Предлагаемое изобретение относится к области обработки металлов давлением и может быть использовано для получения труб и полых профилей из алюминиевых, магниевых и титановых сплавов, используемых в авиакосмической и других отраслях техники.
Известно устройство для прессования изделий, взятое в качестве прототипа, состоящее из восьмиканальной матрицы, где иглы расположены симметрично относительно оси по периметру наружного контура и закреплены в консолях, обращенных своим пролетом в направлении от центра матрицы к ее периферии (Патент ФРГ №898883, 1955 г.).
Недостатками этой конструкции являются:
1. При прессовании полого изделия линия тока металла в области расположения матрицы в контейнере направлена в сторону центра матрицы, и поток металла отгибает иглу в том же направлении, что приводит к повышенной разностенности.
2. Консоли занимают центральную часть матрицы, а иглы располагают на значительных расстояниях от центра, т.е. в местах затрудненного течения металла в процессе прессования, что приводит к увеличению усилия прессования.
Известна матрица, взятая в качестве аналога, состоящая из матрицедержателя, устанавливаемого в корпус иглодержателя, имеющего один центрально расположенный канал, расширяющийся в сторону матрицедержателя, при этом иглы расположены симметрично относительно оси по периметру наружного контура иглодержателя так, что доступ металла в камеру сварки, образующуюся в канале за иглой между матрицедержателем и иглодержателем, происходит с одной стороны иглы из центра матрицы (Авторское свидетельство №301201. - «Открытия, изобретения, промышленные образцы, товарные знаки», 1971, №14, с.26).
Недостатком конструкции матрицы аналога является увод игл в сторону от центра матрицы при прессовании вследствие одностороннего воздействия потока металла на иглы, что приводит к повышенной разностенности.
Предлагается конструкция матрицы для многоканального прессования труб и полых профилей, включающая четное количество консолей; корпус; съемные втулки, оформляющие наружный контур изделия и сменные иглы, образующие форму внутреннего канала изделия, попарно закрепленные в консолях, являющихся частью корпуса матрицы, расположенных диаметрально и симметрично относительно оси матрицы и обращенных своим пролетом к центру матрицы, при этом иглы зафиксированы в положении параллельно оси матрицы посредством расположения вблизи центра матрицы на участке, соответствующем наименьшему сопротивлению металла, при равенстве расстояния от центра матрицы до крайней внутренней точки консоли величине кармана для диффузионной сварки металла, определяемой толщиной стенки изделия. Толщина кармана находится в пределах от 3 до 5 толщин стенки изделия.
В пространство, образованное между консолями, со стороны центра матрицы заходит металл и в зоне истечения при прессовании компенсирует усилие на иглу со стороны кармана, отклоняющее ее к центру матрицы, фиксируя положение иглы параллельно оси матрицы. В результате разностенность значительно уменьшается.
Прессованные изделия приближены к центру матрицы, следовательно, к линии наименьшего сопротивления при прессовании, что приводит к уменьшению затрат энергии на осуществление деформации, снижению усилия прессования и в результате увеличению производительности процесса.
Производительность процесса увеличивается пропорционально количеству очков матрицы.
Технический результат - уменьшение разностенности прессуемых изделий, снижение усилия прессования и увеличение производительности процесса.
На рис.1 показан общий вид данной матрицы.
Матрица состоит из четного количества консолей 1, диаметрально и симметрично расположенных относительно оси матрицы, сменных игл 2, образующих форму внутреннего канала, корпуса 3, в котором располагают съемные втулки 4, оформляющие наружный контур изделия.
При заданном типоразмере трубы или профиля комплектовать матрицу иглами и втулками необходимо только попарно, когда каждая пара соответствует одному виду изделия одного типоразмера.
Устройство работает следующим образом. При прессовании изделий из сплошной заготовки (слитка) консоли разделяют потоки металла и соединяют их в карманах 5, где происходит диффузионная сварка. Процесс продолжают до момента образования пресс-остатка, который удаляют перед прессованием следующей заготовки, после чего цикл прессования возобновляют.
С помощью предложенной матрицы изготовлена опытно-промышленная партия особотонкостенных профилей шифра ПС 890-68 в количестве 87 кг.
Прессование осуществлено на прессе усилием 1250 тс из контейнера ⌀ 150 мм через двухочковую матрицу. Размеры заготовки для прессования, мм: ⌀ 145×300. Сплав АМг2. Площадь поперечного сечения изделия 0,62 см2.
Объем заготовки равен 4951,39 см3. Масса заготовки 13,27 кг.
Величина пресс-остатка в процентном соотношении от слитка составляет:
 ,
,
где hпр. ост - высота пресс-остатка, равная: hпр. ост=hгр+10 мм (hгр - высота гребня, мм),
lзаг - длина заготовки, мм

Выход годного - 85%.
Из заготовки получены 2 изделия длиной 30 м массой:
mизд=m1 п.м (lизд-hпр. ост)·2,
где m1 п.м. - масса 1 погонного метра, кг,
lизд - длина изделия с учетом пресс-остатка, м
mизд=0,16(30-0,045)·2=4,79 кг·2=9,58 кг.
При прессовании на прессе усилием 750 тс по традиционной технологии через одноочковую матрицу была применена заготовка с размерами, мм: ⌀ 90×200. Величина пресс-остатка в процентном соотношении от слитка составляет:

Выход годного - 67,5%.
Из заготовки получено 1 изделие длиной 7 м массой:
mизд=0,16(7-0,065)=1,11 кг.
Таким образом, производительность увеличена в 8,6 раза, выход годного повышен на 17,5%.
Фактические параметры прессования: вытяжка µ=142, температура прессования 460°С, скорость истечения 8 м/мин.
Качество изделия
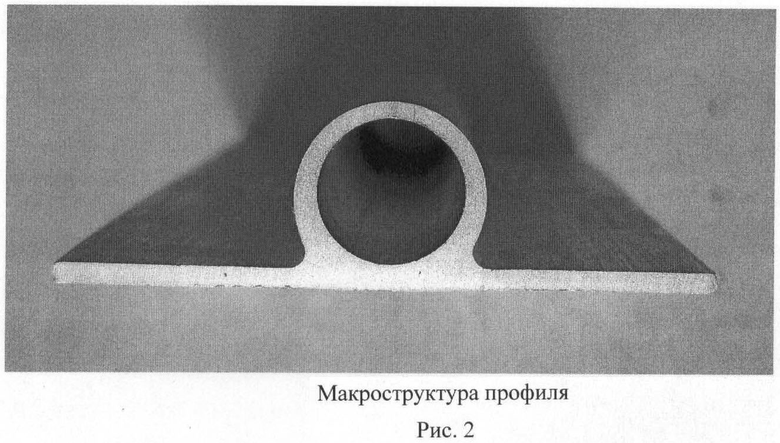
В результате проведенных экспериментов получено пресс-изделие с одним сварным швом, что повысило надежность работы изделия в конструкциях. На рис.2 представлена макроструктура поперечного сечения отпрессованного профиля ПС 890-68. Как видно на фото, структура профиля однородная, следов сварного шва не просматривается, расслоения отсутствуют.
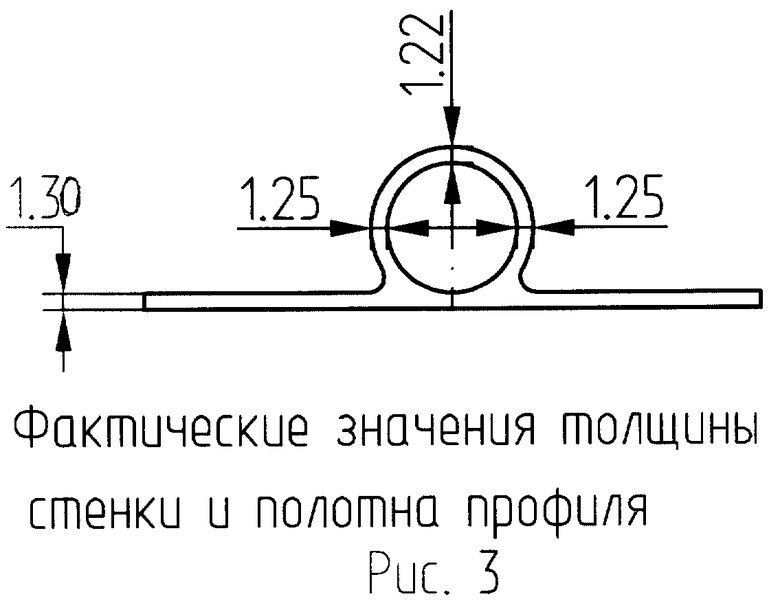
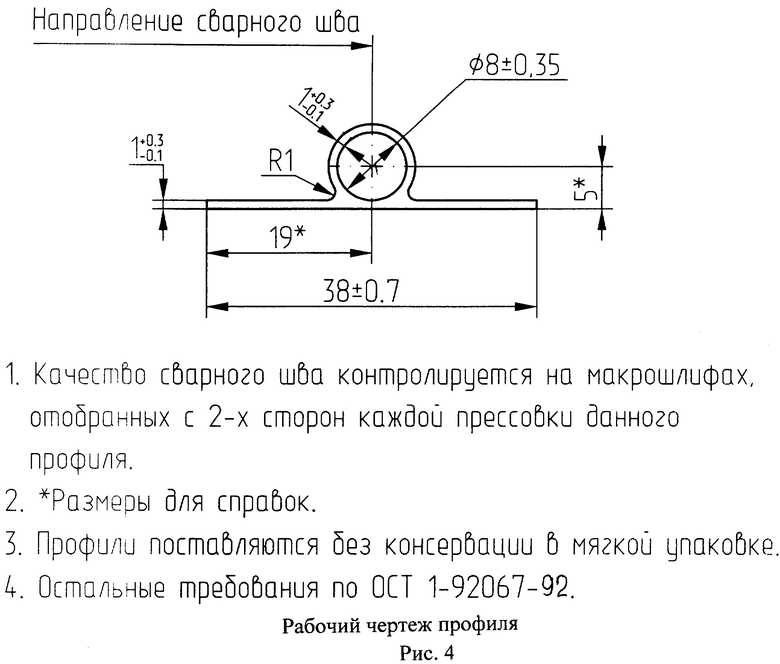
Полученные изделия имеют пониженную разностенность. Толщина tmin по диаметру составляет 1,22 мм, по полотну 1,30 мм (рис.3). Изготовленная партия профилей полностью отвечает требованиям технических условий по повышенной точности (рис.4) и сдана заказчику.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием | 2015 |
|
RU2608110C1 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2582842C1 |
| ИНСТРУМЕНТ для МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 1971 |
|
SU301201A1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| Инструмент для прессования труб совмещенным методом | 1973 |
|
SU473539A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
Изобретение предназначено для повышения качества изделий и увеличения производительности процесса получения труб и полых профилей из алюминиевых, магниевых и титановых сплавов, используемых в авиакосмической и других отраслях техники. Матрица включает четное количество консолей, корпус, съемные втулки, оформляющие наружный контур изделия, и сменные иглы, образующие форму внутреннего канала изделия. Уменьшение разностенности прессуемых изделий и снижение усилия прессования обеспечивается за счет того, что иглы попарно закреплены в консолях, являющихся частью корпуса матрицы, расположенных диаметрально и симметрично относительно оси матрицы вблизи ее центра и обращенных своим пролетом к центру матрицы, при этом расстояние от центра матрицы до крайней внутренней точки консоли регламентировано. 4 ил.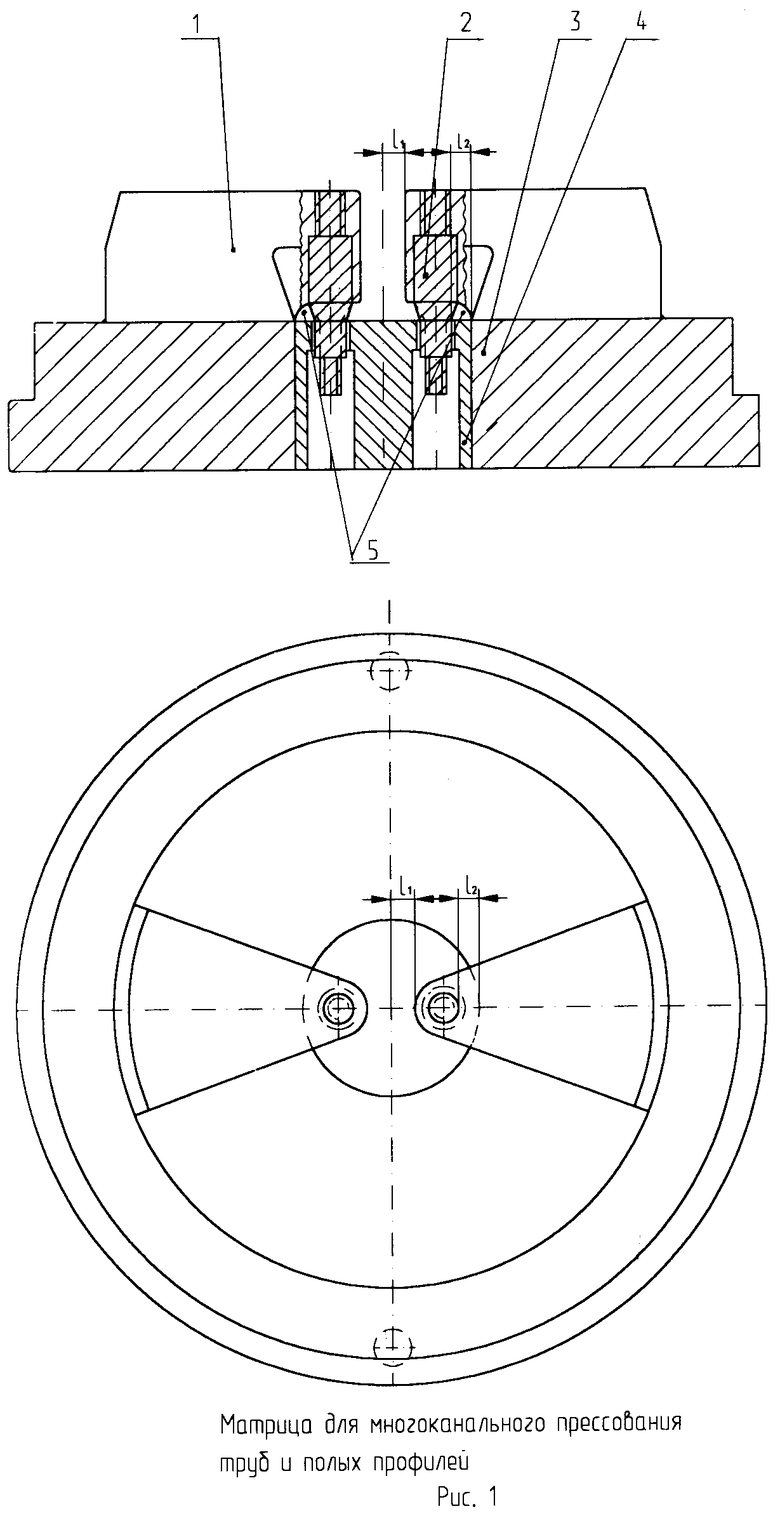
Матрица для многоканального прессования труб и полых профилей, включающая корпус, консоли, втулки и иглы, образующие форму внутреннего канала изделий, отличающаяся тем, что иглы попарно закреплены в диаметрально противоположных консолях, выполненных в виде части корпуса матрицы и обращенных своими пролетами к центру матрицы, при этом иглы, закрепленные в консолях, зафиксированы в положении параллельно оси матрицы за счет их расположения вблизи центра матрицы на участке, соответствующем наименьшему сопротивлению потока металла, при этом расстояние от центра матрицы до крайней внутренней точки консоли равно величине кармана для диффузионной сварки потоков металла, определяемой толщиной стенки изделия.
| DE 898883 С, 07.12.2007 | |||
| Матричный узел для прессования по-лых изделий с продольными отверстиямив стенке | 1974 |
|
SU509318A1 |
| Инструмент для прессования полых изделий | 1979 |
|
SU867444A2 |
| Инструмент для прессования полых изделий | 1976 |
|
SU645722A1 |

