4
00
Сл О5
ю
со
Изобретение относится к термической обработке стальных изделий с помощью индукционного нагрева токами высокой частоты и может быть использовано в любой отрасли машиностроения.
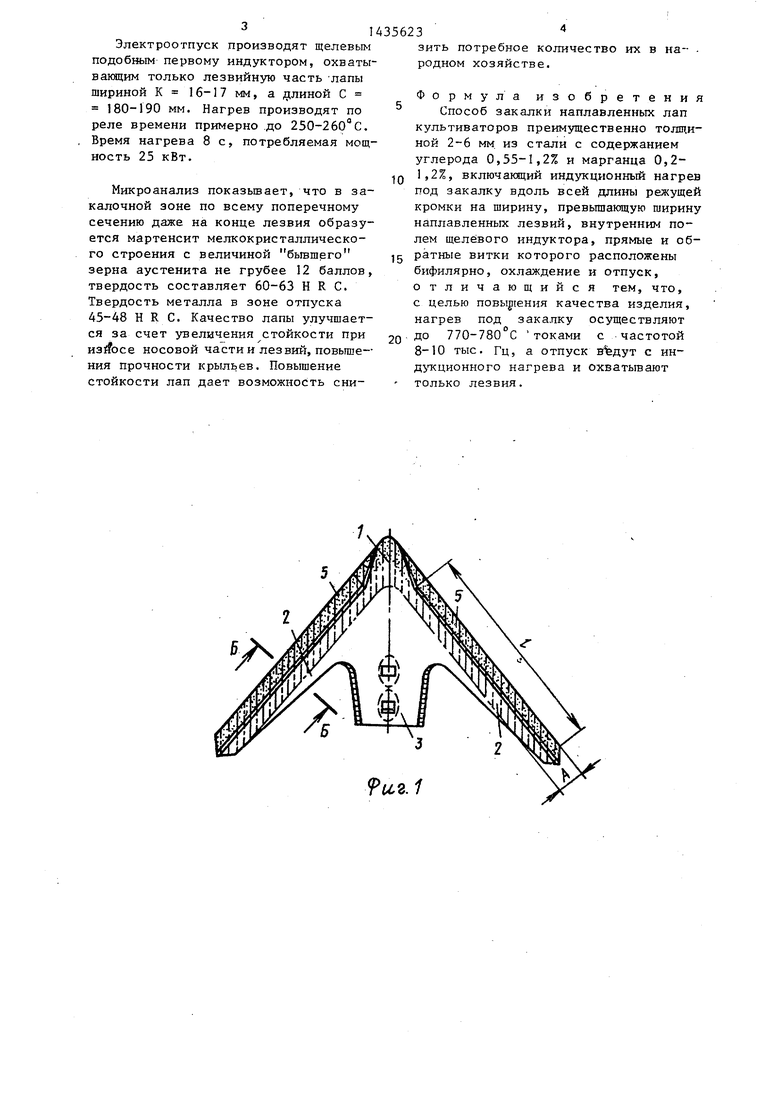
Цель изо%)етения - улучшение качества наплавленных лап культиваторов за счет обеспечения мелкозернистой структуры мартенсита и повышения прочности носовой части и крыльев. На фиг, 1 показана стрельчатая лапа; на фиг. 2 - односторонняя лапа на фиг. 3 - сечение Б-Б на фиг.1 и 2.
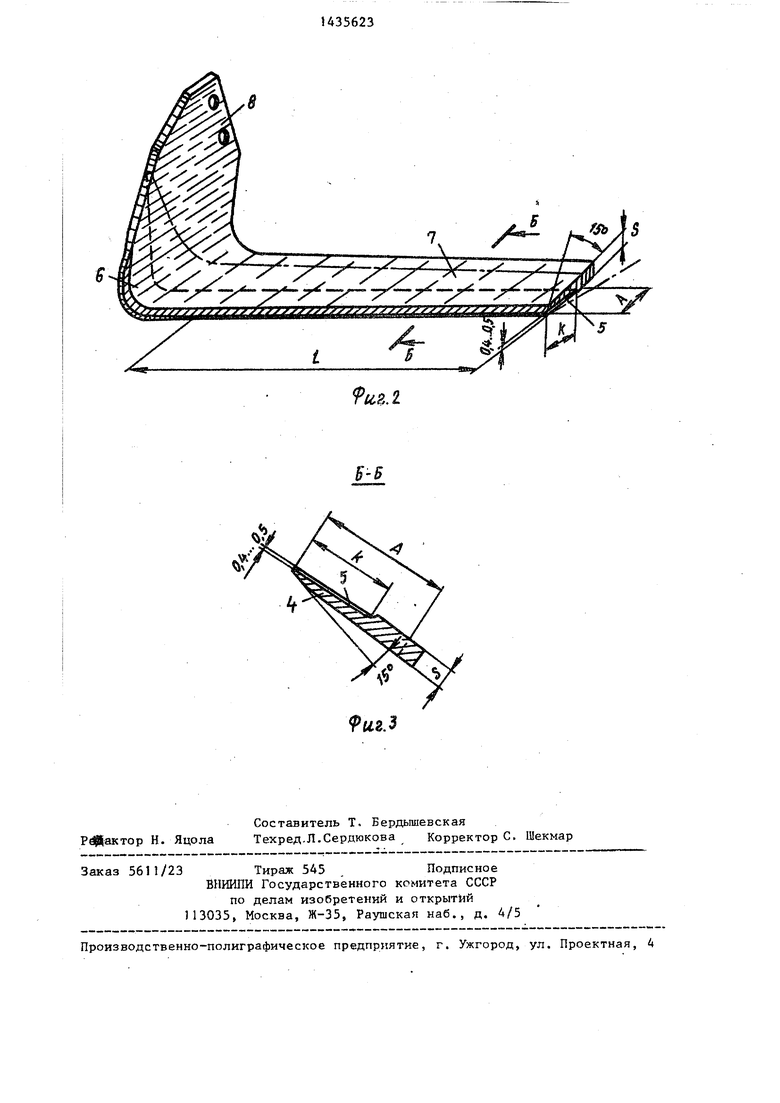
Стрельчатая лапа толщиной S (фиг. 1) имеет носовую часть 1, крылья 2 и хвостовик 3 с помощью которого она крепится на стойке культиватора. На крыльях 2 оформлены лезвия 4 длиной 1 и шириной К. Лезвия пред- ставляют собой утоненную часть крыла (фиг. 3), на одной стороне которой наплавлен твердосплавный слой 5. Толщина этого слоя 0,4-0,5 мм и имеет твердость по Роквеллу 60-65 ед. Твердость основного металла на лез- ВИЯХ должна быть на 15-20 HRC меньше Во время работы р почве основной металл истирается быстрее, чем твердый сплав, обнажая все время твердосплавный слой, тем самым поддерживая остроту лезвия.
Односторонняя лапа (фиг, 2) также имеет носовую часть 6, одно крыло 7 и хвостовик 8, Крыло односторонней лапы по конфигурации аналогично крылу стрельчатой лапы. Оно также имеет лезвие 4 шириной К и твердосплавный слой 5 толщиной 0,4-0,5 мм (фиг. 3).
Обе лапы изготавливаются из стали содержащей углерод в пределах 1,2% и марганец 0,2-1,2%, Во время наплавки лезвия и носовая часть 1 (6 нагреваются до 1200-1350 С, после чего основной металл приобретает крупнозернистую структуру. Термообработка этих лап осуществляется следующим образом,
В щелевом индукторе, у которого прямые и обратные витки расположены бифилярно V-образной формы для стрельчатой лапы, происходит нагрев зоны шириной А. Эта зона охватывает носовые части 1 и 6 лап, лезвия 4 и- крылья 2 и 7. Питание к индукторам поступает от машинного генератора с частотой тока 8,0-10 тыс, Гц, В связи с потерей магнитных свойств
5
0
5
5
0
5
0
5
0
в точке Кюри лапа из стали с содержанием углерода 0,55-1,2% и марганца 0,2-1,2% при толщине 2-6 мм нагревается с помощью указанного генератора только до 770-780%, Вследствие этого обеспечивается равномерное распределение температуры по всему сечению, перегрев исключен. Происходит как бы самоконтроль температуры нагрева, так как явление потери.магнитных свойств в точке Кюри не позволяет повысить температуру выше закалочной у детали, толщина которой соизмерима с горячей глубиной проникновения магнитного потока. Температура участков, нагретых первыми, может в точке Кюри расти, но очень медленно, примерно со скоростью 5°С. Отстающие же участки.нагреваются с большей скоростью, поэтому через небольшой промежуток времени температура всех участков выравнивается.
Быстрое охлаждение нагретой зоны в спрейере с помощью закалочной жидкости обеспечивает мелкозернистую структуру мартенсита в основном металле. Величина зерна во всей зоне А не грубее 12 баллов, твердость Н R С 58-62 ед.
Электроотпуск до твердости основного металла Н R С 40-50 осуществляют с помощью подобных индукторов щелевого типа только на ширине К лезвия и длине 1, Температуру нагрева под отпуск определяют временем нагрева и подводимой мощностью ТВЧ.
Таким образом, носовые части 1 и 6 лап и зоны крыльев 2 и 7 шириной А минус К (фиг, 3) мелкозернистую стрзд туру мартенсита с повьш1ен- ной твердостью Н R С 58-62 ед., а лезвия на ширине К и длине 1 - структуру отпуска (троостит + мартенсит) с пониженной твердостью Н R Сд 40- 50 ед,
П р и м е р« Для закалки стрельчатой лапы толщиной 6 мм из стали 65Г изготавливают щелевой индуктор, прямые и обратные витки которого расположены бифилярно, расстояние между витками 25 мм. Индуктор подключают к машинному генератору с частотой тока 8 тыс. Гц. Нагрев з.оны шириной А 30-35 мм до 770-780°С осуществляют за 8 с, при этом требуется мощность 40 кВт, После нагрева лапа охлаждается в спр ейере подогретой водой (30-50 0.
Электроотпуск производят щелевым подобным первому индуктором, охваты- вакицим только лезвийную часть лапы шириной К 16-17 мм, а длиной С 180-190 мм. Нагрев производят по реле времени примерно .до 250-260 С. Время нагрева 8 с, потребляемая мощность 25 кВт.
Микроанализ показывает, что в закалочной зоне по всему поперечному сечению даже на конце лезвия образуется мартенсит мелкокристаллического строения с величиной бьшшего зерна аустенита не грубее 12 баллов, твердость составляет 60-63 Н R С. Твердость металла в зоне отпуска 45-48 Н R С. Качество лапы улучшается за счет увеличения стойкости при износе носовой части и лезвий, повьше- ния прочности крыльев. Повышение стойкости лап дает возможность сни0
5
0
зить потребное количество их в на- - родном хозяйстве.
Формула изобретения
Способ закалки наплавленных лап культиваторов преимущественно толщиной 2-6 мм. из стали с содержанием углерода 0,55-1,2% и марганца 0,2- 1,2%, включакщий индукционный нагрев под закалку вдоль всей длины режущей кромки на ширину, превышающую ширину наплавленных лезвий, внутренним полем щелевого индуктора, прямые и обратные витки которого расположены бифилярно, охлаждение и отпуск, отличающийся тем, что, с целью повы гения качества изделия, нагрев ДО
8-10 тыс. Гц, а отпуск в%дут с индукционного нагрева и охватывают только лезвия.
под закалку осуществляют 770-780°С токами с частотой
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лап культиваторов | 1985 |
|
SU1296272A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА СТРЕЛЬЧАТОГО ТИПА | 2011 |
|
RU2474098C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |
| Способ термической обработки наплавленных лап культиватора | 1988 |
|
SU1661225A1 |
| Способ индукционной наплавки | 1985 |
|
SU1324801A1 |
| Способ термической обработки изделий из серого чугуна | 1986 |
|
SU1477750A1 |
| Режущий рабочий орган для обработки почвы | 1987 |
|
SU1493122A1 |
| Способ закалки деталей из низкоуглеродистой борсодержащей стали | 2018 |
|
RU2690386C1 |
| Способ изготовления изделий типа лап культиваторов | 1986 |
|
SU1428514A1 |
| ИНДУКТОР ДЛЯ НАПЛАВКИ И ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2383109C1 |
Изобретение относится к термической обработке стальных изделий с.помощью индукционного нагрева токами высокой частоты и может быть использовано в любой отрасли машиностроения. Цель, изобретения - улучшение качества направленных лап культиваторов преимущественно толщиной 2-6 мм из стали с содержанием углерода 0,55-1,2% и марганца 0,2-1,2% за счет обеспечения мелкозернистой структуры мартенсита и повышения прочности носовой части и крыльев. Индукционный нагрев под закалку осуществляют вдоль всей длины режущей кромки лезвия, включая носовую часть, на ширину, превышающую ширину направленных лезвий, токами с частотой 8-10 тыс. Гц до 770-780 0 и охлаждают в закалочной среде, затем проводят электроотпуск при 250 С только лезвий. Предлагаемый способ увеличивает стойкость лап при эксплуатации и дает возможность снизить их § потребное количество в народном хозяйстве. 3 ил.
и,г. 1
9и.Л
fw8.3
