)×t4/2, и S соответствует формуле 850+Z≤S≤1350+Z, используя зависящий от состава коэффициент Z, представляемый формулой Z=1300×(%Si-0,03)+1000×(%Mn-0,15)+35000×(%P-0,01)+1000×(%C-0,003). В настоящем документе T0 равна 420°C, T11 (°C) представляет собой температуру стального листа на выходе нагревательной печи, T12 (°C) представляет собой температуру стального на входе зоны охлаждения реакционной печи, T21 (°C) представляет собой температуру стального листа на выходе зоны охлаждения реакционной печи, T22 (°C) представляет собой температуру стального листа на выходе реакционной печи, t1 (с) представляет собой время обработки с момента первоначального положения T0 до момента выхода из нагревательной печи, t2 (с) представляет собой время обработки с момента выхода из нагревательной печи до момента входа в зону охлаждения реакционной печи, Δt (с) представляет собой время обработки с момента входа в зону охлаждения до момента выхода из зоны охлаждения реакционной печи, t3 (с) представляет собой время обработки с момента выхода из зоны охлаждения реакционной печи до момента выхода из реакционной печи, и t4 (с) представляет собой время обработки с момента входа в зону закалки до заключительного момента времени T0. В настоящем документе %Si, %Mn, %P, и %C представляют собой количества (в мас.%) соответствующих элементов в стали. Оксидная пленка на основе Mn-P образуется при нанесении от 5 до 100 мг/м2 Mn и от 3 до 500 мг/м2 P на поверхности отожженного цинкового слоя.
(6) Способ, описанный в приведенном выше пункте (5), в котором в нагревательной печи для нагревания листовой стали скорость нагревания V, вычисленную по формуле V=(T11-T0)/t1, регулируют при условии низкой скорости нагревания, которая меньше или равна 100°C/сек, если коэффициент Z меньше чем 700, и регулируют при условии низкой скорости нагревания, которая меньше или равна 60°C/сек, если Z больше или равен 700.
(7) Способ согласно пункту 5, в котором листовая сталь содержит от 0,0001 до 0,3 мас.% C; от 0,01 до 4 мас.% Si; от 0,01 до 2 мас.% Mn; от 0,002 до 0,2 мас.% P и от 0,0001 до 4 мас.% Al.
Согласно настоящему изобретению производится отожженная оцинкованная листовая сталь, которая имеет превосходную однородность внешнего вида, хорошее сопротивление раскрашиванию и свойство скольжения (сопротивление отслаиванию) в процессе штамповки, превосходную способность к химическому превращению и превосходную точечную свариваемость.
Краткое описание чертежей
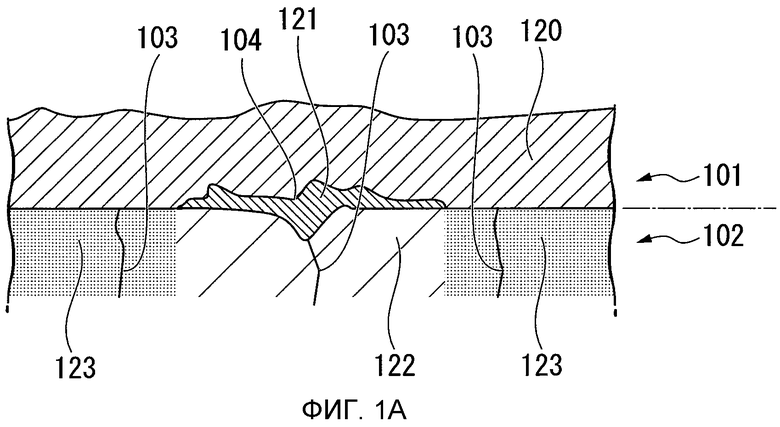
Фиг. 1A представляет собой схематичный чертеж, показывающий точки инициирования, в которых сплав Zn-Fe (отожженный цинковый слой) образуется в слое, полученном горячим цинкованием с погружением.
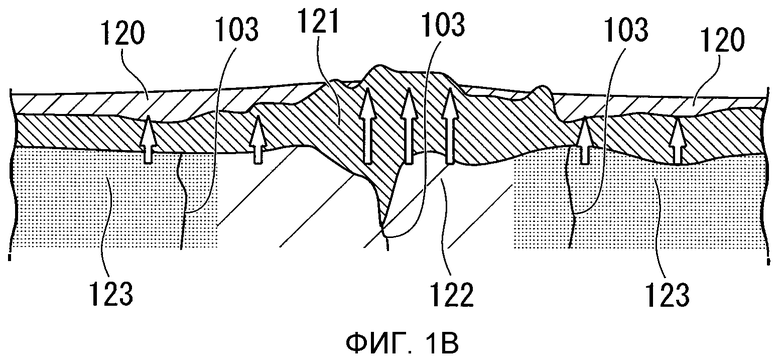
Фиг. 1B представляет собой схематичный чертеж, показывающий процесс роста и скорость роста сплава Zn-Fe (отожженного цинкового слоя).
Фиг. 1C представляет собой схематичный чертеж, показывающий дефект отожженного цинкового слоя (различную толщину отожженного цинкового слоя).
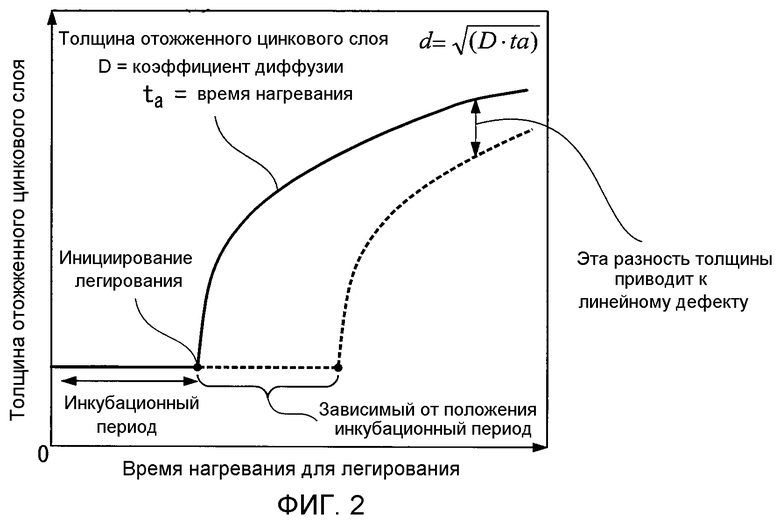
Фиг. 2 представляет собой схематичный чертеж, показывающий механизм образования дефектов отожженного цинкового слоя (различной толщины отожженного цинкового слоя) и соотношение между временем нагревания в процессе легирования и толщиной отожженного цинкового слоя.
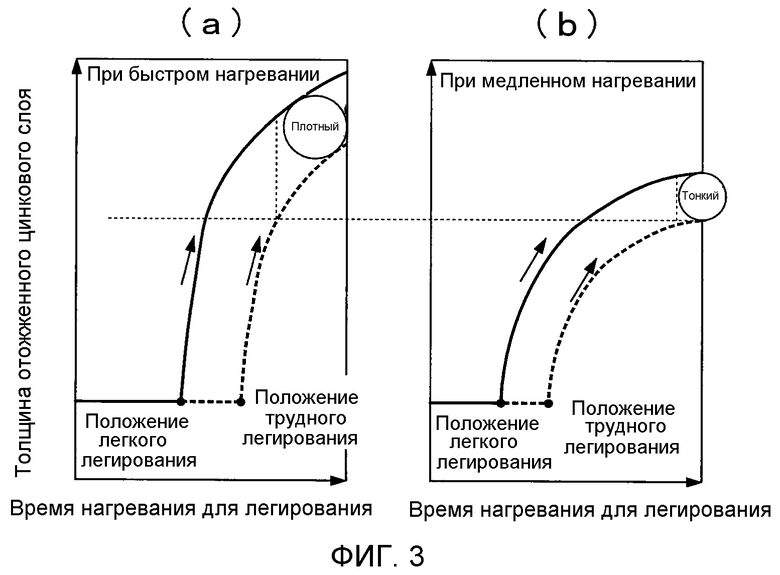
Фиг. 3 представляет собой схематичный чертеж, показывающий, что толщина отожженного цинкового слоя изменяется в зависимости от скорости нагревания. Раздел (a) представляет собой схематичный чертеж, показывающий различную толщину отожженного цинкового слоя, образованного при высокой скорости нагревания. Раздел (b) представляет собой схематичный чертеж, показывающий различную толщину отожженного цинкового слоя, образованного при низкой скорости нагревания.
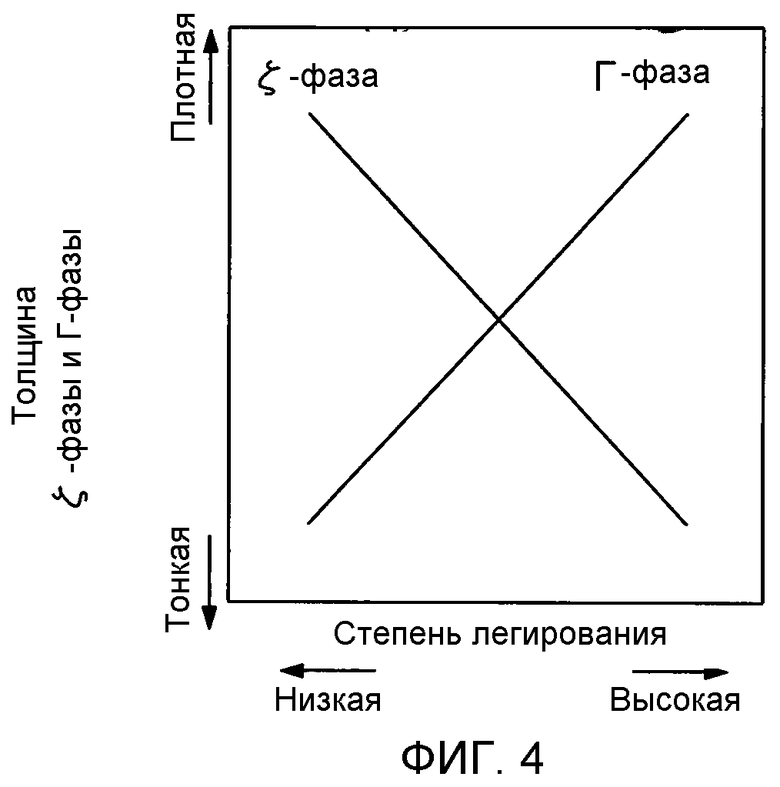
Фиг. 4 представляет собой схематичный чертеж, показывающий соотношение между толщиной Γ-фазы и степенью легирования отожженного цинкового слоя и соотношение между толщиной ζ-фазы и степенью легирования отожженного цинкового слоя.
Фиг. 5 представляет собой схематичный чертеж, показывающий структуру отожженной оцинкованной листовой стали согласно настоящему изобретению.
Фиг. 6 представляет собой чертеж, показывающий соотношение между содержанием нанесенной пленки коэффициентом трения, когда оксидная пленка на основе Mn-P образуется на поверхности отожженной оцинкованной листовой стали, имеющей различные степени легирования.
Фиг. 7 представляет собой чертеж, показывающий пример способа производства отожженной оцинкованной листовой стали согласно настоящему изобретению.
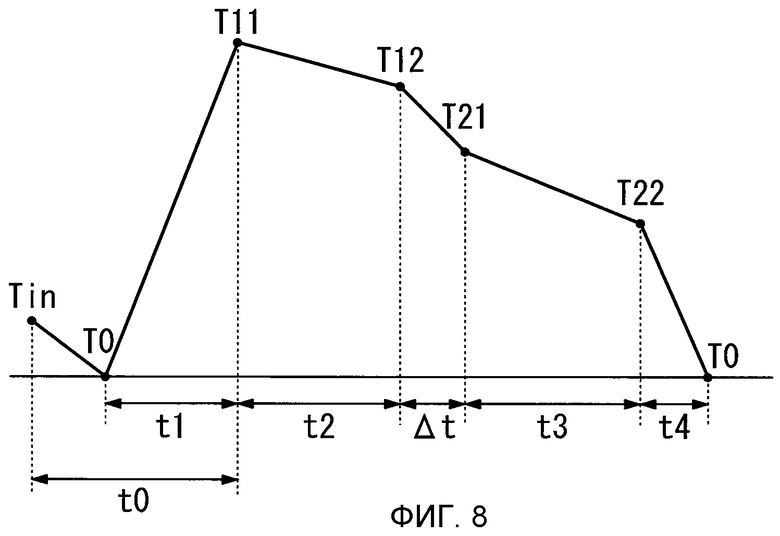
Фиг. 8 представляет собой чертеж, показывающий пример профиля распределения температур отожженной оцинкованной листовой стали согласно настоящему изобретению.
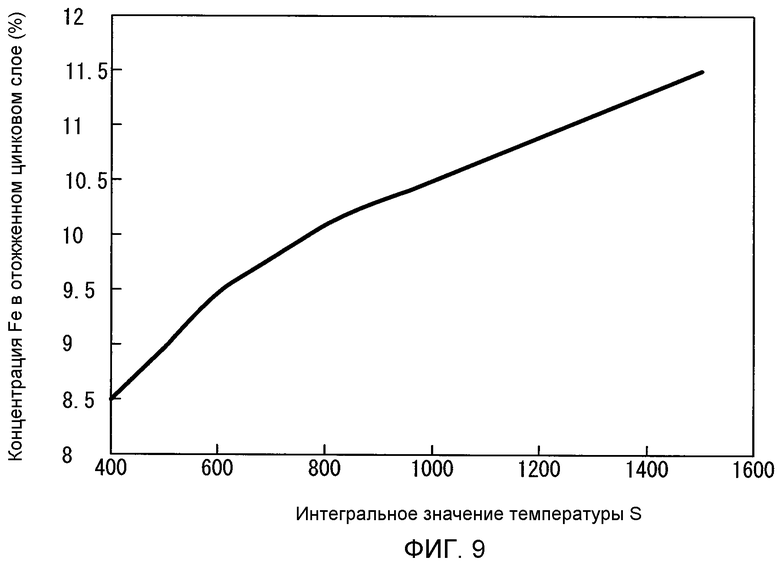
Фиг. 9 представляет собой чертеж, показывающий пример соотношения между интегральным значением температуры (S) согласно настоящему изобретению и концентрацией Fe в отожженном цинковом слое, когда мало количество элементов листовой стали.
Фиг. 10 представляет собой чертеж, показывающий пример соотношения между интегральным значением температуры (S) настоящего изобретения и концентрацией Fe в отожженном цинковом слое.
Подробное описание изобретения
Далее настоящее изобретение будет описано подробно.
Причина, по которой ограничен каждый элемент листовой стали основного материала согласно настоящему изобретению, описана далее. В настоящем описании % означает мас.%.
(Содержание C от 0,0001 до 0,3%)
Углерод (C) представляет собой элемент, который требуется для обеспечения прочности, причем для обеспечения прочности требуется содержание С, составляющее 0,0001% или более. Однако содержание С, составляющее 0,3% или более, затрудняет как легирование, так и обеспечение свариваемости. По этой причине, требуется содержание C на уровне 0,3% или менее. Предпочтительно, чтобы содержание C составляло от 0,001 до 0,2%.
(Содержание Si от 0,01 до 4%)
Кремний (Si) представляет собой элемент, который требуется для обеспечения пластичности и прочности листовой стали, причем для обеспечения пластичности и прочности листовой стали требуется содержание Si, составляющее 0,01% или более. Однако Si приводит к уменьшению скорости легирования, и в результате этого увеличивается время процедуры легирования. По этой причине, требуется содержание Si на уровне 4% или менее, чтобы сократить процедуру легирования при низкой скорости нагревания. Предпочтительно, чтобы содержание Si составляло от 0,01 до 1%.
(Содержание Mn от 0,01 до 2%)
Марганец (Mn) представляет собой элемент, эффективно увеличивающий прочность листовой стали, причем для увеличения прочности листовой стали требуется содержание Mn, составляющее 0,01% или более. Однако содержание Mn более 2% оказывает отрицательный эффект на растяжение листовой стали. По этой причине, требуется содержание Mn на уровне 2% или менее. Предпочтительно, чтобы содержание Mn составляло от 0,4 до 1,5%.
(Содержание P от 0,002 до 0,2%)
Фосфор (P) представляет собой элемент, эффективно увеличивающий прочность листовой стали, причем для увеличения прочности листовой стали требуется содержание P, составляющее 0,002% или более. Однако P, подобно Si, вызывает уменьшение скорости легирования, и в результате этого увеличивается время процедуры легирования. По этой причине, требуется содержание P на уровне 0,2% или менее, чтобы уменьшить время процедуры легирования при медленной скорости нагревания.
(Содержание Al от 0,0001 до 4%)
Алюминий (Al) в количестве 0,0001% или более требуется с точки зрения стоимости. Однако содержание Al более 4% приводит к уменьшению скорости легирования. По этой причине, требуется содержание Al на уровне 4% или менее. Предпочтительно, чтобы содержание Al составляло от 0,001 до 2%.
Далее будет приведено описание механизма образования различной толщины отожженного цинкового слоя, приводящей к неоднородному внешнему виду отожженного цинкового слоя.
Фиг. 1A-1C представляют собой схематичные чертежи, показывающие процесс образования дефекта отожженного цинкового слоя (различной толщины отожженного цинкового слоя).
Как показано на фиг. 1A, при легировании цинкового слоя 101, инициирование легирования 104 (реакция Fe+Zn) происходит на границах зерен 103, распложенных в содержащей низкую концентрацию P части, лежащей ниже стали (листовой стали) 102, в процессе легирования (нагревания). Fe в листовой стали 102 и Zn в полученном горячим погружением цинковом слое 120 взаимно диффундируют при инициировании легирования 104, и образуется отожженный цинковый слой 121. Однако имеет место различная скорость легирования вследствие неоднородной поверхности листовой стали, то есть части с низкой концентрацией P 122 и части с высокой концентрацией P 123. Как показано на фиг. 1B, вследствие различной скорости легирования, область отожженного цинкового слоя, в которой скорость легирования выше, растет до большей толщины (показано стрелками), чем периферийная область части. По этой причине, как показано на фиг. 1C, выступает выросшая плотная часть отожженной оцинкованной листовой стали 124, и в результате этого образуется дефект части 105 в виде линейного дефекта.
Соответственно, данный дефект возникает вследствие различной толщины отожженного цинкового слоя, вызванной различными скоростями легирования.
Фиг. 2 представляет собой схематичный чертеж, показывающий механизм образования дефектов отожженного цинкового слоя (различной толщины отожженного цинкового слоя).
Скорость легирования (различная толщина отожженного цинкового слоя) d зависит от коэффициента диффузии D и времени нагревания ta и может быть выражена следующей формулой (1).
d=√ (D·ta) (1)
(1)
Соотношение между различной толщиной отожженного цинкового слоя d и временем нагревания ta, выраженное приведенной выше формулой (1), показано на фиг. 2. В процессе нагревания для легирования, легирование инициируется после инкубационного периода, который изменяется в зависимости от компонентов листовой стали, ориентации кристаллов, размера зерен и коэффициента диффузии, и затем растет отожженный цинковый слой. Однако возникают различные инкубационные периоды, что приводит к различному времени инициирования легирования для различных частей листовой стали. Различная толщина отожженного цинкового слоя образуется вследствие различных инкубационных периодов и приводит к линейным дефектам.
На разность толщины отожженного цинкового слоя влияет скорость нагревания.
Фиг. 3 представляет собой схематичный чертеж, показывающий, что толщина отожженного цинкового слоя изменяется в зависимости от скорости нагревания. В частности, раздел (a) представляет собой схематичный чертеж, показывающий различную толщину отожженного цинкового слоя, образованного при высокой скорости нагревания. Раздел (b) представляет собой схематичный чертеж, показывающий различную толщину отожженного цинкового слоя, образованного при низкой скорости нагревания.
Как показано на фиг. 3 (a), если процедура легирования осуществляется посредством быстрого нагревания, отожженный цинковый слой растет быстро. В результате увеличивается разность толщины отожженного цинкового слоя, вызванная различными инкубационными периодами. Однако, как показано на фиг. 3 (b), если процедура осуществляется посредством медленного нагревания, отожженный цинковый слой растет медленно. В результате уменьшается разность толщины отожженного цинкового слоя, вызванная различными инкубационными периодами. По этой причине может быть подавлено возникновение дефекта, и возможно образование отожженного цинкового слоя, имеющего превосходное качество внешнего вида.
Как описано выше, было обнаружено, что степень легирования (толщина отожженного цинкового слоя) зависит от инкубационного периода и коэффициента диффузии. Кроме того, было обнаружено, что возникает различная толщина отожженного цинкового слоя, и линейный дефект становится заметным в случае большей разности инкубационных периодов или в случае более высокой скорости нагревания.
Разность инкубационных периодов изменяется в зависимости от компонентов листовой стали. По этой причине, если в ней содержится много элементов, которые легко сегрегируют на границы зерен, и скорость взаимной диффузии Fe и Zn изменяется в зависимости от положения, возникает разность толщины отожженного цинкового слоя. Кроме того, скорость взаимной диффузии Fe и Zn изменяется в зависимости от добавленного количества элементов. Соответственно, требуется, чтобы условие скорости нагревания V для процедуры легирования определялось в зависимости от добавленного количества элементов.
По этой причине в настоящем изобретении скорость нагревания для процедуры легирования регулируется при условии снижения скорости нагревания, и в результате этого подавляется возникновение линейного дефекта. В частности, данная процедура легирования осуществляется в следующих условиях. Интегральное значение температуры S, вычисленное по формуле (6), которая далее описана подробно, соответствует следующей формуле (8), то есть 850+Z≤S≤1350+Z, в которой использован зависящий от состава коэффициент Z, вычисленный по следующей формуле (7). Кроме того, скорость нагревания V, вычисленная по следующей формуле (9), можно регулировать условием низкой скорости нагревания, составляющей менее чем 100°C/сек, если зависящий от состава коэффициент Z составляет менее чем 700, и ее можно регулировать условием низкой скорости нагревания, составляющей менее чем 60°C/сек, если зависящий от состава коэффициент Z больше или равен 700.
Формуемость при штамповке описана ниже.
В способе производства отожженной оцинкованной листовой стали, листовую сталь, отожженную в печи для отжига, погружают в ванну для горячего цинкования погружением (цинковальную ванну) для цинкования поверхности листовой стали и в результате этого производят листовую сталь, оцинкованную горячим погружением. Полученную горячим погружением оцинкованную листовую сталь нагревают до максимально достижимой температуры в нагревательной печи, медленно охлаждают в реакционной печи и затем быстро охлаждают в зоне быстрого охлаждения, в результате этого производится отожженная оцинкованная листовая сталь. Степень легирования определяется температурой легирования в процедуре легирования.
Фиг. 4 показывает соотношение между толщиной образованной Γ-фазы и степенью легирования и соотношение между толщиной образованной ζ-фазы и степенью легирования. Как показано на фиг. 4, низкая степень легирования способствует образованию ζ-фазы и подавляет образование Γ-фазы. По этой причине толщина ζ-фазы увеличивается и толщина Γ-фазы уменьшается. Высокая степень легирования способствует образованию Γ-фазы и подавляет образование ζ-фазы. По этой причине толщина Γ-фазы увеличивается и толщина ζ-фазы уменьшается.
Так как плотная Γ-фаза образуется на поверхности раздела между листовой сталью и отожженным цинковым слоем посредством роста Γ-фазы в случае высокой степени легирования, происходит раскрашивание поверхности отожженной оцинкованной листовой стали в процессе штамповки. Если степень легирования высокая и концентрация Fe составляет 10,5% или более, растет более плотная Γ-фаза, и происходит раскрашивание. Если степень легирования низкая, увеличивается ζ-фаза на поверхности отожженного цинкового слоя и происходит отслаивание в процессе штамповки. Кроме того, так как свариваемость уменьшается в случае низкой концентрации Fe, это отрицательно влияет на процесс производства автомобилей.
В настоящем изобретении возникновение раскрашивания можно подавить посредством уменьшения степени легирования, то есть посредством подавления образования Γ-фазы и активации образования ζ-фазы. Кроме того, исследован способ подавления отслаивания, вызванного уменьшением степени легирования. В результате, как показано на фиг. 5, обнаружено, что оксидная пленка на основе Mn-P 40 образуется на поверхности отожженной низкооцинкованной листовой стали 24, получается отожженная оцинкованная листовая сталь 25 с оксидной пленкой, и в результате этого можно существенно улучшить свойство скольжения на поверхности листовой стали и можно подавить возникновение отслаивания. Как показано на фиг. 5, отожженная оцинкованная листовая сталь 25 состоит из листовой стали 2, оксидной пленки на основе Mn-P 40 и отожженного цинкового слоя 21, который содержит ζ-фазу 30, δ1-фазу 31 и Γ-фазу 32. Отожженная оцинкованная листовая сталь 25 согласно настоящему изобретению включает отожженную оцинкованную листовую сталь 24 и оксидную пленку на основе Mn-P 40.
Фиг. 6 показывает соотношение между содержанием нанесенной пленки коэффициентом трения, когда оксидная пленка на основе Mn-P образуется на поверхности отожженной оцинкованной листовой стали, имеющей различные степени легирования.
Холоднокатаную листовую сталь без атомов внедрения и холоднокатаную листовую сталь высокой прочности цинковали в ванне для горячего цинкования и подвергали легированию в различных условиях легирования таким образом, что изменялась скорость нагревания. В результате процедуры легирования получали отожженную низкооцинкованную листовую сталь и отожженную высокооцинкованную листовую сталь. На соответствующей отожженной оцинкованной листовой стали получали оксидные пленки на основе Mn-P как смазывающие пленки и исследовали соответствующие коэффициенты трения.
Для определения коэффициента трения при штамповке измеряли тяговое усилие в испытаниях с применением поверхностного давления, составляющего от 100 до 600 кгс в следующих условиях: размер образца составлял 17 мм × 300 мм, скорость вытягивания составляла 500 мм/мин, плечо квадратного биения R составляло 1,0/3,0 мм, длина скольжения составляла 200 мм, смазка представляла собой NOX-RUST 530F-40 (Parker Industry, Inc.) и количество смазки составляло 1 г/м2. Коэффициенты трения вычисляли по углам наклона графиков зависимости тягового усилия от поверхностного давления.
Как показано на фиг. 6, отожженная низкооцинкованная листовая сталь (главным образом, δ1+ζ-фаза) имеет более высокий коэффициент трения и худшее свойство скольжения, чем отожженная высокооцинкованная листовая сталь. Однако если оксидная пленка на основе Mn-P образуется на соответствующих поверхностях, коэффициент трения отожженной низкооцинкованной листовой стали значительно уменьшается в случае малого количества оксидной пленки на основе Mn-P по сравнению с коэффициентом трения отожженной высокооцинкованной листовой стали. Соответственно, если степень легирования уменьшается и увеличивается содержание ζ-фазы, можно улучшить свойство скольжения независимо от меньшего количества оксидной пленки на основе Mn-P. Кроме того, в случае заранее определенного количества оксидной пленки на основе Mn-P, отожженная низкооцинкованная листовая сталь имеет лучшее свойство скольжения, чем отожженная высокооцинкованная листовая сталь. Считают, что лучшее свойство скольжения обусловлено низкой концентрацией Fe в отожженном цинковом слое отожженной низкооцинкованной листовой стали. Однако неясен подробный механизм такого улучшения свойства скольжения.
В настоящем изобретении образование Γ-фазы подавляется и образование ζ-фазы активируется посредством уменьшения степени легирования, и в результате этого можно подавить возникновение раскрашивания. Кроме того, возникновение проблематического отслаивания можно подавить посредством образования оксидной пленки на основе Mn-P как неорганической смазывающей пленки.
Степень легирования отожженной оцинкованной листовой стали определяется температурой легирования, временем нагревания, условиями охлаждения и другими условиями. Отожженную низкооцинкованную листовую сталь, содержащую большое количество ζ-фазы, можно получать, как правило, в следующих условиях процедуры нагревания. Листовую сталь оцинковывают в ванне для горячего цинкования и затем нагревают со скоростью нагревания, составляющей от 40 до 70°C/сек, до температуры 500-670°C в индукционной нагревательной печи. Отожженную оцинкованную листовую сталь выдерживают в течение от 5 до 20 секунд при температуре легирования от 440 до 530°C, и концентрацию Fe в сплаве Zn-Fe регулируют в интервале от 6,5 до 13%. Предпочтительно, чтобы концентрация Fe в сплаве Zn-Fe составляла от 9,0 до 10,5%.
Когда степень легирования становится достаточной и свариваемость уменьшается, не является предпочтительной концентрация Fe менее чем 9,0%. Когда увеличивается содержание Γ-фазы и уменьшается сопротивление раскрашиванию, не является предпочтительной концентрация Fe выше 10,5%.
Интенсивности дифракционных пиков Γ-фазы, δ1-фазы и ζ-фазы сплава Zn-Fe в отожженной низкооцинкованной листовой стали исследовали методом рентгеновской дифрактометрии. В результате получены следующие результаты. Другими словами, важно, чтобы фазовая структура отожженного цинкового слоя согласно настоящему изобретению регулировалась таким образом, что соответствующие интенсивности дифракционных пиков Γ-фазы, δ1-фазы и ζ-фазы удовлетворяли следующим формулам (2) и (3):
Γ(2,59Å)/δ1(2,13Å)≤0,1(2)
0,1≤ζ(1,26Å)/δ1(2,13Å)≤0,4.(3)
Согласно приведенной выше формуле (2) требуется, чтобы соотношение Γ(2,59Å)/δ1(2,13Å) составляло 0,1 или менее. Если Γ (2,59Å)/δ1(2,13Å) превышает 0,1, сопротивление раскрашиванию отожженной оцинкованной листовой стали уменьшается в процессе штамповки вследствие увеличения содержания твердой и хрупкой Γ-фазы на поверхности раздела между отожженным цинковым слоем и листовой сталью. Согласно приведенной выше формуле (3) требуется, чтобы соотношение ζ(1,26Å)/δ1(2,13Å) составляло от 0,1 или более и до 0,4 или менее. Если ζ(1,26Å)/δ1(2,13Å) составляет менее чем 0,1, содержание Γ-фазы уменьшается. По этой причине, эффект улучшения свойства скольжения за пределами традиционных материалов не достигается, когда образуется оксидная пленка на основе Mn-P. Если соотношение ζ(1,26Å)/δ1(2,13Å) превышает 0,4, увеличивается количество нелегированного Zn и ухудшается свариваемость.
Кроме того, в фазовой структуре отожженного цинкового слоя согласно настоящему изобретению предпочтительно, чтобы интенсивности дифракционных пиков Γ-фазы и ζ-фазы удовлетворяли следующим формулам (4) и (5), соответственно.
Γ(2,59Å)≤100 (отсчетов в секунду)(4)
100≤ζ(1,26Å)≤300 (отсчетов в секунду)(5).
Фазовую структуру отожженного цинкового слоя определяли посредством измерения интенсивности дифракционных пиков Γ-фазы, δ1-фазы и ζ-фазы методом рентгенофазового анализа. В частности, после прикрепления отожженного цинкового слоя к листовой стали с помощью эпоксидной смолы и отверждения эпоксидной смолы, отожженный цинковый слой с эпоксидной смолой отделяли от стального основания механическим натяжением. Интенсивности дифракционных пиков каждой фазы сплава в отделенном отожженном цинковом слое измеряли на поверхности раздела между отожженным цинковым слоем и стальным основанием методом рентгеновской дифрактометрии.
Рентгеновскую дифрактометрию проводили в следующих условиях: площадь измерения представляла собой точный круг диаметром 15 мм, дифракционные пики измеряли методом θ-2θ, рентгеновская трубка представляла собой трубку с медным катодом, напряжение рентгеновской трубки составляло 50 кВ, и ток рентгеновской трубки составлял 250 мА. В таких условиях интенсивности дифракционных пиков, соответствующих фазам сплава, измеряли и определяли как Γ(2,59Å), δ1(2,13Å) и ζ(1,26Å). Величина Γ(2,59Å) (отсчетов в секунду) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=2,59Å, соответствующего Γ-фазе (Fe3Zn10) и Γ1-фазе (Fe5Zn21). Величина δ1(2,13Å) (отсчетов в секунду) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=2,13Å, соответствующего δ1-фазе (FeZn7). Величина ζ(1,26Å) (отсчетов в секунду) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=1,26Å, соответствующего ζ-фазе (FeZn13). Так как трудно различить Γ-фазу и Γ1-фазу кристаллографически, Γ-фаза согласно настоящему изобретению включает Γ1-фазу, а также Γ-фазу.
В качестве способа производства отожженной оцинкованной листовой стали низкой степени легирования, особенно желательной в настоящем изобретении, определяют профиль распределения температур для процедуры легирования на основании интегрального значения температуры S, которое вычисляют сложением значений, полученных умножением температуры (T) на время (t) в различные сроки в процессе нагревания и охлаждения в течение процедуры легирования.
В способе производства отожженной оцинкованной листовой стали, полученную горячим погружением оцинкованную листовую сталь нагревают в нагревательной печи и затем медленно охлаждают в реакционной печи после достижения температурой (T11) листовой стали максимально достижимой температуры на выходе нагревательной печи.
Отожженную оцинкованную листовую сталь с низкой степенью легирования, имеющую фазовую структуру с заранее определенным содержанием Fe, легко производят следующим способом. В качестве условия для процедуры легирования, интегральное значение температуры S, вычисленное по следующей формуле (6), может удовлетворять следующей формуле (8), то есть 850+Z≤S≤1350+Z при использовании зависящего от состава коэффициента Z, вычисляемого по следующей формуле (7).
S=(T11-T0)×t1/2+((T11-T0)+(T12-T0))×t2/2+((T12-T0)+(T21-T0))×Δt/2+((T21-T0)+(T22-T0))×t3/2+(T22-T0)t4/2(6)
В приведенной выше формуле (6) T0 равна 420°C, T11 (°C) представляет собой температуру листовой стали на выходе нагревательной печи, T12 (°C) представляет собой температуру листовой стали на входе зоны охлаждения реакционной печи, T21 (°C) представляет собой температуру листовой стали на выходе зоны охлаждения реакционной печи, T22 (°C) представляет собой температуру листовой стали на выходе реакционной печи, t1 (с) представляет собой время обработки от исходного момента времени с температурой T0 до момента выхода из нагревательной печи, t2 (с) представляет собой время обработки с момента выхода из нагревательной печи до момента входа в зону охлаждения реакционной печи, Δt (с) представляет собой время обработки с момента входа в зону охлаждения до момента выхода из зоны охлаждения реакционной печи, t3 (с) представляет собой время обработки с момента выхода из зоны охлаждения реакционной печи до момента выхода из реакционной печи и t4 (с) представляет собой время обработки с момента вход в зону закалки до конечного момента времени с температурой T0.
Z=1300×(%Si-0,03)+1000×(%Mn-0,15)+35000×(%P-0,01)+1000×(%C-0,003)(7)
Величины %Si, %Mn, %P и %C представляют собой количества (в мас.%) соответствующих элементов стали.
850+Z≤S≤1350+Z(8).
Условие того, что интегральное значение температуры S удовлетворяет формуле (8), определяется на основании следующих соображений. В том случае, если интегральное значение температуры S составляет менее чем 850+Z, свариваемость ухудшается, так как соотношение ζ(1,26Å)/δ1(2,13Å) становится больше 0,4. В случае интегрального значения температуры S, составляющего более чем 1350+Z, сопротивление раскрашиванию ухудшается, так как соотношение Γ(2,59Å)/δ1(2,13Å) становится меньше 0,1.
Кроме того, на внешний вид значительно влияет скорость нагревания, то есть скорость нагревания V(°C/сек), вычисленная по следующей формуле (9), до тех пор, пока не будет достигнута температура (T11) листовой стали на выходе нагревательной печи. По этой причине, в случае зависящего от состава коэффициента Z, составляющего менее чем 700, скорость нагревания V, вычисленная по формуле (9), можно ограничить уровнем 100°C/сек или ниже. В случае зависящего от состава коэффициента Z, составляющего 700 или более, скорость нагревания V можно ограничить уровнем 60°C/сек или ниже. Регулирование скорости нагревания V обеспечивает производство отожженной оцинкованной листовой стали, имеющей хорошее качество поверхности. Нижний предел V не ограничен определенным образом. Однако V определяют как 30°C/сек или более для поддержания S на заранее определенном уровне.
V=(T11-T0)/t1(9)
В приведенной выше формуле (9) T0 равна 420°C, T11(°C) представляет собой температуру листовой стали на выходе нагревательной печи, и t1 (с) представляет собой время обработки от исходного положения с температурой T0 до момента выхода из нагревательной печи.
Способ производства отожженной оцинкованной листовой стали согласно настоящему изобретению представлен как пример на фиг. 7.
Листовую сталь 2, отожженную в печи для отжига 6, подвергают цинкованию поверхности листовой стали 2 погружением в ванну для горячего цинкования (цинковальную ванну) 8. После горячего цинкования погружением листовую сталь 2A нагревают до максимально достижимой температуры в нагревательной печи 9, медленно охлаждают в реакционной печи 10 и затем быстро охлаждают в зоне быстрого охлаждения 11, в результате этого получают отожженную оцинкованную листовую сталь 24. Может быть проведено принудительное охлаждение в течение заранее определенного периода времени в реакционной печи 10. Пример профиля распределения температур в способе производства отожженной оцинкованной листовой стали приведен на правой стороне фиг. 7. Листовую сталь 2 погружают в ванну для горячего цинкования (цинковальную ванну) 8. Фаза сплава Fe-A1 (барьерный слой Al) образуется при первом погружении листовой стали 2, и эта фаза сплава образует барьер для реакции легирования между Fe и Zn. Полученную горячим погружением оцинкованную листовую сталь 2A, извлеченную из ванны для горячего цинкования (цинковальную ванну) 8, нагревают до максимально достижимой температуры в нагревательной печи 9 после охлаждения в процессе регулирования количества цинкового слоя, полученного горячим погружением. Исходная фаза сплава Fe-Zn определяется в процессе нагревания. Структура в отожженном цинковом слое определяется диффузией Fe и Zn в процессе охлаждения в реакционной печи 10.
Пример варианта осуществления профиля распределения температур отожженной оцинкованной листовой стали согласно настоящему изобретению приведен на фиг. 8.
Оцинкованную листовую сталь (температура T0), полученную погружением листовой стали (температура (Tin) в горячую ванну для цинкования, нагревают до температуры (T11) листовой стали в нагревательной печи. Полученную горячим погружением оцинкованную листовую сталь медленно охлаждают в реакционной печи, разделенной на две печи. Полученную горячим погружением оцинкованную листовую сталь загружают в первую реакционную печь при температуре T12 после извлечения из нагревательной печи и затем охлаждают от температуры T12 до температуры T21 в системе охлаждения (зоне охлаждения). Процесс охлаждения можно пропустить.
Полученную горячим погружением оцинкованную листовую сталь охлаждают до температуры T0 в зоне быстрого охлаждения после медленного охлаждения до температуры T22 во второй реакционной печи.
В результате исследований соотношения между интегральным значением температуры S в настоящем изобретении и структурой отожженного цинкового слоя, авторы настоящего изобретения обнаружили, что интегральное значение температуры S удовлетворяет формулам (7) и (8), то есть Z=1300×(%Si-0,03)+1000×(%Mn-0,15)+35000×(%P-0,01)+1000×(%C-0,003) и 850+Z≤S≤1350+Z, и профиль распределения температур регулируется в условиях, в которых скорость нагревания V, вычисленная по формуле (9), ограничена уровнем 100°C/сек или ниже в случае зависящего от состава коэффициента Z, составляющего менее чем 700, и скорость нагревания V ограничена уровнем 60°C/сек или ниже в случае зависящего от состава коэффициента Z, составляющего 700 или более, и в результате этого отожженный цинковый слой может в существенной степени превратиться в структуру, включающую ζ-фазу, придающую изделию требуемые свойства и превосходное качество внешнего вида.
В варианте осуществления, интегральное значение температуры S вычисляют из концентрации Fe, причем интервал от t1 до t4 определяют из линейной скорости (ЛС), и (T11-T12) определяют из условий реакционной печи. T11 и T22 определяют на основании приведенных выше значений и Δt. Если реакционная печь не имеет зоны охлаждения, Δt в приведенной выше формуле (6) составляет ноль.
Понятие интегрального значения температуры S в настоящем изобретении описано ниже.
Коэффициент диффузии D и диффузионную длину X в отожженном цинковом слое можно выразить в следующих формулах (10) и (11), соответственно.
D=D0×exp (-Q/R·T)(10)
X=√(D·t)(11)
В настоящем документе D представляет собой коэффициент диффузии, D0 является константой, Q означает энергию активации диффузии, R представляет собой универсальную газовую постоянную, T означает температуру, X означает диффузионную длину и t означает время.
Приведенную выше формулу (10) аппроксимируют разложением в ряд Тейлора и получают D∝(A+B·T).
Следующая формула (12) выведена подстановкой значения D, полученного в формуле (11):
X∝√(A·t+B·T·t)(12)
Как следует из формулы (12), поскольку диффузионная длина X может представлять концентрацию Fe в отожженном цинковом слое, интегральное значение температуры S, вычисленное как сумма произведений времени (t) и температуры (T), связано с концентрацией Fe в отожженном цинковом слое.
Пример процедуры определения условий легирования в настоящем изобретении приведен ниже.
В процедуре определения условий легирования используют следующий способ. Вычисляют соотношение между приведенным выше интегральным значением температуры S и концентрацией Fe в отожженном цинковом слое. Корреляцию между степенью легирования и температурой (T11) листовой стали на выходе нагревательной печи, то есть T11=f {степень легирования (концентрация Fe), марка стали, плотность покрытия, линейная скорость стальной полосы, толщина листовой стали}, выводят из приведенного выше соотношения и расчетного выражения для вычисления интегрального значения температуры S. Температуру (T11) листовой стали на выходе нагревательной печи всегда автоматически вычисляют для оптимизации в зависимости от каждого параметра. Количество тепла, поступающего в нагревательную печь, регулируют для поддержания оптимальной температуры листовой стали на выходе нагревательной печи.
<Сбор данных>
(i) Вычисляют минимальные величины интегрального значения температуры S для заранее определенной степени легирования, соответствующей каждому условию (марка стали, плотность покрытия, линейная скорость стальной полосы, толщина листовой стали) и затем определяют коэффициенты влияния марок стали, соответствующие оптимальной температуре листовой стали на выходе нагревательной печи.
(ii) Вычисляют корреляцию между интегральным значением температуры S и концентрацией Fe (степенью легирования) отожженного цинкового слоя путем изменения температуры листовой стали на выходе нагревательной печи, S=f (Fe% в отожженном цинковом слое).
Соотношение между концентрацией Fe в отожженном цинковом слое и интегральным значением температуры S в настоящем изобретении в условиях, где листовая сталь без атомов внедрения содержит (мас.%) 0,01% Si, 0,01% Mn, 0,005% P и 0,001% C, представлено как пример на фиг. 9.
Соотношение между концентрацией Fe в отожженном цинковом слое и интегральным значением температуры S в настоящем изобретении в условиях, где высокопрочная листовая сталь содержит (мас.%) 0,03% Si, 0,15% Mn, 0,02% P и 0,003% C, представлено как пример на фиг. 10.
Как показано на фиг. 9 и 10, соотношение между интегральным значением температуры S и концентрацией Fe в отожженном цинковом слое изменяется в зависимости от элементов и состава листовой стали.
Зависящий от состава коэффициент Z представляет собой коэффициент, который исправляет соотношение между интегральным значением температуры S и концентрацией Fe в отожженном цинковом слое в соответствии с различными элементами и составом листовой стали. Соответственно, значение S можно исправить введением зависящего от состава коэффициента Z, вычисленного по формуле (7), до значения указанного выше S, в соответствии с условиями различных элементов и составом листовой стали.
Как показано выше на фиг. 9 и 10, существует корреляция между концентрацией Fe в отожженном цинковом слое и интегральным значением температуры S листовой стали без атомов внедрения (IF) или высокопрочной листовой стали, имеющей массу на единицу площади (плотность покрытия) от 40 до 50 мг/м2. Таким образом, простая аппроксимация, вычисленная с использованием приведенной выше корреляции, представлена формулой (a):
Fe%=f(S)(a).
При использовании формулы (a) приведенное выше интегральное значение температуры S можно определить по следующей формуле (b) в соответствии с целевой концентрацией Fe:
S=f (концентрация)(b).
(iii) Выводят из фактических данных формулу прогнозирования температуры (T22) листовой стали на выходе реакционной печи.
Разность между температурой (T11) листовой стали на выходе нагревательной печи и температурой (T22) листовой стали на выходе реакционной печи, вычисленная множественным регрессионным анализом на основании фактических данных на фиг. 9 и 10, выражена формулой (c):
T11-T22=f (линейная скорость стальной полосы, толщина листовой стали)(c).
Листовую сталь, как правило, охлаждают приблизительно на 5-30°C в процессе охлаждения в реакционной печи. Однако профиль распределения температур может определяться путем включения уменьшения температуры в процессе охлаждения T12-T21 в T11-T22.
<Анализ данных>
(iv) Подставляют приведенные выше формулы (b) и (c) в следующую формулу (d), которую получают подстановкой фактических значений на фиг. 9 и 10 в приведенную выше формулу (6), которая представляет собой определение интегрального значения температуры S. Таким образом, выводят S=f (температура листовой стали на выходе нагревательной печи, линейная скорость стальной полосы, толщина листовой стали), и можно получить формулы (d) и (e):
S=f (линейная скорость стальной полосы, T11, T22)(d)
T11=f (линейная скорость стальной полосы, толщина листовой стали, концентрация Fe)(e)
(v) Корреляция между массой на единицу площади (плотностью покрытия) и концентрацией Fe является линейной. По этой причине, следующую формулу (f) можно получить подстановкой значения (концентрация Fe+α·Δ (масса на единицу площади)) в качестве концентрации Fe формулы (b) после вычисления коэффициента влияния α в зависимости от плотности покрытия, соответствующего температуре листовой стали на выходе нагревательной печи.
T11=f (линейная скорость стальной полосы, толщина листовой стали, концентрация Fe, плотность покрытия)(f).
В формуле (f) α представляет собой градиент указанной выше корреляции, Δ (масса на единицу площади) представляет собой увеличение массы на единицу площади на основании стандартного значения.
(vi) Формулу (g) можно получить введением коэффициента влияния марки стали, соответствующего оптимальной температуре листовой стали на выходе нагревательной печи, вычисленной в (i), в формулу (f). Значение T11 определяют таким образом, чтобы приведенное выше значение V не превышало заранее определенный уровень (60°C/сек или 100°C/сек), выбранный в соответствии с зависящим от состава коэффициентом Z.
T11=f (линейная скорость стальной полосы, толщина листовой стали, концентрация Fe, плотность покрытия, марка стали)(g).
Температуру (T11) листовой стали на выходе нагревательной печи определяют с помощью формулы (g) на основании определенного выше интегрального значения температуры S. Соответственно, количество тепла, подаваемого в нагревательную печь, можно регулировать таким образом, чтобы поддерживать температуру (T11) листовой стали на выходе нагревательной печи в соответствии с толщиной листовой стали, линейной скоростью стальной полосы, массой на единицу плотности, степенью легирования (концентрацией Fe) и/или маркой стали.
Далее описан процесс управления в варианте осуществления настоящего изобретения.
Первый компьютер передает марку стали, размер стального листа, верхний и нижний пределы плотности покрытия и классификацию степени легирования во второй компьютер. Второй компьютер вычисляет условия, за исключением условия влияния линейной скорости (ЛС) стальной полосы, с помощью формулы, определяющей температуру листовой стали на выходе индукционной нагревательной печи (ИП), и затем передает ее в блок управления.
Блок управления вычисляет температуру листовой стали на выходе ИП, включая приведенное выше условие влияния линейной скорости (ЛС) стальной полосы, и определяет выходную электрическую мощность ИП. Кроме того, блок управления передает установочные значения температуры листовой стали на входе и выходе ИП, фактические значения температуры, фактическое значение электрической мощности и другие параметры во второй компьютер.
Второй компьютер проверяет качество легирования качество, используя разность между фактическим значением температуры (T11) листовой стали на выходе ИП и установочным значением температуры листовой стали на выходе ИП, вычисленным вторым компьютером. Второй компьютер передает установочные значения температуры листовой стали на входе и выходе ИП, фактические значения температуры, фактическое значение электрической мощности и другие параметры в первый компьютер. Первый компьютер автоматически приостанавливает неудовлетворительную оценку качества, проверенного вторым компьютером. Первый компьютер записывает каждое фактическое значение в базу данных.
Как описано выше, полученную горячим погружением оцинкованную листовую сталь нагревают до температуры (T11) на выходе нагревательной печи, составляющей максимальную достижимую температуру, медленно охлаждают в реакционной печи и осуществляют процедуру легирования в таких условиях, что интегральное значение температуры S, вычисленное по формуле (6), удовлетворяет формуле (8), то есть 850+Z≤S≤1350+Z, используя зависящий от состава коэффициент Z, вычисленный по формуле (7), и в результате этого можно эффективно производить отожженную оцинкованную листовую сталь с низкой степенью легирования согласно настоящему изобретению.
Оксидная пленка на основе Mn-P, нанесенная на отожженную оцинкованную листовую сталь низкой степени легирования, описывается следующим образом.
В настоящем изобретении, оксидная пленка на основе Mn-P образуется как смазывающая твердая пленка на поверхности листовой стали, чтобы улучшить свойство скольжения отожженной оцинкованной листовой стали низкой степени легирования и предотвратить отслаивание в процессе штамповки. Как показано на фиг. 6, обнаружено, что свойство скольжения значительно улучшается путем образования оксидной пленки в небольшом количестве.
Водный раствор, содержащий P, смешивают для улучшения адгезионной способности и пленкообразующей способности оксидной пленки. В силу способа пленкообразования формуемость и смазывающая способность пленки улучшаются при образовании оксидной пленки на основе Mn-P, и структура оксидной пленки на основе Mn-P становится гомогенной. По этой причине, формуемость и способность к химическому превращению улучшаются. Так как оксидная пленка на основе Mn-P представляет собой стекловидную пленку, подобную пленке на основе хроматов, подавляется прилипание отожженного цинкового слоя к штампам в процессе штамповки и усиливается свойство скольжения. Кроме того, так как оксидную пленку на основе Mn-P можно растворить в растворе в процессе химической реакции, можно легко образовать химическую пленку на оксидной пленке на основе Mn-P, в отличие от пленки на основе хроматов. Когда оксидная пленка на основе Mn-P входит в качестве компонента в состав химической пленки, оксидная пленка на основе Mn-P не оказывает вредного воздействия при растворении в растворе в процессе химической реакции и имеет хорошую способность к химическому превращению.
Структура оксидной пленки на основе Mn-P неясна и считают, что данная структура состоит, главным образом, из сеток за счет образования связей Mn-O и P-O. Предполагается, что в сети отчасти содержатся радикалы OH, радикалы CO2 и тому подобные, и образуется аморфная макромолекулярная структура с частичным замещением атомами металлов, переходящими из отожженного цинкового слоя.
Например, в качестве способа образования вышеуказанной оксидной пленки существует способ погружения листовой стали в водный раствор, приготовленный из водного раствора, содержащего Mn, водного раствора, содержащего P, и дополнительного реактива для травления (серная кислота и т.д.), способ распыления водного раствора и способ электролиза с катодом из листовой стали в водном растворе. Такими способами можно получить целевую оксидную пленку.
Оксидная пленка на основе Mn-P может содержать Mn в количестве 5 мг/м2 или более для обеспечения хорошей формуемости. Однако если количество Mn составляет более чем 100 мг/м2, не образуется однородная химическая пленка. По этой причине, оптимальное количество Mn составляет от 5 мг/м2 до 100 мг/м2. В частности, отожженная оцинкованная листовая сталь низкой степени легирования имеет хорошее свойство скольжения, даже в случае меньшего количество оксидной пленки на основе Mn-P. Причина этого неясна, и образование слоя в реакции отожженного цинкового слоя с низким содержанием Fe и Mn представляет собой наиболее эффективный способ улучшения свойства скольжения. По этой причине, предпочтительно, чтобы количество Mn в покрытии составляло от 5 до 70 мг/м2. Когда количество P в покрытии составляет 3 мг/м2 или более P и соответствует смешанному количеству водного раствора, содержащего P и подобное, улучшается формуемость пленки на основе оксида Mn, и в результате развивается лучшее свойство скольжения. Однако не является предпочтительным, чтобы ухудшалась способность к химическому превращению, когда количество P в покрытии составляет более чем 500 мг/м2. По этой причине, предпочтительно, чтобы количество P в покрытии составляло от 3 до 200 мг/м2.
Отожженную оцинкованную листовую сталь, имеющую как сопротивление раскрашиванию и свойство скольжения (сопротивление отслаиванию), так и превосходную способность к химическому превращению и точечную свариваемость, можно производить путем образования оксидной пленки на основе Mn-P в качестве смазывающей твердой пленки на отожженной оцинкованной листовой стали низкой степени легирования.
[Примеры]
Далее подробно описаны примеры настоящего изобретения.
(Горячее цинкование погружением)
Стальные листы, содержащие различные количества C, Si, Mn, P и Al в стали, подвергали восстановительному отжигу в течение 90 секунд при 800°C в атмосфере 10% H2-N2. Листовую сталь цинковали погружением в течение 3 секунд в ванну для горячего цинкования при 460°C, содержащую 0,025% Fe и 0,13% Al. Кроме того, плотность покрытия регулировали методом сдувания газом таким образом, чтобы поддерживать постоянную плотность покрытия 45 г/м2. Полученную горячим погружением оцинкованную листовую сталь нагревали до температуры (T11) листовой стали на выходе нагревательной печи при максимально достижимой температуре и подвергали процедуре легирования при медленном охлаждении в реакционной печи. Отожженную оцинкованную листовую сталь с различной степенью легирования получали путем изменения интегрального значения температуры S, вычисляемого по формуле (6), в процессе легирования.
(Внешний вид)
Отожженную оцинкованную листовую сталь классифицировали следующим образом путем визуальной проверки: однородный внешний вид оценивали «хорошо», частичную неоднородность оценивали «удовлетворительно» и полную неоднородность внешнего вида оценивали «неудовлетворительно».
(Обработка оксидной пленки)
Для получения оксидной пленки осуществляли следующую обработку. Проводили электролиз при плотности тока 7А/дм2 в течение 1,5 секунд при 30°C, используя смешанный раствор, полученный из водного раствора, содержащего Mn, водного раствор, содержащего P, серной кислоты и карбоната цинка, в электролитной ванне с катодом из подлежащей обработки листовой стали и платиновым анодом. Подлежащую обработке листовую сталь промывали водой, сушили и погружали в смешанный раствор, регулируя концентрацию водного раствора, содержащего Mn, водного раствора, содержащего P, серной кислоты и карбоната цинка; температуру смешанного раствора и период погружения; таким образом, получали оксидную пленку.
(Структура отожженного цинкового слоя)
Площадь измерения представляла собой точный круг диаметром 15 мм, дифракционные пики измеряли методом θ-2θ, рентгеновская трубка представляла собой трубку с медным катодом, напряжение рентгеновской трубки составляло 50 кВ, и ток рентгеновской трубки составлял 250 мА.
Значения Γ(2,59Å), δ1(2,13Å) и ζ(1,26Å) измеряли как интенсивности дифракционных пиков, соответствующих фазам сплава. Γ(2,59Å) (отсчетов в секунду) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=2,59Å, соответствующего Γ-фазе (Fe3Zn10) и Γ1-фазе (Fe5Zn21). δ1(2,13Å) (отсчетов в секунду) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=2,13Å, соответствующего δ1-фазе (FeZn7). ζ(1,26Å) (отсчетов в секунду) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=1,26Å, соответствующего ζ-фазе (FeZn13). Так как трудно различить Γ-фазу и Γ1-фазу кристаллографически, Γ-фазу и Γ1-фазу описывали как Γ-фазу в настоящем изобретении.
Γ(2,59Å) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=2,59Å Γ-фазы.
δ1(2,13Å) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=2,13Å δ1-фазы.
ζ(1,26Å) представляет собой интенсивность дифракционного пика межплоскостного расстояния d=1,26Å ζ-фазы.
(Сопротивление раскрашиванию)
Листы отожженной оцинкованной стали (GA) шириной 40 мм и длиной 250 мм готовили как образцы для испытаний, используя кривошипный пресс, и затем обрабатывали таким образом, чтобы получить радиус плеча пуансона 5 мм, радиус плеча штампа 5 мм и высоту формы 65 мм, используя штамп, имеющий полукруглые кромки с r=5 мм. После обработки очищенные отожженные цинковые слои измеряли и классифицировали согласно следующему критерию оценки.
Критерий оценки
Отшелушенное количество отожженного цинкового слоя менее чем 5 г/м2 оценивали «очень хорошо», от 5 до менее чем 10 г/м2 оценивали «хорошо», от 10 до менее чем 15 г/м2 оценивали «удовлетворительно» и 15 г/м2 или более оценивали «неудовлетворительно».
(Свойство скольжения)
Тяговое усилие измеряли в испытаниях с приложением поверхностного давления от 100 до 600 кгс в следующих условиях: размер образца составлял 17 мм × 300 мм, скорость вытягивания составляла 500 мм/мин, плечо квадратного биения R составляло 1,0/3,0 мм, длина скольжения составляла 200 мм, смазка представляла собой NOX-RUST 530F-40 (Parker Industry, Inc.), и количество смазки составляло 1 г/м2. Коэффициенты трения вычисляли по углам наклона графиков в зависимости тягового усилия от поверхностного давления. Полученные коэффициенты трения классифицировали согласно следующему критерию оценки.
Критерий оценки
Коэффициент трения менее чем 0,5 оценивали «очень хорошо», от 0,5 до менее чем 0,6 оценивали «хорошо», от 0,6 до менее чем 0,8 оценивали «удовлетворительно» и 0,8 или более оценивали «неудовлетворительно».
(Способность к химическому превращению)
Для проведения химических реакций использовали 5D5000 (Nippon Paint Co. Ltd.) (ванна для обработки с раствором на основе цинка, фосфорной кислоты и фтора, химическую реакцию проводили после удаления масла и обработки поверхности отожженной оцинкованной листовой стали установленным способом. Пленки продуктов химической реакции наблюдали с помощью сканирующего электронного микроскопа (вторичное электронное изображение) для следующей классификации способности к химическому превращению: однородно сформированные пленки оценивали «хорошо», частично сформированные пленки оценивали «удовлетворительно» и несформированные пленки оценивали «неудовлетворительно».
(Точечная свариваемость)
Прямую точечную сварку осуществляли в следующих условиях: давление сварки 2,01 кН, время сварки Ts 25 циклов, Tup 3 цикла, Tw 8 циклов, Th 5 циклов и To 50 циклов и рабочий конец электрода типа DR6 сферической формы. Диаметр образованного ядра сварной точки измеряли путем изменения тока прямой точечной сварки. Ток, при котором получали ядра сварной точки диаметром 4√td или более для толщины листовой стали, равной td, измеряли как нижний предел тока, ток, при котором образовывалась пыль, измеряли как верхний предел тока, и вычисляли соответствующий ток в интервале между верхним пределом тока и нижним пределом тока. Непрерывную сварку осуществляли при постоянном значении тока, составлявшем 0,9 от верхнего предела тока в приведенных выше условиях сварки после проверки соответствующего тока, составляющего 1 кА или более. Измеряли диаметр ядра сварной точки и количество сварных точек, имеющих диаметр сварной точки, составляющий 4√td или менее. Количество таких сварных точек, равное 1000 или более, оценивали «хорошо», и количество таких сварных точек менее чем 1000 оценивали «неудовлетворительно».
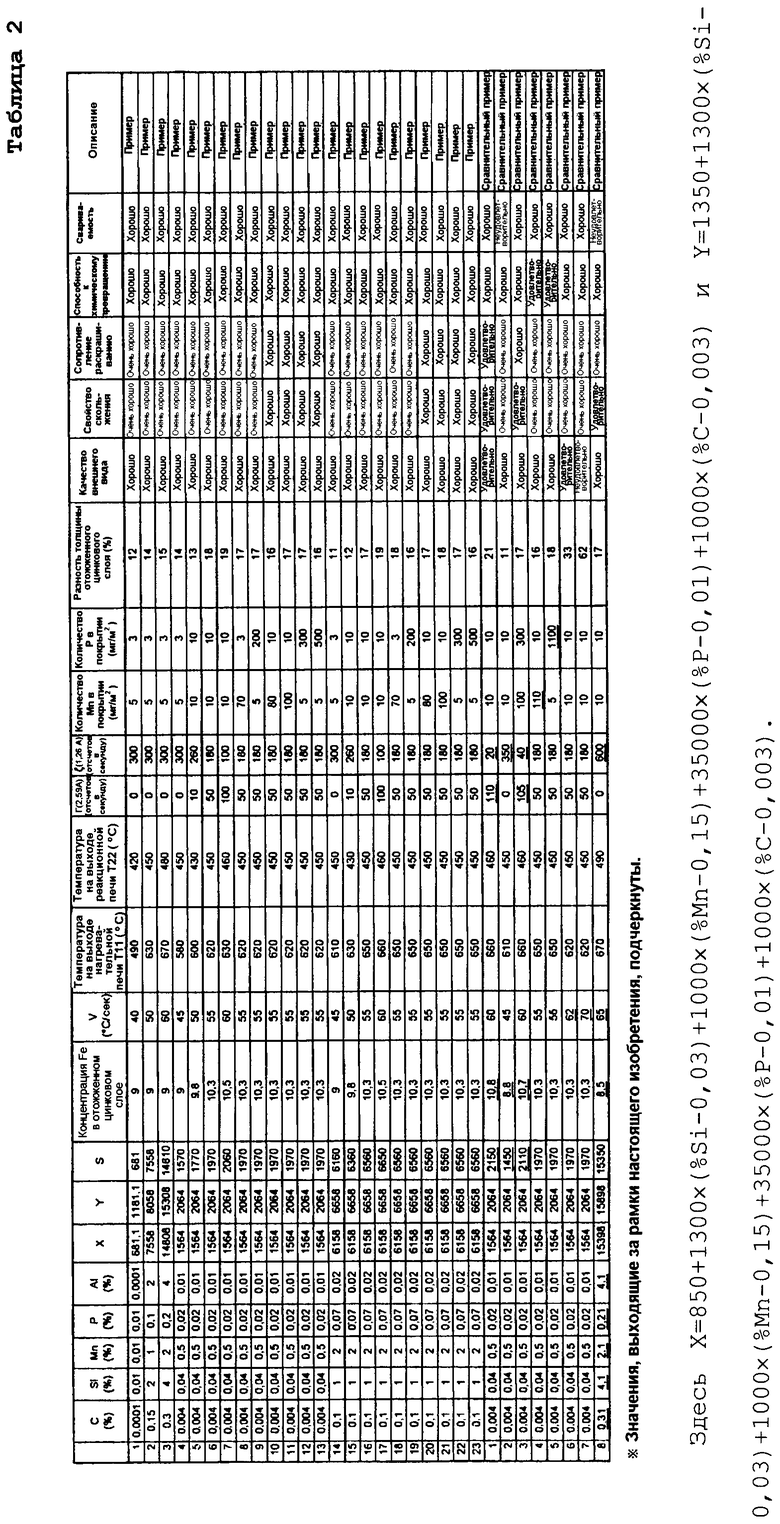
Полученные результаты перечисленных выше испытаний подведены в таблице 1 и таблице 2. В таблице 1 состав каждого листа стали был таким же, как содержание C, Si, Mn и P в стали, представленной на фиг. 9, то есть это типичный состав стали без атомов внедрения. Контролировали интегральное значение температуры S, количество Mn в покрытии и количество P в покрытии каждого листа стали. Так как листовая сталь, представленная в таблице 1, представляет собой мягкую (низкоуглеродистую) сталь, содержащую небольшое количество легирующих элементов и включающую следующие компоненты: 0,01% Si, 0,01% Mn, 0,005% P и 0,001% C, все значения Z составляют -300. По этой причине все стальные листы в примерах и сравнительных примерах имеют однородный внешний вид. Как показано в таблице 1, все образцы отожженной оцинкованной листовой стали в примерах согласно настоящему изобретению имеют превосходное сопротивление раскрашиванию, сопротивление отслаиванию (свойство скольжения), способность к химическому превращению и точечную свариваемость. Однако образцы отожженной оцинкованной листовой стали в сравнительных примерах, которые не удовлетворяли требованиям, описанным в настоящем изобретении, не имели в достаточной степени один из данных признаков (сопротивление раскрашиванию, сопротивление отслаиванию, способность к химическому превращению или точечная свариваемость).
В таблице 2 описаны стальные листы, имеющие различное содержание C, Si, Mn, P в стали, в которых контролировали интегральное значение температуры S, количество Mn в покрытии и количество P в покрытии. Как показано в таблице 2, все образцы отожженной оцинкованной листовой стали в примерах согласно настоящему изобретению имели превосходное качество поверхности, сопротивление раскрашиванию, сопротивление отслаиванию (свойство скольжения), способность к химическому превращению и точечную свариваемость. Однако образцы отожженной оцинкованной листовой стали в сравнительных примерах, которые не удовлетворяли требованиям, описанным в настоящем изобретении, не имели в достаточной степени один из данных признаков (сопротивление раскрашиванию, сопротивление отслаиванию, способность к химическому превращению или точечная свариваемость).

Промышленная применимость
Настоящее изобретение предлагает отожженную оцинкованную листовую сталь, имеющую как сопротивление отслаиванию и сопротивление раскрашиванию, хорошее качество поверхности, так и превосходную способность к химическому превращению, и способ производства ее производства.
[Список числовых обозначений]
2: листовая сталь
8: ванна для горячего цинкования погружением (цинковальная ванна)
9: нагревательная печь
10: реакционная печь
11: зона быстрого охлаждения
21: отожженный цинковый слой (сплав Zn-Fe)
24: отожженная оцинкованная листовая сталь
25: отожженная оцинкованная листовая сталь с нанесенной оксидной пленкой (отожженная оцинкованная листовая сталь)
30: ζ-фаза
31: δ1-фаза
32: Γ-фаза
40: оксидная пленка на основе Mn-P.




Изобретение относится к отожженному и оцинкованному стальному листу, используемому при штамповке для производства автомобилей, бытовых электроприборов, строительных материалов и др. Отожженный оцинкованный стальной лист содержит стальной лист, отожженный цинковый слой и оксидную пленку на основе. Мn-Р. Фазу сплава Zn-Fe в отожженном цинковом слое определяют методом рентгенофазового анализа. Соотношение интенсивности дифракционного пика Г(2,59Å), соответствующего межплоскостному расстоянию d=2,59Å Г-фазы, и интенсивности дифракционного пика δ1(2,13Å), соответствующего межплоскостному расстоянию d=2,13Å δ1-фазы, меньше или равно 0,1. Соотношение интенсивности дифракционного пика ζ(1,26Å), соответствующего межплоскостному расстоянию d=1,26Å ζ-фазы, и интенсивности дифракционного пика δ1(2,13Å), соответствующего межплоскостному расстоянию d=2,13Å δ1-фазы, больше или равно 0,1 и меньше или равно 0,4. Оксидная пленка на основе Мn-Р образуется при нанесении от 5 до 100 мг/м2 Мn и от 3 до 500 мг/м2 Р на поверхность отожженного цинкового слоя. Изобретение позволяет получить отожженный оцинкованный стальной лист, имеющий превосходную свариваемость и способность к нанесению покрытия. 2 н. и 5 з.п. ф-лы, 10 ил., 2 табл.
1. Отожженный оцинкованный стальной лист, содержащий стальной лист, отожженный цинковый слой и оксидную пленку на основе Мn-Р, в котором стальной лист содержит С, Si, Mn, P, Al и остаток, состоящий из Fe и неизбежных примесей, фазы сплава Zn-Fe в отожженном цинковом слое, определенные методом рентгеновской дифрактометрии, при этом соотношение интенсивности дифракционного пика Г(2,59Å), соответствующего межплоскостному расстоянию d=2,59Å Г-фазы, и интенсивности дифракционного пика δ1(2,13Å), соответствующего межплоскостному расстоянию d=2,13Å δ1-фазы, меньше или равно 0,1, и соотношение интенсивности дифракционного пика ζ(1,26Å), соответствующего межплоскостному расстоянию d=1,26Å ζ-фазы, и интенсивности дифракционного пика δ1(2,13Å), соответствующего межплоскостному расстоянию d=2,13Å δ1-фазы, больше или равно 0,1 и меньше или равно 0,4, и оксидная пленка на основе Мn-Р образуется при нанесении от 5 до 100 мг/м2 Mn и от 3 до 500 мг/м2 Р на поверхность отожженного цинкового слоя.
2. Лист по п.1, который содержит следующие компоненты:
от 0,0001 до 0,3 мас.% С,
от 0,01 до 4 мас.% Si,
от 0,01 до 2 мас.% Mn,
от 0,002 до 0,2 мас.% Р и
от 0,0001 до 4 мас.% Al.
3. Лист по п.1, в котором в отожженном цинковом слое методом рентгенофазового анализа определены фазы сплава Zn-Fe, в котором интенсивность дифракционного пика Г(2,59Å), соответствующего межплоскостному расстоянию d=2,59Å Г-фазы, не превышает 100 отсчетов в секунду, и интенсивность дифракционного пика ζ(1,26Å), соответствующего межплоскостному расстоянию d=1,26Å ζ-фазы, составляет от 100 отсчетов в секунду до 300 отсчетов в секунду.
4. Лист по п.1, в котором количество Fe в фазе сплава Zn-Fe отожженного цинкового слоя больше или равно 9,0 и меньше или равно 10,5 мас.%.
5. Способ производства отожженного оцинкованного стального листа, включающий осуществление горячего цинкования погружением стального листа, образование отожженного цинкового слоя с помощью легирования при нагревании в нагревательной печи с последующим медленным охлаждением в реакционной печи после достижения температурой стального листа максимально достижимой температуры на выходе нагревательной печи и образование оксидной пленки на основе Мn-Р, содержащей Мn и Р, на поверхности отожженного цинкового слоя, в котором в процедуре легирования интегральное значение температуры S вычисляют по формуле
S=(T11-T0)·t1/2+((T11-T0)+(T12-T0))·t2/2+((T12-T0)+(T21-T0))·Δt/2+((T21-T0)+(T22-T0))·t3/2+(T22-T0)·t4/2, и
S удовлетворяет формуле 850+Z≤S≤1350+Z, используя зависящий от состава коэффициент Z, представленный формулой
Z=1300·(%Si-0,03)+1000·(%Mn-0,15)+35000·(%P-0,01)+1000·(%C-0,003),
где Т0 равна 420°С, Т11(°С) представляет собой температуру листовой стали на выходе нагревательной печи, Т12(°С) представляет собой температуру стального листа на входе зоны охлаждения реакционной печи, Т21(°С) представляет собой температуру стального листа на выходе зоны охлаждения реакционной печи, Т22(°С) представляет собой температуру стального листа на выходе реакционной печи, t1 (с) представляет собой время обработки от исходного момента времени с температурой Т0 до момента выхода из нагревательной печи, t2 (с) представляет собой время обработки с момента выхода из нагревательной печи до момента входа в зону охлаждения реакционной печи, Δt (с) представляет собой время обработки с момента входа в зону охлаждения до момента выхода из зоны охлаждения реакционной печи, t3 (с) представляет собой время обработки с момента выхода из зоны охлаждения реакционной печи до момента выхода из реакционной печи и t4 (с) представляет собой время обработки с момента входа в зону закалки до конечного момента времени с температурой Т0, равной 420°С, и %Si, %Mn, %Р и %С представляют собой содержание (маc.%) соответствующих элементов в стали, и
оксидная пленка на основе Мn-Р образуется при нанесении от 5 до 100 мг/м2 Мn и от 3 до 500 мг/м2 Р на поверхность отожженного цинкового слоя.
6. Способ по п.5, в котором в нагревательной печи для нагревания стального листа скорость нагревания V, вычисленную по формуле V=(T11-T0)/t1, устанавливают на уровне низкой скорости нагревания, которая меньше или равна 100°С/с, если коэффициент Z меньше чем 700, и устанавливают на уровне низкой скорости нагревания, которая меньше или равна 60°С/с, если Z больше или равен 700.
7. Способ по п.5, в котором стальной лист содержит следующие компоненты:
от 0,0001 до 0,3 мас.% С,
от 0,01 до 4 мас.% Si,
от 0,01 до 2 мас.% Мn,
от 0,002 до 0,2 маc.% Р и
от 0,0001 до 4 маc.% Аl.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| СПОСОБ ПРОИЗВОДСТВА И КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ОЦИНКОВАННОЙ И ОТОЖЖЕННОЙ ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2323266C2 |

