Изобретение относится к отделочным методам обработки незакрепленным шлифовальным материалом и может быть использовано при полировании деталей, преимущественно с рабочими поверхностями сложной формы, в машиностроении, приборостроении и других отраслях промышленности.
Известны способы обработки поверхностей деталей незакрепленным шлифовальным материалом в виде гранул [1, 2, 3] или полирующих составов со слабо выраженными абразивными свойствами [4], которые позволяют повысить эффективность финишной обработки и качество поверхности.
В известных способах используют абразивные гранулы на керамической связке или эластичные гранулы на полимерной основе с изменяемой под действием температуры эластичностью в процессе обработки или вводят в рабочую среду из абразивных гранул резиновые гранулы из мягкой резины или применяют полирующие составы, которые обеспечивают одновременное абразивное и химико-механическое воздействие на обрабатываемую поверхность. Варьируя режимами обработки и составами обрабатывающих сред, можно создавать условия для эффективной обработки деталей из различных материалов.
Недостатком известных способов является высокая трудоемкость обработки и проблемный характер полирования деталей из цинка и цинковых сплавов, широко используемых в автомобильной и полиграфической промышленности. Невысокие твердость (НВ=85...90) и физико-механические характеристики (σв=300...350 МПа) материала деталей, полученных литьем под давлением, не позволяют эффективно применять известные способы для достижения требуемого качества поверхности вследствие появления на обрабатываемой поверхности кратеров и наколов при использовании абразивного инструмента. В то же время применение только полировальных составов не обеспечивает удаление технологического припуска и эффективное снижение грубой исходной шероховатости поверхности.
Наиболее близким заявляемому изобретению является "Способ обработки деталей и устройство для его осуществления" [5], в котором контейнеры получают планетарное вращение относительно оси водила и переносное вращение с водилом вокруг оси, перпендикулярной оси водила. При этом рабочая загрузка уплотняется на периферии контейнера и плавно без ударов перемещается по пространственной спиралевидной траектории. При определенных параметрах угловых скоростей собственного и двух переносных движений контейнеров происходит пересыпание массива уплотненной загрузки в объеме контейнера, а различная плотность шлифовального материала и деталей обеспечивает их относительное скольжение. Высокое контактное давление абразивных гранул не обрабатываемые поверхности позволяет в десятки раз повысить производительность обработки по сравнению с вибрационной технологией. Сообщение водилу, несущему контейнеры с рабочей загрузкой, переносного вращения позволяет устранить зоны относительного покоя в объеме контейнера за счет дополнительного импульса, направленного вдоль оси контейнера. Сложный характер движения контейнера позволяет создать одинаковые условия обработки для всей партии одновременно обрабатываемых деталей и обеспечить стабильные качественные характеристики поверхности.
Недостатками известного способа являются использование при обработке гранулированных абразивных сред в виде призм, цилиндров, конусов, пирамид, звездочек и т.п. на керамической или полимерных связках, а также отсутствие критериев для регламентирования режимов вращения контейнеров при заданных конструктивных параметрах устройства для реализации способа. Установлено, что даже использование абразивных микропорошков для изготовления гранул не позволяет достигнуть требуемого качества поверхности деталей из цинковых сплавов при любой длительности обработки.
Техническим результатом заявляемого изобретения является повышение качества полирования путем эффективного снижения шероховатости обрабатываемой поверхности.
Технический результат достигается тем, что рабочую загрузку, состоящую из обрабатывающей среды и деталей, помещают в контейнер, которому сообщают планетарное движение и переносное вращение в плоскости перпендикулярной плоскости планетарного движения, и обработку производят на первом переходе фарфоровыми шарами, диаметр dш которых определяют по формуле
где N -число сферических частиц, контактирующих с единичной площадью
S поверхности детали в состоянии плотной упаковки;
k -коэффициент плотности упаковки, причем объем технологической жидкости Vm.ж., заливаемой в контейнер, определяют по соотношению
где ρ0 -объемная плотность шлифовального материала;
ρм -плотность монолитного материала;
V -объем шлифовального материала;
ΔV -дополнительный объем жидкости, при этом в качестве активной присадки в жидкость вводят 1...1,5% (по массе) технического мыла, а на втором переходе обработку производят смесью стальных полированных шаров такого же диаметра и полимерных шаров размером 0,5dш в соотношении 1:1 (по объему), причем в качестве технологической жидкости используют мыльный раствор, в который вводят 0,3...0,5% (по объему) бутандиона и 0,5...1% (по массе) тринатрийфосфата; при этом частоту переносного вращения контейнера вокруг оси водила  на первом переходе определяют по формуле
на первом переходе определяют по формуле
где - частота вращения контейнера, мин-1;
Н - напряженность инерционного силового поля;
g - ускорение силы тяжести, м/с2;
L - расстояние между осями водила и контейнера, м,
а частоту переносного вращения контейнера на втором переходе ограничивают соотношением

причем частоту переносного вращения водила  с контейнерами регламентируют условием
с контейнерами регламентируют условием

где  - частота переносного вращения контейнера относительно оси водила на соответствующем переходе.
- частота переносного вращения контейнера относительно оси водила на соответствующем переходе.
Предлагаемый способ позволяет повысить качество поверхностей обрабатываемых деталей из цинка и цинковых сплавов за счет применения обрабатывающей среды со слабо выраженными абразивными свойствами (фарфоровые шары) и регламентирования размеров шаров и режимов обработки. Известно [6], что плотность контактирования обрабатывающих частиц с поверхностью детали и характер контактирования оказывают определяющее влияние на формирование шероховатости поверхности.
Число N сферических частиц диаметром dш, контактирующих с поверхностью детали на площади S в состоянии плотной упаковки, может быть оценено зависимостью
где k -коэффициент, характеризующий плотность упаковки.
Коэффициент k представляет собой отношение суммы проекций сферических частиц на плоскость ко всей занятой частицами площади. Максимальное числовое значение коэффициента k будет при касании каждой сферической частицы с шестью соседними и составит k=0,9069.
Из соотношения (1) найдем
Число N сферических частиц в зоне контакта с единичной площадью поверхности, например 1 см2, в зависимости от исходной шероховатости может быть определено по таблице 1.
Регламентирование числа частиц, контактирующих с единичной площадкой поверхности в зависимости от исходной шероховатости
При шероховатости, большей Ra=1,6 мкм, обработку следует производить абразивными гранулами, а при шероховатости исходной поверхности меньше Ra=0,2 мкм отпадает необходимость в первом переходе с использованием фарфоровых шаров. При этих условиях контактирования на обрабатываемой поверхности не образуются наколы и лунки, но эффективно удаляются неровности исходной поверхности и дефекты литья в виде плен и мелких раковин.
Обработку производят с использованием технологической жидкости, которую дозированно заливают в контейнер. Объем жидкости Vm.ж. определяют с учетом порового пространства в массиве фарфоровых шаров и дополнительного слоя жидкости над поверхностью рабочей загрузки, толщиной 10...15 мм, по формуле

где ρ0 - объемная (насыпная) плотность шлифовального материала;
ρм - плотность монолитного материала;
V - объем шлифовального материала;
ΔV - дополнительный объем жидкости (обычно применяют
ΔV=(10...12)%V).
Применение большего объема технологической жидкости нежелательно, так как возрастает сопротивление движению частиц уплотненной загрузки в объеме контейнера, что существенно снижает эффективность обработки, особенно при использовании шлифовального материала невысокой плотности. Меньшее количество жидкости не исключает появления сухого трения гранул шлифовального материала с рабочими поверхностями деталей, что приводит к возрастанию шероховатости поверхности.
Введение в состав технической воды 1...1,5% мыла (по массе) способствует интенсификации обработки и ускоряет нивелирование неровностей исходной поверхности.
Установлено, что применение мыла в количестве менее 1% приводит к снижению эффективности обработки, а увеличение концентрации мыла свыше 1,5% не дает дополнительного положительного эффекта.
Обработка фарфоровыми шарами с использованием мыльного водного раствора позволяет эффективно удалить дефектный поверхностный слой металла, возникающий на деталях после литья под давлением, но не обеспечивает полирование с образованием блестящей зеркальной поверхности.
Поэтому для дальнейшего снижения шероховатости и повышения качества обработанной поверхности используют второй переход, на котором в качестве шлифовального материала применяют смесь стальных полированных шаров диаметром dш и полимерных шаров, например, из полиэтилена или полистирола, диаметром 0,5dш в соотношении 1:1 (по объему). Для придания обработанной поверхности блеска в мыльный водный раствор вводят 0,3...0,5% (по объему) бутандиона, а для предотвращения коррозии стальных шаров применяют 0,5...1% (по массе) тринатрийфосфата. Установлено, что концентрация блескообразователя бутандиона менее 0,3% неэффективна, а свыше 0,5% не приводит к дополнительному увеличению качественных характеристик поверхности.
Применение полимерных шаров изменяет условия контактирования стальных шаров с обрабатываемой поверхностью и способствует быстрому нивелированию поверхности с образованием гладкой блестящей поверхности. Оптимальное соотношение стальных и полимерных шаров по объему и диаметральным размерам установлены экспериментальным путем.
Для формирования заданных характеристик качества поверхности важную роль, кроме условий контактирования частиц, играет величина контактного давления шлифовального материала на обрабатываемые поверхности. Величина этого давления определяется массой отдельных гранул и инерционными силами, обусловленными переносными вращениями контейнеров и водила.
Учитывая невысокую плотность фарфора (ρм=2200...2400 кг/м3), частоту вращения контейнера вокруг оси водила  на первом переходе определяют по формуле
на первом переходе определяют по формуле

где Н - напряженность инерционного силового поля (представляет собой отношение центробежного ускорения к ускорению силы тяжести; для цинковых сплавов Н=2...2,5);
g - ускорение силы тяжести, м/с2;
L - расстояние между осями водила и контейнера, м.
Частоту переносного вращения контейнера на втором переходе  с учетом значительно большей плотности стальных шаров (ρм=7800 кг/м3) ограничивают соотношением
с учетом значительно большей плотности стальных шаров (ρм=7800 кг/м3) ограничивают соотношением

Это позволяет избежать появления на обработанных поверхностях глубоких отпечатков в виде лунок, повышающих шероховатость поверхности.
Кроме того, для устранения застойных зон в объеме контейнера путем сообщения рабочей загрузке силового импульса, направленного вдоль оси контейнера, водилу с контейнерами сообщают переносное вращение с частотой  вокруг оси, перпендикулярной оси водила, и ограничивают эту частоту условием
вокруг оси, перпендикулярной оси водила, и ограничивают эту частоту условием

где -частота переносного вращения контейнера относительно оси водила на соответствующем переходе.
Регламентирование частоты переносного вращения водила указанным диапазоном обусловлено тем, что при частоте вращения  меньшей 0,05
меньшей 0,05 , осевой импульс, действующий на рабочую загрузку, оказывается недостаточным для устранения застойных зон во всем объеме контейнера, а при
, осевой импульс, действующий на рабочую загрузку, оказывается недостаточным для устранения застойных зон во всем объеме контейнера, а при  происходит смещение массива рабочей загрузки к торцовым стенкам контейнера, что нарушает условия формирования скользящего слоя с пересыпанием уплотненной загрузки и резко снижет эффективность финишной обработки.
происходит смещение массива рабочей загрузки к торцовым стенкам контейнера, что нарушает условия формирования скользящего слоя с пересыпанием уплотненной загрузки и резко снижет эффективность финишной обработки.
Сравнение известных технических решений с заявляемым показало, что существенными отличительными признаками заявляемого способа являются: применение на первом переходе в качестве шлифовального материала фарфоровых шаров, диаметр которых определяют по формуле
а объем дозированно заливаемой в контейнер с рабочей загрузкой жидкости определяют по соотношению
причем в качестве активной присадки в жидкость вводят 1...1,5% (по массе) технического мыла, а на втором переходе обработку производят смесью в соотношении 1:1 стальных полированных шаров такого же диаметра и полимерных шаров вдвое меньшего диаметра, причем в качестве технологической жидкости используют мыльный раствор, в который вводят 0,3...0,5% (по объему) бутандиона и 0,5...1% (по массе) тринатрийфосфата; при этом частоту переносного вращения контейнера вокруг оси водила на первом переходе определяют по формуле
а на втором переходе ограничивают соотношением

причем частоту переносного вращения водила  регламентируют условием
регламентируют условием

где - частота переносного вращения контейнера относительно оси водила на соответствующем переходе.
Технических решений со сходными отличительными признаками по патентной и научно-технической литературе не обнаружено, следовательно, заявляемый способ обладает существенными отличиями.
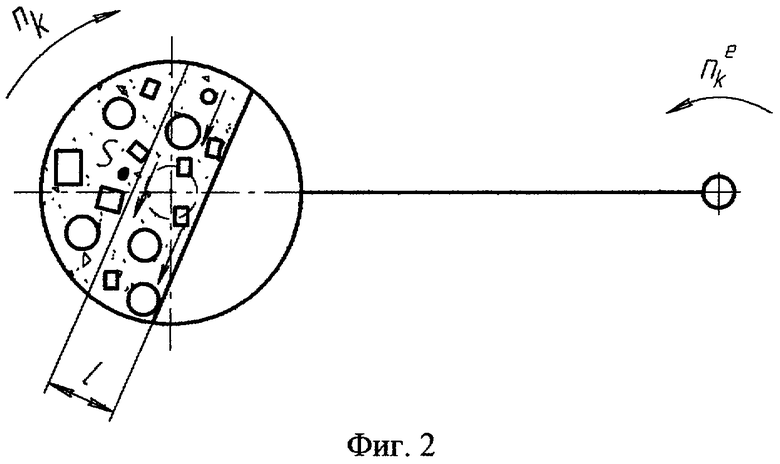
На фиг.1 приведена принципиальная схема осуществления способа, а на фиг.2 поперечный разрез контейнера со схемой движения рабочей загрузки.
Способ обработки осуществляют следующим образом.
В контейнер 1 (фиг.1) смонтированный в опоре водила 2, установленного с возможностью вращения на траверсе 3, загружают шлифовальный материал и детали 4, подлежащие обработке. Диаметр частиц шлифовального материала определяют по выражению (2), а объем заливаемой в контейнер технологической жидкости по соотношению (3). Контейнер герметично закрывают и сообщают ему планетарное движение с частотой вращения nk вокруг собственной оси и частотой вокруг оси водила, а водилу 2 сообщают переносное вращение с частотой  вокруг оси 5 перпендикулярной оси переносного вращения контейнера (оси водила).
вокруг оси 5 перпендикулярной оси переносного вращения контейнера (оси водила).
При планетарном движении контейнера на поверхности уплотненной рабочей загрузки возникает скользящий слой из обрабатываемых деталей и частиц шлифовального материала (фиг.2), глубина l которого зависит от параметров планетарного движения контейнера и размеров частиц шлифовального материала. Внутри скользящего слоя происходит интенсивное взаимодействие шлифовального материала и деталей, обусловленное различной плотностью шлифующих тел и материала деталей, что приводит к обработке рабочих поверхностей деталей.
При обычном планетарном вращении пересыпание массива уплотненной загрузки происходит вокруг центра масс S, вблизи которого формируется зона относительного покоя, называемая застойной зоной, что приводит к нестабильной обработке различных деталей в контейнере. Для выравнивания условий полирования водилу, несущему контейнеры, сообщают переносное вращение с частотой  вокруг оси 5 траверсы 3. Переносное вращение водила приводит к перемещению всей уплотненной массы рабочей загрузки вдоль оси контейнера, а скользящий слой получает перемещение по пространственной винтовой траектории. При этом застойная зона в области центра масс S разрушается, и выравниваются условия обработки для всех деталей, одновременно загруженных в контейнер.
вокруг оси 5 траверсы 3. Переносное вращение водила приводит к перемещению всей уплотненной массы рабочей загрузки вдоль оси контейнера, а скользящий слой получает перемещение по пространственной винтовой траектории. При этом застойная зона в области центра масс S разрушается, и выравниваются условия обработки для всех деталей, одновременно загруженных в контейнер.
Для создания условий эффективной обработки деталей из цинковых сплавов частоту вращения контейнера вокруг оси водила определяют по соотношению (4) для первого перехода и ограничивают условием (5) для второго перехода.
Частоту переносного вращения водила  регламентируют условием (6).
регламентируют условием (6).
Частоту вращения контейнера вокруг собственной оси nk при противоположных направлениях вращения водила и контейнера назначают из условия формирования каскадного, т.е. без фазы полета режима движения частиц рабочей загрузки. Такой режим движения стабильно достигается при nk=(1,7K·1,8)·.
Длительность цикла обработки назначают с учетом состояния исходной поверхности обрабатываемых заготовок.
После окончания обработки осуществляют сепарацию деталей и шлифовального материала. Детали контролируют, а шлифовальный материал и технологическую жидкость повторно используют для обработки и повторяют цикл.
Пример.
Обработке подвергались детали автомобиля "Волга" (ручки наружные, корпуса замков и т.п.) из цинкового сплава ЦАМ 4-1, полученные литьем под давлением с исходной шероховатостью поверхности Ra=0,8...0,4 мкм. Для обработки использовалась установка, снабженная цилиндрическим контейнером с внутренним диаметром D=200 мм и высотой h=200 мм. Внутренняя поверхность контейнера была облицована полиуретановым покрытием. Расстояние между осями контейнера и водила L=200 мм.
Загрузка контейнера осуществлялась на 50% объема. Для обработки на первом переходе использовались фарфоровые шары с объемной плотностью ρ0=1560 кг/м3 и плотностью монолитного материала ρм=2400 кг/м3. При числе точек контакта N=3...4 см-2 диаметр шаров в соответствии с формулой (2) был принят dш=6 мм.
Объем загружаемых шаров составил V=3,14 дм3. Объем заливаемой технологической жидкости в соответствии с расчетной зависимостью (3) -1,5 дм3. В воду добавлялось 15 г технического мыла.
Частота переносного вращения контейнера вокруг оси водила в соответствии с формулой (4) при напряженности инерционного поля Н=2,0 составила =100 мин-1. Частота переносного вращения водила определялась по соотношению (6) и составила  а частота вращения контейнера вокруг оси собственной оси nk=1,73·=1,73·100=173 мин-1.
а частота вращения контейнера вокруг оси собственной оси nk=1,73·=1,73·100=173 мин-1.
После обработки в течение t1=20 мин шероховатость поверхности снизилась до Ra=0,16...0,12 мкм, острые кромки округлились, поверхность деталей приобрела матовый цвет.
На втором переходе обработка производилась смесью в соотношении 1:1 (по объему) стальных полированных шаров диаметром 6 мм и полимерных шаров из полиэтилена диаметром 3 мм. Объем рабочей загрузки составил также 50% объема контейнера. В технологическую жидкость объемом 1,5 дм3 добавлялось 5 мл бутандиона и 10 г тринатрийфосфата. Частоту переносного вращения контейнера в соответствии с соотношением (5) ограничивали до величины  , соответственно переносная частота вращения водила составила
, соответственно переносная частота вращения водила составила  . Частота вращения контейнера вокруг собственной оси при передаточном отношении i=1,73 составила:
. Частота вращения контейнера вокруг собственной оси при передаточном отношении i=1,73 составила:  .
.
После обработки на втором переходе длительностью t2=5 мин шероховатость снизилась до Ra=0,08...0,06 мкм, а детали приобрели блестящую поверхность с зеркальным отливом.
По сравнению с прототипом шероховатость поверхности снижается при обработке деталей из цинковых сплавов в 8...10 раз при одинаковом машинном времени обработки.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Авт.свид. №1454664 (СССР), М. кл. В 24 В 31/06. Способ вибрационной обработки. / А.А.Берещенко, Л.М.Лубенская, В.А.Власов, Ю.Л.Киреев. - опубл. в БИ №4, 1989 г.
2. Авт. свид. №1301666 (СССР), М. кл. В 24 В 31/06. Способ вибрационной обработки. / А.П.Бабичев, B.C.Сердюков, В.Г.Санамян, А.Б.Коровайко. - опубл. в БИ №13, 1987 г.
3. Авт.свид. №992172 (СССР), М. кл. В 24 В 31/08. Способ абразивной обработки деталей и устройство для его осуществления. / И.Е.Бондаренко, С.И.Фишбейн, Р.А.Подтеребков, Е.И.Фишбейн. - опубл. в Б.И. №4, 1983 г.
4. Авт.свид. №921800 (СССР), М. кл. В 24 В 13/00, С 09 G 1/02. Способ полирования стекла. / Т.П.Яковлева, Л.В.Чуняева, А.Ф.Коваленко, А.А.Гризик, Л.Г.Нехамкин, Т.З.Майская - опубл. в БИ №15, 1982 г.
5. Авт.свид. №1627382 (СССР), М. кл. В 24 В 31/104. Способ обработки деталей и устройство для его осуществления. / А.Н.Мартынов, В.З.Зверовщиков, А.Е.Зверовщиков, А.Т.Манько. - опубл. в БИ №6, 1991 г.
6. Ящерицын П.И., Мартынов А.Н., Гридин А.Д. Финишная обработка деталей уплотненным потоком свободного абразива. - Мн.: Наука и техника, 1978, 224 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБЪЕМНОЙ ОБРАБОТКИ ПУСТОТЕЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2466007C1 |
| Способ обработки деталей и устройство для его осуществления | 1988 |
|
SU1627382A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Устройство для автоматизированного закрепления крышки и герметизации контейнера центробежно-планетарной установки | 2016 |
|
RU2627083C1 |
Изобретение относится к финишной обработке деталей в контейнерах с планетарным вращением и может быть использовано в машиностроении для полирования деталей со сложной формой рабочих поверхностей. Детали из цинка и цинковых сплавов и шлифовальный материал загружают в контейнер. Заливают технологическую жидкость и сообщают контейнеру планетарное движение относительно оси водила и переносное вращение с водилом в плоскости, перпендикулярной плоскости планетарного движения. Обработку производят в два перехода. На первом из них используют фарфоровые шары. В качестве активной присадки в жидкость вводят 1...1,5% (по массе) технического мыла. На втором переходе обработку производят смесью стальных полированных шаров такого же диаметра и полимерных шаров размером 0,5 от диаметра последних в соотношении 1:1 (по объему). В качестве технологической жидкости используют мыльный раствор, в который вводят 0,3...0,5% (по объему) бутандиона и 0,5...1% (по массе) тринатрийфосфата. Диаметр фарфоровых шаров и объем технологической жидкости определяют по расчетным формулам. Такие действия повышают качество обработки путем эффективного снижения шероховатости обрабатываемой поверхности. 2 з.п. ф-лы, 2 ил., 1 табл.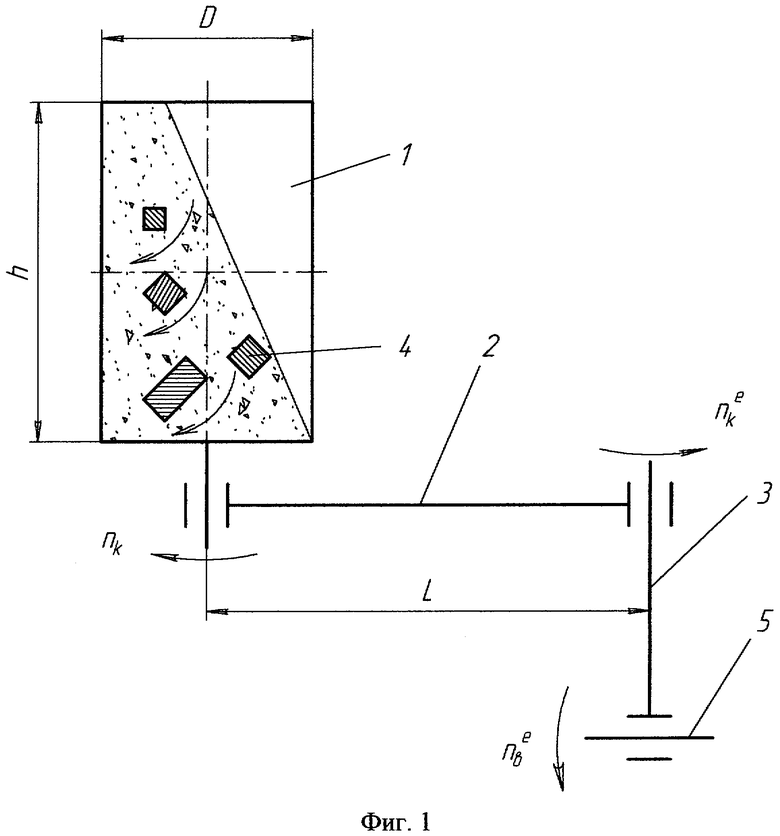
где N - число сферических частиц, контактирующих с единичной площадью
S поверхности детали в состоянии плотной упаковки;
k -коэффициент плотности упаковки, причем объем технологической жидкости Vm.ж. определяют по соотношению
где ρ0 - объемная плотность шлифовального материала;
ρм - плотность монолитного материала;
V - объем шлифовального материала;
ΔV - дополнительный объем жидкости,
при этом в качестве активной присадки в жидкость вводят 1-1,5% (по массе) технического мыла, а на втором переходе обработку производят смесью стальных полированных шаров такого же диаметра и полимерных шаров размером 0,5 dш в соотношении 1:1 (по объему), причем в качестве технологической жидкости используют мыльный раствор, в который вводят 0,3-0,5% (по объему) бутандиона и 0,5-1% (по массе) тринатрийфосфата.
 на первом переходе определяют по формуле
на первом переходе определяют по формуле
где  - частота вращения контейнера, мин-1;
- частота вращения контейнера, мин-1;
Н - напряженность инерционного силового поля;
g - ускорение силы тяжести, м/с2;
L - расстояние между осями водила и контейнера, м, а частоту вращения контейнера на втором переходе  ограничивают соотношением
ограничивают соотношением

 регламентируют условием
регламентируют условием
где  - частота переносного вращения контейнера относительно оси водила на соответствующем переходе.
- частота переносного вращения контейнера относительно оси водила на соответствующем переходе.
| Способ обработки деталей и устройство для его осуществления | 1988 |
|
SU1627382A1 |
| Способ абразивной центробежно-планетарной обработки деталей и устройство для его осуществления | 1978 |
|
SU992172A1 |
| Способ центробежной обработки | 1988 |
|
SU1641590A1 |
| Устройство для абразивно-планетарной обработки деталей | 1980 |
|
SU905013A1 |
| DE 3546386 A1, 02.07.1987. | |||

