Изобретение относится к области обработки металлов давлением, в частности к способам изготовления дискретных гравюр штампов для рельефной штамповки деталей, например декоративных панелей, панно и т.п. из тонколистовых заготовок.
Известен способ изготовления дискретной гравюры, как матрицы, так и пуансона, в штампах для правки материалов в виде массива точек, являющихся вершинами пирамид, или массива площадок, являющихся меньшими основаниями усеченных пирамид, образованных совокупностью пересекающихся канавок, которые выполняют методами обработки материалов резанием, например фрезерованием, строганием и т.п. (Справочник конструктора штампов: Листовая штамповка. / Под общ. ред. Л.И.Рудмана. - М.: Машиностроение, 1988. - Стр.345…346, рис.11).
К недостаткам такого способа относится отсутствие возможности изменения взаимного положения дискретных точек, образующих поверхность гравюры. Каждая дискретная гравюра штампа, изготовленная таким способом, применяется для обработки деталей, имеющих одинаковую фасонную поверхность. Для изготовления других деталей требуется существенная доработка гравюр матрицы и пуансона известными методами профилирования.
Известен способ изготовления гравюры штампа, при котором гравюру штампа формируют из совокупности дискретных точек, принадлежащих вершинам массива стержней, которые регулируют по высоте до образования требуемой поверхности гравюры и, затем, фиксируют это положение стержней (Инструмент для штамповки деталей в мелкосерийном производстве. Экспресс-информация: Технология и оборудование кузнечно-штамповочного производства. Москва, ВИНТИ, №46, 1982 г. Стр.34…37).
Такой способ изготовления дискретной гравюры штампа позволяет изменять взаимное положение дискретных точек, принадлежащих вершинам стержней, образующих гравюру штампа, путем изменением длины стержней.
Для этого определяют расстояния от характерной дискретной точки на гравюре до опорной поверхности стержня и в соответствии с этими размерами производят механическое удаление части стержня или замену стержня на стержень требуемой длины, что приводит к высокой трудоемкости изменения геометрических параметров гравюры штампа.
Техническим результатом, на достижение которого направлено данное изобретение, является обеспечение возможности изменения взаимного положения дискретных точек, принадлежащих массиву стержней, без механической доработки стержней, что позволит изготавливать детали, имеющие различную форму, используя штамп с одним и тем же массивом стержней, и таким образом снизить трудоемкость изменения геометрических параметров гравюры штампа.
Технический результат достигается тем, что в способе изготовления дискретной гравюры штампа, образованной совокупностью дискретных точек, принадлежащих вершинам массива стержней, их взаимное положение регулируют до образования вершинами стержней требуемой гравюры и затем фиксируют это положение.
Новым в заявляемом способе является то, что предварительно изготавливают трехмерную твердотельную модель гравюры штампа и регулировку взаимного положения стержней осуществляют с использованием этой модели, для чего стержни устанавливают на модель, при этом все стержни массива изготавливают одной длины.
Трехмерную твердотельную модель с массивом стержней помещают в емкость, после фиксации взаимного положения стержней модель удаляют, а образовавшуюся полость под стержнями заполняют наполнителем, свойства которого определяют по выражению:
 ,
,
где [σсм] - допускаемое напряжение на сжатие материала наполнителя, σо - напряжение штамповки листовой заготовки, воспринимаемое стержнем; µ, σн - коэффициент трения и нормальное давление между контактирующими поверхностями стержней соответственно; Р - периметр поперечного сечения стержня; L - длина стержня; Sст - площадь основания стержня, контактирующего с наполнителем.
Стержни массива фиксируют клиновыми вставками, которые располагают в боковых поверхностях емкости.
Трехмерную твердотельную модель гравюры изготавливают методом прототипирования. Стержни изготавливают с вершинами в виде поверхностей второго порядка, например части сферы.
На прилагаемых чертежах изображено:
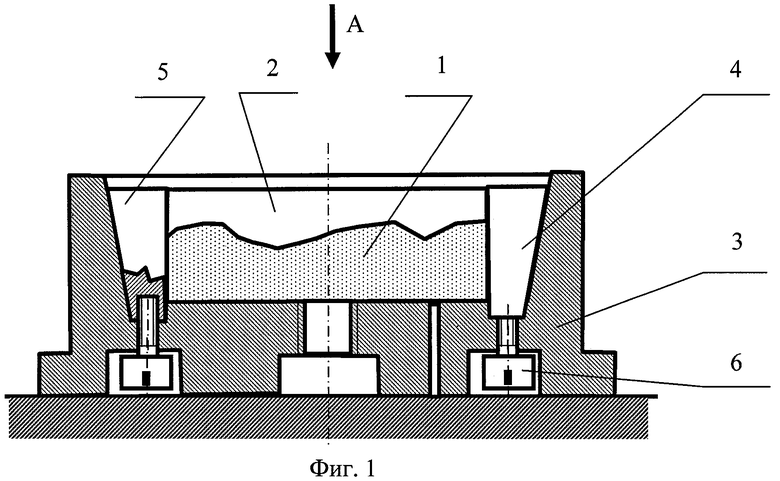
фиг.1 - верхняя или нижняя половины штампа с установленной моделью гравюры штампа;
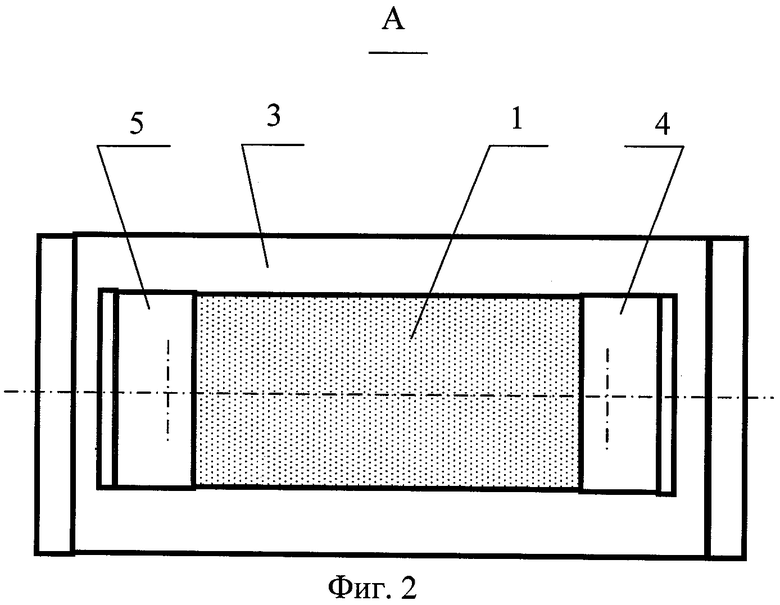
фиг.2 - вид по стрелке А фиг.1;
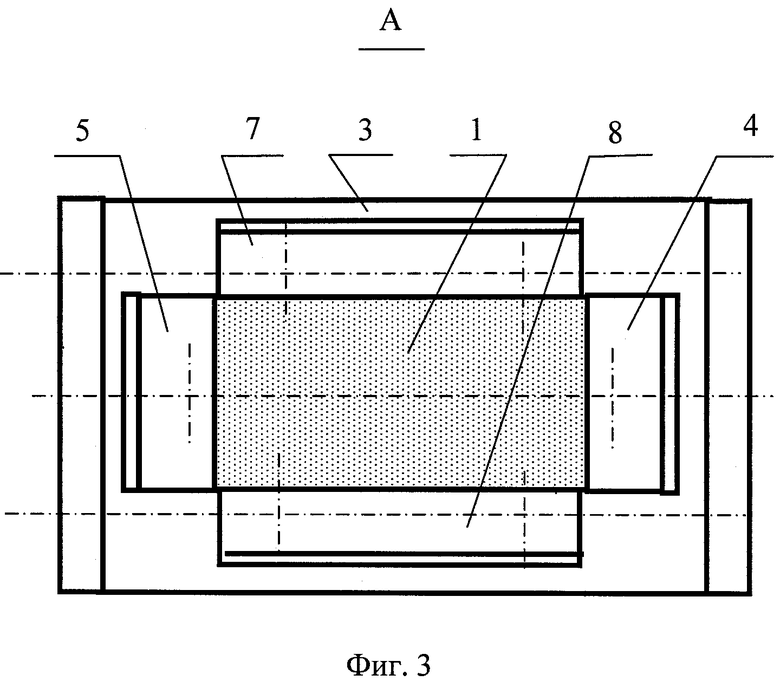
фиг.3 - вариант вида по стрелке А фиг.1;
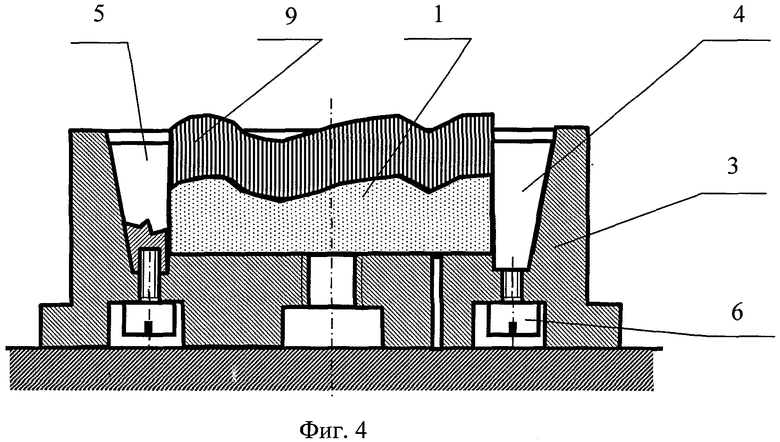
фиг.4 - верхняя или нижняя половины штампа с установленным на модель гравюры штампа массивом стержней;
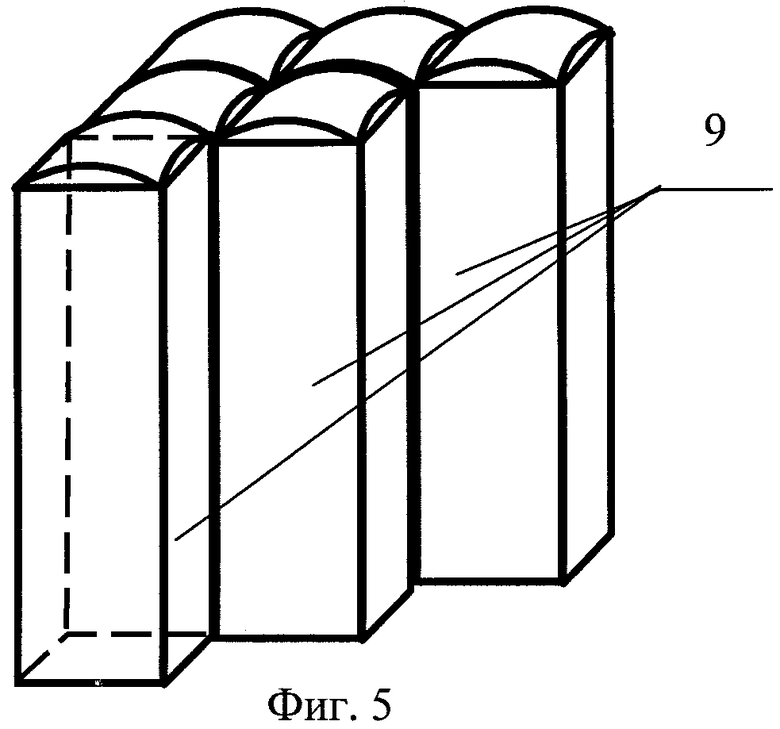
фиг.5 - фрагмент массива стержней;
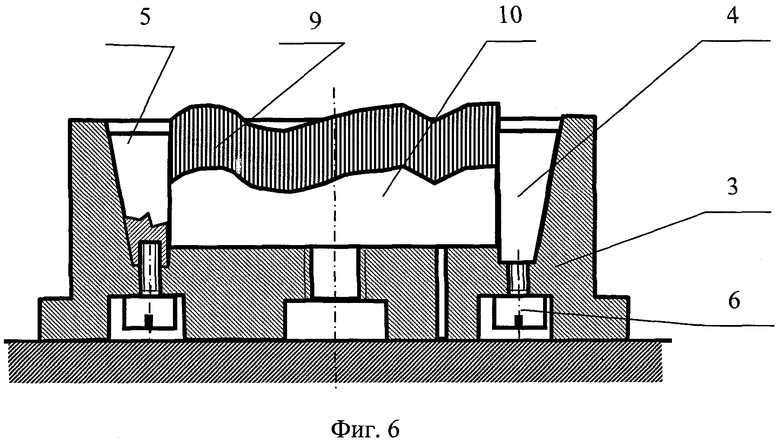
фиг.6 - верхняя или нижняя половины штампа с удаленной моделью гравюры штампа и зафиксированным массивом стержней;
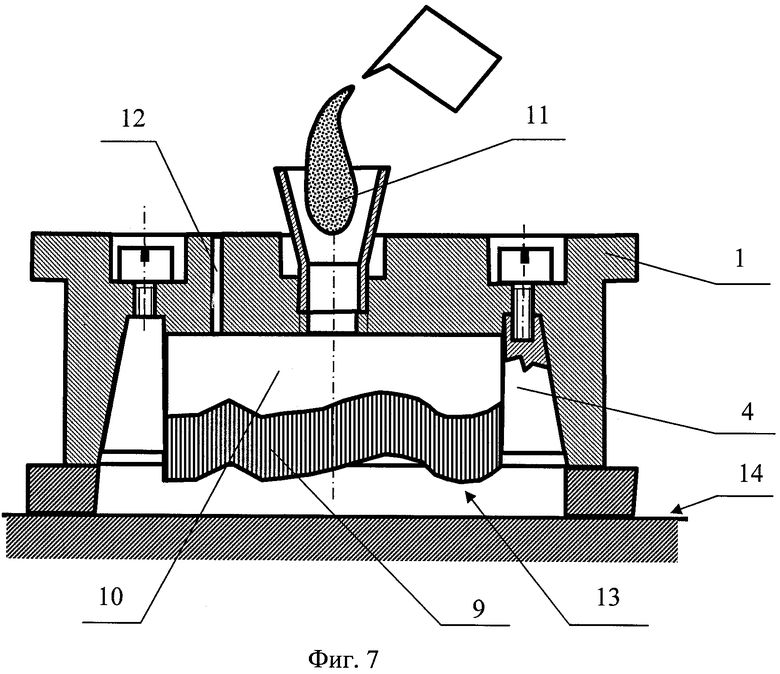
фиг.7 - этап заливки наполнителя в полость верхней или нижней половины штампа;
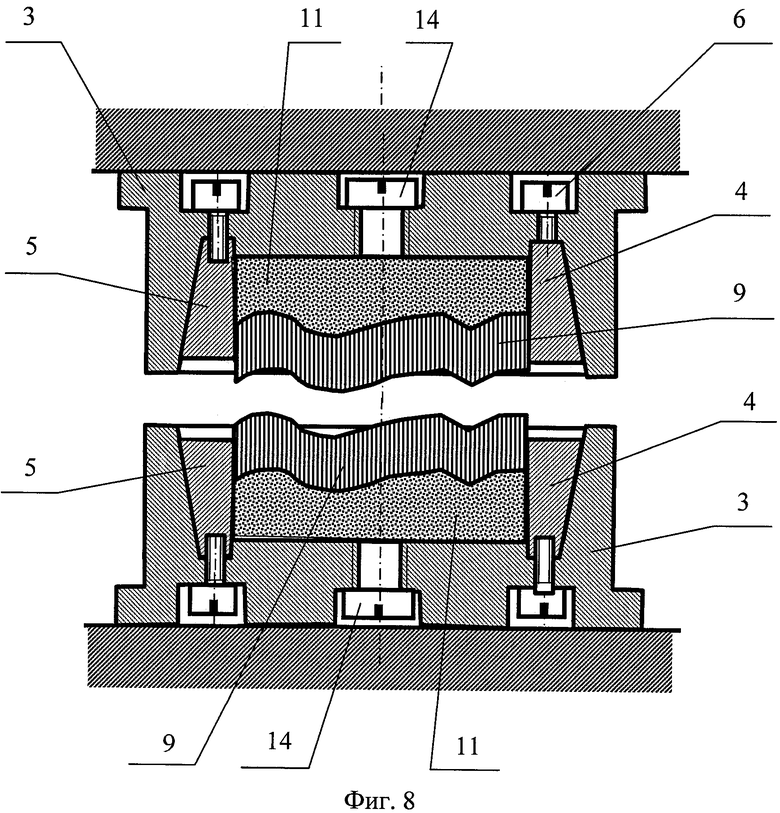
фиг.8 - штамп в сборе;
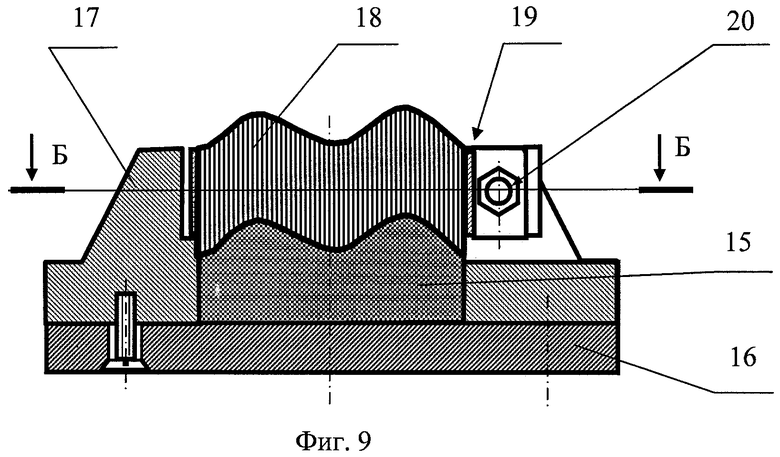
фиг.9 - вариант исполнения штампа с гравюрой на виде сверху в форме круга;
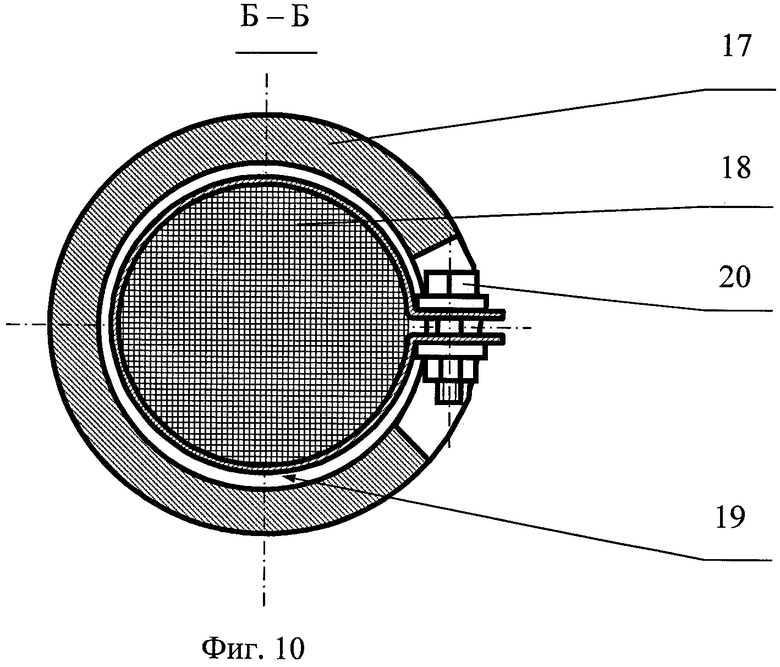
фиг.10 - сечение Б-Б фиг.9;
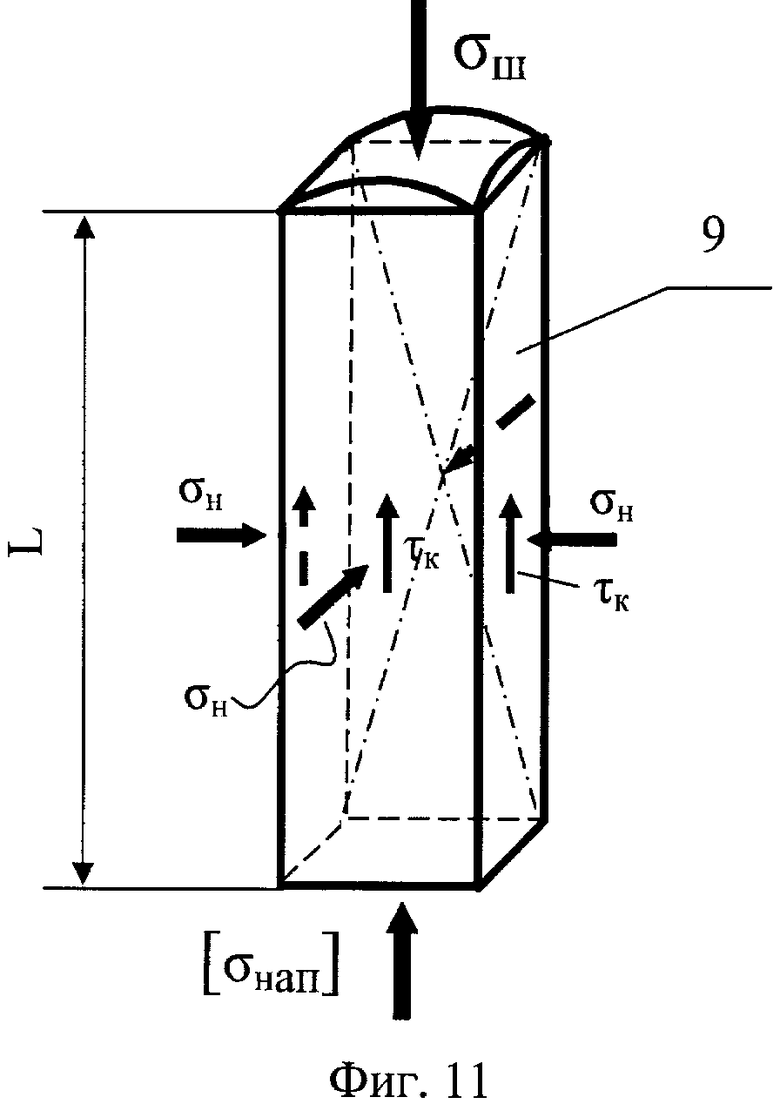
фиг.11 - геометрические параметры стержня и нагрузки, приложенные к стержню при его работе;
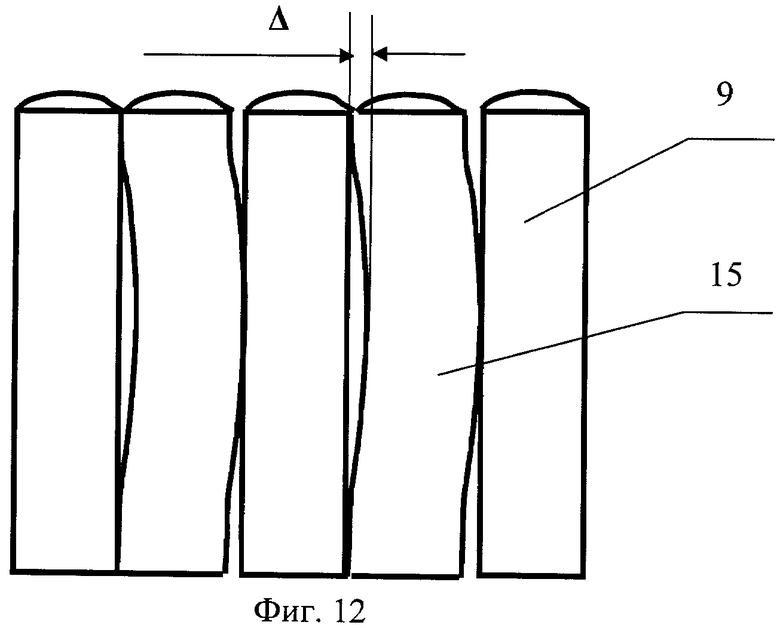
фиг.12 - вариант компоновки массива стержней из прямолинейных и изогнутых пружинных стержней;
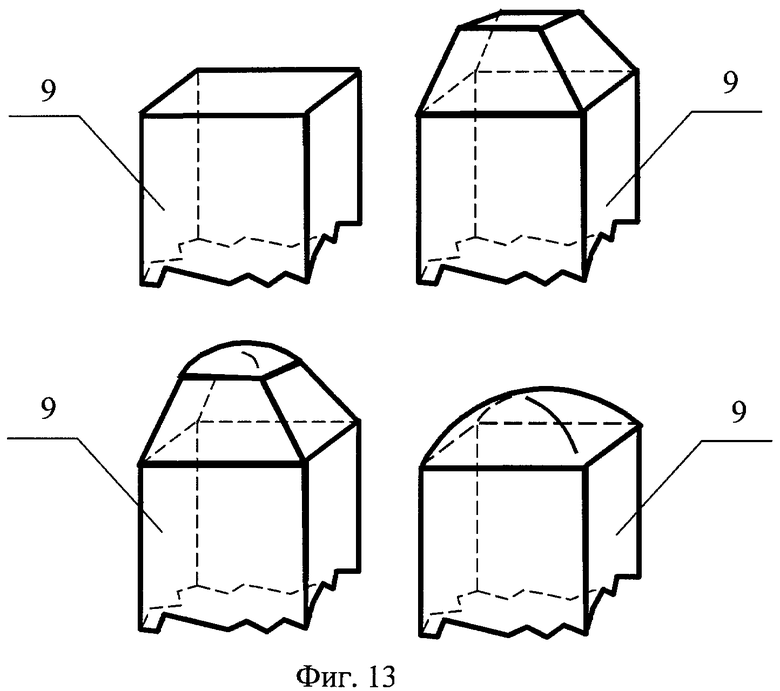
фиг.13 - пример вариантов исполнения рабочих торцевых поверхностей стержней.
Предлагаемый способ изготовления дискретной гравюры штампа реализуют следующим образом. Первоначально, на основе чертежа или математической модели детали, предназначенной для изготовления, разрабатывают трехмерные математические CAD-модели пуансона и матрицы (с учетом толщины исходной тонколистовой заготовки или толщин характерных зон изготавливаемой детали), являющиеся прототипами пуансона и матрицы будущего штампа.
Затем, в соответствии с CAD-моделями, изготавливают физические трехмерные модели пуансона и матрицы методом прототипирования, заключающемся, например, в послойном наращивании материала, составляющего модель. (Модели, выполненные методом прототипирования, могут изготавливаться из различных материалов (в зависимости от применяемой в оборудовании технологии): из пластиков, жидких смол, специальных порошков и др.)
Полученные твердотельные модели 1 (фиг.1) пуансона или матрицы устанавливают в полость 2 корпуса 3 штампа, оснащенного клиновыми вставками 4 и 5 с винтами 6. При этом полость 2 на виде по стрелке А (фиг.2) может иметь любую форму плоской геометрической фигуры. Для повышения технологичности и снижения трудоемкости изготовления штампа целесообразно полость 2, на виде по стрелке А, выполнить, например, в виде квадрата или прямоугольника, а грани полости 2 штампа, в этом случае, могут быть образованы, например, сочетанием вертикальных поверхностей клиновых вставок 5, 6 и аналогичных поверхностей корпуса 3 штампа. В другом исполнении - сочетанием лишь вертикальных поверхностей клиновых вставок 5, 6, 7 и 8 (фиг.3).
На следующем этапе на гравюру твердотельной модели 1 (фиг.4) пуансона или матрицы устанавливают стержни 9, имеющие одинаковую длину. Стержни 9 (фиг.5) могут быть выполнены, например, в виде прямых параллелепипедов с квадратным плоским основанием и противоположной основанию гранью в виде поверхности второго порядка, например части сферы. (Целесообразно, для повышения эксплуатационных характеристик, стержни 9 изготовить из высокопрочного материала.) Затем, после установки стержней 9, клиновые вставки 4 и 5 (фиг.2, 4) или вставки 4, 5, 7 и 8 (фиг.3) с помощью вращения винтов 6 перемещают вниз, обеспечивая силовой контакт между гранями стержней 9. При этом точки, являющиеся совокупностью вершин торцевых сферических участков стержней 9, занимают положение, соответствующее профилю гравюры пуансона или матрицы штампа.
Затем собранный узел помещают в нагревательное устройство, например печь для обжига. При нагреве узла штампа до определенной температуры, например 300°…600°С, в зависимости от материала модели, твердотельная модель 1 (фиг.6) выжигается с образованием полости 10.
После извлечения узла штампа из нагревательного устройства его полость 10 продувают, например сжатым воздухом, для удаления золы и заполняют наполнителем 11 (фиг.7) в расплавленном состоянии. При заливке наполнителя воздух из полости 10 вытесняется, например, через канал 12. В качестве наполнителя могут быть использованы пластмассы, легкоплавкие сплавы цветных металлов, например сплав Вуда, и иные вещества с температурой плавления ниже температуры отпуска материала стержней 9. Для повышения качества заливки полости 10 операцию заливки целесообразно выполнить при подогретом состоянии узла штампа, а для повышения жесткости массива стержней 9 при заливке наполнителя, между его рабочей поверхностью 13 и опорой 14 целесообразно поместить технологическую опору (не показано).
После отвердевания наполнителя, в результате его охлаждения, и установки заглушек 14 (фиг.8) для герметизации полости с наполнителем 11 узлы штампа, гравюры которых образуют дискретные поверхности пуансона и матрицы, устанавливают на пресс. При этом штамп готов к эксплуатации, например листовой штамповке деталей, форма и размеры которых определяются гравюрами пуансона и матрицы.
При изменении геометрических размеров, формы или конфигурации штампуемых листовых деталей, а также при необходимости штамповки на штампе деталей, отличающихся от предыдущих, узлы штампа, включающие в себя гравюры пуансона и матрицы, помещают в нагревательное устройство, предварительно удалив заглушки 14. В результате нагрева наполнитель 11 переходит в текучее состояние и удаляется из полостей 10 (фиг.6). Перемещая клиновые вставки 4, 5, или 4, 5, 7, 8 (фиг.3), снимают силовую нагрузку, действующую между гранями стержней 9, и извлекают стержни из узла штампа, переводя, тем самым, отмеченный узел в первоначальное состояние. Далее оснащение штампа новыми гравюрами пунсона и матрицы аналогично ранее описанной процедуре.
В другом варианте штампа его рабочие гравюры на виде сверху могут быть выполнены, например, в виде круга, как показано на фиг.9 и 10. При этом, аналогично ранее описанной последовательности изготовления гравюры, в его цилиндрическую полость устанавливают модель 15 (фиг.9), обеспечивают контакт ее основания с плитой 16, которую жестко фиксируют на корпусе 17 штампа, например, резьбовым соединением. Затем на модель 15 устанавливают комплект стержней 18 и стягивают его хомутом 19 (фиг.9, 10) с помощью резьбового соединения 20, обеспечивая жесткость массива стержней 18.
Этот вариант реализации способа является более предпочтительным по сравнению с предыдущим. Он позволяет, после этапа установки и фиксации стержней, удалить модель 15, сохранив ее целостность. Для этого отделяют плиту 16 от корпуса 17 штампа и извлекают модель 15. Дальнейшая последовательность реализации способа аналогична ранее описанному.
Кроме того, отмеченный вариант реализации способа позволяет применить (использовать) модель 15, изготовленную не только прототипированием, но и изготовленную, например, из гипса, пластика, дерева и иных материалов по соответствующим технологиям.
При проектировании штампа, а именно разработке конструкции его рабочих элементов - стержней 9 (фиг.5), в общем случае поперечные сечения стержней могут иметь различную форму и характерные размеры. Для увеличения количества дискретных точек, взаимодействующих со штампуемой листовой заготовкой, целесообразно максимально возможно уменьшать характерные размеры поперечного сечения стержней. Для повышения жесткости гравюр матрицы и пуансона и увеличения надежности их работы целесообразно обеспечить максимальную площадь контакта между боковыми поверхностями стержней, например, выполнив поперечные сечения стержней в виде квадрата, прямоугольника и иных фигур, имеющих прямолинейные стороны сечения.
Торцевые поверхности стержней могут быть выполнены не только в виде поверхностей второго порядка, но и иных форм, показанных в качестве примера на фиг.13. При этом массив стержней 18 может включать в себя различные стержни с различной формой рабочей торцевой поверхности.
Длину стержней в первом приближении можно определить, рассмотрев условие равновесия стержня 9 (фиг.11) под действием нагрузок, возникающих при его эксплуатации. При этом верхний рабочий торец стержня нагружен, в первом приближении, равномерно распределенной нагрузкой σш, воспринимаемой стержнем и численно равной напряжению штамповки листовой заготовки, определяемой в результате анализа процесса формоизменения заготовки без учета или с учетом упрочнения ее материала. На противоположный, нижний торец стержня действуют равномерно распределенные напряжения [σнап], равные допускаемым напряжениям на сжатие материала наполнителя. Боковые стороны стержня нагружены равномерно распределенными нормальными напряжениями σн, возникающими в результате взаимодействия клиновых вставок штампа со стержнями. Величина этих напряжений определяется в результате силового анализа работы клиновых вставок штампа при обеспечении им жесткой фиксации стержней. При этом касательные напряжения τк, возникающие на боковых поверхностях стержней, можно определить по закону Амонтона - Кулона, в виде

где µ - коэффициент трения.
Условие равновесия стержня в этом случае имеет вид

где Sст - площадь сечения стержня плоскостью, перпендикулярной его граням; SΣбок - суммарная площадь боковых граней:

где Р - периметр основания стержня, L - длина стержня.
После преобразования выражения (2), с учетом выражений (1) и (3), длина стержня определяется выражением

Выражение (4) показывает, что длина стержня зависит от механических свойств штампуемого материала, свойств наполнителя, площади и периметра его поперечного сечения, коэффициента трения и нагрузок, развиваемых элементами штампа при фиксации стержней.
При фиксированной длине стержней L выражение (4) можно записать в виде

Выражение (5) позволяет определить минимально необходимые требуемые свойства наполнителя при штамповке листовой детали, материал которой требует для формоизменения заготовки создания напряжений σш, при фиксированных геометрических значениях применяемых стержней и возможностях конструкции штампа по их фиксации. То есть определить требования к наполнителю, обеспечивающего равновесие блока стержней при штамповке детали.
При этом, как частный случай, описанный способ изготовления дискретной гравюры штампа может быть реализован на этапе установки и фиксации массива стержней на модель, изготовленную прототипированием, как показано на фиг.4. То есть, зная допускаемые удельные нагрузки на сжатие материала модели и максимальные удельные нагрузки, необходимые для формоизменения листовой заготовки, можно обеспечить равновесие блока стержней путем увеличения силы сжатия и коэффициента трения между контактирующими поверхностям стержней, увеличения длины стержней, оптимизацией формы их поперечного сечения, а также количества стержней, участвующих в формоизменении листовой заготовки.
При этом следует отметить, что конструкция узлов штампа, оснащаемых массивом стержней, предусматривает создание замкнутого объема для заливки наполнителя. Это позволяет повысить жесткость наполнителя (путем создания гидростатического давления наполнителя), воспринимающего через стержни рабочие нагрузки, накладываемые на штампуемую листовую заготовку.
Кроме того, для повышения надежности передачи в зону массива стержней сил, развиваемых клиновыми вставками, и жесткости массива стержней в рабочем состоянии, целесообразно в состав массива стержней включить, ориентировочно до 30%, изогнутых стержней 15 (фиг.12). При этом стрелу прогиба Δ изогнутого стержня в ненагруженном состоянии выполняют в диапазоне 0,3…2,0 мм, в зависимости от геометрических характеристик стержня, и уточняют опытным путем, добиваясь исчезновения стрелы прогиба Δ при нагруженном состоянии стержней со стороны клиновых вставок. При этом изогнутый стержень работает как пружинный элемент в упругой области деформаций в направлении стрелы прогиба.
Предложенный способ изготовления дискретной гравюры штампа и его конструкция позволяет снизить трудоемкость изменения геометрических параметров гравюр пуансона и матрицы штампа, повысить мобильность производства за счет сокращения времени на его подготовку при смене изготавливаемых деталей, а также повысить эффективность производства путем снижения себестоимости изготавливаемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЮГЕЛЬНОГО ПРОТЕЗА | 2014 |
|
RU2623032C2 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ СПОСОБОМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2012 |
|
RU2525010C1 |
| Способ изготовления штампов | 1989 |
|
SU1692709A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| Штамп для закрытой объемной штамповки | 1985 |
|
SU1268272A1 |
| Способ изготовления деформирующего инструмента для листовой штамповки | 2023 |
|
RU2840369C2 |
| Штамп для штамповки поковок с оребрением | 1991 |
|
SU1794575A1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
Способ изготовления дискретных гравюр штампов заключается в том, что штамп получают совокупностью дискретных точек, принадлежащих вершинам массива стержней, которые регулируют до образования вершинами стержней требуемой гравюры, устанавливая стержни на трехмерную твердотельную модель гравюры штампа, и затем фиксируют положение стержней, при этом все стержни массива изготавливают одной длины. Трехмерную твердотельную модель с массивом стержней помещают в емкость, после фиксации взаимного положения стержней модель удаляют, а образовавшуюся полость под стержнями заполняют наполнителем. Свойства наполнителя определяют с учетом допускаемого напряжения на сжатие материала наполнителя, напряжения штамповки, воспринимаемого стержнем, коэффициента трения и нормального давления между контактирующими поверхностями стержней соответственно, а также других параметров. Стержни массива фиксируют клиновыми вставками, которые располагают в боковых поверхностях емкости. Трехмерную твердотельную модель гравюры изготавливают методом прототипирования. Стержни изготавливают с вершинами в виде поверхностей второго порядка. Технический результат - обеспечение возможности изменения взаимного положения дискретных точек, принадлежащих массиву стержней, без механической доработки стержней, и возможности изготовления деталей различной формы при использовании штампа с одним и тем же массивом стержней. 5 з.п. ф-лы, 13 ил.
1. Способ изготовления дискретной гравюры штампа, образованной совокупностью дискретных точек, принадлежащих вершинам массива стержней, взаимное положение которых регулируют до образования вершинами стержней требуемой гравюры и фиксируют это положение, отличающийся тем, что предварительно изготавливают трехмерную твердотельную модель гравюры штампа, регулировку взаимного положения стержней осуществляют с использованием этой модели, для чего стержни устанавливают на модель, при этом все стержни массива изготавливают одной длины.
2. Способ изготовления дискретной гравюры штампа по п.1, отличающийся тем, что трехмерную твердотельную модель с массивом стержней помещают в емкость, после фиксации взаимного положения стержней модель удаляют, а образовавшуюся полость под стержнями заполняют наполнителем, свойства которого определяют по выражению
[σсм]=σо-µσнРL/Sст,
где [σсм] - допускаемое напряжение на сжатие материала наполнителя;
σо - напряжение штамповки листовой заготовки, воспринимаемое стержнем;
µ, σн - коэффициент трения и нормальное давление между контактирующими поверхностями стержней соответственно;
Р - периметр поперечного сечения стержня;
L - длина стержня;
Sст - площадь основания стержня контактирующего с наполнителем.
3. Способ изготовления дискретной гравюры штампа по п.2, отличающийся тем, что стержни массива фиксируют клиновыми вставками, которые располагают в боковых поверхностях емкости.
4. Способ изготовления дискретной гравюры штампа по п.1, или 2, или 3, отличающийся тем, что трехмерную твердотельную модель гравюры изготавливают методом прототипирования.
5. Способ изготовления дискретной гравюры штампа по п.1, или 2, или 3, отличающийся тем, что стержни изготавливают с вершинами в виде поверхностей второго порядка, например части сферы.
6. Способ изготовления дискретной гравюры штампа по п.4, отличающийся тем, что стержни изготавливают с вершинами в виде поверхностей второго порядка, например части сферы.
| УСТРОЙСТВО ДОЗИРОВАНИЯ ПОДЩЕЛАЧИВАЮЩЕГО РЕАГЕНТА АНАЛИЗАТОРА НАТРИЯ | 2018 |
|
RU2690070C1 |
| WO 2010102578 A1, 16.09.2010 | |||
| БАЗОВАЯ СТАНЦИЯ И СПОСОБ УПРАВЛЕНИЯ СВЯЗЬЮ | 2007 |
|
RU2460239C2 |
| JP 5076937 A, 30.03.1993 | |||
| Универсальный шмамп с эластичной матрицей | 1976 |
|
SU615998A1 |

