Предлагаемое устройство относится к обработке металлов давлением и может быть использовано в автомобильной отрасли для крепления оси в различных дверных петлях автомобиля.
Известен процесс, описанный в книге Е.И.Семенов, В.Г.Кондратенко, Н.И.Ляпунов. Технология и оборудование ковки и объемной штамповки. «Машиностроение», 1978, стр.197, 199 рис.200, 201, 202, высадки в коническом наборном ручье пуансона. Но при этом процессе высаживается все поперечное сечение заготовки и невозможно высадить часть внешнего кольцевого слоя оси, так как его плоская рабочая поверхность высаживает концы оси по всему поперечному сечению, то есть происходит утолщение конца оси, что приводит к потере устойчивости и искривлению оси в проушинах петли, а это в свою очередь ведет к тугоподвижности звеньев петли относительно друг друга.
Задачей разработки данного пуансона является возможность осуществления способа крепления оси в дверных петлях автомобиля с низкой трудоемкостью и себестоимостью по сравнению с другими способами.
Техническим результатом является повышение качества крепления оси в звеньях дверной петли автомобиля и исключение тугоподвижности самой петли.
Технический результат достигается за счет того, что пуансон для высадки концов оси в звеньях дверной петли автомобиля содержит цилиндрическую часть с рабочей поверхностью, при этом цилиндрическая часть пуансона выполнена с цилиндрической полостью, диаметр которой на 0,1-0,3 мм меньше диаметра высаживаемой оси, а рабочая поверхность выполнена в виде фаски с возможностью передачи усилия на внешнюю кольцевую часть торца выступающего конца оси, причем высота рабочей поверхности равна 1-2 толщинам стопорных шайб, применяемых для крепления оси в петле.
При отсутствии наклонной рабочей поверхности в виде фаски внутренних выступов пуансона с оси снимается тонкий слой металла в виде стружки. Оптимальный угол наклона рабочей поверхности в виде фаски на внутренних выступах в цилиндрической полости пуансона к вертикали высаживаемой оси составляет 30°.
При этом указанная выше наклонная рабочая поверхность в виде фаски внутренних выступов пуансона создает горизонтальные подпирающие усилия в направлении, перпендикулярном высаживаемой оси петли, и обеспечивает пластическое течение металла вдоль оси, ограничивая растекание материала в радиальном направлении. При этом усилия при высадке в отдельных участках внешнего кольцевого слоя, толщина которого составляет всего десятые доли мм, намного меньше, чем при высадке всего поперечного сечения торцов оси на торцы звена петли, и они не вызывают искривления оси в проушинах петли.
Данная конструкция пуансона показана на фиг.1 и состоит из хвостовика 1 с резьбой для крепления в штоке гидроцилиндра и собственно пуансона 2, состоящего из цилиндрической полости 3, наклонной рабочей поверхность в виде фаски внутренних выступов 4 в цилиндрической полости 3 пуансона, высаживаемой оси 5.
Высадку концов запрессованной оси на внешние торцы звеньев дверной петли автомобиля проводят в уже подсобранной дверной петле и осуществляют полым пуансоном.
Данная конструкция пуансона позволяет повысить качество крепления оси в проушинах дверной петли автомобиля и исключить тугоподвижность самой петли, что подтверждается проведенным экспериментом на производстве штампованных деталей в ЗАО «Полад».
Эксперимент проводили на двухзвенной петле для автомобиля ВАЗ 21703 LADA Priora, ось петли диаметром 8,2 мм.
В результате эксперимента мы получили отдельные участки утолщения на внешней кольцевой поверхности вокруг оси на расстоянии 5 мм от ее торцов, с углом уклона в 30° и плотно прижатых к торцам петли, что обеспечивает надежное крепление оси в петле и позволяет автомату брать петлю за концы оси либо за углубления, высверленные на торцевой поверхности концов оси, и позиционировать ее с высокой точностью на кузове автомобиля для дальнейшей приварки петель к кузову.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ ОСИ В ЗВЕНЬЯХ ДВЕРНОЙ ПЕТЛИ АВТОМОБИЛЯ | 2010 |
|
RU2455098C2 |
| НЕРАЗЪЕМНАЯ ДВУХЗВЕННАЯ ДВЕРНАЯ ПЕТЛЯ АВТОМОБИЛЯ | 2010 |
|
RU2493346C2 |
| СПОСОБ КРЕПЛЕНИЯ ОСИ В ЗВЕНЬЯХ ПЕТЛИ АВТОМОБИЛЯ ЗАЧЕКАНКОЙ В ОТВЕРСТИИ ПРОУШИНЫ ЗВЕНА | 2012 |
|
RU2564775C2 |
| СПОСОБ КРЕПЛЕНИЯ ОСИ С ПАЗОМ В ПРОУШИНАХ РАЗЪЕМНОЙ ДВЕРНОЙ ПЕТЛИ АВТОМОБИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506393C1 |
| СИСТЕМА ОТКРЫВАНИЯ ЗАДНЕЙ БОКОВОЙ ДВЕРИ ТРАНСПОРТНОГО СРЕДСТВА, ПЕТЛЯ И ДОВОДЧИК ДВЕРИ | 2023 |
|
RU2797470C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЫВАНИЯ ДВЕРИ | 2006 |
|
RU2312196C1 |
| ПЕТЛЯ ДВЕРНАЯ | 2015 |
|
RU2591149C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| ДВЕРНАЯ ПЕТЛЯ ДЛЯ АВТОМОБИЛЕЙ | 2014 |
|
RU2675140C2 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в автомобильной отрасли для крепления оси в звеньях различных дверных петель автомобиля. Пуансон для высадки концов оси в звеньях дверной петли автомобиля содержит цилиндрическую часть с рабочей поверхностью. Цилиндрическая часть пуансона выполнена с цилиндрической полостью, диаметр которой на 0,1-0,3 мм меньше диаметра высаживаемой оси. Рабочая поверхность выполнена в виде фаски с возможностью передачи усилия на внешнюю кольцевую часть торца выступающего конца оси. Высота рабочей поверхности равна 1-2 толщинам стопорных шайб, применяемых для крепления оси в петле. В результате обеспечивается повышение качества крепления оси в звеньях дверной петли автомобиля и исключение тугоподвижности петли. 1 ил.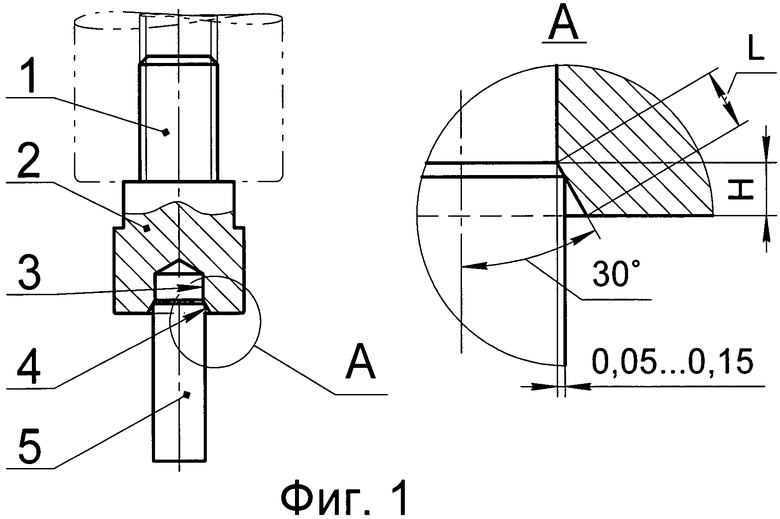
Пуансон для высадки концов оси в звеньях дверной петли автомобиля, характеризующийся тем, что он содержит цилиндрическую часть с рабочей поверхностью, при этом цилиндрическая часть пуансона выполнена с цилиндрической полостью, диаметр которой на 0,1-0,3 мм меньше диаметра высаживаемой оси, а рабочая поверхность выполнена в виде фаски с возможностью передачи усилия на внешнюю кольцевую часть торца выступающего конца оси, причем высота рабочей поверхности равна 1-2 толщинам стопорных шайб, применяемых для крепления оси в петле.
| Машина для испытания материалов, например, образцов цемента, на разрыв | 1948 |
|
SU75337A1 |
| Способ изготовления стержня со ступенчатой головкой | 1990 |
|
SU1738456A1 |
| RU 2056206 C1, 20.03.1996 | |||
| Способ высадки стержневых изделий | 1984 |
|
SU1268268A1 |
| DE 2901691 A, 24.07.1980. | |||

