Изобретение относится к области порошковой металлургии, в частности к способам изготовления заготовок из композиционного материала на основе быстрорежущей стали для режущего инструмента
Известен способ получения износостойкого порошкового сплава, включающий прессование и спекание порошка быстрорежущей стали до относительной плотности 75-85%, закалку в маслен пропитку расплавом свинца под давлением.
Данный способ предусматривает высокую пористость каркаса из порошка быстрорежущей стали, что позволяет вести пропитку расплавом свинца по всему объему. Однако из-за низкой температуры плавления свинца и его высокой пластичности материал, полученный известным способом, обладает неудовлетворительными механическими свойствами и непригоден для использования в качестве режущего инструмента
Наиболее близким к предлагаемому по технической сущности является способ пол- у чения композиционного материала, а именно порошковой быстрорежущей стали с добавками (0,5-5,0 мае. %) дисульфида молибдена Известный способ включает смешивание компонентов и горячее изостатическое прессование
Недостатком известного способа является длительное суммарное время нагрева и выдержки при нагреве в процессе горячего изостатического прессования, что приводит к активному разложению и окислению дисульфида молибдена и тем самым сказывается на повышении коэффициента трения и ухудшении режущих свойств материала.
Цель изобретения - снижение коэффи- циента трения и повышение режущих свойств материала.
Поставленная цель достигается тем, что согласно способу изготовления композиционного материала на основе порошковой быстрорежущей стали, включающему приXI
4 XI СЛ Ю О
готовление шихты с добавкой твердой смазки в количестве 0,5-5,0 мае. %, перемешивание, засыпку смеси в капсулу, нафев и пластическую деформацию, перед перемешиванием производят размол твердой смазки до дисперсности 1-15 мкм, а нагрев ведут в течение 1-60 мин до температуры 0,87-0,96 температуры активного разложения твердой смазки.
Размол твердой смазки до дисперсно сти 1-15 мкм способствует повышению однородности структуры композиционного материала, что положительно сказывается на механических и режущих свойствах инструмента, изготовленного из этого материала.
.Сокращение времени нагрева при пластической деформации и недоведение температуры нагрева до температуры активного разложения твердой смазки способствует уменьшению количества разложившейся твердой смазки, что увеличивает эффективность ее воздействия, уменьшает коэффициент трения и улучшает режущие свойства материала
Способ осуществляют следующим образом.
Распыленный газом стандартный порошок быстрорежущей стали отжигают, твердую смазку в виде дисульфида молибдена в состоянии поставки дисперсностью 40 мкм размалывают на планетарной мельнице до дисперсности 1-15 мкм Готовят шихту из 95-99,5 мас.% быстрорежущей стали и 0,5- 5,0 мас.% дисульфида молибдена, тщательно ее перемешивая. Готовую смесь засыпают в тонкостенные капсулы, кладут под крышку титановую губку, уплотняют содержимое капсулы холодным прессованием в стальной пресс-форме и заваривают крышку капсулы аргонно-дуговой сваркой по ее периметру. Далее капсулы с порошком нагревают в электрической печи или индукторе в течение 1-60 мин в зависимости от диаметра капсулы до температуры 0,87-0,96 температуры активного разложения твердой смазки и экструдируют на прутки.
Из композиционного материала, полученного предлагаемым способом, изготавливают инструмент, у которого исследуют антифрикционные (коэффициент трения) и режущие свойства.
Пример. Порошок дисульфида молибдена в состоянии поставки размалывают на планетарной мельнице до дисперсности 5 мкм Гото вят смесь порошка отожженной быстрорежущей стали Р6М5К5 с 2 мас.% размолотого порошка дисульфида молибдена, тщательно ее перемешивая. Приготовленную смесь засыпают в стальные капсулы диаметром 28 мм и высотой 35 мм, укладывают геттер из титановой губки, накрывают крышками и производят холодное
прессование при давлении 600 МПа. После этого капсулы герметизируют аргонно-дуговой скваркой по периметру крышки, помещают в печь сопротивления, прогревают в течение 20 мин при 1050°С и экструдируют
на прессе КВ2132 со степенью деформации 87% на прутки диаметром 10мм. Коэффициент трения/г 0,3; износ задней кромки резца h3 0,1.
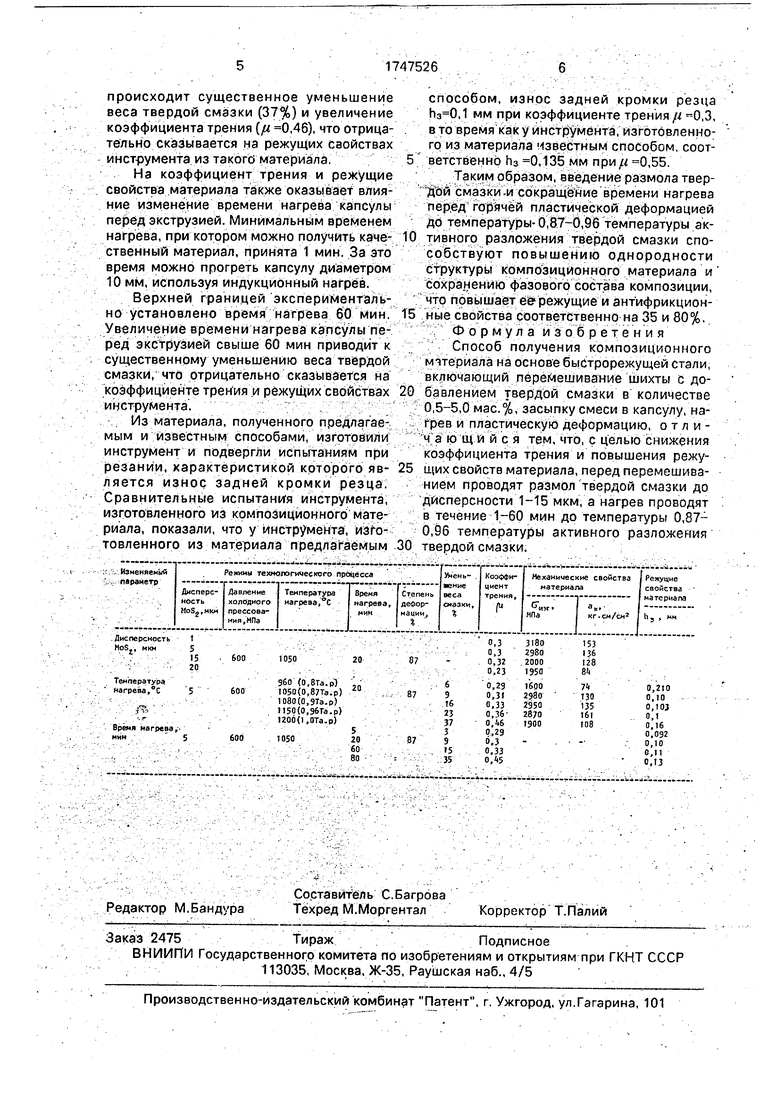
В таблице приведены свойства порошковой быстрорежущей стали Р6М5К5 с-добавками 2 мас.% дисульфида молибдена, полученной предложенным способом и по режимам, выходящим за заявленные пределы.
Коэффициент трения/г материала определяли на установке МТ-1 по схеме трения ролик-вкладыш при скорости скольжения 6 м/с в паре со сталью 45, прижимное усилие до 20 кгс/м2.
Для определения режущих свойств материала инструмент подвергался испытаниям при резании, характеристикой которого является износ задней кромки резца п3. Как следует из таблицы, наиболее высокими механическими свойствами обладают заготовки, в исходную шихту которых вводили твердую смазку дисульфида молибдена с дисперсностью 1-15 мкм В процессе размола твердой смазки фракцию дисперсностью менее 1 мкм получить практически не удалось. При дисперсности смазки 15 мкм крупные включения ее приводят к неоднородности структуры материала и снижению механических свойств ниже приемлемого
для инструмента уровня, в результате чего такой материал не пригоден к эксплуатации. Анализ изменения температуры нагрева капсул перед экструзией в интервале 0,8- 1,0 от температуры активного разложения
твердой смазки показывает, что оптимальным диапазоном является 0,87-0,96 Та.р. При нагреве капсулы до температуры 0,8 Та р. наблюдается минимальное уменьшение веса твердой смазки (6%) при достаточно низком коэффициенте трения (,29). Однако при данной температуре в процессе пластической деформации диффузионное взаимодействие частиц быстрорежущей стали проходит недостаточно полно и качественно, что приводит к снижению механических свойств композиционного материала. При нагреве капсулы до температуры, равной началу температуры активного разложения твердой смазки (1,0 Та.р.),
происходит существенное уменьшение веса твердой смазки (37%) и увеличение коэффициента трения (fi 0,46), что отрицательно сказывается на режущих свойствах инструмента из такого материала.
На коэффициент трения и режущие свойства материала также оказывает влияние изменение времени нагрева капсулы перед экструзией. Минимальным временем нагрева, при котором можно получить качественный материал, принята 1 мин. За это время можно прогреть капсулу диаметром 10 мм, используя индукционный нагрев.
Верхней границей экспериментально установлено время нагрева 60 Мин, Увеличение времени нагрева капсулы перед экструзией свыше 60 мин приводит к существенному уменьшению веса твердой смазки, что отрицательно сказывается на коэффициенте трения и режущих свойствах инструмента.
Из материала, полученного предлагаемым и известным способами, изготовили инструмент и подвергли испытаниям при резании, характеристикой которого является износ задней кромки резца. Сравнительные испытания инструмента, изготовленного из композиционного материала, показали, что у инструмента, изготовленного из материала предлагаемым
способом, износ задней кромки резца ,1 мм при коэффициенте трения/г-0,3, вто время как у инструмента, изготовленного из материала известным способом, соот- 5 ветственно h3 0,135 мм при/г 0,55.
Таким образом, введение размола твердой смазки-и сокращение времени нагрева перед горячей пластической деформацией до температуры-0,87-0,96 температуры ак0 тивного разложения твердой смазки способствуют повышению однородности структуры композиционного материала и сохранению фазового состава композиции, что повышает ее режущие и антифрикцион5 ные свойства соответственно на 35 и 80%. Формула изобретения Способ получения композиционного материала на основе быстрорежущей стали, включающий перемешивание шихты с до0 бавлением твердой смазки в количестве 0,5-5,0 мас.%, засыпку смеси в капсулу, нагрев и пластическую деформацию, отличающийся тем, что, с целью снижения коэффициента трения и повышения режу5 щих свойств материала, перед перемешиванием проводят размол твердой смазки до дисперсности 1-15 мкм, а нагрев проводят в течение 1-60 мин до температуры 0,87- 0,96 температуры активного разложения
0 твердой смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОЙ МЕДИ | 2014 |
|
RU2576740C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ МАТРИЧНЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2001 |
|
RU2185263C1 |
| ТВЕРДЫЙ СПЛАВ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2133296C1 |
| Твердый сплав с уменьшенным содержанием карбида вольфрама для изготовления режущего инструмента и способ его получения | 2023 |
|
RU2802601C1 |
| Термитный состав для разрушения негабаритных кусков горных пород и неметаллических строительных конструкций | 2017 |
|
RU2660862C1 |
| Способ изготовления металлокерамических изделий на основе быстрорежущих сталей | 1986 |
|
SU1404179A1 |
| Способ получения износостойкого антифрикционного покрытия на подложке из стали, никелевого или титанового сплава | 2023 |
|
RU2826632C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ КАРБИДОСТАЛЕЙ ИЗ СТРУЖКОВЫХ ОТХОДОВ МЕТАЛЛОРЕЖУЩЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2775243C2 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО КАТОДА ДЛЯ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2013 |
|
RU2534324C1 |
Сущность изобретения твердую смазку измельчают до дисперсности 1-15 мкм, перемешивают шихту с добавлением твердой смазки в количестве 0,5-5,0 мае %, засыпают смесь в капсулу проводят нагрев в течение 1-60 мин до 0,87-0,96 температуры активного разложения твердой смазки и пластическую деформацию 1 табл
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
