f1
liioGpp СМ1ИГ: ОТНОСИТСЯ к черной металлургии и може г быть и(М1О.)овано при влкуумироваини стали.
UeJiii )ретения - повышение качества футеровки патрубка вакуумато- ра пу rt-M об СГ1ечения однородности механических свойств утм еродистого слоя в натрубке.
На чертеже представлена схема осуществления способа футеровки патруб- ка вакуумат ора и шаблон для его осу- шествлеиия.
1Паблои с:остоит из внутреннего 1 и внешнет о 2, выполненного из термически разрушаемого материа.ла, например картона толщиной 2-А мм, цилиндров с 11редБарител1 но : агр :/женной между ним углеродис/гой массой 3, помещенной в патрубок вакууматора 4.
Пример. Уг леродистую массу, содержащую, мас.%: кокс 50; термоап- ггерацит 20, каменноугольный нек 30, в виде твердых гранул загружают в 1иаблон, который состоит из внутреннего стали-.ного ( мт-i, толщина стенки 3 Nfl-i) и внешнего 2 картонного (0 -|00 мм, толщиЕ1а стенки 3 мм), и,илиндров. Чаблон с массой телескопическим подъемником (не показан) помеьчают в патрубок вакууматора, фиксируют н нем и фap fиpyют углеро- дистЕ-ш слой при температуре ог неупор ной футеровки 670 с.
Через 20-25 мин после помещения н патрубок завер иается кок- сование массы, внутренний цилиндр извлекают из патрубка, после чего вакууматор с нанесенным на внутреннюю Tioru .pxHocTb патрубка углеродисты с.иоегч готов к работе.
Па огнеупорную сгенку высотой 700 мм, находящуюся при р.:i пличных температурах, нанося г углеродистую массу в твгрл,(м виде. После окончани KvOKCOBaiiHR часть углеродистог О слоя испотьзуют как образцы для замера усилия отрьта масснл от с гнеупора и определе}1ия предела нрочности угле
5
О
5
35 0
45
25
30
561
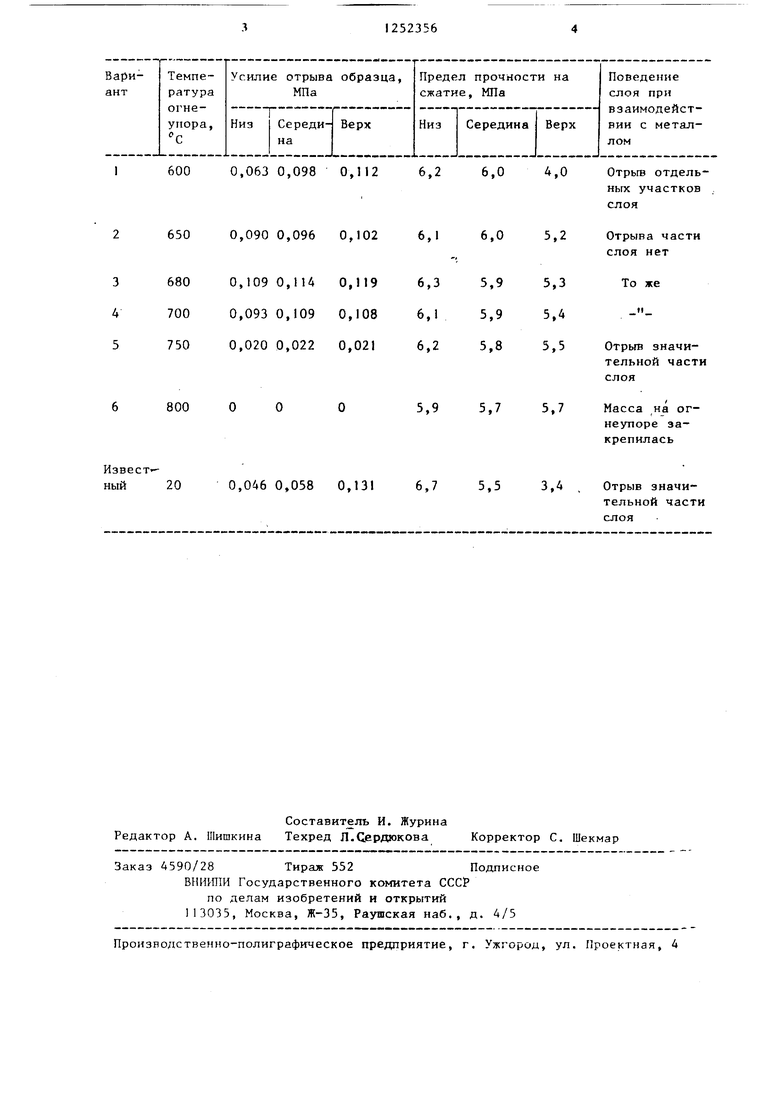
родистого слоя ,на сжатие по высоте слоя. Другую часть слоя испытывают на проч 1ость прикрепления к огнеупо- ру при взаимодействии с металлом.
Из приведенных в таблице данных следует, что нанесение массы согласно пpeдлaгaeмo ry способу (варианты 2-4) обеспечивает достижение равномерности механических свойств по высоте углеродистого слоя и его прочное соединение с огнеупорным материалом. Это позволяет защитить углеродистым слоем огнеупорную футеровку патрубка вакууматора от размывания металлом и интенсифицировать процесс вакуумирования стали.
При более низких температурах нанесения углеродистой массы (вариант 1) механические свойства углеродистого слоя неодинаковы по высоте, качество прикрепления к огнеупору также недостаточное, что проявляется в отрыве частей слоя при взаимодействии с металлом.
Более высокие температуры нанесения массы (варианты 5 и 6) позволяют получить большую однородность механических свойств по высоте углеродистого слоя, однако прочность его соединения с огнеупорным материалом езко уменьшается и при (вариант 6J и Bbmie углеродистая масса не П1эикрепляется к огнеупору вообще. При нанесении жидкой углеродистой массы на огнеупор и последующем ее коксовании (известный способ) наблюдается значительная неоднородность механических свойств углеродистого слоя, прочность соединения материалов невелика, и во время реагирования с металлом большая часть углеродистого слоя отрывается от огнеупора.
Дополнительные затраты на изготовление внешних цили1щров шаблона компенсируются отсутствием затрат на нагрев и транспортировку расплавленной массы в патрубок и устройств, требуемых для этих операций.
600
0,063 0,098 0,112 6,2 6,0 4,0
6500,090 0,0960,1026,16,05,2
6800,109 0,1140,1196,35,95,3
7000,0930,1090,1086,15,95,4
7500,020 0,0220,0216,25,85,5
800
Составитель И. Журина Редактор А. Шишкина Техред Л.Сердюкова Корректор С. Шекмар
Заказ 4590/28 Тираж 552Подписное
ВНИШ1И Государственного комитета ССС Р
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Произяодственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Отрыв отдельных участков слоя
Отрыва части слоя нет
То же
5,85,5
5,7
5,7
Отрыв значительной части слоя
Масса на ог- неупоре закрепилась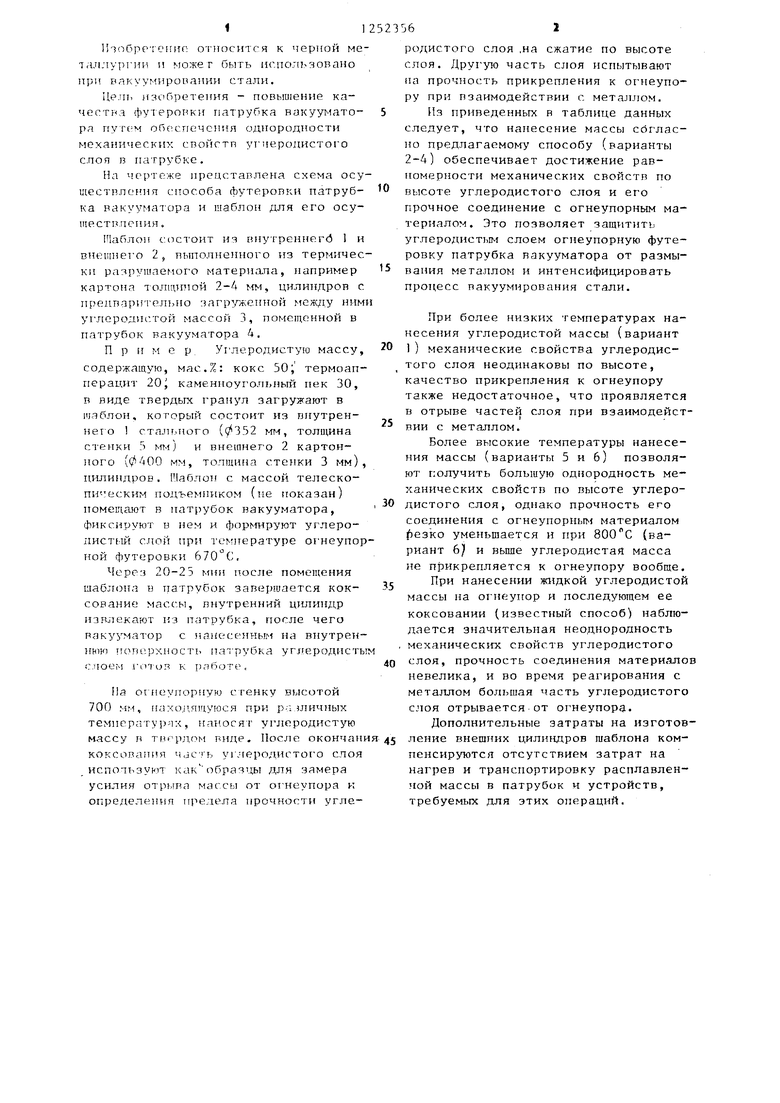
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2051182C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА | 2011 |
|
RU2469101C1 |
| Способ футеровки патрубка вакууматора | 1981 |
|
SU998533A1 |
| Способ обработки жидкой стали и реагент для его осуществления | 1985 |
|
SU1425215A1 |
| Способ ремонта внутренней футеровки патрубка вакууматора | 1984 |
|
SU1312107A1 |
| ЦИРКУЛЯЦИОННЫЙ ВАКУУМАТОР С ЭКРАНОМ ДЛЯ ПОДАВЛЕНИЯ КАПЕЛЬ МЕТАЛЛА | 2006 |
|
RU2331673C1 |
| ПАТРУБОК ПОГРУЖНОЙ ДЛЯ ВАКУУМАТОРА | 2013 |
|
RU2557046C2 |
| Футеровка горна вагранки | 1984 |
|
SU1149112A1 |
| Способ обработки огнеупорной футеровки двери коксовой печи | 1986 |
|
SU1421754A1 |
| Масса для смолосвязанных изделий | 1979 |
|
SU833867A1 |
1. Способ футеровки патрубка вакууматора, включающий загрузку углеродистой массы в твердом виде в шаблон, нагрев футеровки шаблона и коксование, отличающий- с я тем, что, с целью повьшения качества футеровки патрубка вакууматора путем обеспечения однородности механических свойств углеродистого слоя в патрубке, углеродистую массу подают в патрубок при температуре футеровки 650-700°С. 2. Шаблон для футеровки патрубка вакууматора по п. I, включающий внутренний цилиндр, концентрично установленный внутри патрубка, отличающийся тем, что, с целью повышения качества футеровки патрубка вакууматора, он снабжен расположенным в патрубке и контактирующим с ним концентричным внутреннему внешним цилиндром, вьтолненным из термически разрушаемого материала. S (Л
| Способ футеровки патрубка вакууматора | 1981 |
|
SU998533A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гасин М.И | |||
| Самообжигающиеся электроды рудовосстановительных электропечей | |||
| -М | |||
| : Металлургия, 1976, с | |||
| Полу генеративная топка для сжигания влажного торфа | 1921 |
|
SU368A1 |
