Изобретений относится к обработке металлов давлением, в частности к устройствам для малоотходной штаг.мопки плоских прямоугольных дета л с п.
Цель изобретения - попьмиение производительности и расширение номенклатуры получаемых деталей.
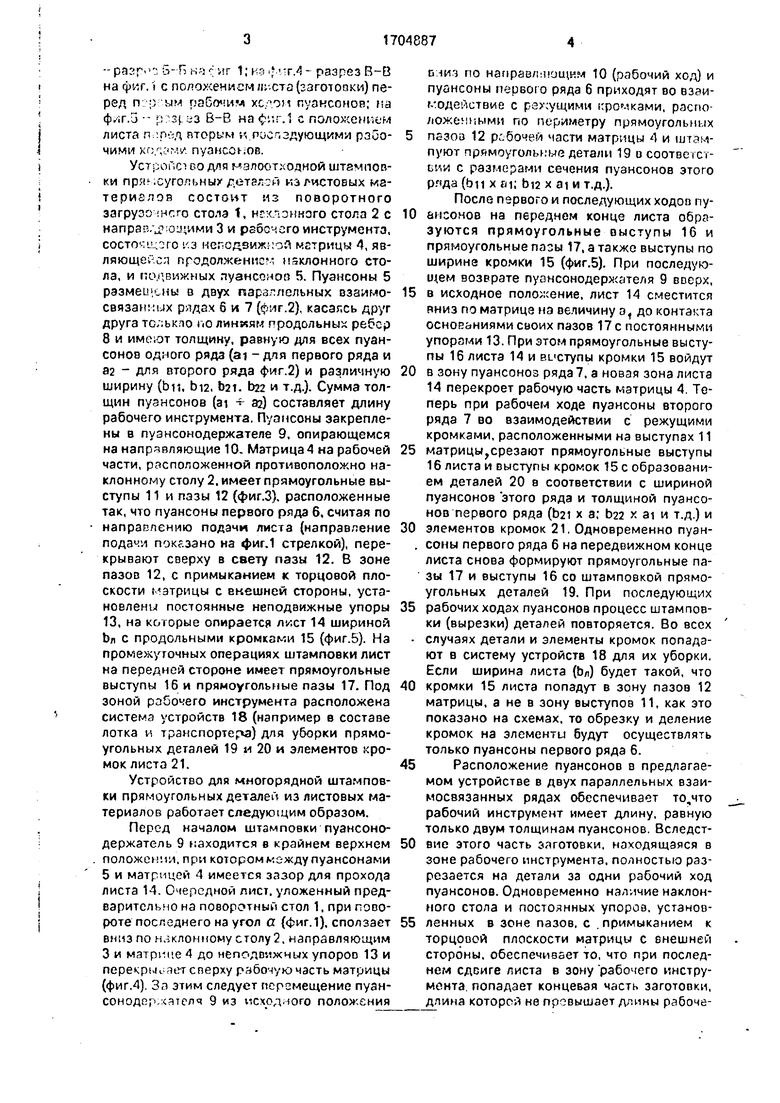
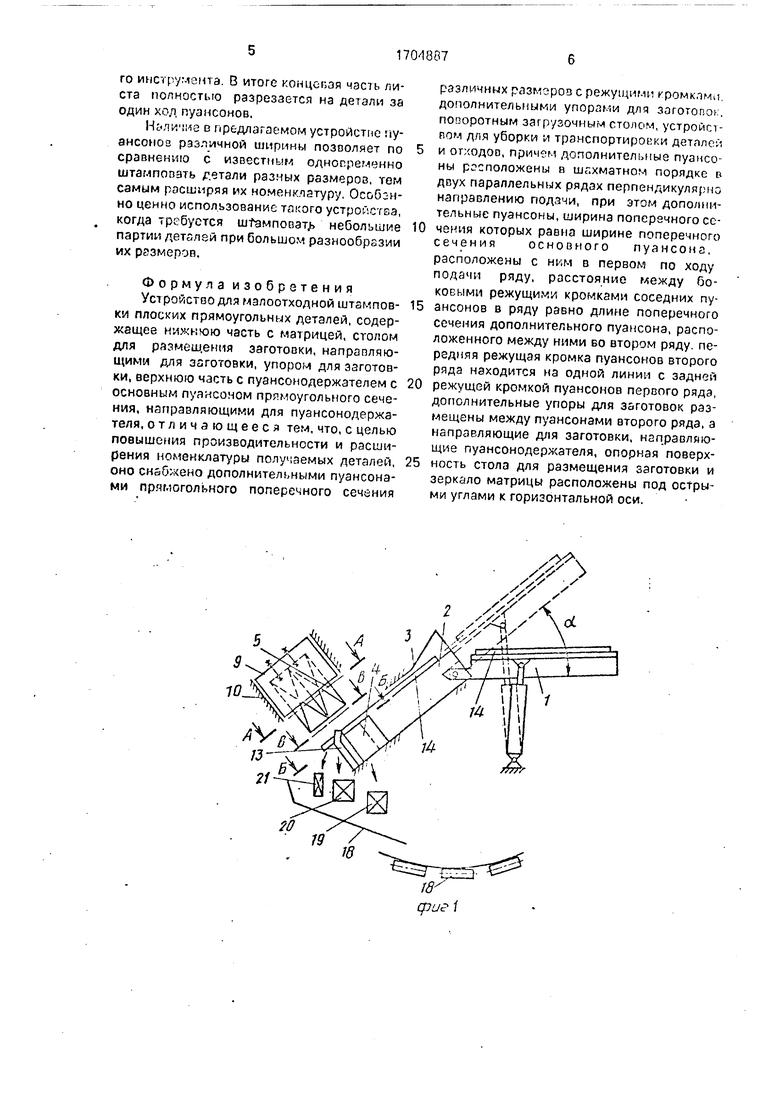
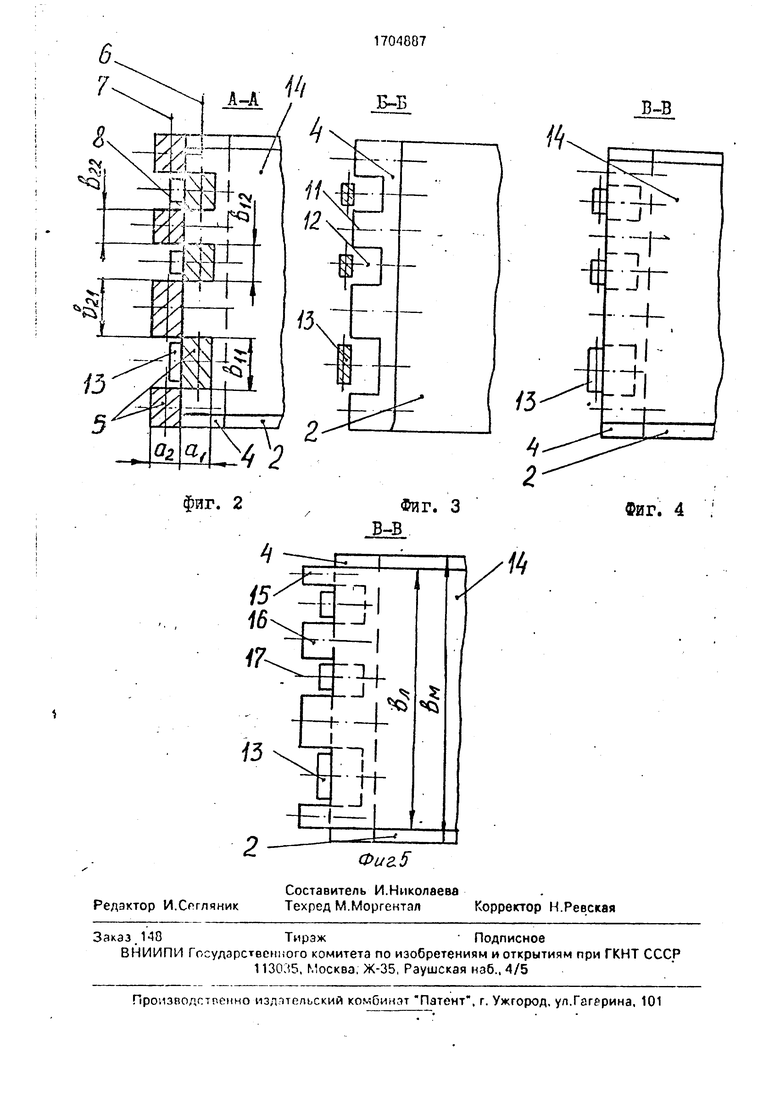
На фиг.1 показан общий вид устройства; на фиг.2 - разрез А-А на фиг.1; но фиг.3-разр 1 5-П на с/иг 1; .4- разрез В-В на фиг. i с положением /n-.ста (заготовки) перед п :р ым рабочим хс.лом пуансонов; ма ф,;г.5-- (з В-В наф-..r.l с положением листа П::пнд вторым и пис здующими рзоо- чими пуансонов.
Устропст со для излоотходной штамповки прямоугольных1 деталей из листовых материалов состоит из поворотного загрузочнсго стола 1, нгхлэнного стола 2с напревающими 3 и рабочего инструмента, состо -цаго кз неподвижной матрицы 4, являющейся продолжением наклонного стола, и подвижных пуансонов 5. Пуансоны 5 размещены в двух параллельных взаимо- связанных рядах б и 7 (фиг.2), касаясь друг друга тслькло по линиям продольных ребер 8 и имеют толщину, равную для всех пуансонов одного ряда (ai - для первого ряда и 82 - для второго ряда фиг.2) и различную ширину (Ьп, , . 022 и т.д.). Сумма толщин пуансонов (ai 32) составляет длину рабочего инструмента. Пуансоны закреплены в пуэнеоне-держателе 9. опирающемся на направляющие 10. Матрица 4 на рабочей части, расположенной противоположно наклонному столу 2. имеет прямоугольные выступы 11 и пазы 12 (фиг.З). расположенные так, что пуансоны первого ряда 6. считая по направлению подэчи листа {направление подачи показано на фиг.1 стрелкой), перекрывают сверху в свету пазы 12. В зоне пазов 12, с примыканием к торцовой плоскости матрицы с вкешней стороны, установлены постоянные неподвижные упоры 13, на которые опирается лист 14 шириной bn с продольными кромками 15 (фиг.5). На промежуточных операциях штамповки лист на передней стороне имеет прямоугольные выступы 16 и прямоугольные пазы 17. Под зоной рабочего инструмента расположена система устройств 18 (например в составе лотка и транспортер) для уборки прямоугольных деталей 19 и 20 и элементов кромок листа 21.
Устройство для многорядной штамповки прямоугольных деталей из листовых материалов работает следующим образом.
Перед началом штамповки пуансоно- держатель 9 находится в крайнем верхнем . положении, при котором между пуансонами 5 и матрицей 4 имеется зазор для прохода листа 14. Очередной лист, уложенный предварительно на поворотный стол 1, при повороте последнего на угол а (фиг.1). сползает вниз по наклонному стопу 2, направляющим 3 и матрице 4 до неподвижных упороо 13 и перекрывает сперху рабочую часть матрицы (фиг.4). За этим следует перемещение пуан- сонодпр.хателч 9 из исходного положения
о.-шч по направляющим 10 (рабочий ход) и пуансоны первого ряда б приходят во взаимодействие с рэ ущими кромками, расположенными по периметру прямоугольных пазоа 12 рабочей части матрицы А и штампуют прямоугольные детали 19 и соответствии с размерами сечения пуансонов этого ряда (bn x ai; bi2 x ai и т.д.).
После первого и последующих ходов пуансонов на переднем конце листа образуются прямоугольные выступы 16 и прямоугольные пазы 17, а также выступы по ширине кромки 15 (фиг.5). При последующем возврате пуансонодержателя 9 воерх, в исходное положение, лист 14 сместится вниз по матрице на величину а, до контакта основаниями своих пазов 17с постоянными упорами 13. При этом прямоугольные выступы 16 листа 14 и виступы кромки 15 войдут в зону пуансоноз ряда 7. а новая зона листа 14 перекроет рабочую часть матрицы 4. Теперь при рабочем ходе пуансоны второго ряда 7 во взаимодействии с режущими кромками, расположенными на выступах 11 матрицы срезают прямоугольные выступы 16 листа и выступы кромок 15с образованием деталей 20 в соответствии с шириной пуансонов этого ряда и толщиной пуансонов первого ряда (D2i x а; 022 x ai и т.д.) и элементов кромок 21, Одновременно пуансоны первого ряда 6 на передвижном конце листа снова формируют прямоугольные пазы 17 и выступы 16 со штамповкой прямоугольных деталей 19. При последующих рабочих ходзх пуансонов процесс штамповки (вырезки) деталей повторяется. Во всех случаях детали и элементы кромок попадают в систему устройств 18 для их уборки. Если ширина листа (Ья) будет такой, что кромки 15 листа попадут в зону пазов 12 матрицы, а не в зону выступов 11, как это показано на схемах, то обрезку и деление кромок на элементы будут осуществлять только пуансоны первого ряда б.
Расположение пуансонов в предлагаемом устройстве в двух параллельных взаимосвязанных рядах обеспечивает то,что рабочий инструмент имеет длину, равную только двум толщинам пуансонов. Вследствие этого часть заготовки, находящаяся в зоне рабочего инструмента, полностью разрезается на детали за одни рабочий ход пуансонов. Одновременно наличие наклонного стола и постоянных упоров, установленных в зоне пазов, с .примыканием к торцовой плоскости матрицы с внешней стороны, обеспечивает то, что при последнем сдоиге листа в зону рабочего инструмента, попадает концевая часть заготовки, длина которой не превышает длины рабочего инструмента. В итоге концевая часть листа полностью разрезается на детали за один ход пуансонов,
Наличие в предлагаемом устройстве пуансонов различной ширины позволяет по сравнению с известным одновременно штамповать детали разных размеров, тем самым расширяя их номенклатуру. Особэн- но ценно использование такого устройства, когда требуется штамповать небольшие партии деталей при большом разнообразии их размеров.
Формула изобретения Устройство для мэлоотходной штампов- ки плоских прямоугольных деталей, содержащее нижнюю часть с матрицей, столом для размещения заготовки, направляющими для заготовки, упором для заготовки, верхнюю часть с пуансонодержателем с основным пуансоном прямоугольного сечения, направляющими для пуансонодержа- теля, отличающееся тем, что, с целью повышения производительности и расширения номенклатуры получаемых деталей, оно снабжено дополнительными пуансонами прямогольного поперечного сечения
различных размзроз с режущими кромками, дополнительными упорами для заготовок, поворотным загрузочным столом, устройством для уборки и транспортировки деталей и огходоо, причем дополнительные пуансоны расположены в шг.хматном порядке в двух параллельных рядах перпендикулярно направлению подачи, при этом дополнительные пуансоны, ширина поперечного сечения которых равна ширине поперечного сечения основного пуансона, расположены с ним в первом по ходу подачи ряду, расстояние между боковыми режущими кромками соседних пуансонов в ряду равно длине поперечного сечения дополнительного пуансона, расположенного между ними во втором ряду, передняя режущая кромка пуансонов второго ряда находится на одной линии с задней режущей кромкой пуансонов первого ряда, дополнительные упоры для заготовок размещены между пуансонами второго ряда, а направляющие для заготовки, направляющие пуансонодержателя, опорная поверхность стола для размещения заготовки и зеркало матрицы расположены под острыми углами к горизонтальной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для последовательной малоотходной вырубки | 1991 |
|
SU1773534A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2011457C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756677C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Канцелярский дырокол | 1988 |
|
SU1639951A1 |
| Матричный узел отрезки многопереходного штампа | 1985 |
|
SU1274814A2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК РЕЗАНИЕМ ДЛЯ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2013 |
|
RU2560814C2 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение производительности и рэсши- ренг.е номенклатуры получаемых деталей. Перед началом шглмповки пуансонодержа- тель 9 находится t крайнем верхнем положении, при котором между пуансонами 5 и матрицей 4 имеется зазор для прохода листа. Очередной лист, уложенный предварительно НЕ позорот+шй стол 1, при повороте последнего на угол а , сползает вниз по наклонному столу2. направляющим 3 и матрице 4 до неподвижных упоров 13 и перекрывает сверху рабочую часть матрицы. За этим следует перемещение пуансо- нодержзтеля 9 из исходного положения вниз по направляющим 10 (рабочий ход), и пуансоны первого ряда приходят во взаимодействие с режущими кромками, расположенными по периметру прямоугольных пазов рабочей части матрицы 4 и штампуют прямоугольные детали 19 в соответствии с размерами сечения пуансонов этого ряда. После первого и последующих ходов пуансонов на переднем конце листа образуются прямоугольные выступы и прямоугольные пазы, а также выступы по ширине кромки. При последующем возврате пуансонодержателя 9 вверх в исходное положение лист 14 сместится вниз по матрице до контакта основаниями вырубленных пазов с упорами 13. При этом вырубленные прямоугольные выступы листа и выступы кромки войдут в зону пуансоноз второго ряда, а нсоая зона листа перекроет рабочую часть матрицы 4, Теперь при рабочем ходе пуансоны второго ряда во взаимодействии с режущими кромками, расположенными на выступах матрицы,срезают прямоугольные выступы листа и выступы кромок с образованием деталей 20 в соответствии с шириной пуансонов этого ряда и толщиной пуансонов первого ряда. Одновременно пуансоны первого ряда на переднем конце листа снова формируют прямоугольные пазы и выступы со штамповкой деталей 19. При последующих рабочих ходах пуансонов процесс штамповки (вырезки) деталей повторяется. Во всех случаях детали и элементы кромок попадают в систему устройств 18 для их уборки. 5 ил. |2 О Ји СЭ СО VJ
20
| Волосатое В.А | |||
| Безотходная и малоот- ходнзя штамповка листовых деталей | |||
| М-Л.: Машгиз, 1961, с | |||
| Счетный сектор | 1919 |
|
SU107A1 |
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
