Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано при получении проката для производства сероводородостойких газонефтепроводных труб.
Известен способ производства проката из низколегированной стали, включающий нагрев слябов до температуры 1160-1190°C, черновую прокатку, чистовую прокатку с суммарным относительным обжатием не менее 70% при температуре конца прокатки не выше 820°C. После прокатки листы подвергают закалке водой с температуры 900-950°C и отпуску при температуре 600-730°C. При этом низколегированная сталь имеет следующий химический состав, мас.%:
Недостатки известного способа состоят в том, что прокат имеет низкие хладостойкость, свариваемость и стойкость против сероводородного растрескивания. Кроме того, дополнительное термическое улучшение проката удорожает его производство.
Известен также способ производства проката категории прочности Х65 из низколегированной стали следующего состава, мас.%:
При этом 
и 
Способ включает нагрев слябов до температуры 1170-1420°C, их черновую прокатку до промежуточной толщины и чистовую прокатку в температурном интервале 910-710°C с суммарным относительным обжатием 60-80% [2].
Недостатки известного способа состоят в том, что он не обеспечивает высокой хладостойкости и стойкости против сероводородного растрескивания.
Наиболее близким аналогом по совокупности признаков и достигаемым результатам к предлагаемому изобретению является способ производства проката из низколегированной стали следующего химического состава, мас.%:
Способ включает нагрев слябов до температуры 1220-1280°C, многопроходные черновую прокатку до промежуточной толщины, чистовую прокатку с температуры конца прокатки 820-880°C и ускоренное охлаждение водой до температуры 580-660°C [3].
Основными недостатками известных способов производства являются недостаточная прочность, неудовлетворительные показатели ударной вязкости, хладостойкости получаемого проката и низкое сопротивление водородному и сероводородному растрескиванию.
Листовой прокат для изготовления высокопрочных хладостойких газонефтепроводных труб, используемый для транспортирования сероводородсодержащих углеводородов, должен отвечать следующему комплексу свойств (табл.1):
Известные способы производства проката из низколегированной стали не обеспечивают одновременное сочетание высокой прочности, хладостойкости и стойкости против сероводородного растрескивания, т.к. повышение прочности за счет увеличения степени легирования стали неизбежно ухудшает ее свариваемость и стойкость против сероводородного растрескивания, снижает пластические и вязкостные свойства проката при отрицательных температурах.
Техническим результатом данного изобретения является получение листового проката для газонефтепроводных труб с повышенными показателями прочности, при одновременном повышении хладостойкости, низкотемпературной вязкости и высоким сопротивлением водородному и сероводородному растрескиванию без ухудшения свариваемости.
Указанный технический результат достигается тем, что в способе производства толстолистового проката из высокопрочной и хладостойкой стали, включающем выплавку стали, непрерывную разливку на заготовки, нагрев слябов, предварительную и окончательную прокатку и ускоренное охлаждение, согласно изобретению прокат производят из стали следующего химического состава, мас.%:,
C 0,02-0,10
Mn 0,5-1,5
Si 0,10-0,50
Nb 0,010-0,10
Al 0,01-0,05
Ti 0,005-0,05
N 0,003-0,012
S 0,002 и менее
P 0,001-0,015
Ca 0,0002-0,005
Fe - остальное
при соотношении 0,03≤[C]×[Mn]≤0,12,
где [C]×[Mn] - произведение содержания в стали углерода и марганца.
После нагрева до температур 1100-1300°C слябы предварительно прокатывают с общей степенью деформацией 50-70% в направлении, перпендикулярном оси сляба, а затем в области температур 900-750°C в направлении, продольном оси сляба, с суммарной деформацией 65-80%, после чего прокат ускоренно охлаждают в области температур (Ar3±30°C)-(600-400°C), причем вначале до температур 600-500°C со скоростью 15-30 град/с, а затем со скоростью 10-15 град/с; после чего с температуры 400°C до комнатной температуры охлаждают замедленно со скоростью 0,05-0,15 град/с.
В состав стали могут вводить один или несколько элементов из ряда Mo, V, Ni, Cu, Cr, B в следующем количестве, мас.%:
Mo 0,05-0,35
V 0,01-0,15
Ni 0,01-0,50
Cu 0,01-0,50
Cr 0,01-0,50
B 0,0005-0,005
при этом при одновременном содержании Mo, Ni, Cu и Cr их сумма не должна превышать 1,0%.
Выбранные пределы содержания углерода в сочетании с марганцем и ниобием обеспечивают в прокате, произведенном по предложенным режимам, получение дисперсной феррито-бейнитной структуры и достижение высоких значений временного сопротивления, предела текучести, относительного удлинения, высокого сопротивления водородному и сероводородному растрескиванию при сохранении хорошей свариваемости. Заявленные содержания кремния и алюминия обеспечивают необходимую чистоту стали по неметаллическим включениям и кислороду. Содержание титана в заявленных пределах обеспечивает связывание азота в стойкие нитриды, а очень низкое содержание серы - получение высоких значений ударной вязкости при отрицательных температурах и высокое сопротивление водородному и сероводородному растрескиванию.
Кальций оказывает модифицирующее (сфероидизирующее) действие на неметаллические включения, что позволяет повысить ударную вязкость при отрицательных температурах и препятствует инициированию водородного растрескивания на границе сульфид - матрица.
Ниобий в заявленных пределах содержания сдерживает рост зерна аустенита при нагреве, тормозит рекристаллизацию в области температур, соответствующей временной паузе между предварительной и окончательной прокаткой, что способствует созданию дополнительных центров образования новой фазы (феррита) при γ→α превращении и, следовательно, измельчению зерна феррита. Кроме того, выделение дисперсных карбонитридов ниобия способствует повышению прочностных характеристик стали благодаря дисперсионному упрочнению.
Заявленные режимы предварительной прокатки, окончательной прокатки и ступенчатого ускоренного охлаждения до температур бейнитного превращения при 600-400°C способствуют формированию однородной, дисперсной, бесполосчатой феррито-бейнитной структуры с повышенными показателями прочности, хладостойкости, свариваемости и высоким сопротивлением водородному (CLR→0) и сероводородному растрескиванию (σпор. не ниже 0,7σт).
Пример осуществления способа.
Сталь выплавляли в кислородном конвертере. После выпуска металла производили его обработку в ковше и разливали на МНЛЗ. При внепечной обработке металла в ковше проводили окончательное раскисление, рафинирование, продувку нейтральным газом и модифицирующую обработку кальцием. В результате выплавки и внепечной обработки получали сталь следующего химического состава (мас.%): C - 0,05; Mn - 1,26; Si - 0,18; Nb - 0,43; Ti - 0,011; Cu - 0,15; Ni - 0,21; Al - 0,02; N - 0,005; S - 0,001; P - 0,012; Fe - остальное.
Прокатку слябов размером 246×1550 мм на лист толщиной 18,7 мм производили на одноклетьевом реверсивном стане "5000". Нагрев слябов под прокатку производили до температуры 1170±10°C. Предварительную деформацию в направлении, перпендикулярном оси сляба, осуществляли за 5 проходов и завершали при температуре 980°C, при этом суммарная деформация перпендикулярно оси сляба составляла 63%. Толщина подката составляла 90 мм. Окончательную деформацию в направлении, продольном оси сляба, осуществляли за 12 проходов при температуре 900-780°C, с общей степенью деформации 79%. После завершения окончательной прокатки производили ускоренное охлаждение проката от температуры 790°C со скоростью 23,0 град/сек до температуры 550°C, затем со скоростью 12,0 град/сек до температуры 400°C. Последующее охлаждение раската до комнатной температуры осуществляли замедленно со скоростью 0,10 град/с.
Состав стали, технологические режимы прокатки и комплекс полученных свойств указаны в таблицах 2, 3, 4.
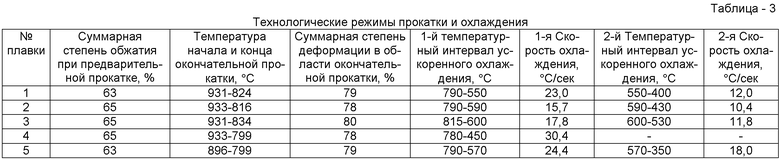
Из данных, приведенных в таблице 4, следует, что в случаях реализации предложенного способа (варианты №1-2) достигается повышение прочности листов, хладостойкости и стойкости против водородного и сероводородного растрескивания. При запредельных значениях заявленных параметров (варианты №3-5) имеет место снижение низкотемпературной вязкости (№4), или прочности (№3) и стойкости против сероводородного растрескивания листового проката (№3-5).
Предложенный способ позволяет получить прокат с повышенными показателями прочности, при одновременном повышении хладостойкости, низкотемпературной вязкости и высоким сопротивлением водородному и сероводородному растрескиванию без ухудшения свариваемости.
Источники информации
1. Патент Российской Федерации №2255123, МПК C21D 8/02, C22C 38/58, 2005 г.
2. Патент Российской Федерации №2241769, МПК C21D 8/02, C22C 38/58, B21B 1/26, 2004 г.
3. Патент Российской Федерации №2262537, МПК C21D 8/02, C22C 38/46, 2005 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ГАЗОНЕФТЕПРОВОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КАТЕГОРИИ ПРОЧНОСТИ Х42-Х56, СТОЙКИХ ПРОТИВ ИНДУЦИРОВАННОГО ВОДОРОДОМ РАСТРЕСКИВАНИЯ В HS -СОДЕРЖАЩИХ СРЕДАХ | 2016 |
|
RU2653954C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2008 |
|
RU2375469C1 |
| Способ производства проката для изготовления труб категории прочности К48-К56, стойких к сероводородному растрескиванию и общей коррозии, и труба, выполненная из него | 2018 |
|
RU2709077C1 |
| НИЗКОУГЛЕРОДИСТАЯ СТАЛЬ И ПРОКАТ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ПОВЫШЕННОЙ СТОЙКОСТИ К ВОДОРОДНОМУ РАСТРЕСКИВАНИЮ И ПОВЫШЕННОЙ ХЛАДОСТОЙКОСТИ | 2011 |
|
RU2496906C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ ВЫСОКОПРОЧНОЙ ХЛАДОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2439173C2 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННОСТОЙКОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2681074C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СВАРИВАЕМОЙ СТАЛИ | 2014 |
|
RU2578618C1 |
| Способ производства низколегированного рулонного проката | 2022 |
|
RU2793012C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА | 2008 |
|
RU2355783C1 |
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для производства сероводородостойких газонефтепроводных труб. Для обеспечения повышенных показателей прочности при одновременном повышении хладостойкости, низкотемпературной вязкости и сопротивления водородному и сероводородному растрескиванию выплавляют сталь непрерывно ее разливают в слябы, нагревают слябы, предварительно и окончательно прокатывают и ускоренно охлаждают, при этом сталь, содержит, мас.%: С 0,02-0,10, Mn 0,5-1,5, Si 0,10-0,50, Nb 0,010-0,10, Al 0,01-0,05, Ti 0,005-0,05, N 0,003-0,012, S 0,002 и менее, P 0,001-0,015, Ca 0,0002-0,005, Fe - остальное, при соотношении 0,03≤[C]×[Mn]≤0,12, слябы нагревают до 1100-1300°С, предварительно прокатывают с общей степенью деформации 50-70% в направлении, перпендикулярном оси сляба, а затем в области температур 900-750°С в направлении, продольном оси сляба, с суммарной степенью деформации 65-80%, ускоренно охлаждают в области температур (Ar3±30°С)-(600-400°С), сначала до температур 600-500°С со скоростью 15-30 град/с, а затем со скоростью 10-15 град/с, после чего с температуры 400°С до комнатной температуры охлаждают замедленно со скоростью 0,05-0,15 град/с. 1 з.п. ф-лы, 4 табл., 1 пр.
1. Способ производства толстолистового проката из высокопрочной и хладостойкой стали, включающий выплавку стали, непрерывную разливку на слябы, нагрев слябов, предварительную и окончательную прокатку и ускоренное охлаждение, отличающийся тем, что производят выплавку стали следующего химического состава, мас.%:
при выполнении соотношения 0,03≤[С]×[Mn]<0,12,
где [С]×[Mn] содержания в стали углерода и марганца, при этом нагрев слябов ведут до температуры 1100-1300°С, затем слябы предварительно прокатывают с общей степенью деформации 50-70% в направлении, перпендикулярном оси сляба, и окончательно - в области температур 900-750°С в направлении, продольном оси сляба с суммарной степенью деформации 65-80%, после чего прокат ускоренно охлаждают в области температур (Ar3±30°С)-(600-400°С), причем вначале до температур 600-500°С со скоростью 15-30 град/с, а затем - со скоростью 10-15 град/с, после чего с температуры 400°С до комнатной температуры осуществляют замедленное охлаждение со скоростью 0,05-0,15 град/с.
2. Способ по п.1, отличающийся тем, что сталь дополнительно содержит один или несколько элементов из ряда Mo, V, Ni, Cu, Cr, В в следующем количестве, мас.%:
при этом сумма элементов Mo, Ni, Cu и Cr не превышает 1,0%.
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ ИЛИ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ (ВАРИАНТЫ) | 2003 |
|
RU2235138C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2006 |
|
RU2345149C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2009 |
|
RU2414515C1 |
| Прибор для игры | 1928 |
|
SU23862A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ВЫСОКОТОЧНЫМ ОРУЖИЕМ | 2009 |
|
RU2429439C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

