СО
Изобретение относится к оборудованию для нанесения горячих покрытий, а именно к поточным линиям . термоцинкования труб.
Целью изобретения является упрощение конструкции и повьшение производительности.
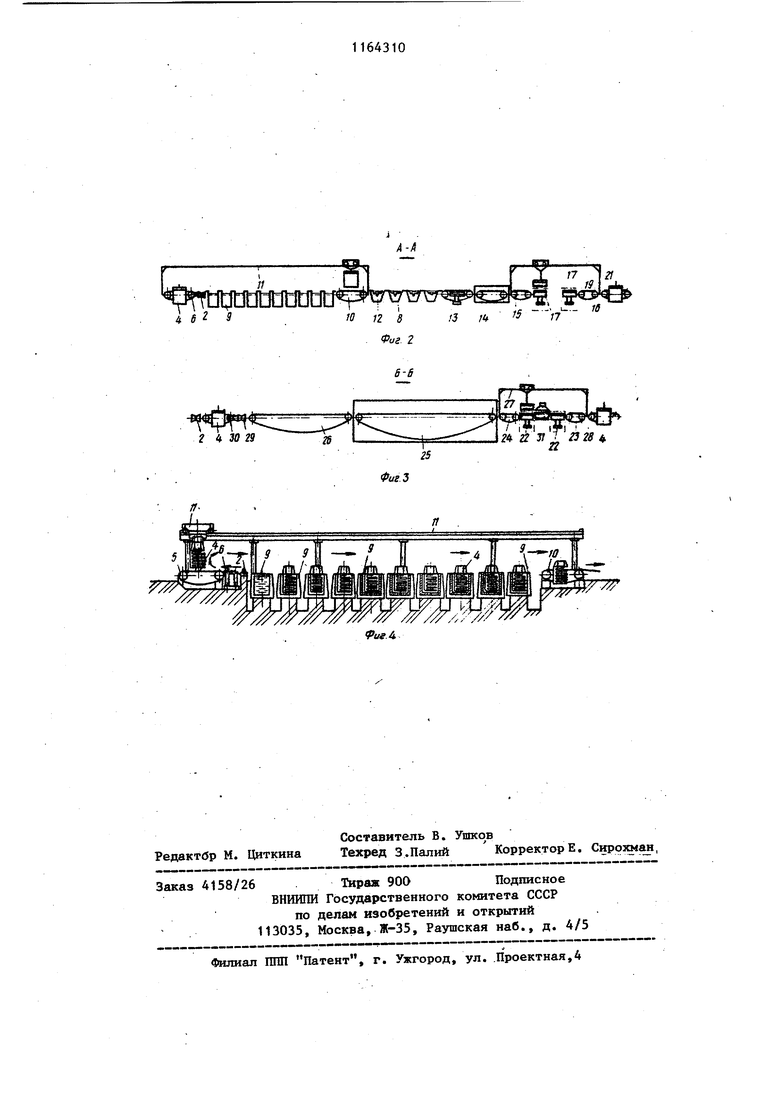
На фиг.1 изображена поточная линия термоцинкования труб j на фиг.2 разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - участок травления (увеличено).
Поточная линия термоцинкова-ния труб содержит загрузочное устройство 1, подающий рольганг 2, соединяющий загрузочное устройство 1 и устройство 3 для загрузки кассет 4, которое оборудовано транспортером 5 с перекладывателем 6. Устройство 3 для загрузки кассет 4 установлено перпендикулярно подающему рольгангу 2 на стороне, противоположной направлению технЬлогического потока. Между цепями транспортера 5 помещается кассета 4, полки которой обращены в сторону подающего рольганга 2. Кассе.та 4 оборудована подъемниками с обоих концов (не показано). Далее линия включает последовательно участок травления 7 и участок флюсования 8. Участок травления 7 состоит из десяти ванн 9, разгрузочного транспортера; 10 и эстакады 11. Между цепями разгрузочного транспортера 10, такж как в устройстве 3, размещается кассета 4. Участок флюсования 8 состои ,из четьфех ванн 12, устройства 13 для слива флюca печи 14 для сушки труб и транспортера 15. В одной линии с транспортером 15 установлены транспортер 16 и входные стороны 17 двух цичковальных машин 18,оборудованных эстакадой 19. Параллельн основной технологической линии установлена линия 20 для возврата кассет 4 с транспортера 21. К цинковальным I машинам 18 примыкают выходные, стороны 22, связанные с транспортерами 23 и 24. Линия термообработки включает лечь 25 и холодильник. 26. Выходные стороны 22 оборудованы эстакадой 27 и транспортом 28 с кассетой 4. В конце колодильника 26 установлен отводящий рольганг 29 и транспортер 30, связайный с подающим рольгангом 2.
Между цепями .транспортера 30 размещается кассета 4.
Между выходными сторонами 22 цкнковальных машин 18 размещается устройство 31 для калибровки резьбовых концов. Это устройство 31 состоит из рольганга, где размещается одновременно восемь труб в двух калибрующих резьбу головок, сос.тоящих из обдувочных сопел, подающих сжатый воздух на резьбу, и горелок для подогрева охлажденных участков резьбы.
Линия работает сле ующим образом
Пакет труб подается на загрузочное устройство 1, где трубы из пакета по одной штуке через дозатор (на чертеже не показан) передаются на рольганг 2. Далее по рольгангу 2 трубы транспортируются к устройству 3, где перекладьшатель 6 снимает их с рольганга 2 и переносит на транспортер 5.
На позиции транспортера 5 между его цепями устанавливается кассета 4 таким образом, что все полки кассеты обращены в сторону рольганга 2 и находятся ниже захваток цепей транспортера 5, причем шаг ручьев полок кассеты 4 совпадает с шагом захваток транспортера 5. После того как на транспортере 5 набрана партия труб, соответствующая количеству ячеек на полке кассеты 4, кассета заполняется трубами и подн1-1мается на высоту щага полок, а на транспортере 5 собирается еледующая партия труб. Таким образом заполняется трубами вся кассета, имеющая обычно пять полок по восемь ячеек (труб).
Далее кассета 4 переносится по ходу технологического процесса по эстакаде 11 к первой ванне 9 участка травления 7. Здесь подъемник снимает кассету 4 с трубами с те.лежки эстакады 11 и опускает в ; первую ванну-,9 участка травления 7. После того как кассета 4 с трубами пройдет все десять ванн, она передается на разгрузочный транспортер 10. Кассета 4 опускается до тех пор, пока трубы с первого плеча кассеты не окажутся на захватках транспортера 10. После этого трубы перемещаются на следующую операцию на участок флюсования 8.
Освобожденная от труб кассета 4 по эстакаде 11 возвращается на устройство загрузки 3 для следующего заполнения трубами.
На участке флюсования 8 трубы поочередно проходят промывку и флюсование в ваннах 12. Затем в устройстве 13 излишки флюса сливаются (трубы наклоняют) и далее поступают в печь 14 для сушки флюса. После сушки трубы по восемь штук собирают на транспортере 15 и с помощью тележки с магнитными захватами передают по эстакаде 19 на входную сторону 17 одной из работающих цинковальных машин 18. Если обнаружен брак по флюсу, то пакет труб по эстакаде 19, минуя входные стороны 17, передается на транспортер 16 и далее в кассету 4 для брака.
Оцинкованные трубы вьщаются на входные стороны 22. Затем трубы по восемь штук по эстакаде 27 тележкой с магнитами передают в устройство 31 для калибровкирезьбовых концов труб. В устройстве 31 все трубы рольгангом подают вначале к одной головке, где калибруется резьба с одного конца трубы а затем все эти трубы передают рольгангом к второй головке, где калибруется резьба с другого конца трубы. Калибровка резьбы труб проиводится набором сопел с подачей сжатого воздуха, при этом трубы вращаются, а резьба подогревается горелками.
1643104
После калибровки резьбы трубы по восемь штук по эстакаде 27 передают на транспортер 24, который загружает их в печь 25 для 5 термодиффузионной обработки.Пройдя термообработку, трубы охлаждаются при непрерьшной подаче на холодильнике 26. Затем трубы поступают на рольганг 29 и далее передаются на . to другие отделочные операции.
Если на холодильнике 26 обнаружен брак, то бракованные трубы, ., минуя отводящий рольганг 29, передаются на транспортер 30 и далее на рольганг 2 для повторной обработки. На транспортере 30 возможен сбор бракованных труб в кассету 4.
Такое конструктивное выполнение поточной линии термоцинкования труб обеспечит ритмичную работу всей линии, поскольку отвод бракованных труб после каждой технологической операции производится без остановки всей линии и бракованные трубы собнршотся в кассету.
Кроме того, такое конструктивное выполнение поточной линии термоцинкования труб значительно упрощает головную часть этой линии, так как при разгрузке исключается кантовка кассеты с набранными трубами и соответствующее оборудование для кантовки, а исключение разворота кассеты сокращает общее время цикла обработки и в результате увеличивает производительность линии.
ilcv, .1- К c:;, r
L
II SJ
И М Л
f
t |
ftil
4 б2 3 fO 12 /А Фиг. 2 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения труб при нанесении горячих покрытий | 1982 |
|
SU1049561A1 |
| Агрегат непрерывного горячего оцинкования труб | 1958 |
|
SU123381A1 |
| Делительное устройство для распределения труб по поточным линиям | 1959 |
|
SU130027A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |

ПОТОЧНАЯ ЛИНИЯ ТЕРМОЦИНКОВ/ШИЯ ТРУБ, содержащая последовательно установленные по ходу технологического процесса и связанные между собой транслортными средствами линию загрузки с подакищш рольгангом, линию подготовки труб, включающую участок травления и участок флюсования, щгаковальные машины и линию термообработки, . включающую печь и холодильник, отличающаяся тем, что, с целью упрощения конструкщта и повышения производительности линии, она снабжена устройством для загрузки кассет, установленньм перпендикулярно подакедему рольгангу на стороне, противоположной направлению технологического потока, и устройством для калибровки резьбовых концов труб, размещенным между (Л цинковальными машинами.
2 30 29
«cih
fti яЬ
г згТлг
| Патент США 3063409, кл | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| ЭЛЕКТРИЧЕСКОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ КОНТАКТНОГО ИЗНОСА И ОТДЕЛЕНИЯ ТАБАКА | 2018 |
|
RU2763236C1 |
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
