РОДСТВЕННЫЕ ЗАЯВКИ
Эта заявка испрашивает приоритет согласно §119(a)-(d) статьи 35 свода законов США у заявки Швейцарии № 01712/07, зарегистрированной 2 ноября 2007 г., и заявки Швейцарии № 01851/07, зарегистрированной 30 ноября 2007 г., обе из которых полностью включены в настоящее описание посредством ссылки.
Настоящее изобретение было осуществлено при поддержке правительства согласно контракту № AR36819 и контракту № AR053143, обоим из которых присуждены гранты Национального института здравоохранения (NIH). Правительство имеет соответствующие права в настоящем изобретении.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к изготовлению слоев твердотельных материалов и, более конкретно, относится к технологиям производства относительно тонких самостоятельных слоев твердотельных материалов, таких как материалы, используемые в микроэлектронике.
Для широкого диапазона практических применений в микроэлектронике и микрообработке необходим по меньшей мере один самостоятельный слой материала для микроэлектроники, который может быть использован, например, в качестве исходной структуры, на которой будет изготовлена электронная и/или механическая система. Например, в традиционных технологиях микрообработки используют по меньшей мере одну самостоятельную полупроводниковую подложку или пластину, такую как кремниевая пластина, на которой изготавливают микроэлектронные и микромеханические системы. Такие кремниевые пластины изготавливают в промышленном масштабе с соблюдением заданных стандартов изготовления, определяющих, например, однородность легирования и толщину.
С развитием технологии, характеристики доступных для приобретения микроэлектронных подложек, таких как кремниевые пластины, перестают соответствовать важным практическим применениям в микрообработке. В частности, толщина традиционных подложек, таких как кремниевые пластины, часто бывает по существу больше, чем это необходимо для конкретного практического применения в микрообработке, при этом лишний материал пластины повышает общие затраты на изготовление микросистемы, но не обеспечивает никакого соответствующего преимущества. Например, высокоэффективные кремниевые солнечные элементы могут быть изготовлены на кремниевых подложках толщиной примерно 50 мкм. Но традиционные пластины из кремния диаметром 5 дюймов (127 мм), предназначенные для производства солнечных элементов, обычно выпускаются с толщиной примерно 180 мкм. Эта избыточная толщина материала пластины не обеспечивает никаких преимуществ в работе солнечного элемента, но существенно увеличивает общую стоимость микрообработки при изготовлении солнечного элемента. Этот общий пример наглядно доказывает, что с развитием передовых технологий и систем микрообработки, таких как изготовление солнечных элементов и фотогальванических систем, стоимость и недостатки традиционных исходных материалов, таких как имеющиеся в продаже кремниевые пластины, становятся существенными факторами в определении успешности осуществления и эффективности затрат указанных развивающихся технологий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложены высокоэффективные, воспроизводимые и рентабельные способы изготовления самостоятельных слоев твердотельного материала, которые могут быть использованы в широком диапазоне практических применений в микрообработке.
Согласно одному предложенному в настоящем изобретении примерному способу изготовления самостоятельного твердотельного слоя, берут твердотельный материал, имеющий по меньшей мере одну поверхность для формирования на ней слоя, и слой полимера, сформированный на указанной поверхности. Затем изменяют локальную температуру указанного твердотельного материала и слоя полимера от первой температуры до второй температуры, которая ниже первой температуры, чтобы вызвать разламывание твердотельного материала вдоль заданной плоскости в толщине материала для изготовления по меньшей мере одного самостоятельного твердотельного слоя из твердотельного материала.
В вариантах реализации, предложенных в настоящем изобретении, первая температура может быть не больше примерно 300°C или может быть примерно равна комнатной температуре. В дополнительных вариантах реализации, предложенных настоящим изобретением, вторая температура может быть примерно ниже комнатной температуры или может быть ниже примерно -20°C.
Согласно дополнительному предложенному настоящим изобретением способу изготовления самостоятельного твердотельного слоя, берут твердотельный материал, имеющий характеристический первый коэффициент теплового расширения и имеющий по меньшей мере одну поверхность для формирования на ней слоя, и слой полимера, сформированный на указанной поверхности. Указанный полимер отличается тем, что имеет второй коэффициент теплового расширения, который по меньшей мере примерно на 50×10-6К-1 больше первого коэффициента теплового расширения. Далее изменяют локальную температуру твердотельного материала и слоя полимера от первой температуры до второй температуры, которая ниже первой температуры, чтобы вызвать разламывание твердотельного материала вдоль плоскости в толщине материала для изготовления по меньшей мере одного самостоятельного твердотельного слоя из твердотельного материала.
Согласно дополнительному, предложенному в настоящем изобретении способу изготовления самостоятельного твердотельного слоя, берут твердотельный материал, имеющий две противоположные поверхности для формирования слоя на каждой из двух указанных поверхностей, и слой полимера, сформированный на каждой из двух указанных поверхностей. Затем вызывают разламывание твердотельного материала вдоль плоскости в толщине материала для изготовления по меньшей мере двух самостоятельных твердотельных слоев из твердотельного материала.
Далее, согласно дополнительному способу изготовления самостоятельного твердотельного слоя, предложенному в настоящем изобретении, берут твердотельный материал, имеющий по меньшей мере одну поверхность для формирования на ней слоя, и слой полимера, сформированный на указанной поверхности. Затем вызывают разламывание твердотельного материала вдоль плоскости в толщине материала для изготовления структуры, содержащей самостоятельный твердотельный слой и присоединенный к его первой поверхности слой полимера. Затем формируют слой полимера на второй поверхности самостоятельного твердотельного слоя, противоположной первой поверхности, и затем вызывают разламывание самостоятельного твердотельного слоя вдоль плоскости в его толщине для изготовления первой и второй дополнительных структур, каждая из которых содержит самостоятельный твердотельный слой и прикрепленный к его первой поверхности слой полимера.
Эти способы обработки, предложенные в настоящем изобретении, в частности, предпочтительны тем, что во время обработки по существу отсутствуют потери твердотельного материала или изготовленных самостоятельных слоев. Такой подход обеспечивает повторную цикличность обработки материала, и с каждым циклом может быть изготовлено все больше дополнительных слоев, с использованием при необходимости в последующих циклах изготовления по меньшей мере одного дополнительного слоя. Дополнительно, каждый цикл является, в частности, эффективным и по существу автоматическим, поскольку для его выполнения не требуется больших физических усилий, а также нет необходимости в использовании специализированного оборудования или обрабатывающих устройств. Таким образом, способом обработки согласно настоящему изобретению может быть изготовлено большое количество относительно тонких самостоятельных слоев, которое недостижимо традиционными способами.
Другие отличительные особенности и преимущества настоящего изобретения будут очевидны из следующего описания, сопровождающих чертежей и приложенной формулы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
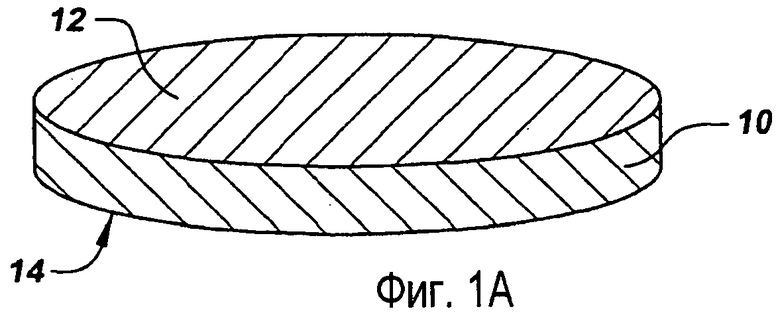
Фиг. 1A-1D показывают схематические перспективные виды этапов примерного способа согласно настоящему изобретению для термической обработки исходного твердотельного материала с полимером для изготовления самостоятельных твердотельных слоев.
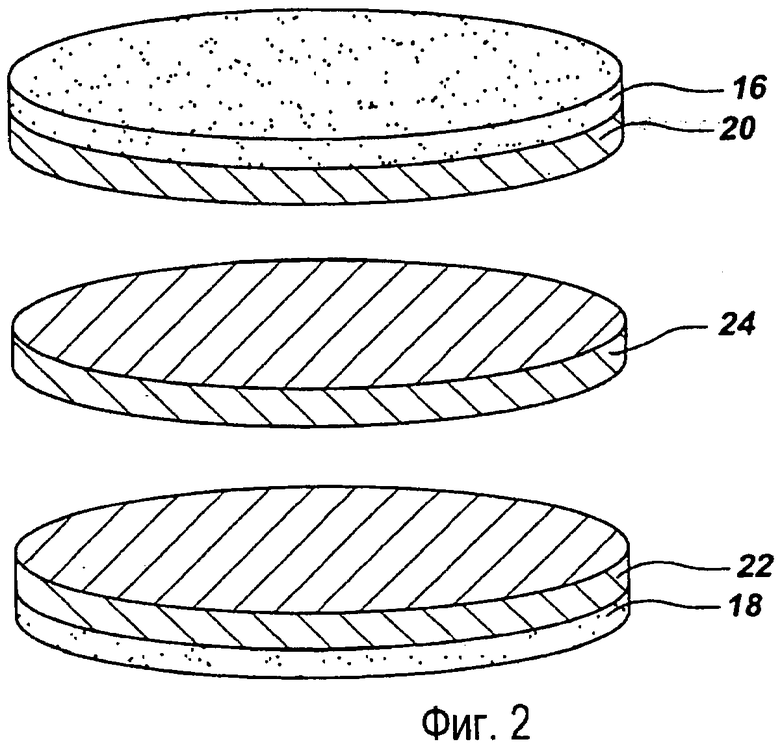
Фиг. 2 показывает схематический перспективный вид трех самостоятельных твердотельных слоев, изготовленных в соответствии с настоящим изобретением из исходного твердотельного материала.
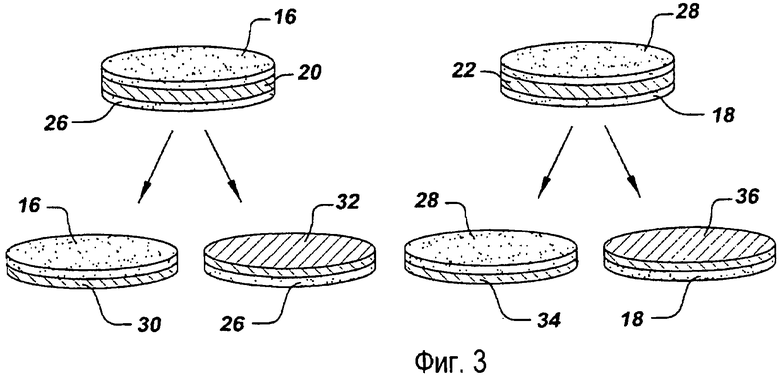
Фиг. 3 показывает схематический перспективный вид двух твердотельных слоев, изготовленных в соответствии с процессом, проиллюстрированным на фиг. 1А-1D, и четырех твердотельных слоев, также изготовленных последующим циклом процесса, проиллюстрированного на фиг. 1A-1D.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Как показано на фиг. 1A, для изготовления самостоятельных слоев из исходного твердотельного материала 10 могут быть использованы способы термической обработки, предложенные в настоящем изобретении. Как подробно описано далее, исходный твердотельный материал может быть взят в форме традиционной микроэлектронной пластины, использованной в качестве подложки, плоского диска, объемного тела или в другой подходящей форме. Любой конкретный термин, использованный здесь для описания формы исходного твердотельного материала, приведен лишь в качестве примера и не ограничивает объем настоящего изобретения. Далее в описании исходная структура будет упоминаться как "твердотельный материал" независимо от конкретной формы, с пониманием того, что материал взят в форме выбранной подложки, пластины, объемного тела или в другой форме. Термин "твердое тело" здесь обозначает отношение вообще ко всем небиологическим материалам и не ограничен конкретным составом материала.
Твердотельный материал 10 имеет первую открытую сторону или поверхность 12 и, при необходимости, вторую открытую поверхность 14, каждая из которых выполнена с возможностью формирования на ней по меньшей мере одного слоя материала. Как подробно описано далее, на поверхностях может быть сформирован по меньшей мере один слой, расположенный на открытой поверхности или поверхностях, путем осаждения, ручным нанесением или адгезией, выращиванием или в результате другого процесса. Для нанесения указанного слоя на поверхности не требуется специальных процессов его формирования. Открытые поверхности показаны на фиг. 1A противоположными и параллельными лишь в целях упрощения описания, что в общем не обязательно для настоящего изобретения, как подробно описано далее.
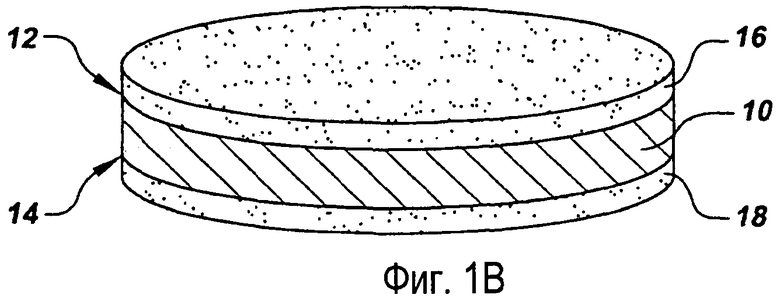
В результате первой технологической операции, как показано на фиг. 1B, на первой поверхности 12 твердотельного материала 10 сформирован слой 16 полимерного материала и, если необходимо для конкретного применения, на второй поверхности 14 или других поверхностях твердотельного материала 10 также сформирован слой 18 полимерного материала. Толщина, состав и характеристики полимерного материала выбраны, как подробно описано далее, на основе желательной толщины конечного самостоятельного слоя или слоев, которые будут изготовлены из твердотельного материала. В целом, как описано далее, полимерный материал характеризуется коэффициентом теплового расширения, который отличается от и предпочтительно больше коэффициента теплового расширения твердотельного материала 10.
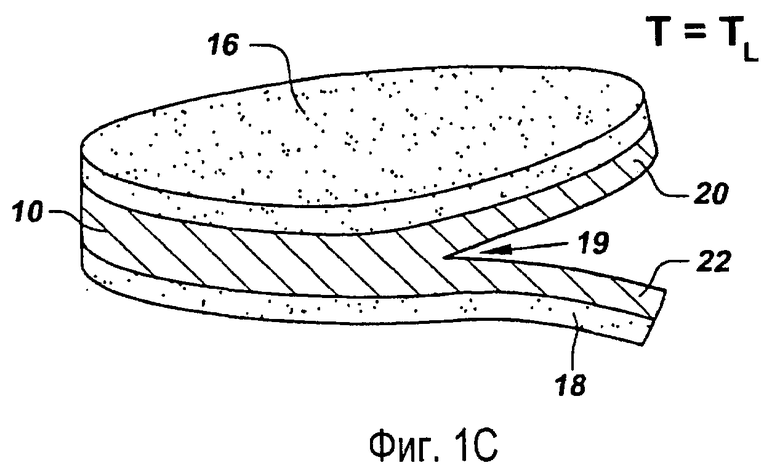
Как показано на фиг. 1C, в одном варианте реализации многослойную структуру с размещенными по меньшей мере на одной поверхности материала 10 слоем или слоями 16, 18 полимера подвергают термической обработке путем контакта по меньшей мере с одной средой, которая изменяет температуру локального участка многослойной структуры от первой высокой температуры T H до второй низкой температуры T L. При достижении локальной температуры и/или падении ниже указанной низкой температуры T L происходит самопроизвольное разламывание или раскалывание материала 10 от поверхности материала, которая свободна от слоя или слоев 16, 18 полимера, по меньшей мере вдоль одной внутренней плоскости 19 разламывания из-за индуцированного температурным перепадом механического напряжения в материале, изготовленном из материала и слоя или слоев полимера, имеющих существенно различные коэффициенты теплового расширения. Плоскость трещины проходит на некотором расстоянии от поверхности материала, которое в силу различных причин может быть по существу постоянным относительно границы между материалом и полимером. Таким образом, плоскость трещины проходит вплоть до конца слоя полимера, размещенного на материале. В результате разламывания материала при низкой температуре T L, из исходного материала формируются по меньшей мере два самостоятельных слоя 20, 22, при этом указанные самостоятельные слои находятся в контакте с расположенными на них соответствующими слоями 16, 18 полимера соответственно.
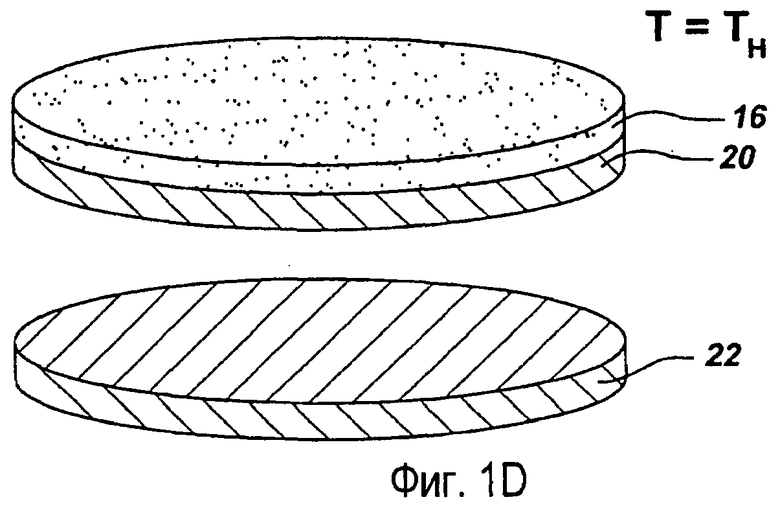
Как показано на фиг. 1D, на следующем этапе способа по меньшей мере два изготовленных таким образом самостоятельных слоя 20, 22 могут быть подвергнуты термической обработке контактом по меньшей мере с одной средой, которая изменяет температуру локального участка на указанных самостоятельных слоях от низкой температуры T L обратно к выбранной температуре, предпочтительно высокой температуре T H. Затем результирующие самостоятельные слои 20, 22 могут быть использованы в выбранном применении или выбранных применениях. Например, самостоятельный слой 20 с сохраненным на нем слоем полимера 16 может быть подвергнут дополнительной термической обработке для изготовления дополнительных самостоятельных слоев способом, описанным далее; слой полимера также может быть сохранен на месте для использования в конкретном применении, если такая конструкция окажется пригодной для данного применения. По меньшей мере один из самостоятельных слоев 22 в другом варианте реализации изобретения может быть обработан с удалением слоя полимера для использования в конкретном применении или в другой технологической цепочке.
Изготовление пары самостоятельных слоев 20, 22 путем термической обработки согласно настоящему изобретению, в частности, не требуется; другие многослойные конструкции также могут быть изготовлены путем термической обработки. Например, как показано на фиг. 2, посредством термоиндуцированного механического напряжения в твердотельном материале при низкой температуре T L могут быть образованы две плоскости разламывания, которые проходят в толще материала на различном расстоянии от его верхнего слоя, в результате чего могут быть изготовлены три самостоятельных слоя 20, 22, 24. Каждый из двух указанных слоев здесь содержит на одной из своих поверхностей один из слоев полимера 16, 18, а третий слой материала, сформированный из центральной части материала, не содержит на своих поверхностях слоя полимера.
Как показано на фиг. 3, может быть выполнено любое подходящее количество циклов термического процесса согласно настоящему изобретению для повторной обработки слоев, которые были изготовлены на предыдущих этапах. Например, каждый из двух самостоятельных слоев 20, 22, изготовленных на первом этапе термической обработки, как показано на фиг. 1C, может быть снабжен двумя слоями 16, 26 и 18, 28 полимера соответственно для последующей термической обработки. Затем во втором цикле термического процесса может быть выполнено разламывание этих двух слоев 20, 22 для изготовления четырех самостоятельных слоев 30, 32, 34, 36. Каждый из указанных четырех слоев таким же образом может быть снабжен слоями полимера для третьего цикла термического процесса, выполненного для изготовления восьми самостоятельных слоев. При таком подходе за три цикла термического процесса могут быть изготовлены восемь самостоятельных слоев. В результате из пластины исходного материала толщиной 400 мкм, например из традиционной кремниевой пластины толщиной 4 мм, могут быть изготовлены восемь самостоятельных слоев толщиной 50 мкм.
Такой способ циклической термической обработки, предложенный в настоящем изобретении, демонстрирует одно из важных преимуществ настоящего изобретения, а именно отсутствие по существу любых потерь материала самостоятельного слоя во время термической обработки. Такой подход обеспечивает возможность повторной циклической обработки материала и изготовления дополнительных слоев с каждым новым циклом, при этом по меньшей мере один из полученных слоев в случае необходимости может быть использован в последующих циклах изготовления дополнительных слоев. Дополнительно, каждый термический цикл является в частности эффективным и по существу автоматическим, не требует больших физических усилий во время своего выполнения и не требует никакого специализированного оборудования или инструментов. Таким образом, способом циклической термической обработки согласно настоящему изобретению может быть изготовлено большое количество относительно тонких самостоятельных слоев, недостижимое традиционными способами.
Твердотельный материал, подлежащий термической обработке в соответствии с настоящим изобретением для изготовления самостоятельных слоев, вообще может быть любым материалом, в котором термическим способом может быть индуцировано механическое напряжение для образования трещины вдоль внутренней плоскости материала. Известны различные материалы, которые отличаются относительно высокой хрупкостью или имеют характеристики керамики или стекла, в том числе и материалы класса стекла. Указанный материал может быть монокристаллическим, поликристаллическим или аморфным, или может содержать некоторую комбинацию зерновой морфологии. Для осуществления способа не требуется какая-либо конкретная ориентация кристалла и, соответственно, указанная ориентация кристалла может быть выбрана в соответствии с наилучшим применением изготовленных слоев.
Примерные твердотельные материалы, для которых, в частности, термический процесс согласно настоящему изобретению является наиболее подходящим, включают материалы, используемые в микроэлектронике, такие как полупроводники, например полупроводники групп II-VI и III-V, а также электрически изолирующие и электрически проводящие материалы. Примерами подходящих твердотельных материалов могут быть кремний, германий, нитрид кремния, карбид кремния, алмаз, кварц, сапфир, графит, керамика, стекло и другие подобные им материалы. Материал может быть электрически легирован и может быть гомогенным или гетерогенным и входить в состав химического реагента и электрической или механической структуры. Настоящее изобретение не ограничено конкретным материалом; единственное, что требуется от материала, это способность термически индуцировать механическое напряжение, которое вызывает разламывание вдоль по меньшей мере одной внутренней плоскости материала. Для многих применений может быть предпочтительным способность материала к разламыванию вдоль всей его поверхности без разрушения. Как подробно описано далее, также могут быть выбраны такие характеристики полимера, которые способствуют такому процессу.
Независимо от того, какой состав имеет материал, выбранный для изготовления самостоятельных слоев, форма материала может быть выбрана конкретно для данного применения и не ограничивается настоящим изобретением. Таким образом, могут быть использованы традиционные микроэлектронные пластины, например, может быть использован материал в форме дисков, уже упоминавшийся выше как более толстый по сравнению с традиционной пластиной, или материал в форме подложки, уже упоминавшийся здесь как более тонкий или более толстый по сравнению с традиционной пластиной. Также могут быть использованы фрагменты для части подложек, дисков или пластин. Процесс может быть выполнен с большими объемами материала, включая, например, слитки, блоки и брусы.
Исходный материал может быть взят почти в любой произвольной форме и не ограничен структурой параллельных плоскостей, т.е. не ограничен структурой, имеющей две противолежащие плоские поверхности, которые параллельны друг другу. В случае необходимости, для последующего изготовления плоских самостоятельных слоев достаточно того, что по меньшей мере одна поверхность исходного материала является плоской и пригодной для формирования на ней путем адгезии слоя полимера. Однако в соответствии с настоящим изобретением исходный материал может вообще не иметь плоских поверхностей, и, напротив, может иметь поверхности цилиндрической, сферической или другой формы. Из материала с такими изогнутыми соответствующим образом поверхностями могут быть изготовлены самостоятельные изогнутые слои или тела.
Поверхность исходного материала не обязательно должна быть плоской и может иметь поверхностный рельеф или отличительные особенности, содержащие микроэлектронные, микроэлектромеханические и конструктивные устройства и системы или конструктивные конфигурации. В этом отношении, исходный материал может быть снабжен по меньшей мере одним поверхностным слоем или структурами, устройствами, схемами, электрическими и/или механическими соединениями или другими отличительными особенностями. Независимо от наличия на поверхности исходного материала отличительных особенностей или неравномерной топологии поверхности исходного материала, предпочтительно указанные особенности значительно не ослабляют адгезию слоя полимера, который будет нанесен на поверхность указанного материала. Поверхности материала могут быть полированными, как, например, у имеющихся в продаже кремниевых пластин, или могут иметь существенную шероховатость, в любом случае слой полимера должен иметь хорошую адгезию для указанного материала.
Толщину исходного материала предпочтительно выбирают на основе необходимой толщины самостоятельных слоев, которые будут изготовлены, и исходя из количества термических циклов, которые будут выполнены при изготовлении указанных слоев. Для некоторых материалов и применений может быть предпочтительным относительно большой диаметр материала для формирования слоев, имеющих, соответственно, большую толщину, устраняющую опасность разрушения материала при его разламывании вдоль внутренней плоскости материала. В целом, настоящее изобретение не налагает ограничений на степень неровности поверхности исходного материала или толщину исходного твердотельного материала, хотя для многих применений твердотельная структура предпочтительно имеет толщину по меньшей мере примерно 10 мкм, и более предпочтительно по меньшей мере примерно 100 мкм.
Для многих применений, таких как изготовление кремниевых фотоэлектрических или солнечных элементов, исходный твердотельный материал может быть взят в форме по меньшей мере одной кремниевой пластины. В качестве примера, монокристаллическая кремниевая пластина, например, выращенная по методу Чохральского кремниевая пластина диаметром, например, 3 дюйма (76,2 мм), диаметром 5 дюймов (127 мм) или другого размера, толщиной, например, 0,35 мм или другой толщины, с легированием n-типа или p-типа, может быть использована в качестве изготовленной. Перед циклом термической обработки согласно настоящему изобретению пластина может быть очищена, например, традиционным способом очистки RCA или другим способом и может быть обработана, например, для изготовления микроэлектронных и/или микроструктурных устройств и/или систем на поверхности пластины, рядом с поверхностью пластины или в объеме пластины.
Полимер, который будет сформирован по меньшей мере на одной поверхности твердотельного материала, имеет коэффициентом теплового расширения (КТР), который отличается от КТР твердотельного материала, и для различных применений предпочтительно КТР полимера больше КТР твердотельного материала при комнатной температуре. В одном варианте реализации настоящего изобретения КТР полимера больше примерно 50×10-6К-1 при комнатной температуре. Предпочтительно КТР полимера больше примерно 100×10-6К-1 при комнатной температуре и более предпочтительно КТР полимера больше примерно 200×10-6К-1 при комнатной температуре.
В другом варианте реализации настоящего изобретения полимер выбран так, что разность между КТР полимера и КТР твердотельного материала (ΔКТР) соотносится с разницей температур между высокой температурой T H и низкой температурой T L термического процесса. Например, для разницы ΔТ температур между высокой температурой T H и низкой температурой T L, которая равна примерно 200°C, ΔКТР между полимером и исходным твердотельным материалом по меньшей мере примерно 50×10-6К-1 может быть предпочтительной в этом варианте реализации. Соответственно, при условии, что КТР кремния равен примерно 3×10-6К-1 при комнатной температуре, в данном варианте реализации предпочтителен полимер с КТР больше примерно 53×10-6К-1. Для ΔT примерно 200°C может быть более предпочтителен ΔКТР между полимером и исходным твердотельным материалом по меньшей мере примерно 100×10-6К-1, и ΔКТР по меньшей мере примерно 200×10-6К-1 может быть еще более предпочтительным для различных применений. В других вариантах реализации настоящего изобретения при выполнении термической обработки для обеспечения данной ΔКТР управляют перепадом температуры, в результате чего отсутствует необходимость задания конкретной разности ΔКТР между полимером и твердотельным материалом, как дополнительно описано далее.
Полимер характеризуется способностью к адгезии с поверхностью твердотельного материала. Хорошая адгезия между твердотельным материалом и полимером в общем предпочтительна для всего диапазона ΔТ температур между высокой температурой T H и низкой температурой T L термического процесса. Полимер дополнительно отличается упругостью, которая должна быть достаточной для предотвращения разламывания, разрушения и расслоения полимера во всем диапазоне ΔТ температуры между высокой температурой T H и низкой температурой T L термического процесса. Таким образом, полимер должен быть достаточно прочен, чтобы выдерживать индуцированное нагревом механическое напряжение при низкой температуре T L термического процесса при сохранении достаточной адгезии с твердотельным материалом при изменении температуры и разламывании твердотельного материала.
Таким образом, полимер характеризуется адгезией с твердотельным материалом, которая должна быть достаточной для поддержания механического соединения с твердотельным материалом при деформации всей многослойной структуры под действием термического напряжения во время разламывания, и в то же время способностью выдерживать внутреннюю деформацию, вызванную ΔКТР между полимером и твердотельным материалом. В одном примерном варианте реализации полимер становится более жестким внутри при понижении температуры так, что полимер сокращается при низких температурах, но сохраняет механическую прочность и адгезию с твердотельным материалом при индуцировании механического напряжения при низких температурах и разламывании твердотельного материала. Иными словами, полимер может становиться "более жестким" при охлаждении и "более мягким" при нагреве с постоянным сохранением хорошей адгезии с твердотельным материалом. Некоторые полимеры, отличающиеся таким поведением, например эластомер, имеют достаточную упругость или гибкость и достаточно хорошую адгезию и при этом выдерживают индуцированное нагревом механическое напряжение.
Полимеры, такие как полидиметилсилоксан (ПДМС) с поперечными связями, в частности, подходят для термического процесса согласно настоящему изобретению. Молекулы ПДМС отличаются чрезвычайно гибкими основными цепочками или связями благодаря их силоксановым связям. Такие гибкие цепочки становятся свободно связанными при высоком молекулярном весе, что в результате приводит к ПДМС, обычно имеющему чрезвычайно высокую степень вязкоупругости, которая дополнительно увеличена поперечным соединением цепочек. Поперечно связанный ПДМС действует как упругое тело, подобное каучуку, и при этом сохраняет эти свойства при охлаждении до очень низких температур. Поперечно связанный ПДМС дополнительно характеризуется очень низкой температурой перехода в стеклообразное состояние, которая равна -120°C, и, таким образом, может быть охлажден до очень низких температур, не становясь хрупким.
Эти характеристики ПДМС описывают свойства, которые в общем предпочтительны для полимера, сохраняющего их во всем диапазоне ΔТ температур термического процесса согласно настоящему изобретению, для обеспечения разламывания относительно более хрупкого твердотельного материала при низкой температуре без собственного разламывания и с сохранением адгезии с твердотельным материалом во время процесса разламывания твердотельного материала. Таким образом, полимер в целом характеризуется температурой перехода в стеклообразное состояние, которая ниже высокой температуры и которая по существу достаточно низка для предотвращения разрушения или разламывания полимера при низкой температуре.
ПДМС имеет КТР, равный примерно 300×10-6К-1. Такой чрезвычайно высокий КТР обеспечивает ΔКТР с кремнием примерно 297×10-6К-1. Такое большое различие в КТР обеспечивает эффективный термический процесс для кремниевого исходного материала, не требующий чрезмерно большого перепада температуры и, таким образом, обеспечивающий высокую эффективность и рентабельность. ПДМС может быть обеспечен в любой подходящей форме или структуре, имеющейся в продаже, например, как Sylgard 184, изготовляемый компанией Dow Corning Corp. Настоящее изобретение не ограничено конкретной формой или составом ПДМС.
Любой материал, который ведет себя как полимер, такой как ПДМС, может быть использован в качестве нанесенного слоя полимера в соответствии с настоящим изобретением. Например, могут быть использованы полимеры, такие как термоотверждающиеся полимеры (полиэтилентерефталат) (ПЭТФ), эластомерные материалы, каучуки, эпоксидные смолы, пластики или другие материалы, которые могут отличаться достаточной упругостью, гибкостью и механической прочностью. Если выбранный материал обеспечивает указанные необходимые характеристики, а также обеспечивает достаточные клейкие свойства для поддержки механического соединения с твердотельным материалом, он может быть использован. Для ясности, в настоящем описании термин "полимер" использован для обозначения любого материала, который обеспечивает полимерные качества как у ПДМС, которые облегчают термическую обработку для разламывания материала, как описано выше. В случае необходимости, клейкий реагент, такой как гексаметилдисилазан (ГМДС), непосредственно полимер, например непосредственно ПДМС, или другой выбранный материал, может быть использован для улучшения адгезии выбранного полимера с твердотельным материалом или для склейки полимера с твердотельным материалом.
Толщину полимера для наложения на твердотельный материал предпочтительно выбирают частично на основе желательной толщины самостоятельных слоев, которые будут изготовлены. Для различных структур материала размеры и/или перестраиваемые свойства полимерного слоя определяют толщину самостоятельного слоя, который отщеплен от исходного твердотельного материала. Соответственно, при последовательном выполнении термических циклов, для каждого цикла может быть использована различная толщина полимера, которую выбирают на основе желательной толщины самостоятельных слоев, которые будут изготовлены. Толщину полимера также предпочтительно выбирают на основе гибкости и прочности полимера в диапазоне температур термического процесса.
Для полимера ПДМС толщина по меньшей мере примерно 0,01 мм может быть использована для большинства применений, толщина примерно между 0,1 мм и примерно 5 мм более предпочтительна и толщина примерно между 0,3 мм и примерно 3 мм более предпочтительна для большинства применений; например, толщина примерно 1 мм может быть предпочтительна для изготовления самостоятельного слоя соответствующей толщины. Но настоящее изобретение не ограничено конкретной толщиной полимера. Если полимер необходимо применить к двум поверхностям исходного твердотельного материала, толщина полимера может быть одинаковой для каждой поверхности или каждый поверхностный слой может иметь различную толщину. Для некоторых применений, в которых твердотельный материал отличается относительной гибкостью и легко сгибается, может быть предпочтительным формирование слоев полимера на двух противолежащих поверхностях материала, как показано на фиг. 1B, для поддержки равномерности механического напряжения во всей слоистой структуре перед началом разламывания твердотельного материала для предотвращения изгиба структуры.
В случае необходимости, к исходному твердотельному материалу могут быть применены слои композита, составленного из различных полимерных и других материалов. Применением различных осаждающих или других технологий могут быть последовательно сформированы гомогенный или гетерогенный слои материала. Полимерный материал может характеризоваться своей внутренней структурой, например, как ламинат, может иметь структурированные поверхности, например нанометровые волоконные структуры, и может содержать вещества и/или частицы по меньшей мере одного типа, внедренные в толщу полимера. Согласно настоящему изобретению, соблюдение какого-либо конкретного состава или структуры полимера не обязательно. Для примененного по меньшей мере одного слоя для обеспечения толщины, соразмерной с желательной толщиной результирующего самостоятельного слоя, достаточно лишь обеспечить адгезию и свойства материала, способного выдержать механическое напряжение, индуцированное при перепаде температур в ходе термического процесса, и иметь достаточно большую ΔКТР относительно твердотельного исходного материала для вызывания разламывания твердотельного материала.
Предпочтительно полимер подготовлен и размещен на твердотельном материале способом, согласно которому сохранены физические характеристики полимера независимо от метода нанесения полимера на материал одним из следующих методов: осаждением, наращиванием, ручным наложением или адгезией, или другим способом. Например, при формировании слоя ПДМС на твердотельном материале, на первом этапе для изготовления жидкой смеси ПДМС может быть использовано соотношение отвердителя и материала для подложки примерно 1:10. Затем жидкую смесь ПДМС предпочтительно дегазируют в вакууме в течение примерно 1 часа и затем наносят на выбранный исходный материал. Если дегазированная смесь не использована быстро, указанная смесь может затвердеть до ее применения к исходному материалу. Таким образом, предпочтительно указанную смесь применяют к исходному материалу в течение не более пяти часов после ее приготовления.
ПДМС и другие полимерные материалы чувствительны к влажности окружающей среды и могут поглощать воду из окружающей среды. Таким образом, предпочтительно управление влажностью окружающей среды, в которой ПДМС или другой приготовленный полимерный материал наносят на твердотельный материал и подвергают термической обработке. При влажности окружающей среды выше примерно 70% свойства ПДМС или другого полимерного материала могут ухудшиться до степени, достаточной для приведения полимера в непригодное состояние для термического процесса согласно настоящему изобретению. Таким образом, предпочтительно управляют влажностью окружающей среды, в которой полимер применяют к исходному материалу.
Полимер может быть сформирован на исходном материале любым подходящим способом. Например, жидкие полимерные смеси могут быть нанесены обычным поливом, поливом с вращением подложки, осаждением из паровой фазы, напылением, трафаретной печатью, покраской или другим способом по меньшей мере на одну поверхность исходного материала. В другом варианте реализации изобретения исходный материал может быть опущен, утоплен или иным способом погружен в жидкую полимерную смесь. В другом варианте реализации изобретения полимер может быть сформирован на исходном материале из газообразного состояния, например, с использованием химического осаждения из паровой или газовой среды (CVD) или обработкой в плазме, а также в качестве жидкого полимера, отвержденного на материале. Полимер дополнительно может быть применен к материалу непосредственно в качестве твердого слоя, например, склеиванием, плазменной сваркой или иным способом соединения твердого слоя полимера с исходным материалом. Адгезия между слоем или слоями полимера и твердотельным материалом может быть достигнута химической связью, силами Ван-дер-Ваальса или другими сильными адгезионными связями.
Использование полимера в соответствии с настоящим изобретением обеспечивает конкретные преимущества. Например, в общем полимеры безвредны для твердотельного материала, к которому они применены, и в общем не загрязняют твердотельный материал, такой как кремний. Полимеры, такие как ПДМС, легко приклеиваются к твердотельным материалам широкого диапазона, включая, например, кремний, германий, кварц, сапфир и стекло. Применение слоя полимера к твердотельному материалу в целом отличается относительной эффективностью и рентабельностью, что обусловлено относительной дешевизной полимеров, не требует чрезмерных температур и может быть достигнуто использованием различных технологий. Различные полимеры имеют КТР, который значительно выше КТР выбранных твердотельных материалов, таких как кремний, и, таким образом, обеспечивают высокоэффективное разламывание твердотельного материала для изготовления самостоятельных слоев материала при приемлемых температурах.
Дополнительно, можно легко и эффективно управлять толщиной наложенного (нанесенного) слоя полимера и регулировать эту толщину для достижения выбранных параметров разламывания. Кроме того, полимеры в общем могут быть легко удалены из твердотельного материала и любые остатки полимера на материале в общем относительно безвредны. В результате, полимерные материалы предпочтительны для использования с настоящим изобретением в отличие, например, от металлов, которые могут загрязнять твердотельный материал, такой как кремний, которые имеют относительно низкий КТР и высокую стоимость и регулировка толщины которых затруднена.
Предпочтительно края поверхности исходного материала, на который нанесен полимерный материал, оставляют непокрытыми. Если края исходного материала, например, на периферийной области кремниевой пластины, оказались покрыты во время применения полимера, предпочтительно края обрабатывают для удаления материала в периферийной области. Такой подход обеспечивает развитие механического напряжения на краях материала во время термической обработки так, что развитие трещины происходит в толще материала вдоль плоскости разламывания на небольшом расстоянии от поверхности материала.
Во время или после нанесения полимера или его формирования на исходном материале, если необходимо, указанный полимер отверждают. Например, после применения жидкой смеси ПДМС по меньшей мере к одной поверхности исходного материала, ПДМС отверждают размещением покрытой слоистой структуры, например, в нагреватель, например, с температурой примерно 200°C на достаточно продолжительное время отверждения, например на 30 минут. Термическое отверждение, в целом, может быть выполнено при температуре, например, между примерно 10°C и примерно 100°C. При этом может быть использована любая технология отверждения, например на электрической плитке, инфракрасным (ИК), ультрафиолетовым (УФ) или другим излучением, химическое отверждение или другая технология. После отверждения остатки полимерного материала, которые проходят по краям исходного материала, предпочтительно удаляют, например, ручной резкой, травлением или с использованием другой технологии так, что остается покрытой слоем полимера по меньшей мере лишь одна поверхность исходного материала и все края этой поверхности очищены.
После отверждения при необходимости для конкретного применения может быть выполнена дополнительная термическая обработка при температуре выше комнатной. Например, в полученную слоистую структуру может быть внесено остаточное растягивающее напряжение выполнением по меньшей мере одной высокотемпературной технологической операции перед этапом разламывания материала. Такое остаточное растягивающее напряжение может способствовать разламыванию исходного материала во время термического процесса. Отверждение полимера само по себе является высокотемпературным этапом, который вносит некоторую степень остаточного растягивающего напряжения в нанесенную слоистую структуру. Поэтому дополнительная высокотемпературная обработка не требуется и даже может быть нежелательной для некоторых применений.
После нанесения полимера на выбранную по меньшей мере одну поверхность исходного твердотельного материала, например, как показано на фиг. 1B, и выполнения всех дополнительных вспомогательных термических этапов, может быть начата собственно термическая обработка с изменением температуры в локальном месте структуры между двумя температурами, например от первой высокой температуры T H до второй низкой температуры T L. Высокие и низкие температуры предпочтительно выбираются на основе характеристик твердотельного материала и полимера и динамики механизма разламывания.
Высокая температура T H процесса термической обработки в одном варианте реализации ниже примерно 300°C, что для некоторых полимеров является ниже температуры, при которой свойства полимера могут быть необратимо изменены. Высокая температура не должна превышать температуру плавления или разложения полимера. Более предпочтительна высокая температура T H, которая ниже примерно 100°C.
В дополнительном варианте реализации после всех дополнительных термических этапов, температура слоистой структуры дополнительно может быть доведена по существу до комнатной и начата термическая обработка с изменением температуры в локальном участке структуры от первой, высокой температуры T H до второй, низкой температуры T L. Термическая обработка может быть начата непосредственно после охлаждения после высокотемпературного отверждения или другого высокотемпературного этапа. Высокая температура T H в этом варианте реализации в общем равна примерно комнатной температуре, т.е. температуре окружающей среды примерно 20°C± примерно 10°C. В этом варианте реализации, после охлаждения слоистой структуры до комнатной температуры, может быть осуществлено немедленное понижение температуры локального участка структуры для продолжения охлаждения структуры до низкой температуры T L .
В соответствии с настоящим изобретением низкая температура T L, до которой охлаждена слоистая структура, ниже комнатной температуры. В дополнительном варианте реализации низкая температура T L не больше примерно -20°C. Иными словами, локальную температуру слоистой структуры снижают до низкой температуры T L, которая не выше примерно -20°C. Низкая температура T L может быть снижена по существу ниже -20°C, и для некоторых применений может быть предпочтительным снижение температуры до примерно -100°C и ниже, или более предпочтительно снижение температуры до температуры кипения жидкого азота -195°C и ниже, или снижения температуры, например, до температуры кипения жидкого гелия - 265°C. В общем, низкая температура предпочтительно ниже температуры перехода полимера в стеклообразное состояние.
Указанный способ в соответствии с настоящим изобретением охлаждения до низкой температуры, которая ниже комнатной температуры, для индукции разламывания твердотельного материала обеспечивает различные важные преимущества. Например, низкотемпературная обработка существенно уменьшает опасность загрязнения твердотельного материала, которое может произойти, например, из-за диффузии частиц в твердотельный материал при более высоких температурах. Низкая температура обработки дополнительно значительно сокращает химические или другие взаимодействия между твердотельным материалом и слоями полимера или другими материалами, примененные к твердотельному материалу. Низкие температуры процесса также совершенно безвредны для тонких твердотельных материалов и структур, которые могут быть расплавлены, разрушены или иным способом ухудшены при высоких температурах. Кроме того, для многих конструкций твердотельного материала и слоев полимера, в которых полимер сформирован на твердотельном материале при комнатной температуре, слоистая структура совершенно лишена внутренних напряжений при комнатной температуре, но термическая обработка может внести в указанную структуру большое внутреннее напряжение при комнатной температуре, в результате чего может произойти самопроизвольное разламывание или разрушение слоистой структуры при комнатной температуре. Охлаждение согласно настоящему изобретению до низкой температуры, которая ниже комнатной температуры, совершенно устраняет внутренние напряжения слоистой структуры при комнатной температуре и, таким образом, сохраняет механическую целостность структуры.
В общем, низкую температуру, до которой охлаждают слоистую структуру, предпочтительно выбирают на основе ожидаемого поведения твердотельного материала и полимера при снижении температуры. Как описано выше, при снижении температуры в твердотельном слое индуцируется механическое напряжение из-за разности между КТР, т.е. ΔКТР, между более хрупким твердотельным материалом и более упругим слоем или слоями полимера. При некоторой характеристической низкой температуре индуцированное напряжение в твердотельном материале может быть достаточным для вызывания самопроизвольного разламывания или раскалывания твердотельного материала по меньшей мере вдоль одной внутренней плоскости разламывания. Температура, при которой происходит указанное самопроизвольное разламывание, является функцией ΔКТР между твердотельным материалом и полимером.
Для слоистых структур, отличающихся большой ΔКТР, достаточно обеспечить меньшее охлаждение для вызывания самопроизвольного разламывания по сравнению со слоистыми структурами, характеризующимися малой величиной ΔКТР. Таким образом, низкая температура предпочтительно выбирается на основе ΔКТР данного твердотельного материала и выбранного полимера, основанной на температуре, при которой полимер сформирован на твердотельном материале, и основанной на любой предыдущей термической обработке, такой как отверждение полимера или другом высокотемпературном этапе. Например, при использовании в качестве исходного материала кремниевой пластины и в качестве полимера ПДМС, для многих условий низкая температура, которая примерно ниже температуры перехода ПДМС в стеклообразное состояние, т.е. -120°C, может быть достаточной для вызывания самопроизвольного разламывания кремниевой пластины, и температура, близкая к температуре кипения жидкого азота -195°C, совершенно достаточна для вызывания самопроизвольного разламывания кремниевой пластины.
Слоистая структура может быть открыта воздействию выбранной низкой температуры T L непосредственно от высокой температуры, или температура может быть постепенно снижена от комнатной температуры до низкой температуры. Настоящее изобретение не ограничено конкретной скоростью охлаждения. Как только локальная температура структуры становится достаточно низкой для вызывания самопроизвольного разламывания твердотельного материала, т.е. равной или примерно равной низкой температуре T L или ниже указанной температуры, слоистую структуру поддерживают примерно при указанной температуре до момента разламывания.
Длительность выдержки при низкой температуре, которая необходима для разламывания, может зависеть помимо прочего от величины материала в слоистой структуре, площади поверхности структуры, теплоемкости материалов в слоистой структуре, удельной теплопроводности материалов в структуре и разности температур между комнатной температурой и температурой, при которой, как ожидается, должно произойти разламывание. Настоящее изобретение не ограничено конкретной длительностью контакта с низкой температурой; требуется лишь достаточная длительность контакта с низкой температурой для вызывания самопроизвольного разламывания твердотельного материала.
Слоистую структуру открывают воздействию по меньшей мере одной среды, как показано на фиг. 1C, для обеспечения локального действия выбранной низкой температуры T L на слоистую структуру. Указанная среда может обеспечить охлаждение твердым, жидким или газообразным средством и может быть создана пассивным компонентом или активными охлаждающими конструкциями. Жидкое охлаждение может быть обеспечено, например, жидким гелием, жидким азотом или другим сжиженным газом, водой со льдом или другими замороженными жидкими смесями, охлажденными спиртами, такими как этанол, или другой охлажденной жидкостью, такой как криогенные текучие среды. Слоистую структуру можно опустить или погрузить в охлаждающую жидкость, причем охлаждающая жидкость может быть направлена потоком по меньшей мере вдоль одной поверхности слоистой структуры, или охлаждающая жидкость может быть распределена, например, из резервуара на слоистую структуру.
Настоящее изобретение не ограничено конкретным механизмом охлаждения, но требует установления достаточного теплового контакта между слоистой структурой и охлаждающей средой для изготовления индуцированного теплом механического напряжения в слоистой структуре. Например, слоистая структура не должна быть открыта непосредственно действию охлаждающей жидкости, но вместо этого должен быть установлен тепловой контакт с охлаждающей жидкостью через промежуточные слой или структуру. В одном варианте реализации для поддержки слоистой структуры может быть использована лодочка или другой держатель, выполненный, например, из металла или другого материала с хорошей теплопроводностью, находящиеся своей внешней частью в тепловом контакте с охлаждающей жидкостью и внутренней частью в тепловом контакте со слоистой структурой. Такая конструкция может быть предпочтительной для тонких слоистых структур, которые, в частности, чувствительны к обработке, а также, например, для уменьшения неоднородности температуры, действующей на поверхность слоистой структуры, т.е. для снижения формирования пузырьков в охлаждающей жидкости. Другие такие конструкции допускаются настоящим изобретением для обеспечения промежуточного материала или структуры, которые передают охлаждение от жидкости или другого хладагента слоистой структуре без физического, но с тепловым контактом слоистой структуры с хладагентом.
Как описано выше, охлаждающая среда может быть создана активным или пассивным средствами. В качестве примера, активный элемент, такой как термоэлектрический охладитель, например элемент Пельтье, может быть применен непосредственно к слоистой структуре или через среду, которую охлаждают для охлаждения в свою очередь слоистой структуры. Другие термоэлектрические охладители и активные теплоотводы, а также активные системы охлаждения, такие как системы охлаждения, конвекции или другие системы могут быть использованы для непосредственного охлаждения слоистой структуры или охлаждения среды, которая находится в тепловом контакте со слоистой структурой. Соответственно, могут быть использованы активно-охлажденные резервуары или другие системы.
Газообразные среды охлаждения также могут быть использованы в соответствии с настоящим изобретением. Например, охлажденный азот или другой газ могут продуваться над слоистой структурой или вокруг нее для ее охлаждения. Слоистая структура дополнительно может быть введена в контакт с охлажденным твердым телом или может быть расположена рядом с твердым телом, таким как сухой лед или другое твердое тело. Промежуточные структуры здесь могут быть использованы для физической поддержки слоистой структуры, но без тепловой изоляции структуры от охлаждающего твердого тела. Дополнительно в соответствии с настоящим изобретением для создания выбранной охлаждающей среды, которую непосредственно применяют к слоистой структуре или размещают рядом со слоистой структурой, могут быть использованы комбинации жидких, газообразных и твердых средств охлаждения.
После индукции охлаждающей средой достаточного механического напряжения для вызывания разламывания твердотельного материала описанным выше способом, результирующие по меньшей мере два самостоятельных слоя удаляются из охлаждающей среды и предпочтительно нагреваются для завершения цикла термической обработки. Как показано на фиг. 3, в некоторых применениях после выполнения разламывания, по меньшей мере два самостоятельных слоя 30, 32, 34, 36 на одной своей поверхности будут содержать слой полимера. Процесс нагревания предпочтительно выполняют в отношении того самостоятельного слоя, на поверхности которого остался слой полимера.
Для некоторых комбинаций полимера и твердотельного материала, например, кремниевых самостоятельных слоев, на поверхность которых нанесен слой ПДМС, предпочтительно нагревают самостоятельные слои до температуры, которая предпочтительно более чем примерно на 10°C ниже высокой температуры, с которой начинают термический процесс, или, для некоторых применений, нагревают примерно до комнатной температуры для сохранения механической целостности слоев. Может произойти излом слоев в направлении, перпендикулярном плоскости слоя, если слои не возвращены к исходной температуре термического процесса, при которой внутренние напряжения минимальны. Для некоторых комбинаций материалов, таких как кремний и ПДМС, индуцированное теплом внутреннее напряжение термического процесса вызывает в структуре проявление тенденции к сгибу во время разламывания, как показано на фиг. 1C, в частности, это наблюдается в тонких твердотельных слоях. Хрупкость твердотельного материала в комбинации с указанным изгибом структуры может вызвать поперечный слом и порчу самостоятельных слоев. Таким образом, предпочтительно сразу после завершения изготовления самостоятельных слоев удалить их из охлаждающей среды и нагреть предпочтительно примерно до исходной температуры T H термического процесса, при которой внутреннее напряжение минимально.
Настоящее изобретение не ограничено конкретным процессом нагревания. Самостоятельные слои могут быть просто открыты действию окружающей среды для пассивного нагревания или могут быть нагреты с использованием активных средств, например, нагревателем, нагревательной печью или другим средством нагрева для повышения температуры самостоятельных слоев обратно по меньшей мере до комнатной температуры. Для применений, в которых слой полимера сформирован или отвержден при температуре выше комнатной, может быть предпочтительным нагрев самостоятельных слоев до температуры формирования полимера или температуры его отвердевания для максимального снятия внутреннего напряжения в самостоятельных слоях. Например, для варианта реализации, в котором выполнен этап отверждения, например, полимера ПДМС при температуре 200°C, предпочтителен нагрев самостоятельных структур по меньшей мере до комнатной температуры и более предпочтителен нагрев примерно до температуры отвердевания 200°C. Также может быть предпочтительно размещение самостоятельных слоев на электрическом нагревателе слоем полимера вниз для контакта полимера с горячей плитой нагревателя. Настоящее изобретение не ограничено конкретной скоростью температурного отпуска.
Безотносительно к использованной процедуре нагрева, предпочтительно самостоятельные слои тщательно прижимают к плоской опоре во время их нагрева так, чтобы любое искривление слоев было выпрямлено, для сглаживания указанных слоев во время нагрева. В случае изготовления самостоятельных слоев из изогнутого твердотельного материала, предпочтительно указанные самостоятельные слои прижимают к опоре, имеющей кривизну, сходную с кривизной исходного изогнутого твердотельного материала. К самостоятельным слоям может быть приложено легкое давление ручным способом или посредством механического элемента или конструкции, или другим средством, таким как магнитные или электростатические силы, вакуум, или другим подходящим средством. После возвращения температуры самостоятельных слоев к комнатной температуре или немного более высокой температуре, указанные самостоятельные слои имеют устойчивую тенденцию сохранять свою первоначальную, например, плоскую форму с минимальными внутренними напряжениями.
В соответствии с настоящим изобретением очевидно, что термически индуцированный процесс разламывания, описанный выше, частично обеспечен сокращением слоя полимера, прикрепленного адгезией к твердотельному материалу. Таким образом, разламывание твердотельного материала может быть вызвано в соответствии с настоящим изобретением процессами, отличающимися от термических процессов, результатом которых является сокращение слоя полимера способом, который вызывает разламывание твердотельного материала благодаря адгезии слоя полимера с твердотельным слоем во время сокращения слоя полимера. Например, химическое взаимодействие слоя полимера с активными частицами, которое вызывает сокращение слоя полимера, также может быть использовано, чтобы вызвать разламывание твердотельного материала. Дополнительно может быть использован контакт твердотельного материала и слоя полимера со средой при выбранных условиях, таких как выбранное значение pH, которые вызывают сокращение полимера. При таком подходе термическая обработка полимера и твердотельного материала не обязательно должна вызывать разламывание твердотельного материала.
После завершения термической или другой обработки и изготовления таким образом самостоятельных слоев в соответствии с настоящим изобретением, слои полимера при желании могут быть удалены с самостоятельных слоев. Для удаления слоев полимера могут быть использованы традиционные жидкие или газообразные травители. Например, для удаления слоя ПДМС с самостоятельного кремниевого слоя, указанный кремниевый слой может быть погружен в жидкий травитель, такой как плавиковая кислота или смесь в соотношении 3:1 по объему N-метилпирролидона (NMP) и раствора фторида тетрабутиламмония 1,0 M в тетрагидрофуране (TBAF/THF), или другой подходящий травитель. Также для удаления может быть использовано плазменное травление и другая газовая обработка. Другие подходящие способы удаления включают, например, озоление и промывку. Настоящее изобретение не ограничено конкретным процессом удаления полимера.
Слой полимера может быть оставлен на месте на самостоятельном слое для последующей обработки. Как было описано выше в отношении фиг. 1D и фиг. 3, слой полимера может быть оставлен по меньшей мере на одном самостоятельном слое 20, 22 для дополнительных циклов термической обработки для изготовления дополнительных самостоятельных слоев в соответствии с настоящим изобретением.
В результате термической обработки согласно настоящему изобретению могут быть изготовлены по меньшей мере два самостоятельных твердотельных слоя, обладающих механическими, электрическими и структурными свойствами исходного твердотельного материала. В общем, во время процесса разламывания при низкой температуре исходного твердотельного материала, внутренняя часть плоскости разламывания материала развивается по существу параллельно границе между твердотельным материалом и слоем полимера, вдоль плоскости указанной границы. В результате изготовленные самостоятельные слои отличаются по существу однородной толщиной по всему слою. В зависимости от динамики разламывания самостоятельные слои дополнительно отличаются относительно гладкими поверхностями и имеют шероховатость поверхности обычно не больше примерно 10 мкм. Таким образом, термический процесс согласно настоящему изобретению может быть использован для изготовления самостоятельных твердотельных слоев, имеющих превосходное качество.
Пример
Была использована имеющаяся в продаже в компании Silicon Sense, Inc. полированная с одной стороны кремниевая пластина с ориентацией (100), диаметром 3 дюйма (76,2 мм), имеющая толщину примерно 0,37 мм и удельное сопротивление примерно 10 Ω·см. Жидкая смесь ПДМС марки Sylgard 184, приобретенная в компании Dow Corning Corp., была смешана в соотношении 1:10 с отвердителем и основным материалом и дегазирована в течение одного часа в вакууме. Затем смесь вылили непосредственно на полированную переднюю поверхность кремниевой пластины и обеспечили возможность распределения смеси в равномерный слой по существу с однородной толщиной примерно 1 мм и отверждали на нагревателе при температуре примерно 100°C в течение примерно 30 минут. Затем смесь вылили на обратную поверхность кремниевой пластины и обеспечили возможность распределения смеси в равномерный слой по существу с однородной толщиной примерно 1 мм и отверждали на нагревателе при температуре примерно 100°C в течение примерно 30 минут. Для достижения повторяемости одинаковой толщины ПДМС с обеих сторон перед распределением объем смеси ПДМС был измерен.
После отверждения слоистая структура кремниевого ПДМС композита была охлаждена до комнатной температуры. Фрагменты ПДМС, выступающие вдоль окружности пластины, были удалены острым резаком так, что край пластины был полностью свободен от ПДМС. Затем слоистая структура была полностью погружена в ванну с жидким азотом. Спустя примерно десять секунд погруженная кремниевая пластина расщепилась на два самостоятельных кремниевых слоя, каждый из которых содержал на одной поверхности нанесенный ПДМС. Полученные самостоятельные слои были извлечены из ванны и размещены на плоской поверхности для нагрева обратно до комнатной температуры. Во время нагрева к слоям применяли легкое давление рукой для их сглаживания. После нагрева до комнатной температуры слои оставались по существу плоскими, и ПДМС был удален с самостоятельных кремниевых слоев.
После удаления слоев ПДМС толщина самостоятельных слоев была измерена кронциркулем. Результирующая толщина каждого самостоятельного слоя оказалась равной примерно 0,18 мм с изменением толщины меньше 20% по всему слою. Измеренная поверхностная шероховатость оказалась меньше 10 мкм на большей части поверхности самостоятельного слоя. На основе указанных самостоятельных слоев были изготовлены стандартные солнечные элементы с использованием обычного диффузионного процесса и металлизацией контактов испарением на передней и задней поверхностях слоев. Работа солнечного элемента на основе указанных слоев была подтверждена и подтвердила тот факт, что процесс разламывания по существу не ухудшает электронные свойства кремниевых слоев.
Приведенный выше пример демонстрирует простой, рентабельный и быстрый способ термической обработки согласно настоящему изобретению для изготовления высококачественных самостоятельных твердотельных слоев, сохраняющих характеристики исходного материала, из которого они изготовлены. Процесс может быть масштабирован для любого обоснованного размера исходной структуры и не ограничен планарными или плоскими структурами. Загрязнение и/или ухудшение исходных и изготовленных материалов устранены без необходимости любой высокотемпературной обработки.
Для многих применений и, в частности, для таких, как изготовление солнечных элементов и фотоэлектрических приборов, включая концентрированные фотоэлектрические приборы и многоузловые солнечные элементы, а также гибкие электронные схемы и подложки, твердотельные осветительные приборы, такие как светодиоды, и изготовление интегральных схем, содержащих электронные мощные схемы, термическая обработка согласно настоящему изобретению для изготовления самостоятельных полупроводниковых слоев обеспечивает превосходную продукцию по существу без отходов материала. Термическая обработка может быть внедрена в существующую поточную линию микрообработки, например, для изготовления электронных или микроэлектронных систем, тонких кремниевых пластин, или солнечных или фотоэлектрических элементов, или других приборов. Процесс пригоден для чрезвычайно широкого диапазона составов исходного материала, толщин, геометрических конструкций и других параметров, и может быть адаптирован для широкого диапазона размеров и количества повторения циклов. Таким образом, для многих применений термическая обработка согласно настоящему изобретению обеспечивает новаторскую технологию для изготовления самостоятельных твердотельных слоев.
Следует признать, что специалисты могут внести различные модификации и добавления в варианты реализации, описанные выше, без отступления от идеи и объема настоящего развития уровня техники. Соответственно, следует подразумевать, что правовая защита должна быть распространена как на объект изобретения, так и на все его эквиваленты, определенные в пунктах приложенной формулы и справедливо попадающие в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕЛЬНОКЕРАМИЧЕСКИЙ ТВЕРДООКСИДНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2479075C2 |
| ОСАЖДЕНИЕ ГРАФЕНА НА ПОДЛОЖКИ БОЛЬШОЙ ПЛОЩАДИ И ВКЛЮЧАЮЩИЕ ИХ ИЗДЕЛИЯ | 2010 |
|
RU2564346C2 |
| ОСАЖДЕНИЕ НА БОЛЬШОЙ ПЛОЩАДИ И ЛЕГИРОВАНИЕ ГРАФЕНА И СОДЕРЖАЩИЕ ЕГО ПРОДУКТЫ | 2010 |
|
RU2567949C2 |
| ФИЛЬТР ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИИЯ | 2000 |
|
RU2240856C2 |
| МНОГОСЛОЙНАЯ БАРЬЕРНАЯ СИСТЕМА (ВАРИАНТЫ) | 2004 |
|
RU2329898C2 |
| КРЕМНИЕВЫЙ МАТЕРИАЛ И ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ВТОРИЧНОЙ БАТАРЕИ | 2015 |
|
RU2656241C1 |
| Фоточувствительное устройство и способ его изготовления | 2018 |
|
RU2685032C1 |
| ПРОЗРАЧНЫЙ ВУЛКАНИЗИРУЕМЫЙ ПЕРОКСИДОМ БУТИЛКАУЧУК | 2013 |
|
RU2654050C2 |
| КРЕМНИЕВЫЙ МАТЕРИАЛ И ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД АККУМУЛЯТОРНОЙ БАТАРЕИ | 2015 |
|
RU2650976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ПОДЛОЖКИ ИЗ SiC | 2016 |
|
RU2728484C2 |
Изобретение имеет отношение к способу изготовления самостоятельного твердотельного слоя. Согласно способу берут твердотельный материал, имеющий коэффициент теплового расширения, и по меньшей мере одну поверхность, пригодную для формирования на ней слоя. Формируют слой полимера на указанной поверхности так, что адгезия сохраняется между твердотельным слоем и слоем полимера в течение всего заданного интервала температур ΔТ между первой температурой и второй температурой. Слой полимера обладает коэффициентом термического расширения, отличным от коэффициента термического расширения твердотельного материала. Далее подвергают твердотельный материал и прикрепленный адгезией слой полимера изменению локальной температуры от первой температуры, которая не выше примерно 300°С, до второй температуры, которая ниже примерно комнатной температуры, тем самым вызывая механическое напряжение в твердотельном материале из-за разницы между коэффициентом теплового расширения твердотельного материала и коэффициентом теплового расширения слоя полимера, чтобы вызвать разламывание твердотельного материала вдоль внутренней плоскости в толщине твердотельного материала, для изготовления по меньшей мере одного самостоятельного твердотельного слоя из указанного твердотельного материала. Слой полимера дополнительно характеризуется температурой стеклования, которая ниже примерно первой температуры и выше примерно второй температуры и является достаточно низкой для предотвращения разламывания или растрескивание полимера при второй температуре. Технический результат - разработка способа термической обработки для изготовления высококачественный самостоятельных твердотельный слоев, сохраняющих характеристики исходного материала, из которого они изготовлены, и используемых для микроэлектроники. 19 з.п. ф-лы, 6 ил., 1 пр.
1. Способ изготовления самостоятельного твердотельного слоя, согласно которому: берут твердотельный материал, имеющий коэффициент теплового расширения и по меньшей мере одну поверхность, пригодную для формирования на ней слоя, формируют слой полимера на указанной поверхности так, что адгезия сохраняется между твердотельным слоем и слоем полимера в течение всего заданного интервала температур ΔT между первой температурой и второй температурой, где слой полимера обладает коэффициентом термического расширения, отличным от коэффициента термического расширения твердотельного материала, и подвергают твердотельный материал и прикрепленный адгезией слой полимера изменению локальной температуры от первой температуры, которая не выше примерно 300°С, до второй температуры, которая ниже примерно комнатной температуры, тем самым вызывая механическое напряжение в твердотельном материале из-за разницы между коэффициентом теплового расширения твердотельного материала и коэффициентом теплового расширения слоя полимера, чтобы вызвать разламывание твердотельного материала вдоль внутренней плоскости в толщине твердотельного материала, где слой полимера дополнительно характеризуется температурой стеклования, которая ниже примерно первой температуры и выше примерно второй температуры и является достаточно низкой для предотвращения разламывания или растрескивание полимера при второй температуре, для изготовления по меньшей мере одного самостоятельного твердотельного слоя из указанного твердотельного материала.
2. Способ по п.1, в котором первая температура равна примерно комнатной температуре.
3. Способ по п.1, в котором берут твердотельный материал, который включает материал, выбранный из группы, состоящей из монокристаллического кремния, поликристаллического кремния, монокристаллического германия, поликристаллического германия, кварца, алмаза, сапфира, графита, карбида кремния и стекла.
4. Способ по п.1, в котором: берут твердотельный материал, содержащий структуру, имеющую две поверхности, противоположные друг другу и, по существу, параллельные друг другу, каждая из которых пригодна для формирования на ней слоя полимера, формирование слоя полимера включает формирование слоя полимера на каждой из двух указанных поверхностей, а изготовление по меньшей мере одного самостоятельного твердотельного слоя из указанного твердотельного материала включает изготовление по меньшей мере двух самостоятельных твердотельных слоев из указанного твердотельного материала.
5. Способ по п.1, в котором берут твердотельный материал, который включает структуру, имеющую поверхность, подходящую для формирования на ней слоя, которая содержит топологические поверхностные отличительные особенности.
6. Способ по п.1, в котором берут твердотельный материал, который включает структуру, содержащую микроэлектронные устройства.
7. Способ по п.1, в котором слой полимера, сформированный на указанной поверхности, имеет толщину по меньшей мере примерно 0,01 мм.
8. Способ по п.1, в котором слой полимера, сформированный на указанной поверхности, сохраняет адгезию с твердотельным материалом во время изменения локальной температуры.
9. Способ по п.1, в котором слой полимера, сформированный на указанной поверхности, является эластомерным материалом.
10. Способ по п.1, в котором слой полимера, сформированный на указанной поверхности, имеет предел текучести, который предотвращает полимерный слой от растрескивания или разламывания при вызывании разламывания твердотельного материала.
11. Способ по п.1, в котором слой полимера, сформированный на указанной поверхности, содержит полидиметилсилоксан.
12. Способ по п.1, в котором слой полимера, сформированный на указанной поверхности, отличается температурой перехода в стеклообразное состояние, которая ниже первой температуры и которая в достаточной мере низка для предотвращения разламывания полимера при вызывании разламывания твердотельного материала.
13. Способ по п.1, в котором слой полимера, сформированный на указанной поверхности, имеет коэффициент теплового расширения, который по меньшей мере примерно на 50×10-6 К-1 больше коэффициента теплового расширения твердотельного материала.
14. Способ по п.1, в котором вторая температура, воздействующая на твердотельный материал и слой полимера, не выше примерно -20°С.
15. Способ по п.1, в котором вторая температура, воздействующая на твердотельный материал и слой полимера, не выше примерно температуры кипения жидкого азота.
16. Способ по п.1, в котором изменяют локальную температуру твердотельного материала и слоя полимера путем погружения в жидкий азот.
17. Способ по п.1, в котором изменяют локальную температуру твердотельного материала и слоя полимера путем охлаждения промежуточной структуры, расположенной между охлаждающей средой и твердотельным материалом и слоем полимера.
18. Способ по п.1, в котором дополнительно: сохраняют слой полимера на поверхности изготовленного самостоятельного слоя, формируют второй слой полимера на пригодной поверхности, противоположной поверхности, содержащей слой полимера, и изменяют локальную температуру указанного самостоятельного слоя и слоя полимера от первой температуры до второй температуры, чтобы вызвать разламывание указанного самостоятельного слоя в его толщине для изготовления по меньшей мере одного дополнительного самостоятельного слоя.
19. Способ по п.1, в котором: полимер имеет предел текучести, который предотвращает его разламывание или растрескивание при температурах ниже примерно -20°С и который сохраняет адгезию с указанной пригодной поверхностью при температурах ниже примерно -20°С, и вторая температура не выше примерно -20°С.
20. Способ по п.1, в котором формирование слоя полимера на указанной поверхности включает нанесение полимера в жидком состоянии на указанную поверхность и отверждение указанного жидкого полимера для формирования, по существу, твердого слоя полимера.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 6596569 В1, 22.07.2003 | |||
| Масштабируемый низкочастотный цифровой частотомер | 1978 |
|
SU726486A1 |
| Аналоговое запоминающее устройство | 1979 |
|
SU858110A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРЫ КРЕМНИЙ-НА-ИЗОЛЯТОРЕ | 2003 |
|
RU2217842C1 |
| АНТИАДГЕЗИОННАЯ ПРОКЛАДКА ДЛЯ ПРИМЕНЕНИЯ С ЧУВСТВИТЕЛЬНЫМ К ДАВЛЕНИЮ КЛЕЕМ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, СЛОИСТЫЙ МАТЕРИАЛ НА ЕЕ ОСНОВЕ И СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 1989 |
|
RU2074820C1 |

