Изобретение относится к области производства буровых алмазных долот, а именно к входному контролю качества алмазных зубков.
Анализ отечественных и зарубежных патентов и других литературных источников показал, что в настоящее время отсутствуют известные методы и устройства для испытания алмазных зубков на прочность. В связи с этим прототип и аналоги настоящего изобретения не были выявлены.
Технический результат настоящего изобретения заключается в возможности быстрой и объективной оценки прочности рабочей поверхности алмазных зубков, поступающих на сборку.
Технический результат достигается тем, что из партии зубков выбирают пару зубков, далее производят нагрев зубков до температуры пайки при их монтаже в корпусе бурового алмазного долота, затем зубки устанавливают в оправке таким образом, чтобы зубки вошли в соприкосновение рабочими поверхностями, при этом площадь соприкосновения нормируется геометрией оправки. Затем оправку с зубками размещают на нагружающем устройстве, оснащенном датчиком величины нагружения, производят сжатие зубков с фиксированной скоростью нагружения до разрушения рабочей кромки хотя бы одного из зубков и оценивают прочность алмазных зубков по величине разрушающей нагрузки, определяемой по показаниям датчика величины нагружения. Перед испытаниями производят нагрев зубков до температуры пайки при их монтаже в корпусе бурового алмазного долота. Устройство для осуществления заявленного способа, состоит из оправки с отверстиями для установки пары алмазных зубков, нагружающего устройства с датчиком величины нагружения со сферической опорой, снабженным пиковым детектором, при этом отверстия в оправке расположены таким образом, чтобы обеспечить возможность установки зубков с фиксированной площадью перекрытия рабочих кромок. Оправка снабжена магнитной опорой, а высота оправки подбирается таким образом, чтобы один из вставляемых зубков выступал над поверхностью оправки.
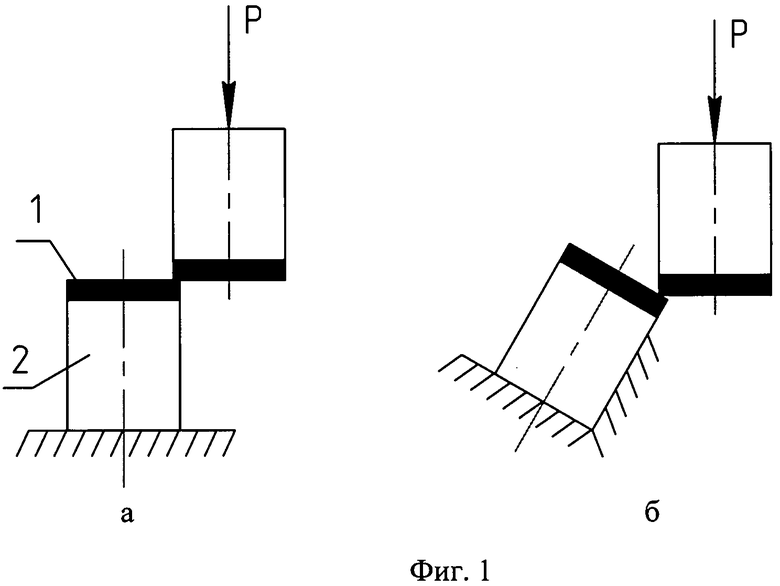
Сущность предлагаемого способа заключается в том, что производят статическое сжатие алмазных зубков, соприкасающихся друг с другом рабочими кромками, и определяют критическую нагрузку скалывания - минимальную механическую нагрузку, вызывающую скол рабочей кромки хотя бы одного из контактирующих зубков. Варианты схем взаимного расположения зубков при испытаниях приведены на фиг.1, где 1' - алмазная вставка, 2' - твердосплавное тело зубка, Р - вектор прикладываемой нагрузки. Это напряжение должно превышать давление на зубок, вызванное реакцией самой твердой фазы разрушаемой на забое породы. Критические напряжения лимитируют максимальный крутящий момент долота и твердость разрушаемой породы. Чем выше критические напряжения зубков, тем выше твердость породы, в которую может врезаться долото. Этим обосновывается объективность выбранного критерия качества. Поскольку критическая нагрузка зависит от площади соприкосновения зубков, при испытаниях для всех типов зубков необходимо нормировать номинальную площадь контакта испытываемых зубков друг с другом, что обеспечивается геометрией оправки.
Для повышения объективности оценки прочности алмазных зубков следует также учесть влияние нагрева, которому подвергаются зубки в процессе пайки при их монтаже в корпусе бурового алмазного долота. Для этого перед проведением испытаний зубков на прочность производят их нагрев, имитирующий процесс пайки зубков.
Заявленный способ испытания алмазных зубков осуществляют по следующим этапам.
1. Подготавливают зубки (нагрев в печи до температуры процесса пайки).
2. Устанавливают зубки в специальную оправку, обеспечивающую фиксированное взаимное перекрытие зубков.
3. Устанавливают оправки в нагружающем устройстве, снабженном датчиком величины нагружения.
4. Осуществляют сжатие зубков до скола кромки алмазной вставки одного из зубков с одновременной регистрацией критической нагрузки сжатия.
5. Снимают зубки из оправки и проводят анализ величины и характера скола.
6. Производят статистическую обработку результатов испытаний и занесение в базу данных.
Устройство для реализации способа испытания алмазных зубков на прочность включает нагружающее устройство, связанное с датчиком величины нагружения и оправкой с испытуемыми зубками, обеспечивающее возможность контроля величины нагружения зубков.
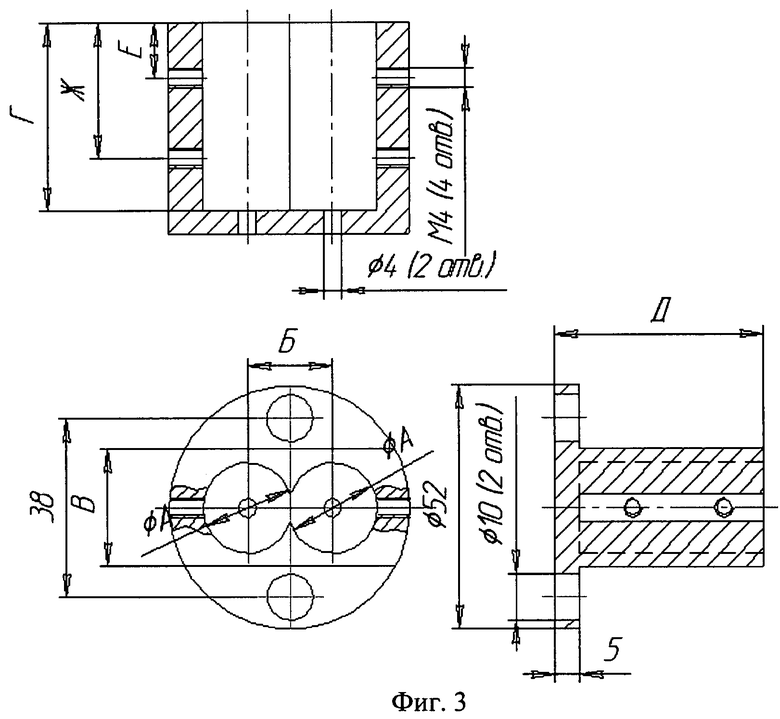
Схема заявленного устройства приведена на фиг.2, где А - оправка; Б - датчик величины нагружения; В - нагружающее устройство; 1 - подвижная губка; 2 - корпус оправки; 3, 8 - фиксирующие винты; 4, 5 - постоянные магниты для фиксации датчика величины нагружения; 6 - постоянный магнит для фиксации сферической опоры; 7 - сферическая самоустанавливающаяся опора; 9, 10 - алмазные зубки; 11, 12 - постоянные магниты для фиксации оправки; 13 - неподвижная губка; 14 - корпус датчика величины нагружения.
Подвижная губка 1 нагружающего устройства В связана с оправкой А, включающей постоянные магниты 11 и 12, корпус оправки 2, фиксирующие винты 3 и 8 и размещенные в ней алмазные зубки 9 и 10, установленные рабочими кромками друг к другу. Неподвижная губка 13 нагружающего устройства В связана с датчиком величины нагружения Б, включающем постоянные магниты 4, 5 и 6, корпус датчика величины нагружения 14, сферическую самоустанавливающуюся опору 7.
В качестве нагружающего устройства могут использоваться устройства с различным приводом (механическим, гидравлическим и др.), например машинные тиски, гидравлический пресс и т.д., позволяющие развивать нагрузки, достаточные для разрушения сдавливаемых рабочих кромок алмазных зубков и обеспечивать равномерную скорость нагружения.
Датчик величины нагружения при испытаниях передает давление от нагружающего устройства на испытуемые зубки через сферическую самоустанавливающуюся опору, что позволяет предотвратить концентрацию напряжений на нерабочей части зубка, соприкасающегося с этой опорой, поскольку обратное может привести к разрушению зубка в месте контакта со сферической опорой. Для предотвращения выпадения сферической опоры из датчика величины нагружения в сферическом углублении корпуса датчика величины нагружения установлен постоянный магнит. Датчик величины нагружения фиксируется на нагружающем устройстве также с помощью постоянных магнитов. На корпусе датчика величины нагружения приклеены тензорезисторы, преобразующие деформацию корпуса датчика величины нагружения при сжатии в пропорциональный электрический сигнал, передаваемый на регистрирующее устройство, например вольтметр, осциллограф, аналого-цифровой преобразователь для компьютерных систем сбора данных и др. Диапазон измеряемых нагрузок датчика величины нагружения должен быть не меньше диапазона рабочих нагрузок нагружающего устройства. Поскольку в момент разрушения зубка показание нагрузки может измениться, датчик величины нагружения дополнительно снабжен пиковым детектором, позволяющим сохранять показания величины нагрузки на регистрирующем устройстве в момент разрушения зубка до осуществления сброса этих показаний оператором.
Оправка имеет два отверстия для установки в них испытуемой пары алмазных зубков, при этом отверстия в оправке расположены таким образом, чтобы обеспечить возможность установки зубков с фиксированной площадью перекрытия рабочих кромок. Для возможности закрепления оправки на нагружающем устройстве она снабжена магнитной опорой, высота оправки подбирается таким образом, чтобы один из вставляемых зубков выступал над поверхностью оправки, а размеры отверстий оправки должны обеспечивать возможность установки в них испытуемых зубков. Для удобства вынимания зубков из оправки дополнительно предусмотрены технологические отверстия, через которые можно выбить зубки из оправки с помощью штифта, и фиксирующие винты, с помощью которых выбираются зазоры при установке зубков в оправку.
Пример реализации способа.
Для реализации заявляемого способа было изготовлено устройство, включающее: нагружающее устройство с механическим приводом (машинные тиски), обеспечивающее сжимающую нагрузку до 30 кН; датчик величины нагружения (тензометрический), оснащенный пиковым детектором, с пределом измерений 30 кН и точностью ±5% от предела измерений; систему сбора данных с частотой выборок 1 кГц; стрелочный индикатор, отградуированный в диапазоне до нагрузки 40 кН. Кроме того, была изготовлена оправка (фиг.3). Размеры оправки для испытания алмазного зубка диаметром 13,3 мм представлены в таблице.
Для реализации способа испытания на прочность алмазных зубков были выбраны по два зубка из партий алмазных зубков производства США и Китая. Выбранные зубки поместили в печь и нагрели до температуры 600°С. Затем зубки установили в оправку согласно фиг.2а. Нагружение зубков производили при помощи машинных тисков со скоростью нагружения 5 кН в с до скалывания алмазной вставки на одном из зубков, после чего оценивали разрушающее напряжение. В результате испытания установлено, что для алмазных зубков производства США разрушающая нагрузка составляет 18 кН, а для алмазных зубков производства Китая 20 кН. При этом испытания заняли в среднем по 5 мин. Вышеуказанный пример подтверждает высокую производительность испытаний и объективность получаемых данных.
На фиг.1 показаны варианты схем взаимного расположения зубков при испытаниях, а - с параллельным расположением осей зубков; б - со скрещивающимся расположением осей зубков; 1' - алмазная вставка (рабочая поверхность); 2' - твердосплавное тело зубка.
На фиг.2 показаны схемы устройства для испытания алмазных зубков на прочность; а - с параллельным расположением осей зубков; б - со скрещивающимся расположением осей зубков.
На фиг.3 показана оправка для испытаний алмазных зубков на статическое сжатие с номинальной площадью контакта 1 мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ АЛМАЗНЫХ ЗУБКОВ НА ПРОЧНОСТЬ | 2021 |
|
RU2774732C1 |
| СПОСОБ ПОДБОРА РЕЗЦА PDC ДЛЯ ЗАДАННЫХ ПАРАМЕТРОВ БУРЕНИЯ НА ОСНОВЕ СЕРИИ ИСПЫТАНИЙ | 2022 |
|
RU2799243C1 |
| УСТРОЙСТВО ДЛЯ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ МАТЕРИАЛОВ | 2011 |
|
RU2482464C2 |
| ГИДРАВЛИЧЕСКИЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ С АЛМАЗНОЙ ОПОРОЙ СКОЛЬЖЕНИЯ | 2007 |
|
RU2340757C1 |
| АЛМАЗНОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЗЦОВ | 2013 |
|
RU2536901C2 |
| Способ испытания резцов PDC на абразивное изнашивание | 2024 |
|
RU2821172C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2499246C2 |
| АЛМАЗНОЕ ОДНОШАРОШЕЧНОЕ БУРОВОЕ ДОЛОТО | 2010 |
|
RU2476660C2 |
| ЛОПАСТНОЕ ДОЛОТО (ВАРИАНТЫ) | 2014 |
|
RU2549653C1 |
| Буровое долото с резцами PDC | 2019 |
|
RU2735319C1 |
Изобретение относится к области производства буровых алмазных долот, а именно к входному контролю качества алмазных зубков. Сущность: из партии зубков выбирают пару зубков. Производят нагрев зубков до температуры пайки при их монтаже в корпусе бурового алмазного долота. Зубки устанавливают в оправке таким образом, чтобы зубки вошли в соприкосновение рабочими поверхностями, при этом площадь соприкосновения нормируется геометрией оправки. Оправку с зубками размещают на нагружающем устройстве, оснащенном датчиком величины нагружения. Производят сжатие зубков с фиксированной скоростью нагружения до разрушения рабочей кромки хотя бы одного из зубков и оценивают прочность алмазных зубков по величине разрушающей нагрузки, определяемой по показаниям датчика величины нагружения. Устройство состоит из оправки с отверстиями для установки пары алмазных зубков, нагружающего устройства с датчиком величины нагружения со сферической опорой, снабженным пиковым детектором. Отверстия в оправке расположены таким образом, чтобы обеспечить возможность установки зубков с фиксированной площадью перекрытия рабочих кромок. Оправка снабжена магнитной опорой, а высота оправки подбирается таким образом, чтобы один из вставляемых зубков выступал над поверхностью оправки. Технический результат: возможность быстрой и объективной оценки прочности рабочей поверхности алмазных зубков, поступающих на сборку. 2 н.п. ф-лы, 3 ил., 1 табл.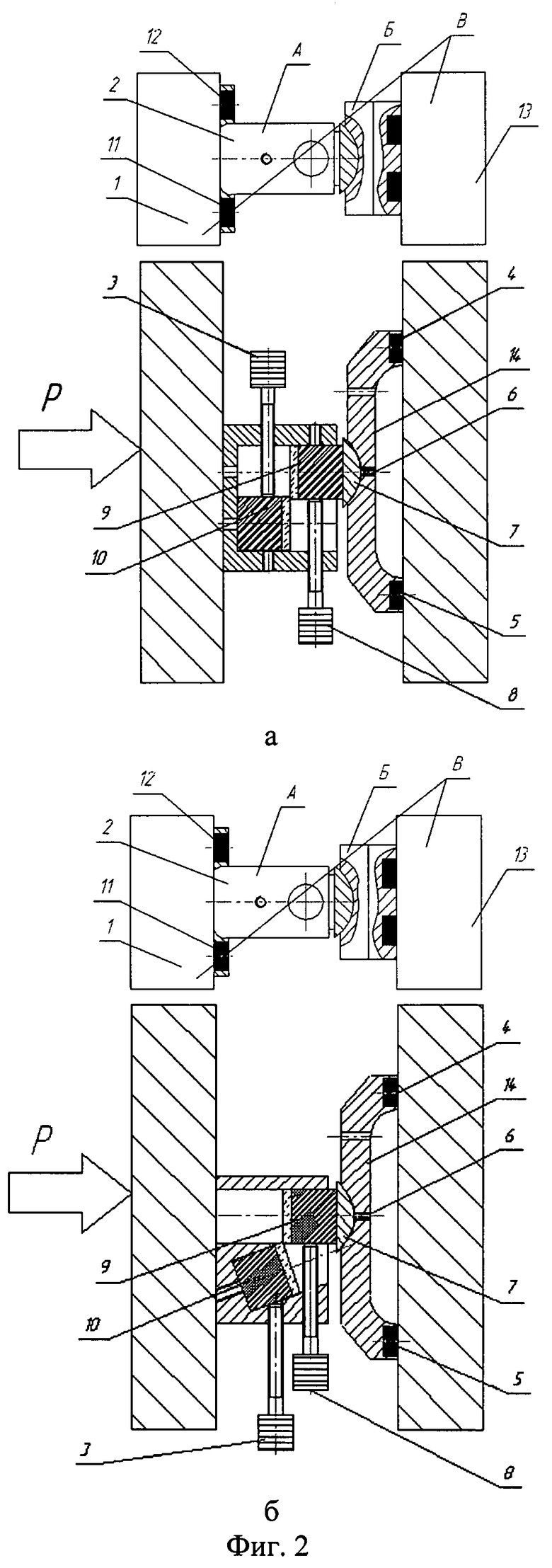
1. Способ испытания алмазных зубков на прочность заключается в том, что из партии зубков выбирают пару зубков, далее производят нагрев зубков до температуры пайки при их монтаже в корпусе бурового алмазного долота, затем зубки устанавливают в оправке таким образом, чтобы зубки вошли в соприкосновение рабочими поверхностями, при этом площадь соприкосновения нормируется геометрией оправки; затем оправку с зубками размещают на нагружающем устройстве, оснащенном датчиком величины нагружения, производят сжатие зубков с фиксированной скоростью нагружения до разрушения рабочей кромки хотя бы одного из зубков и оценивают прочность алмазных зубков по величине разрушающей нагрузки, определяемой по показаниям датчика величины нагружения.
2. Устройство для осуществления способа по п.1 состоит из оправки с отверстиями для установки пары алмазных зубков, нагружающего устройства с датчиком величины нагружения со сферической опорой, снабженным пиковым детектором, при этом отверстия в оправке расположены таким образом, чтобы обеспечить возможность установки зубков с фиксированной площадью перекрытия рабочих кромок; оправка снабжена магнитной опорой, а высота оправки подбирается таким образом, чтобы один из вставляемых зубков выступал над поверхностью оправки.
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ТВЕРДОСПЛАВНЫХ ЗУБКОВ ДЛЯ БУРОВЫХ ДОЛОТ | 2006 |
|
RU2315984C1 |
| Башенный канатноскребковый экскаватор | 1936 |
|
SU54187A1 |
| СПОСОБ СТАТИЧЕСКИХ ИСПЫТАНИЙ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ НА ПРОЧНОСТЬ | 0 |
|
SU200248A1 |
| JP 60018744 A, 30.01.1985. | |||

