Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к электроэрозионному фрезерованию и в частности к адаптивному шпинделю, который модифицирует станок с устройством ЧПУ типа CNC, такой как фрезерный станок с устройством ЧПУ типа CNC, для электроэрозионного фрезерования.
Уровень техники
Электроэрозионную обработку выполняют посредством пропускания электрического тока через зазор между электродом и обрабатываемой деталью для удаления материала с детали. Используется напряжение постоянного тока для электрического принудительного удаления материала с детали. Между электродом-инструментом и деталью циркулирует электролит для облегчения электроэрозии материала детали и для охлаждения и промывки зоны зазора. Процесс обеспечивает высокую скорость удаления материала с низкой тепловой нагрузкой детали. Современный вид электроэрозионной обработки с использованием вращающегося электрода-инструмента описан в заявке на патент США №10842344.
Электроэрозионное фрезерование обеспечивает более быструю обработку и более высокую эффективность, чем механическое резание или другие способы электроэрозионной обработки, в различных применениях, таких как обдирка и обработка крыльчатки турбины и лопаточного колеса. Однако считается, что до настоящего изобретения не было практической возможности преобразования обычного фрезерного станка с устройством ЧПУ типа CNC для электроэрозионного фрезерования. Таким образом, станки для электроэрозионного фрезерования были до настоящего времени специализированными системами.
Сущность изобретения
Согласно одному аспекту изобретения предлагается переходной шпиндельный узел для обычного многокоординатного станка с устройством ЧПУ типа CNC, такого как фрезерный станок с устройством ЧПУ типа CNC, который приводит в действие и управляет перемещениями резца и детали для обработки компонентов сложной геометрической формы с программным управлением. Данный переходник преобразует такой фрезерный станок для работы с помощью электроэрозионного фрезерования.
Согласно другому аспекту изобретения предлагается переходной шпиндельный узел для электроэрозионного фрезерования, включающий электрод-инструмент, выполненный с возможностью обработки детали, расположенной поперек зазора электрода-инструмента. Обработка обеспечивается электроэрозией, вызываемой электрическим потенциалом в зазоре, и облегчается за счет электролитической промывочной жидкости, циркулирующей в зазоре. Источник питания выполнен с возможностью подачи энергии на электрод-инструмент и деталь.
Краткое описание чертежей
Эти и другие признаки, аспекты и преимущества настоящего изобретения следуют из приведенного ниже подробного описания со ссылками на прилагаемые чертежи, на которых одинаковыми ссылочными позициями обозначены одинаковые части и на которых:
фиг.1 представляет собой схематическое изображение адаптивного шпинделя для электроэрозионного фрезерования согласно одному варианту осуществления изобретения для использования в обычном фрезерном станке с устройством ЧПУ типа CNC;
фиг.2 представляет собой адаптивный шпиндельный узел для электроэрозионного фрезерования согласно первому варианту осуществления изобретения;
фиг.3 представляет собой адаптивный шпиндельный узел для электроэрозионного фрезерования согласно второму варианту осуществления изобретения;
фиг.4 представляет собой адаптивный шпиндельный узел для электроэрозионного фрезерования, установленный на подвижной шпиндельной бабке фрезерного станка с устройством ЧПУ типа CNC.
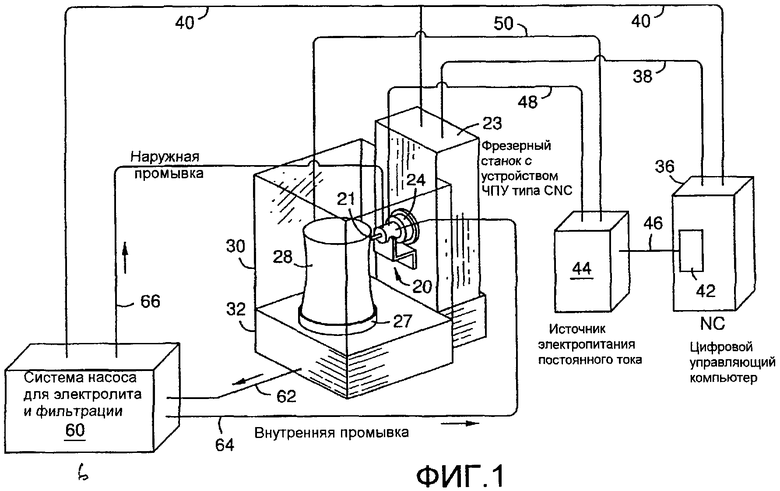
На фиг. 1 схематично показан фрезерный станок 23 с устройством ЧПУ типа CNC, модифицированный для электроэрозионной обработки посредством установки адаптивного шпиндельного узла 20 для электроэрозионной обработки с вращающимся электродом-инструментом 21. Фрезерный станок 23 с устройством ЧПУ типа CNC имеет шпиндель 24, который обычно удерживает механический фрезерный инструмент, как известно из уровня техники. Держатель 27 обрабатываемой детали удерживает и перемещает деталь 28 относительно фрезы посредством вращения и поступательного перемещения держателя обрабатываемой детали с помощью сервоприводов. Цифровой управляющий компьютер 36 выполняет хранящиеся в нем программы для передачи управляющих сигналов в сервоприводы и электронные устройства, которые управляют работой станка с устройством ЧПУ типа CNC. Сигнальные и управляющие схемы 40 сообщают рабочие условия в компьютер 36 и могут передавать также соответствующие управляющие сигналы из компьютера, такие как сигналы автоматического выключения системы в случае перегрева, низкого уровня жидкости и т.п.
Для приспособления фрезерного станка 23 с устройством ЧПУ типа CNC для электроэрозионного фрезерования адаптивный шпиндельный узел 20 для электроэрозионного фрезерования устанавливают в шпиндельную бабку 24 станка с устройством ЧПУ типа CNC, как будет описано ниже. Кроме того, в компьютер 36 вводится программа цифрового управления электроэрозионным фрезерованием, и обеспечивается источник 44 электропитания для подачи энергии на электрод-инструмент 21 для электроэрозионного фрезерования в зазоре между электродом-инструментом 21 и деталью 28. Специальная съемная печатная плата 42 может быть установлена в компьютер 36 в качестве интерфейса для сигнальной линии 46 между источником 44 электропитания и компьютером. Первый электрический потенциал 48 подается от источника 44 электропитания на электрод-инструмент для электроэрозионного фрезерования, а второй электрический потенциал 50 подается на деталь 28, с образованием электрического контура 48, 50, включающего зазор.
Это приводит к созданию разрядов в зазоре 74 между деталью 28 и электродом-инструментом 21. Компьютер 36 управляет сервоприводами в фрезерном станке 23 с устройством ЧПУ типа CNC для выполнения относительных перемещений между электродом-инструментом 21 и деталью 28, как известно для инструментов в станках с устройством ЧПУ типа CNC, управляя тем самым зазором 74. Компьютер 36 осуществляет мониторинг и управление процессами электроэрозионного фрезерования адаптивного шпиндельного узла 20 для электроэрозионного фрезерования, подключенным источником 44 электропитания и насосом 60 для электролита.
Контур измерения напряжения в источнике 44 электропитания измеряет напряжения в зазоре через контур 48, 50 электропитания и передает эти данные через сигнальную линию 46 в специальную печатную плату 42 в компьютере 36, обеспечивая информацию о состоянии разрядов и условиях в зазоре 74. Программа управления электроэрозионным фрезерованием управляет скоростью подачи и профилем энергии постоянного тока для оптимальной работы на основе обратной связи. Схемы в источнике электропитания могут включать, но не ограничиваясь этим, микропроцессор или другое вычислительное устройство, устройство для измерения напряжения, таймер, импульсный генератор, устройство сравнения напряжений и устройство хранения данных. Все эти устройства хорошо известны из уровня техники, и можно использовать любое такое подходящее устройство не выходя за объем изобретения.
Инструменты станков с устройством ЧПУ типа CNC часто оборудованы для распыления жидкости на резец и обрабатываемую деталь 28 для их охлаждения и смывания вытравливаемых частиц. Экран 30 может собирать жидкость в коллекторный бак или ванну 32 для повторной циркуляции через систему фильтрации. Для электроэрозионного фрезерования используется система циркуляции жидкого электролита, которая служит для указанных функций охлаждения и промывки, а также обеспечивает электроэрозию. В электролитной системе для электроэрозионного фрезерования можно использовать некоторые существующие компоненты циркуляции жидкости фрезерного станка 23 с устройством ЧПУ типа CNC, такие как экран 30 и коллекторный бак 32. Другие специальные компоненты для электроэрозионного фрезерования могут быть приспособлены или при необходимости добавлены. Например, насос для отделения электролита и блок 60 фильтрации могут быть предусмотрены для соединения с помощью линии 62 возврата текучей среды из имеющегося коллекторного бака 32. Внутренняя линия 62 возврата текучей среды может обеспечивать первый поток электролита от насоса 60 для внутренней промывки, как будет описано ниже. Наружная линия 66 подачи промывной текучей среды может обеспечивать второй поток электролита для наружной промывки, как будет пояснено ниже. Фильтрацию можно выполнять, например, как описано в публикации заявки на патент США № 20050218089 А1 на имя заявителя настоящего изобретения. Насос 60 для электролита может иметь электронное соединение 40 с управляющим компьютером 36 для передачи данных в компьютер и для передачи управляющих сигналов из компьютера. Это обеспечивает управление потоком и выключение обработки при перегреве или низком уровне текучей среды.
На фиг.2 показан адаптивный шпиндельный узел 20 для электроэрозионного фрезерования, включающий электрод-инструмент 21, расположенный поперек зазора 74 с обрабатываемой деталью 28. Источник 44 электропитания создает электрические разряды в зазоре 74, которые обрабатывают деталь 28. Разряды вызывают отделение частиц от детали 28, что приводит к обработке детали.
Электрод-инструмент 21 может быть съемно установлен на дальнем конце 81 вращаемого переходного вала 80 с помощью цанги 82. Державка 84 закреплена на ближнем конце переходного вала 80 и соединена с инструментальным патроном на шпинделе 24 станка с устройством ЧПУ типа CNC. Переходный вал 80 электрически изолирован от шпинделя 24 станка с устройством ЧПУ типа CNC с помощью изоляции 86 между переходным валом 80 и державкой 84. Источник 44 электропитания может подавать энергию на электрод-инструмент 21 посредством приложения импульсов разницы ΔV напряжения между проводом 48, ведущим к электроду-инструменту, и проводом 50, ведущим к детали. Эта энергия передается между проводом 48 и вращающимся переходным валом 80 с помощью устройства передачи от неподвижной к вращающейся части, такого как подузел 88 электрических щеточных контактов 89. В качестве альтернативного решения, можно использовать вращающийся трансформатор (не показан). Вращающиеся трансформаторы наводят электрический ток во вращающемся проводнике без физического контакта с неподвижным проводником.
Первый и второй потоки 72, 73 жидкого электролита могут быть предусмотрены для внутренней и наружной промывки соответственно. Как показано на фиг.2, первый поток 72 жидкого электролита подается в ориентированный в осевом направлении трубопровод 90 в электроде-инструменте 21 через ориентированный в осевом направлении трубопровод 92 в переходном валу 80. Электролит 72 может входить в трубопровод 92 в переходном валу 80 с помощью входного коллектора 94 для текучей среды, который герметично расположен вокруг части переходного вала 80. Этот входной коллектор 94 для текучей среды пропускает текучую среду 72 в трубопровод 92 в валу 80 через ориентированные, по существу, в радиальном направлении проходы 95 в валу 80. Таким образом, электролит 72 может протекать в трубопровод 92, в то время как вал 80 вращается, и в трубопровод 90 электрода-инструмента. Он выходит через отверстие 91 в дальнем конце электрода-инструмента 21, где он циркулирует через зазор 74, эффективно обеспечивая электроэрозию, промывку, удаление эродируемых частиц и охлаждение.
На фиг.3 показан второй вариант осуществления для подачи первого потока 72 электролита в электрод-инструмент 21. Некоторые фрезерные станки с устройством ЧПУ типа CNC обеспечивают «промывку через шпиндель» через канал 26 для текучей среды в шпинделе 24. Этот канал 26 можно использовать посредством удлинения трубопровода 92 в переходной вал 180 через державку 184, как показано на фиг.3. В этом случае отсутствует необходимость во входном коллекторе 94 для текучей среды, как на фиг.2.
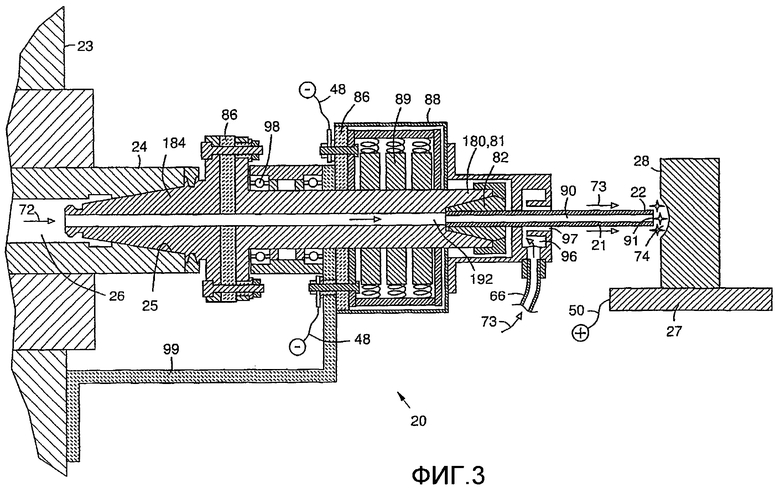
Второй поток 73 жидкого электролита может быть предусмотрен для наружной промывки, при которой жидкость 73 распыляется в направлении дальнего конца 22 электрода-инструмента 21 снаружи электрода-инструмента. На фиг.2 и 3 показана возможность обеспечения наружной промывки с помощью распылительного коллектора 96, установленного вокруг дальнего конца 81 переходного вала 80, 180 и прикрепленного к щеточному узлу 88. Распылительный коллектор 96 имеет выходы 97 для жидкости вокруг электрода-инструмента 21 для распыления жидкости 73 вдоль электрода-инструмента. В качестве альтернативного решения или дополнительно, можно использовать другие наружные форсунки (не показаны), которые не соединены с адаптивным шпиндельным узлом 20.
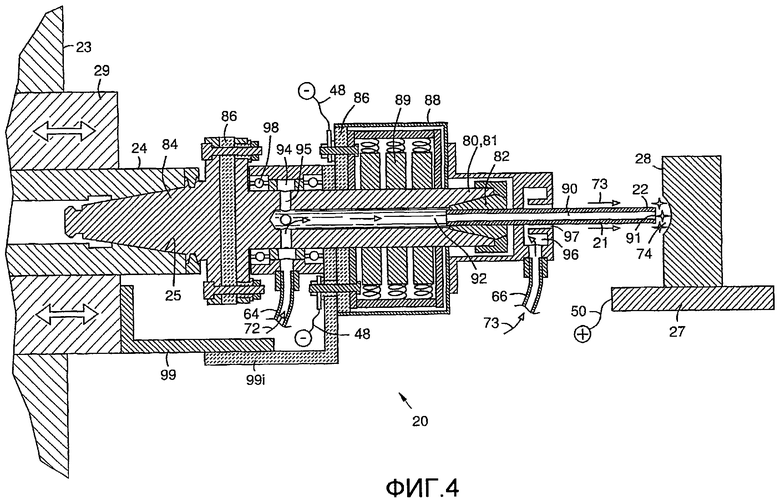
Переходной вал 80 установлен на подшипнике 98 низкого трения. Подшипник 98 и щеточный узел 88 опираются на кронштейн 99, который прикреплен к фрезерному станку с устройством ЧПУ типа CNC. Подшипник 98 поддерживает переходной вал на одной оси со шпинделем 24 станка с устройством ЧПУ типа CNC. Переходной узел 20 электрически изолирован от фрезерного станка 23 с устройством ЧПУ типа CNC. Кронштейн 99 может быть выполнен из электроизоляционного материала, как показано на фиг.2 и 3, или же может иметь изоляционную часть 99i, как показано на фиг.4. Кронштейн 99 может быть прикреплен к неподвижной части фрезерного станка 23 с устройством ЧПУ типа CNC, как показано на фиг.1-3. В этом случае перемещения детали 28 под управлением ЧПУ типа CNC относительно электрода-инструмента 21 выполняются с помощью держателя 27 обрабатываемой детали, как известно из фрезерных станков с устройством ЧПУ типа CNC согласно уровню техники. В качестве альтернативы, кронштейн 99 может быть прикреплен к подвижной шпиндельной бабке 29, как показано на фиг.4. В этом случае перемещения детали 28 под управлением ЧПУ типа CNC относительно электрода-инструмента 21 могут выполняться с помощью шпиндельной бабки 29 и/или держателя 27 обрабатываемой детали. Подвижная шпиндельная бабка 29 может быть поршнем, как показано на фигурах, или же она может быть приводным механизмом шпинделя, установленным на нескольких ортогональных путях или колеях, как известно из фрезерных станков с ЧПУ типа CNC согласно уровню техники.
В системе электроэрозионного фрезерования согласно настоящему изобретению можно использовать импульсное или непрерывное электропитание постоянного тока с открытым диапазоном напряжения от около 31 В до 70 В и диапазоном среднего тока от около 100 А до 3000 А, при этом положительный потенциал подается на деталь 28, а отрицательный потенциал - на электрод-инструмент 21; электролит 72, 73 на водной основе для внутренней/наружной промывки с давлением в диапазоне от около 100 фунтов на квадратный дюйм до 1000 фунтов на квадратный дюйм; вращающийся трубчатый электрод 21 с проводящим материалом стенок, таким как графит или латунь; и скорость вращения в диапазоне от около 500 об/мин до 10000 об/мин. Эти подробности приведены лишь в качестве примеров и не должны ограничивать изобретение.
Данный адаптивный шпиндель для электроэрозионного фрезерования позволяет использовать обычный фрезерный станок с устройством ЧПУ типа CNC либо для электроэрозионного фрезерования, либо для обычного фрезерования. Преимущества электроэрозионного фрезерования могут, например, включать: 1) высокую скорость снятия материала; достигнуты скорости снятия материала свыше 20000 мм3/мин с использованием трубчатого электрода с диаметром 32 мм; 2) низкое усилие резанья; 3) низкая стоимость инструмента, поскольку электрод для электроэрозионного фрезерования может быть простой трубой из материала низкой стоимости по сравнению с обычными фрезами, для которых необходима высокая прочность, высокая твердость и сложные формы резцов; 4) низкая стоимость технического обслуживания, поскольку электрод-инструмент для электроэрозионного фрезерования не затачивается, а просто заменяется.
При работе электроэрозионное фрезерование обеспечивает более быструю обработку, чем механическое резание или другие способы электроэрозионной обработки, в различных применениях, таких как обдирка и обработка крыльчатки турбины и лопаточного колеса. В узле электроэрозионного фрезерования электрический потенциал создается в зазоре между электродом и обрабатываемой деталью, подлежащей обработке, что приводит к электрическому разряду в зазоре. Когда обрабатывающий электрод приближается к поверхности детали, разделенной зазором, за счет напряжения происходит электрический разряд через зазор. Зазор, который образует зону обработки, заполнен жидким электролитом. Система электроэрозионного фрезерования обеспечивает поток электролита, который удаляет эродируемые частицы из зазора и обеспечивает подходящую среду для электрического разряда.
Испытания показали, что аэродинамические поверхности, выполненные из металлического сплава, такого как металлический сплав Inconel 718, можно изготавливать с использованием процесса, описание которого приведено выше. Эти испытания выявили значительное увеличение скорости обработки и значительное уменьшение стоимости инструмента по сравнению с механической обработкой при используемых условиях испытания, например 4-осном цифровом управлении и импульсном электропитании постоянного тока.
Inconel 718 является одним примером никель-хромового сплава относительно высокой прочности, устойчивого к высоким температурам и коррозии. Он подходит для использования в воздухе до 1300°F. Он легко поддается обработке и упрочнению при старении. Он может содержать следующие элементы приблизительно в вес.%:
Хотя были показаны и описаны лишь определенные признаки изобретения, для специалистов в данной области техники очевидны многие модификации и изменения. Поэтому следует понимать, что прилагаемая формула изобретения охватывает все эти модификации и изменения, как соответствующие истинной идее изобретения.
Перечень ссылочных позиций
20 - Адаптивный шпиндельный узел
21 - Вращающийся электрод-инструмент
22 - Дальний конец
23 - Фрезерный станок
24 - Шпиндель
25 - Инструментальный патрон
26 - Канал для текучей среды
27 - Держатель обрабатываемой детали
28 - Обрабатываемая деталь
29 - Подвижная шпиндельная бабка
30 - Экран
32 - Коллекторный бак или ванна
36 - Компьютер ЧПУ типа CNC
40 - Сигнальные и управляющие схемы
42 - Специальная съемная печатная плата
44 - Источник электропитания постоянного тока
46 - Сигнальная линия
48 - Проводник для первого электрического потенциала
50 - Проводник для второго электрического потенциала
60 - Насос для электролита
62 - Линия возврата текучей среды
64 - Внутренняя линия подачи промывочной жидкости
66 - Наружная линия подачи промывочной жидкости
72, 73 - Первый и второй потоки
74 - Зазор
80 - Вращаемый переходной вал
81 - Дальний конец
82 - Цанга
84 - Державка
86 - Изоляция
88 - Щеточный подузел
89 - Электрические щеточные контакты
90 - Ориентированный в осевом направлении трубопровод
91 - Отверстие
92 - Ориентированный в осевом направлении трубопровод
94 - Входной коллектор для текучей среды
95 - Радиально ориентированный проход для текучей среды
96 - Коллектор
97 - Выходы для жидкости
98 - Подшипник низкого трения
99 - Кронштейн
99i - Изоляционная часть
180 - Переходной вал
184 - Державка
192 - Трубопровод
Изобретение относится к области электроэрозионного фрезерования, в частности к адаптивному шпиндельному узлу, используемому на станке с устройством ЧПУ типа CNC для электроэрозионной обработки детали (28). Адаптивный шпиндельный узел (20) содержит вращаемый переходной вал (80), имеющий ближний конец и дальний конец (22), электрод-инструмент (21), ближний конец которого установлен на дальнем конце (22) переходного вала (80), державку (84) на ближнем конце вала (80) для введения в инструментальный патрон (25) на шпинделе (24) станка с устройством ЧПУ типа CNC, кронштейн (99) прикрепленный к станку и поддерживающий узел (20), подшипник (98) низкого трения, опирающийся на кронштейн (99) и поддерживающий переходной вал (80) на одной оси со шпинделем (24). Также узел (20) содержит устройство электропроводности для передачи электрической энергии на электрод-инструмент (21) с неподвижной части к вращающейся части, опирающееся на кронштейн (99) и электрически изолированное от него, канал для текучей среды, который направляет жидкий электролит от насоса к дальнему концу (22) электрода-инструмента (21). Изобретение позволяет использовать обычный фрезерный станок с устройством ЧПУ типа CNC для электроэрозионной обработки детали для достижения высокой скорости снятия материала при низком усилии резания. 2 н. и 8 з.п. ф-лы, 4 ил.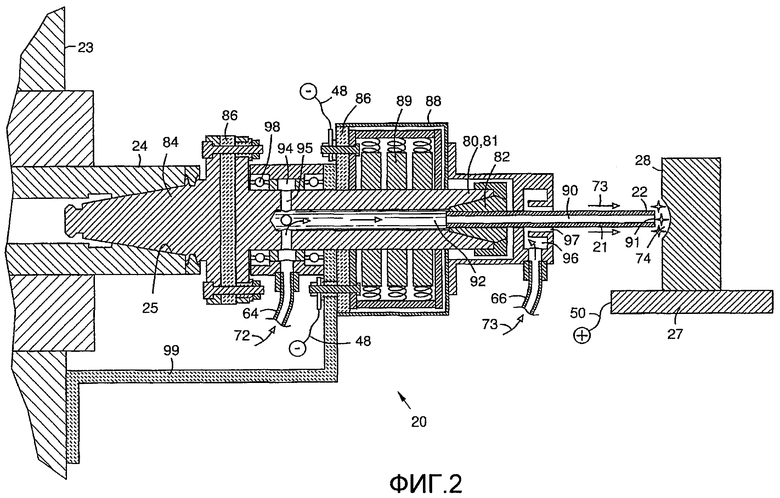
1. Адаптивный шпиндельный узел (20) для электроэрозионной обработки детали (28) на станке с устройством (36) ЧПУ типа CNC, при этом адаптивный шпиндельный узел (20) содержит
вращаемый переходной вал (80), имеющий ближний конец и дальний конец (22),
электрод-инструмент (21), имеющий ближний конец и дальний конец (22), причем ближний конец электрода-инструмента (21) установлен на дальнем конце (22) переходного вала (80),
державку (84) на ближнем конце переходного вала (80) для введения в инструментальный патрон (25) на шпинделе (24) станка с устройством ЧПУ типа CNC, при этом державка (84) электрически изолирована от переходного вала (80),
кронштейн (99), прикрепленный к станку с устройством ЧПУ типа CNC и поддерживающий адаптивный шпиндельный узел (20),
подшипник (98) низкого трения, опирающийся на кронштейн (99) и поддерживающий переходной вал (80) на одной оси со шпинделем (24),
устройство электропроводности для передачи электрической энергии на электрод-инструмент с неподвижной части к его вращающейся части, опирающееся на кронштейн (99) и электрически изолированное от него, и
канал (26) для текучей среды, который направляет жидкий электролит от насоса (60) к дальнему концу (22) электрода-инструмента (21),
при этом электрод-инструмент (21) выполнен с возможностью установки на шпинделе (24) станка с устройством ЧПУ типа CNC через адаптивный шпиндельный узел (20) для вращения и обработки посредством электроэрозии.
2. Узел (20) по п.1, который дополнительно содержит источник (44) электропитания, который подает первый электрический потенциал на электрод-инструмент (21) через вращаемый переходной вал и устройство электропроводности с неподвижной части к вращающейся части и который подает второй электрический потенциал на обрабатываемую деталь (28).
3. Узел (20) по п.1, в котором канал (26) для текучей среды содержит ориентированный в осевом направлении трубопровод (90) для текучей среды в электроде-инструменте (21) и ориентированный в осевом направлении трубопровод (92) для текучей среды в переходном валу (80), сообщающийся по текучей среде с ориентированным в осевом направлении трубопроводом (90) для текучей среды в электроде-инструменте (21).
4. Узел по п.3, который дополнительно содержит входной коллектор (94) для текучей среды, герметично установленный вокруг части вращаемого переходного вала (80), при этом вращаемый переходный вал (80) содержит проход для текучей среды, который соединяет входной коллектор (94) для текучей среды и ориентированный в осевом направлении трубопровод (92) для текучей среды во вращаемом переходном валу (80), посредством чего обеспечивается протекание текучей среды из входного коллектора (94) для текучей среды в ориентированный в осевом направлении трубопровод (92) для текучей среды во вращаемом переходном валу (80).
5. Узел по п.3, в котором ориентированный в осевом направлении трубопровод (92) для текучей среды во вращаемом переходном валу (80) проходит через державку (84) для обеспечения сообщения по текучей среде с трубопроводом для промывки через шпиндель в шпинделе станка с устройством ЧПУ типа CNC.
6. Узел по п.3, в котором канал (26) для текучей среды содержит наружные средства промывки для распыления жидкого электролита снаружи в направлении дальнего конца (22) электрода-инструмента (21).
7. Узел по п.6, в котором наружное средство промывки содержит распыляющий жидкость коллектор (96) вокруг дальнего конца (22) вращаемого переходного вала (80), при этом распыляющий жидкость коллектор содержит выходы (97) для жидкости вокруг электрода-инструмента (21) для направления жидкого электролита вдоль электрода-инструмента (21).
8. Узел по п.3, который дополнительно содержит систему насоса (60) для жидкого электролита и фильтрации, которая подает жидкий электролит в канал (26) для текучей среды.
9. Узел по п.8, который дополнительно содержит источник (44) электропитания, который подает первый электрический потенциал на электрод-инструмент (21) через вращаемый переходной вал (80) и устройство электропроводности с неподвижной части к вращающейся части и который подает второй электрический потенциал на обрабатываемую деталь (28), при этом система насоса (60) для жидкого электролита и фильтрации и источник (44) электропитания электронно соединены с управляющим компьютером (36) на станке с устройством ЧПУ типа CNC для передачи данных в управляющий компьютер и для передачи сигналов управления из управляющего компьютера.
10. Адаптивный шпиндельный узел для электроэрозионной обработки детали (28) на станке с устройством ЧПУ типа CNC, при этом адаптивный шпиндельный узел содержит
вращаемый переходной вал (80), имеющий ближний конец и дальний конец (22),
электрод-инструмент (21), имеющий ближний конец и дальний конец (22), причем ближний конец электрода-инструмента (21) съемно установлен на дальнем конце (22) вращаемого переходного вала (80),
державку (84) на ближнем конце вращаемого переходного вала (80) для введения в инструментальный патрон (25) на шпинделе станка с устройством ЧПУ типа CNC, при этом державка (84) электрически изолирована от вращаемого переходного вала (80),
подшипник (98) низкого трения вокруг вращаемого переходного вала (80), при этом подшипник (98) низкого трения установлен на кронштейне (99), прикрепленном к станку с устройством ЧПУ типа CNC,
узел электрического щеточного контакта, закрепленный на кронштейне (99) и электрически изолированный от него, для передачи электрической энергии на вращаемый переходной вал (80),
ориентированный в осевом направлении канал (90) для текучей среды в электроде-инструменте (21), который открыт у дальнего конца (22) электрода-инструмента (21),
ориентированный в осевом направлении канал (92) для текучей среды во вращаемом переходном валу (80), сообщающийся по текучей среде с ориентированным в осевом направлении каналом для текучей среды в электроде-инструменте (21),
распыляющий жидкость коллектор (96) вокруг дальнего конца (22) вращаемого переходного вала (80), при этом распыляющий жидкость коллектор содержит выходы (97) для жидкости вокруг электрода-инструмента (21) для направления жидкого электролита вдоль электрода-инструмента (21),
систему насоса (60) для жидкого электролита и фильтрации, которая подает жидкий электролит в ориентированный в осевом направлении канал для текучей среды в электроде-инструменте (21) через ориентированный в осевом направлении канал для текучей среды во вращаемом переходном валу (80) и которая подает жидкий электролит в распыляющий жидкость коллектор (96), и
источник (44) электропитания, который подает первый электрический потенциал на электрод-инструмент (21) через вращаемый переходной вал (80) и узел электрического щеточного контакта и который подает второй электрический потенциал на обрабатываемую деталь (28).
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| JP 54024379 А, 23.02.1979 | |||
| US 6403910 В1, 11.06.2002 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| 0 |
|
SU251720A1 | |

