ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области формирования наборов изделий.
УРОВЕНЬ ТЕХНИКИ
Сегодня производственные системы для потребительских товаров должны работать эффективно и быстро, чтобы производителю было выгодно представить товар на рынок по конкурентоспособной цене. Особенно это касается таких потребительских товаров, как упакованные продукты питания, товары бытовой химии и изделия из бумаги.
Обычная скорость операций рабочего процесса обеспечивает производство и упаковку сотен изделий в минуту. Такие индивидуальные упаковки изделий затем должны быть скомпонованы в упаковочных секциях производственной системы в расфасовки, обеспечивающие как желаемый ассортимент, так и экономичную и эффективную доставку изделий к торговой точке. Известны различные транспортные контейнеры: запечатанные коробки из гофрированного картона, содержащие определенное количество индивидуальных упаковок, гофрированные лотки, обернутые полимерной пленкой, или многослойные модули с натяжной обмоткой, спроектированные таким образом, чтобы их можно было разместить на грузовом поддоне.
Необходимость в высокоскоростных операциях определяет типичные ограничения возможностей автоматизированных упаковочных операций, а именно возможность производить весьма ограниченное количество вариантов расфасовок. Для того, чтобы технологическая линия обладала необходимой гибкостью для обеспечения многочисленных вариаций упаковки изделий для транспортировки, требуется несколько различных упаковочных операций, и все они должны быть во взаимосвязи с технологической линией для обеспечения эффективности операций. Изменение в наборе группируемых изделий (к примеру: 4 бутылки вместо 12 бутылок в коробке) часто требует проведения сложного, заблаговременного механического изменения в секции упаковки, которое требует остановки всех производственных операций.
Такое исходящее от производства требование в негибком группировании изделий в упаковке идет вразрез с возрастающими требованиями рынка к гибкости в возможности группирования изделий. К примеру, оптовые склады-магазины часто требуют, чтобы изделия были собраны в упаковки, объединяющие два или более индивидуальных изделия в упаковке. Аналогично, для специальных акций по продвижению товара может потребоваться, чтобы в течение ограниченного периода времени создавались и пересылались упаковки, содержащие два одинаковых или два разных изделия.
В настоящее время эти специальные требования к упаковке удовлетворяются дорогостоящей ручной работой. Следовательно, есть необходимость в автоматических гибко настраиваемых технологиях упаковки, которые могут быстро компоновать варьируемые сочетания изделий, не останавливая текущие производственные операции.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на решение упомянутых проблем.
В первом варианте способ формирования фасованного набора, содержащего, по меньшей мере, два изделия, содержит этапы, на которых ответвляют первую группу изделий от технологической линии на участок для ответвленных изделий, загружают ответвленную первую группу изделий с участка для ответвленных изделий на первую полку многоуровневого транспортера, ответвляют вторую группу изделий от технологической линии на участок для ответвленных изделий, регулируют высоту второй полки многоуровневого транспортера для загрузки, загружают вторую ответвленную группу изделий с участка для ответвленных изделий на вторую полку многоуровневого транспортера, перемещают нагруженный изделиями многоуровневый транспортер на расположенный ниже по потоку упаковочный участок, регулируют высоту первой полки многоуровневого транспортера для разгрузки, выгружают с первой полки многоуровневого транспортера упомянутую первую группу изделий на расположенный ниже по потоку упаковочный участок, регулируют высоту второй полки многоуровневого транспортера для разгрузки, выгружают со второй полки многоуровневого транспортера вторую группу товаров на расположенный ниже по потоку упаковочный участок, упаковывают фасованный набор, состоящий по меньшей мере из двух изделий из числа выгруженных.
Во втором варианте способ формирования фасованного набора, содержащего, по меньшей мере, первое изделие и второе изделие, содержит этапы, на которых ответвляют первые изделия от первой технологической линии на первый участок для ответвленных изделий, формируют из ответвленных первых изделий, по меньшей мере, первую группу первых изделий и вторую группу первых изделий, загружают ответвленную первую группу первых изделий с первого участка для ответвленных изделий на первую полку первого многоуровневого транспортера, загружают ответвленную вторую группу первых изделий с первого участка для ответвленных изделий на вторую полку многоуровневого транспортера, ответвляют вторые изделия от второй технологической линии на второй участок для ответвленных изделий, формируют из ответвленных вторых изделий, по меньшей мере, первую группу вторых изделий и вторую группу вторых изделий, загружают ответвленную первую группу вторых изделий со второго участка для ответвленных изделий на первую полку второго многоуровневого транспортера, загружают ответвленную вторую группу вторых изделий со второго участка для ответвленных изделий на вторую полку второго многоуровневого транспортера, перемещают нагруженный первыми изделиями первый многоуровневый транспортер и нагруженный вторыми изделиями второй многоуровневый транспортер на расположенный ниже по потоку упаковочный участок, выгружают первые изделия из первого многоуровневого транспортера и вторые изделия из второго многоуровневого транспортера на расположенный ниже по потоку упаковочный участок и упаковывают фасованные наборы, содержащие, по меньшей мере, два изделия из числа выгруженных, при этом, по меньшей мере, одно из двух изделий является первым изделием и, по меньшей мере, другое изделие из двух изделий является вторым изделием.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 показан многоуровневый транспортер изделий.
На Фиг.2 показан подъемник для многоуровневого транспортера, представленного на Фиг.1.
На Фиг.3 показан участок для ответвленных изделий, откуда изделия загружают на полку многоуровневого транспортера.
На Фиг.4 показан расположенный ниже по потоку упаковочный участок, на котором изделия выгружают из многоуровневого транспортера.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Чтобы решить задачу особого сочетания изделий в упаковке, настоящее изобретение направлено, помимо прочего, еще и на создание производственного процесса, который можно было бы легко автоматизировать и снабдить программным управлением для формирования упаковок с различной комплектацией, например, так называемых фасованных наборов. Настоящее изобретение ориентировано на достижение этой цели, по возможности, без существенных нарушений текущих производственных процессов.
Ответвление изделий
Первый этап осуществления изобретения обеспечивает ответвление изделий с основных технологических линий. Изделие может быть ответвлено с одной или нескольких технологических линий с помощью уже известных в данной области технологий. Например, ответвление изделий можно выполнить, используя хорошо известные электромеханические или механические схемы ответвления. Дивертор (ответвляющее устройство) может включать механизм (электрический или механический) для управления количеством изделий, подлежащих ответвлению в сторону относительно тех изделий, которые остаются на основной технологической линии (например, 10% изготовленных изделий должны быть ответвлены).
Такие технологические линии могут изготавливать одни и те же изделия или разные. Например, первая линия производит первые изделия, вторая линия - вторые изделия, третья линия - третьи и т.д.
В свою очередь, ответвленные изделия могут быть доставлены на участок для ответвленных товаров с использованием известных технологий, например с использованием конвейера или подачи самотеком.
Загрузка изделий на многоуровневый транспортер
Другим этапом изобретения является использование многоуровневого транспортера изделий. Ответвленные от технологической линии изделия поступают на участок для ответвленных изделий. Этот участок может принимать изделия из какой-то одной технологической линии. В альтернативном варианте на этот участок поступают изделия из двух и более технологических линий. Первая линия производит первые изделия. Вторая линия производит вторые изделия. В другом варианте каждая технологическая линия (из множества линий) имеет свой участок для ответвленных изделий. На этом участке изделия загружают на многоуровневый транспортер. Изделия могут быть разделены на группы для обеспечения их погрузки на многоуровневый транспортер. Например, одна группа изделий может предназначаться для для одну полки транспортера. Одиночную группу изделий можно дополнительно разделять на множество подгрупп, которые загружают на одну полку в определенной последовательности.
На Фиг.1 показан пример многоуровневого транспортера 1. Многоуровневый транспортер 1 содержит, по меньшей мере, первую полку 3 и вторую полку 5 для размещения изделий (изделия не показаны). Разумеется, транспортер 1 может иметь и третью полку 8 или еще больше полок в зависимости от размера изделий, сферы их применения и других соображений. Полки 3, 5, 8 транспортера расположены по существу горизонтально, желательно, чтобы они были горизонтальны относительно пола производственно-сортировочного цеха. Транспортер может иметь одну или больше подвижных панелей 10a, 10b, которые могут быть подняты вертикально, чтобы открыть доступ к полкам во время загрузки и выгрузки изделий. Подвижные панели 10a и 10b удерживают загруженные изделий во время движения транспортера. Транспортер может также иметь стенки 9a, 9b, 9c вокруг каждой соответствующей полки. В одном из вариантов осуществления изобретения полки транспортера могут иметь две стенки и две подвижные панели. Стенки служат для расположения изделий на полке во время загрузки и удерживают загруженные изделия во время перемещения транспортера. На Фиг.1 это не показано, но транспортер может иметь колеса для обеспечения мобильности транспортера. В соответствии с другими вариантами изобретения транспортер 1 помещают на погрузчик с вилочным захватом, грузовую тележку с поддоном, устройство подъема поддонов или автоматически-управляемое устройство передвижения, конвейер с поддонами и другими известными устройствами транспортировки (для перемещения транспортера 1).
На Фиг.2 представлен подъемник 20 для многоуровневого транспортера 1, показанного на Фиг.1. Подъемник 20 может представлять собой, так называемый, ножничный подъемник, имеющий ножничные элементы 25. Подъемник 20 может быть поднят или опущен путем раздвижения или сближения элементов 25 с использованием болтового крепления, пневматического сильфона, поршня или других известных механизмов. Подъемник 20 может иметь на каждой стороне ролики 23а, 23b, чтобы направлять транспортер 1 (не показан) в нужную позицию. Подъемник может быть закреплен на полу болтами или каким-нибудь другим способом. Первый подъемник может быть использован для погрузки изделий, а второй - для их выгрузки из транспортера (не показано на Фиг.2).
На Фиг.3 показан участок 30 для ответвленных изделий, откуда они поступают на полку многоуровневого транспортера (не показано на Фиг.3). Изделия, которые ответвлены от технологической линии (не показаны), прибывают на конвейере 31, чаще всего единым блоком, туда, где их распределяют по группам или подгруппам с помощью счетчика-дозатора 36. Изделия могут быть загружены на каждую полку транспортера по группам изделий. Каждая группа может быть дополнительно поделена на подгруппы. В свою очередь, изделия могут быть загружены на одну полку транспортера по подгруппам. Каждую группу или подгруппу обмеряют, чтобы обеспечить определенное количество единиц изделий, максимально эффективное для загрузки. Например, если изделия загружены по подгруппам, то количество единиц изделий вычисляется на основе совокупной ширины всех изделий, выстроенных в одну линию блока, выровненных по ширине полки транспортера. Предпочтительно, чтобы число было таким, чтобы одну линию блока изделий в подгруппе можно было погрузить на полку (с помощью толкателя 33, как описано ниже). Если изделий слишком много, они могут не поместиться на полку при загрузке. Разумеется, возможны ситуации, в которых изделия с простой и устойчивой геометрической формой могут обойтись без обмера, и полка может заполняться прибывающими изделиями, пока полностью не заполнится. При недостаточном количестве изделий пространство полки не используется максимально выгодно. Подвижная панель транспортера, ближайшая к товарам, предназначенным для загрузки, поднимается, чтобы открыть полки для загрузки изделий (не показано).
После того как оптимальное количество изделий из подгруппы отмерено и поступает на участок для загрузки изделий 32, первая откидная дверца 34 опускается для соединения участка для загрузки изделий 32 с первой полкой многоуровневого транспортера (Фиг.3). В предпочтительном варианте реализации изобретения верхняя поверхность полки транспортера и верхняя поверхность участка для загрузки изделий 32 примыкают вплотную - так, чтобы зазор между ними был минимальным, а сами поверхности находились на одной высоте относительно друг друга. Именно откидная дверца 34 помогает выравнивать отмеренные изделия на участке для загрузки изделий и обеспечить их передачу на полку транспортера.
Первая откидная дверца 34, находясь в по существу горизонтальном положении, выравнивает изделия в один блок. По существу горизонтальное положение откидной дверцы 34 также позволяет избежать затруднения движения транспортера, когда его поднимают или опускают с помощью подъемника. Откидная дверца 34 опускается в по существу негоризонтальное положение, чтобы обеспечить соединение участка для разгрузки изделий 32 с полкой транспортера. Вторая откидная дверца 45 находится в по существу негоризонтальном положении, чтобы избежать затруднения движения транспортера, когда его поднимают или опускают с помощью подъемника. Изделия разгружаются с участка для загрузки изделий 32 через откидную дверцу 34 на полку транспортера. На Фиг.3 откидная дверца 34 находится в по существу горизонтальном положении. Откидная дверца 34 может быть прикреплена шарнирным соединением (не показано), при этом шарниры помещены на или около горизонтальной верхней поверхности участка для загрузки изделий. Шарнир выступает в качестве точки вращения откидной дверцы 34. Подъем или опускание откидной дверцы 34 может выполняться с помощью привода: такого как пневматический цилиндр, вращающийся кулачок, или линейного или вращающегося сервопривода и другими известными способами. В одном из вариантов изобретения откидная дверца 34 выступает в качестве "разводного моста", перекрывая проем между верхней горизонтальной поверхностью полки и верхней горизонтальной поверхностью участка для загрузки изделий 32.
Вернемся к Фиг.3. Первая подгруппа (первой группы изделий) загружена на первую полку транспортера через первую откидную дверцу 34 толкателем 33. Толкатель 33 может представлять собой простой пневматический поршневой механизм, или иметь управление от сервопривода, или может быть выполнен в виде других известных средств. По мере того как каждая последующая подгруппа изделий (иначе говоря - вторая подгруппа, третья подгруппа - и так далее) загружается на первую полку, она толкает подгруппу, загруженную перед ней. Этот процесс повторяется, пока не загрузятся все изделия группы (например, все подгруппы первой группы). Как только первая полка загружена (желательно, чтобы изделий было достаточно для максимально эффективного использования пространства полки), первая откидная дверца 34 приподнимается и из по существу горизонтального положения принимает уже негоризонтальное положение.
Когда первая откидная дверца 34 поднята и вторая полка приняла позицию, соответствующую загрузке, вторая группа изделий (или первая подгруппа второй группы изделий) выстраивается на погрузочной площадке и процесс загрузки изделий на транспортер повторяется. Процесс может быть повторен с третьей, четвертой и так далее группами, пока соответственно третья, четвертая и так далее полки транспортера не загрузятся изделиями. Процесс завершается тогда, когда многоуровневый транспортер загружен изделиями и готов к перемещению. Нагруженный транспортер снимают с подъемника, и он готов к транспортировке изделий на расположенный ниже по потоку упаковочный участок. Второй многоуровневый транспортер может быть помещен на подъемник, чтобы повторить процесс загрузки изделий. Наличие двух и большего числа многоуровневых транспортеров оптимизируют эффективность операции (т.е. первый транспортер может разгружать изделия, в то время как второй стоит на загрузке).
Перемещение транспортера
Загруженный изделиями транспортер направляют на расположенный ниже по потоку упаковочный участок. В соответствии с одним из вариантов осуществления изобретения транспортер может быть укомплектован колесами (не показано), чтобы его перемещение с одного участка производственной территории на другой мог выполнять рабочий. Разумеется, могут быть использованы роботы, автоматически управляемые тележки, ручные тележки с подъемной платформой, вилочные подъемники-погрузчики и другие способы для перемещения транспортера.
Разгрузка изделий на расположенный ниже по потоку упаковочный участок
На Фиг.4 показан расположенный ниже по потоку упаковочный участок 40, где изделия (не показаны) разгружаются с многоуровневого транспортера (транспортер не показан). Для доставки на участок 40 транспортер может быть погружен на второй подъемник 43. Подвижные панели (не показаны) на одной из двух сторон транспортера изделий могут быть подняты для обеспечения доступа к изделиям, расположенным на полках транспортера. Второй подъемник 43 может поднимать или опускать транспортер, таким образом регулируя высоту полок для разгрузки изделий. В одном из вариантов осуществления изобретения верхняя поверхность второй полки транспортера и верхняя поверхность участка для разгрузки изделий 47 расположенного ниже по потоку упаковочного участка 40 примыкают друг к другу так плотно, что промежуток между ними сведен к минимуму (не показано). Таким образом, эти поверхности находятся примерно на одной и той же высоте относительно друг друга (т.е. примерно на одном уровне). Товары с полки транспортера поступают на поверхность участка для разгрузки изделий 47 через вторую откидную дверцу 45. На Фиг.4 откидная дверца 45 показана в по существу горизонтальной позиции. Откидная дверца 45 может быть шарнирно закреплена (не показано), при этом шарнир расположен на или около горизонтальной верхней поверхности участка для разгрузки изделий 47. Шарнир выступает в качестве точки вращения откидной дверцы 45. Подъем и опускание откидной дверцы 45 может выполняться с помощью какого-нибудь привода: например пневматического цилиндра, вращающего кулачка, линейным или вращающимся сервоприводом и другими известными средствами. В одном из вариантов изобретения откидная дверца 45 играет роль «подъемного моста», перекрывающего промежуток между верхней горизонтальной поверхностью полки и горизонтальной верхней поверхностью участка для разгрузки изделий 47.
Когда вторая полка находится на нужной высоте, вторая откидная дверца 45 опускается из по существу негоризонтального положения в по существу горизонтальное и перекрывает упомянутый промежуток на время разгрузки изделий. Толкатель 49 проталкивает товары с полки транспортера по откидной дверце 45 на разгрузочную площадку 47. Толкатель 49 расположен на противоположной от откидной дверцы 45 стороне, так что изделия, находящиеся ближе к откидной дверце, в большинстве случаев разгружаются перед теми, которые находятся ближе к толкателю 49. Толкатель 49 может использовать прямой (линейный) сервопривод, механический привод, обеспечивающий прямолинейное движение, или пневматический цилиндр в зависимости от требуемого уровня управления. Такой толкатель может настроен на постоянную разгрузку товаров с полки или на выполнение прерывистых движений, создающих группы товаров при разгрузке. Разумеется, могут быть использованы и другие известные способы разгрузки изделий с полок. Как только изделия со второй полки разгружены, вторая откидная дверца 45 возвращается из по существу горизонтальной позиции в по существу негоризонтальную позицию, чтобы транспортер без помех мог быть поднят или опущен вторым подъемником 43. Подъемник 43 поднимает или опускает транспортер, чтобы открыть следующую полку для разгрузки изделий. Вышеупомянутый процесс снова повторяется для каждой последующей полки транспортера до тех пор, пока все товары не будут разгружены. После разгрузки подвижные панели транспортера опускаются, подъемник 43 опускает транспортер на уровень пола, и разгруженный транспортер отправляется обратно к участку для ответвленных изделий для новой загрузки.
Упакованные фасованные наборы изделий
Изделия, выгруженные из многоуровневого транспортера, могут быть упакованы в наборы, содержащие, по меньшей мере, два изделия. Термин «фасованные наборы» широко используется для обозначения разных видов комбинаций изделий для розничной торговли и/или для перевозки изделий.
Например, роботы и другие автоматические устройства устанавливают для захвата товара и распределения в желаемые конфигурации. В частности, желательно объединение в один набор двух бутылок (одинаковых изделий), скрепленных термоусадочной пленкой. Может потребоваться, чтобы в таком наборе одна бутылка была повернута «лицом наружу» (передняя этикетка расположена так, чтобы потребитель мог ее прочитать), а другой - «лицом внутрь» (чтобы задняя этикетка со списком ингредиентов или диетологической информацией тоже была доступна для прочтения потребителем). В альтернативной конфигурации упаковки может быть необходимо, чтобы обе бутылки имели этикетки, надеваемые вокруг них, чтобы демонстрировать изображение на упаковке в чередовании со штрихкодом. Составлять бутылки в пары надлежащими сторонами и помещать пару на конвейер может робот. На конвейере их покрывают оболочкой из термоусадочной пленки. После этого товар проходит через туннель с нагревом, пленка сжимается и связывает бутыли вместе. Другой альтернативой является набор из бутылки и коробки.
Для удовлетворения требований мерчандайзинга розничной торговли изделия в наборах могут дополнительно снабжаться отдельными этикетками, такими как штрих-код или специфическая маркировка магазина. Эти этикетки могут быть автоматически наклеены, когда оболочка набора из термопленки остынет.
Подобные сочетания возможны и для разнородных изделий. Они также могут быть автоматически обработаны с использованием второго, третьего и других перечисленных выше разгрузочных механизмов. Роботы также будут собирать изделия в группы и объединять их вместе тем или иным способом (термоусадочная пленка, приклеивание, связывание лентой и так далее). Брошюры и другие рекламные материалы могут быть помещены автоматически или вручную.
Другим вариантом подобной процедуры является сбор смешанных изделий для демонстрации на поддонах. Подготовка изделий и комплектация тоже производится роботами.
Упаковка в коробку или поддон
После того как изделия сформированы в желаемые наборы, они могут быть доставлены конвейером к участку упаковки в коробки или на поддоны. На этом участке конвейеры заполняются упакованными изделиями (в случае упаковки в коробки). Роботов устанавливают и программируют на захват наборов и помещение их либо в коробки, либо на грузовые поддоны, либо на демонстрационные лотки. Как только коробки заполнены, их запечатывают и конвейерным методом отправляют к штабелеукладчику поддонов и упаковок в растягивающуюся пленку.
В случае упаковки расфасованных товаров на демонстрационных лотках в них укладывают по одному уровню изделий за операцию, затем на них «в стопку» помещают другие лотки, пока не закончится погрузка. Эта операция происходит на поддоне, так что «стопка» и поддон представляют собой единое целое. И снова используют роботы для размещения изделий на поддоны и лотки и установки их в стопку. Когда все изделия упакованы на поддонах, их отправляют в складские помещения для последующей отправки на рынок.
Все вышеописанные шаги могут управляться с помощью стандартного логистического программного продукта (например, поставляемой SAP или Oracle).
Количественные значения величин, упомянутых выше, не следует понимать как абсолютно точные. Если иное не оговорено, то каждый такой размер следует считать лежащим в диапазоне, обеспечивающем функциональную эквивалентность. Например, размер, обозначенный как "40 мм", следует рассматривать как "примерно 40 мм".
Все документы, упомянутые в описании, включая ссылки на патенты и заявки на изобретения, следует рассматривать как информационный или справочный материал, они не являются описанием предшествующего изобретению уровня техники. В случаях несовпадений значений отдельных терминов в приведенных ссылочных материалах и в настоящем изобретении следует принимать то значение термина, которое дано ему в настоящем документе.
Представлены и описаны частные случаи осуществления изобретения, очевидно, что возможны различные изменения и модификации, не выходящие за рамки изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГАЗИН БЫСТРОГО ОБСЛУЖИВАНИЯ ПОКУПАТЕЛЕЙ НА АВТОМОБИЛЯХ | 2017 |
|
RU2665991C1 |
| СИСТЕМА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 2009 |
|
RU2499756C2 |
| ДВОЙНАЯ УПАКОВОЧНАЯ ЛИНИЯ И СИСТЕМА ДОЗИРОВАНИЯ | 2009 |
|
RU2511317C2 |
| УСТРОЙСТВО ДЛЯ КОМПЛЕКТОВАНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2072314C1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ СЫПУЧЕГО ПРОДУКТА | 2012 |
|
RU2615473C2 |
| УПАКОВОЧНОЕ УСТРОЙСТВО И СПОСОБ | 2020 |
|
RU2815178C1 |
| Поточная линия термоцинкования труб | 1983 |
|
SU1164310A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Устройство для укладки в тару легкоповреждаемых предметов | 1989 |
|
SU1652200A1 |



Для формирования набора изделий осуществляют следующие этапы способа. Ответвляют первую группу изделий от технологической линии на участок для ответвленных изделий и загружают ее на первую полку многоуровневого транспортера. Ответвляют вторую группу изделий от технологической линии на участок для ответвленных изделий, регулируют высоту второй полки многоуровневого транспортера для загрузки, загружают вторую ответвленную группу изделий на вторую полку многоуровневого транспортера. Перемещают нагруженный изделиями многоуровневый транспортер на расположенный ниже по потоку упаковочный участок. Регулируют высоту первой полки многоуровневого транспортера для разгрузки. Выгружают с первой полки многоуровневого транспортера первую группу изделий на расположенный ниже по потоку упаковочный участок. Регулируют высоту второй полки многоуровневого транспортера для разгрузки. Выгружают со второй полки многоуровневого транспортера вторую группу товаров на расположенный ниже по потоку упаковочный участок. Упаковывают фасованный набор, состоящий из изделий из числа выгруженных. Обеспечивается быстрая компоновка различных товаров в наборы. 2 н. и 20 з.п. ф-лы, 4 ил.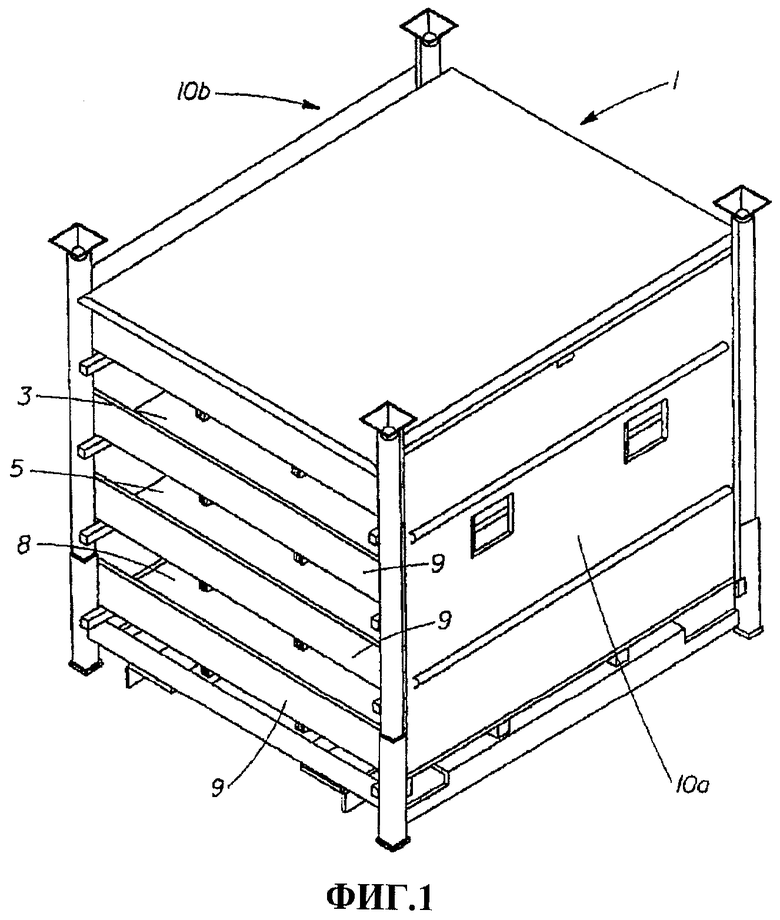
1. Способ формирования фасованного набора, содержащего, по меньшей мере, два изделия, содержащий этапы, на которых ответвляют первую группу изделий от технологической линии на участок для ответвленных изделий, загружают ответвленную первую группу изделий с участка для ответвленных изделий на первую полку многоуровневого транспортера, ответвляют вторую группу изделий от технологической линии на участок для ответвленных изделий, регулируют высоту второй полки многоуровневого транспортера для загрузки, загружают вторую ответвленную группу изделий с участка для ответвленных изделий на вторую полку многоуровневого транспортера, перемещают нагруженный изделиями многоуровневый транспортер на расположенный ниже по потоку упаковочный участок, регулируют высоту первой полки многоуровневого транспортера для разгрузки, выгружают с первой полки многоуровневого транспортера упомянутую первую группу изделий на расположенный ниже по потоку упаковочный участок, регулируют высоту второй полки многоуровневого транспортера для разгрузки, выгружают со второй полки многоуровневого транспортера вторую группу товаров на расположенный ниже по потоку упаковочный участок, упаковывают фасованный набор, состоящий по меньшей мере из двух изделий из числа выгруженных.
2. Способ по п.1, отличающийся тем, что указанная технологическая линия содержит первую технологическую линию и вторую технологическую линию, при этом первая технологическая линия производит первое изделие, вторая технологическая линия производит второе изделие, при этом участок для ответвленных изделий содержит первый участок для ответвленных изделий и второй участок для ответвленных изделий, при этом первый участок для ответвленных изделий предназначен для приема изделий, ответвленных от первой, но не от второй технологической линии, а второй участок для ответвленных изделий предназначен для приема изделий, ответвленных от второй, но не от первой технологической линии, при этом многоуровневый транспортер включает первый многоуровневый транспортер и второй многоуровневый транспортер, при этом первый многоуровневый транспортер предназначен для перемещения первых изделий с первого участка для ответвленных изделий на расположенный ниже по потоку упаковочный участок, а второй многоуровневый транспортер предназначен для перемещения вторых изделий со второго участка для ответвленных изделий на расположенный ниже по потоку упаковочный участок.
3. Способ по п.1, отличающийся тем, что для регулирования высоты первой полки и высоты второй полки многоуровневого транспортера во время загрузки изделий используют первый подъемник для транспортера на участке для ответвленных изделий.
4. Способ по п.3, отличающийся тем, что для регулирования высоты первой полки и высоты второй полки многоуровневого транспортера во время разгрузки товаров используют второй подъемник для транспортера на расположенном ниже по потоку упаковочном участке.
5. Способ по п.1, отличающийся тем, что дополнительно обеспечивают соединение участка для загрузки изделий с первой полкой многоуровневого транспортера с помощью первой откидной дверцы, содержащей шарнир, расположенный на участке для загрузки изделий, при этом первую группу изделий, погруженную на первую полку, загружают с участка для загрузки изделий по откидной дверце к упомянутой первой полке.
6. Способ по п.5, отличающийся тем, что при соединении участка для ответвленного товара с первой полкой многоуровневого транспортера с помощью первой откидной дверцы, первую откидную дверцу опускают из, по существу, негоризонтального положения в, по существу, горизонтальное положение.
7. Способ по п.6, отличающийся тем, что дополнительно поднимают первую откидную дверцу из, по существу, горизонтального положения в негоризонтальное положение после того, как первая группа изделий погружена на первую полку, и регулируют высоту второй полки многоуровневого транспортера для загрузки второй группы изделий на вторую полку с участка для загрузки изделий.
8. Способ по п.7, отличающийся тем, что дополнительно опускают первую откидную дверцу из, по существу, негоризонтального положения в горизонтальное положение и загружают вторую группу изделий на вторую полку многоуровневого транспортера.
9. Способ по п.1, отличающийся тем, что дополнительно обеспечивают соединение расположенного ниже по потоку упаковочного участка с первой полкой многоуровневого транспортера с помощью второй откидной дверцы, при этом вторая откидная дверца содержит шарнир, расположенный на расположенном ниже по потоку упаковочном участке, а первую группу изделий, погруженную на первую полку, выгружают с первой полки по второй дверце на расположенный ниже по потоку упаковочный участок.
10. Способ по п.5, отличающийся тем, что дополнительно обеспечивают соединение расположенного ниже по потоку упаковочного участка с первой полкой многоуровневого транспортера с помощью второй откидной дверцы, при этом первую группу изделий, погруженную на первую полку, выгружают с первой полки по упомянутой откидной дверце на расположенный ниже по потоку упаковочный участок
11. Способ по п.9, отличающийся тем, что при обеспечении соединения расположенного ниже по потоку упаковочного участка с первой полкой многоуровневого транспортера с помощью второй откидной дверцы вторую откидную дверцу опускают из, по существу, негоризонтального положения в, по существу, горизонтальное положение.
12. Способ по п.10, отличающийся тем, что первая группа изделий содержит контейнеры, содержащие жидкости.
13. Способ по п.10, отличающийся тем, что первая группа изделий содержит картонные коробки, содержащие продаваемые без рецепта лекарственные средства.
14. Способ по п.1, отличающийся тем, что изделия первой и второй групп поступают с одной и той же технологической линии.
15. Способ формирования фасованного набора, содержащего, по меньшей мере, первое изделие и второе изделие, содержащий этапы, на которых ответвляют первые изделия от первой технологической линии на первый участок для ответвленных изделий, формируют из ответвленных первых изделий, по меньшей мере, первую группу первых изделий и вторую группу первых изделий, загружают ответвленную первую группу первых изделий с первого участка для ответвленных изделий на первую полку первого многоуровневого транспортера, загружают ответвленную вторую группу первых изделий с первого участка для ответвленных изделий на вторую полку многоуровневого транспортера, ответвляют вторые изделия от второй технологической линии на второй участок для ответвленных изделий, формируют из ответвленных вторых изделий, по меньшей мере, первую группу вторых изделий и вторую группу вторых изделий, загружают ответвленную первую группу вторых изделий со второго участка для ответвленных изделий на первую полку второго многоуровневого транспортера, загружают ответвленную вторую группу вторых изделий со второго участка для ответвленных изделий на вторую полку второго многоуровневого транспортера, перемещают нагруженный первыми изделиями первый многоуровневый транспортер и нагруженный вторыми изделиями второй многоуровневый транспортер на расположенный ниже по потоку упаковочный участок, выгружают первые изделия из первого многоуровневого транспортера и вторые изделия из второго многоуровневого транспортера на расположенный ниже по потоку упаковочный участок и упаковывают фасованные наборы, содержащие, по меньшей мере, два изделия из числа выгруженных, при этом, по меньшей мере, одно из двух изделий является первым изделием и, по меньшей мере, другое изделие из двух изделий является вторым изделием.
16. Способ по п.15, отличающийся тем, что первый участок для ответвленных изделий принимает изделия с первой технологической линии, но не со второй технологической линии, а второй участок для ответвленных изделий принимает изделия со второй технологической линии, но не с первой технологической линии.
17. Способ по п.15, отличающийся тем, что первый многоуровневый транспортер предназначен для перевозки изделий с первой технологической линии или с первого участка для ответвленных изделий, но не со второй технологической линии и не со второго участка для ответвленных изделий, а второй многоуровневый транспортер предназначен для перевозки изделий со второй технологической линии или со второго участка для ответвленных изделий, но не с первой технологической линии и не с первого участка для выделенных изделий.
18. Способ по п.15, отличающийся тем, что дополнительно регулируют высоту второй полки первого транспортера для загрузки ответвленной второй группы первых изделий с первого участка для ответвленных изделий и регулируют высоту второй полки второго транспортера для загрузки ответвленной второй группы вторых изделий со второго участка для ответвленных изделий.
19. Способ по п.1, отличающийся тем, что фасованный набор, содержащий, по крайней мере, два изделия, содержит упакованные вместе в термоусадочную пленку первое и второе изделия для розничной торговли.
20. Способ по п.19, отличающийся тем, что первым изделием является бутылка, содержащая жидкость, а вторым изделием является коробка, содержащая пилюли, таблетки или капсулы.
21. Способ по п.1, отличающийся тем, что транспортер снабжен колесами, обеспечивающими его перемещение к расположенному ниже по потоку упаковочному участку.
22. Способ по п.1, отличающийся тем, что дополнительно включает вертикальный подъем подвижной панели для обеспечения доступа к первой полке транспортера перед загрузкой ответвленной первой группы изделий на первую полку.
| US 5412923 A, 09.05.1995 | |||
| US 5735380 A, 07.04.1988 | |||
| ПОСЛЕОТБОРНАЯ СТУПЕНЬ ПАРОВОЙ ТУРБИНЫ | 2016 |
|
RU2630951C1 |
| US 5430992 A, 11.07.1995 | |||
| KR 20010075994 A, 11.08.2001 | |||
| РАСПРЕДЕЛИТЕЛЬ ЖИДКОСТИ ДЛЯ НАСАДОЧНЫХ ТЕПЛОМАССООБМЕННЫХ КОЛОНН | 1991 |
|
RU2009702C1 |

