Изобретение относится к устройствам для абразивоструйной обработки и, в частности, к соплам, предназначенным для обработки гидроабразивными и пневмоабразивными струями труднодоступных мест деталей, таких как внутренние поверхности труб, поверхности глухих малоразмерных отверстий и т.п.
В абразивоструйных устройствах сопла являются основной высокотехнологичной и дорогостоящей деталью, подвергаемой интенсивному абразивному износу, поэтому срок службы сопел имеет большое значение. Известны сопла для обработки внутренних поверхностей деталей, имеющие корпус в виде стакана, в донной или боковой части которого выполнены каналы вывода абразивосодержащей струи, расположенные под разными углами к оси сопла (патент JP 2002160163, кл. B24C 1/10, 2002 г., патент DE №102006028393, кл. B23C 3/32, 2007 г.). В известных соплах каналы выполнены под достаточно большим углом, преимущественно под углом 45°, для обеспечения большого разлета струи на выходе из канала, что способствует при обработке деталей охвату абразивосодержащей струей сразу большой зоны поверхности, обеспечивая высокую производительность обработки.
Известно устройство для подачи абразивосодержащей смеси на обрабатываемую поверхность под углом 90° (патент США №6042458). Устройство содержит выполненное в виде трубки сопло с центральным каналом и глухой донной частью. Боковая стенка трубки снабжена каналом вывода абразивосодержащей смеси, ось которого направлена под углом 90° к оси центрального канала. Сопло с таким каналом обеспечивает получение на обрабатываемой поверхности сфокусированного рабочего пятна. Такие сопла особенно необходимы при обработке внутренних поверхностей малогабаритных деталей, труднодоступных поверхностей, поверхностей, имеющих ограничения по размеру, для обработки поверхностей, требующей большой напор струи и т.п. Недостатком такого сопла является невысокий срок службы инструмента из-за быстрого износа наиболее слабого участка сопла - части стенки сопла, находящейся под каналом вывода абразивосодержащей смеси на его выходе. В результате такого износа меняется форма канала и направление струи из абразивосодержащей смеси отклоняется от перпендикуляра к оси сопла, при этом конструктивно сопло приближается к угловому выполнению инструмента. Такое сопло подлежит замене на новое.
Технической задачей изобретения является повышение срока службы сопла.
Для реализации технической задачи в сопле для абразивоструйной обработки поверхностей, содержащем корпус, выполненный в виде стакана, внутренняя полость которого образует глухой центральный канал с донной частью и боковой стенкой, снабженной, по меньшей мере, одним боковым каналом для выхода абразивосодержащей смеси, боковой канал выполнен с наклоном относительно нормали к оси центрального канала, при этом угол наклона бокового канала составляет 1-5°, а направление наклона выбрано в сторону от донной части центрального канала к его входному отверстию.
По мере абразивного износа участка стенки корпуса сопла, находящегося под выходным отверстием бокового канала, меняется направление бокового канала, которое при некотором износе может составить с осью центрального канала угол 90°. При дальнейшем абразивном износе происходит отклонение бокового канала от нормали в противоположную от первоначального наклона сторону. В результате срок службы сопла может быть увеличен до 2 раз.
Конструкция сопла поясняется фиг.1.
Сопло содержит корпус 1, выполненный в виде стакана, внутренняя полость которого образует глухой центральный канал 2 с входным отверстием 3. Центральный канал ограничен донной частью 4 и боковой стенкой 5. В боковой стенке 3 стакана выполнен боковой канал 6. Боковой канал имеем входное отверстие 7, соединяющее его с центральным каналом, и выходное отверстие 8 на наружной поверхности корпуса сопла для выпуска абразивосодержащей струи. Боковой канал расположен наклонно относительно нормали 9 к оси центрального канала. Угол наклона α составляет 1-5°. Направление наклона бокового канала выбрано в сторону от донной части центрального канала 2 к входному его отверстию. При обработке детали предварительно подготовленная пневмо- или гидроабразивная смесь под большим давлением поступает в центральный канал 4 сопла, из которого через боковой канал 6 выбрасывается в виде высокоэнергетической струи на обрабатываемую поверхность. При выходе абразивосодержащей струи из выходного отверстия 8 бокового канала участок стенки корпуса сопла 10 подвергается интенсивному абразивному воздействию абразивосодержащей струей, происходит износ этой части стенки корпуса, в результате чего канал вначале получает нормальное к оси центрального канала направление 11, при дальнейшем абразивном износе канал отклоняется вниз к донной части центрального канала, получая направление 12 в сторону, противоположную первоначальному наклону. При отклонении бокового канала вниз на угол 1-5° срок службы сопла может увеличиться до 2 раз.
Угол наклона α=1-5° бокового канала сопла относительно нормали к оси центрального канала обеспечивает стабильную работу сопла при обработке малогабаритных поверхностей, труднодоступных мест и т.п., т.е. таких поверхностей деталей, для обработки которых требуется сфокусированное пятно. Увеличение угла наклона приведет к расширению охвата абразивосодержащей струей обрабатываемой поверхности, приближая конструкцию сопла к угловому исполнению, уменьшение угла наклона бокового канала - к уменьшению эффекта, который мог бы быть получен от заявленного технического решения.
В качестве материала для изготовления сопел используют абразивостойкие дорогостоящие материалы, такие как природный или синтетический алмазы, алмазные поликристаллические материалы, полученные синтезом при высоких давлениях и температурах, алмазные спеченные композиционные материалы, кубический нитрид бора, износостойкую керамику и др.
Число боковых каналов в сопле определяется условиями обработки: конструктивными особенностями поверхности обработки, габаритными размерами обрабатываемой детали и самого сопла и т.д. В сопле может быть выполнен один канал или более каналов, равномерно распределенных по окружности корпуса или сосредоточенных на определенном его участке.
Таким образом, выполнение бокового канала под небольшим углом, равным 1-5° относительно нормали к оси центрального канала, позволяет существенно увеличить срок службы дорогостоящего инструмента, изготовление которого является трудоемким технологическим процессом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивоструйное устройство | 1984 |
|
SU1268391A1 |
| Сопло для абразивоструйной обработки деталей | 1972 |
|
SU861048A1 |
| УСТРОЙСТВО ДЛЯ ВДУВАНИЯ ПЫЛЕВИДНОГО УГЛЯ В МЕТАЛЛОПРИЕМНИК ДОМЕННОЙ ПЕЧИ | 1993 |
|
RU2103375C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2006 |
|
RU2325987C2 |
| ФОРСУНКА ДЛЯ РАСПЫЛИВАНИЯ ВЯЗКИХ ЖИДКОСТЕЙ | 2003 |
|
RU2230985C1 |
| АБРАЗИВОСТРУЙНЫЙ АППАРАТ | 1992 |
|
RU2057632C1 |
| ПУЛЬСАЦИОННЫЙ АППАРАТ РОТОРНОГО ТИПА ДЛЯ ОБРАБОТКИ АБРАЗИВОСОДЕРЖАЩИХ СМЕСЕЙ | 2007 |
|
RU2343966C1 |
| ОБРАТНЫЙ КЛАПАН | 1997 |
|
RU2132507C1 |
| КЛАПАННЫЙ УЗЕЛ НАСОСА | 2003 |
|
RU2241887C1 |
| Абразивоструйное сопло | 1972 |
|
SU589112A1 |
Изобретение относится к устройствам для струйно-абразивной обработки, в частности к соплам, предназначенным для обработки труднодоступных мест деталей. Сопло содержит корпус, выполненный в виде стакана, внутренняя полость которого образует глухой центральный канал с донной частью и боковой стенкой. В боковой стенке стакана выполнен боковой канал для выхода абразивосодержащей смеси. Боковой канал выполнен с наклоном относительно нормали к оси центрального канала в направлении от донной части центрального канала к его входному отверстию. Угол наклона бокового канала составляет 1-5°. В результате повышается срок службы сопла. 1 ил.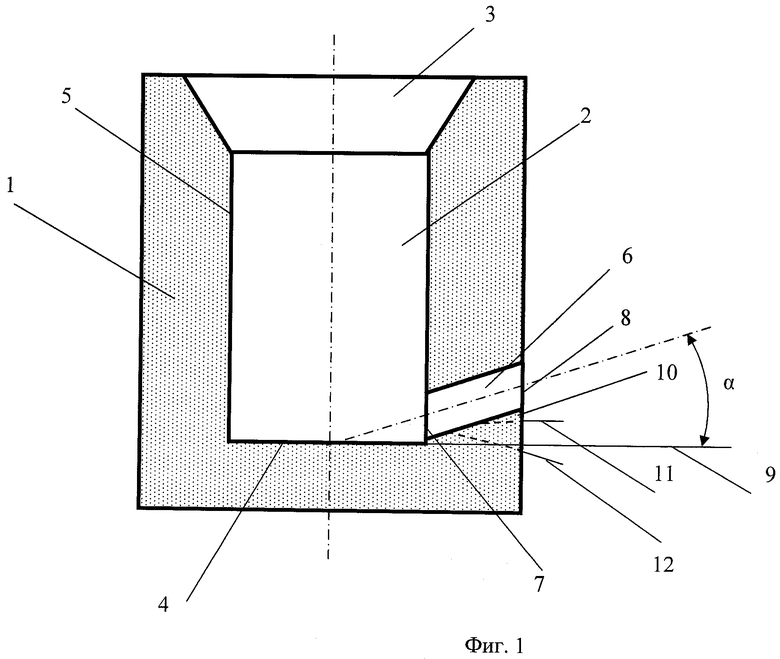
Сопло для абразивоструйной обработки поверхностей, содержащее корпус, выполненный в виде стакана, внутренняя полость которого образует глухой центральный канал с донной частью и боковой стенкой, снабженной, по меньшей мере, одним боковым каналом для выхода абразивосодержащей смеси, отличающееся тем, что боковой канал выполнен с наклоном относительно нормали к оси центрального канала, при этом угол наклона бокового канала составляет 1-5°, а направление наклона выбрано в сторону от донной части центрального канала к его входному отверстию.
| US 6042458 A, 28.03.2000 | |||
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2201329C1 |
| ФОРСУНКА ПЕСКОСТРУЙНОГО АППАРАТА ДЛЯ БЕСПЫЛЕВОЙ СТРУЙНОЙ ОЧИСТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2107606C1 |
| DE 202005018108 U1, 12.01.2006. | |||

