Изобретение относится к области медицины, а именно к эндоэкспандеру из натурального латекса, и может быть использовано для растяжения кожного покрова и мягких биотканей человека с целью получения аутотрансплататов, используемых в реконструктивно-пластической хирургии для замещения ими дефектов кожного покрова, например ожоговых, рубцовых, раневых, лучевых и иных дефектов.
Известен эндоэкспандер, состоящий из выполненных из латекса и соединенных между собой тонкостенной эластичной баллонной части с плоским недеформируемым основанием и инъекционного узла, соединенного с баллонной частью с использованием соединительной трубки (см. патент РФ №2134074, МПК A61B 17/02, 1999 г.).
Однако известный эндоэкспандер при своем использовании имеет следующие недостатки:
- имеет низкую условную прочность при растяжении (20-22 МПа),
- обладает недостаточной эластичностью баллонной части (относительное удлинение при разрыве 400-500%),
- обладает недостаточной способностью к самозатягиванию инъекционного узла эндоэкспандера,
- не в полной мере обеспечивает удобство практического использования для растяжения кожного покрова и мягких биотканей человека в процессе получения аутотрансплататов, так как требует использования эндоэкспадеров нескольких типов-размеров,
- вызывает в ряде случаев у пациентов аллергические реакции из-за содержащихся в латексе протеинов.
Задачей изобретения является создание эндоэкспандера из натурального латекса.
Техническим результатом является достижение высокой условной прочности и высокой эластичности баллонной части эндоэкспадера и достижение повышенной способности к самозатягиванию инъекционного узла эндоэкспандера при одновременном достаточном обеспечении удобства практического использования эндоэкспандера одного типа-размера для растяжения кожного покрова и мягких биотканей человека в процессе получения аутотрансплататов. Кроме того, техническим результатом является снижение риска возникновения аллергических реакции.
Технический результат достигается тем, что предложен эндоэкспандер, состоящий из выполненных из латекса и соединенных между собой тонкостенной эластичной баллонной части с плоским недеформируемым основанием и инъекционного узла, соединенного с баллонной частью с использованием соединительной трубки, при этом в качестве латекса для баллонной части, инъекционного узла и соединительной трубки используют натуральный центрифугированный вулканизованный латекс, баллонная часть выполнена в плане прямоугольной, или круглой, или полусферической, или овальной или серповидной формы, при этом внутренняя поверхность баллонной части эндоэкспандера обработана полиметилсилоксаном, на плоское недеформируемое основание баллонной части по всей его поверхности наклеена сетчатая ткань с предварительно нанесенной на обе ее стороны латексной пленкой толщиной 0,1-0,15 мм из натурального центрифугированного вулканизованного латекса. При этом в качестве натурального центрифугированного вулканизованного латекса используют латекс, например марок «Revultex LR или MR» (латекс Ревультекс LR или MR). При этом в качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани используют ткань для фильтрации крови.
Среди существенных признаков, характеризующих предложенный эндоэкспандер, отличительными являются:
- использование в качестве латекса для баллонной части, инъекционного узла и соединительной трубки натурального центрифугированного вулканизованного латекса,
- выполнение баллонной части эндоэкспандера в плане прямоугольной, или круглой, или полусферической, или овальной или серповидной формы,
- обработка внутренней поверхности баллонной части эндоэкспандера полиметилсилоксаном,
- на плоское недеформируемое основание баллонной части по всей его поверхности наклеена сетчатая ткань с предварительно нанесенной на обе ее стороны латексной пленкой толщиной 0,1-0,15 мм из натурального центрифугированного вулканизованного латекса,
- использование в качестве натурального центрифугированного вулканизованного латекса, например марок «Revultex LR или MR» (латекс Ревультекс LR или MR),
- использование в качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани для фильтрации крови.
Экспериментальные исследования предложенного эндоэкспандера в клинических условиях показали его высокую эффективность. Эндоэкспандер при своем использовании обеспечивает высокую условную прочность и высокую эластичность баллонной части эндоэкспадера и обеспечивает достижение повышенной способности к самозатягиванию инъекционного узла эндоэкспандера при одновременном достаточном обеспечении удобства практического использования эндоэкспандера одного типа-размера для растяжения кожного покрова и мягких биотканей человека в процессе получения аутотрансплататов. Кроме того, предложенный экспандер не вызывал у пациентов аллергические реакции, а также обеспечил при практическом использовании получение аутотрансплататов высокого качества, что значительно повысило качество жизни пациентов.
Предложенный эндоэкспандер прост в понимании и не требуют для своей иллюстрации предоставления чертежей.
Использование предложенного эндоэкспандера является традиционным для растяжения кожного покрова и мягких биотканей человека с целью получения аутотрансплататов, используемых в реконструктивно-пластической хирургии для замещения ими дефектов кожного покрова, например ожоговых, рубцовых, раневых, лучевых и иных дефектов.
Изобретение относится к области медицины, а именно к способу изготовления эндоэкспандера из натурального латекса, и может быть использовано для растяжения кожного покрова и мягких биотканей человека с целью получения аутотрансплататов, используемых в реконструктивно-пластической хирургии для замещения ими дефектов кожного покрова, например ожоговых, рубцовых, раневых, лучевых и иных дефектов.
Известен способ изготовления эндоэкспандера, включающий изготовление из латекса его тонкостенной эластичной баллонной части с плоским недеформируемым основанием и инъекционного узла, их соединение с баллонной частью с использованием соединительной трубки (см. патент РФ №2134074, МПК A61B 17/02, 1999 г.).
Однако известный способ изготовления эндоэкспандера при своем использовании имеет следующие недостатки:
- не обеспечивает изготовление эндоэкспандера с высокой условной прочностью при растяжении,
- не обеспечивает изготовление эндоэкспандера с высокой эластичностью баллонной части,
- не обеспечивает изготовление эндоэкспандера с высокой способностью к самозатягиванию инъекционного узла эндоэкспандера,
- не обеспечивает изготовление эндоэкспандера, обладающим высоким удобством при его практическом использовании для растяжения кожного покрова и мягких биотканей человека в процессе получения аутотрансплататов.
Задачей изобретения является создание способ изготовления эндоэкспандера из натурального латекса.
Техническим результатом является достижение высокой условной прочности и эластичности баллонной части эндоэкспадера и достижение повышенной способности к самозатягиванию инъекционного узла эндоэкспандера при одновременном достаточном обеспечении удобства практического использования эндоэкспандера одного типа-размера для растяжения кожного покрова и мягких биотканей человека в процессе получения аутотрансплататов. Кроме того, техническим результатом является снижение риска возникновения аллергических реакции.
Технический результат достигается тем, что предложен способ изготовления эндоэкспандера из натурального латекса, включающий изготовление его баллонной части с плоским недеформируемым основанием и инъекционного узла, их соединение с баллонной частью с использованием соединительной трубки, при этом изготавливают сначала инъекционный узел эндоэкспандера, затем баллонную часть эндоэкспандера с соединительной трубкой, которые затем соединяют между собой с образованием эндоэкспандера, причем инъекционный узел эндоэкспандера и баллонную часть эндоэкспандера с соединительной трубкой изготавливают с использованием отдельных форм на подставках, затем форму для изготовления инъекционного узла эндоэкспандера погружают в коагулянт на основе этилового спирта, содержащий 14-16 мас. частей азотнокислого кальция и 2,5-3,5 мас. частей талька, после извлечения формы из коагулянта, подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 сек, далее форму с нанесенным коагулянтом погружают в натуральный латекс с концентрацией сухого латекса 58% на 15-20 сек для формирования на ниппельной части формы латексной пленки толщиной 0,2 мм и длиной 4 мм, затем форму приподнимают над уровнем латекса, оставляя полусферическую часть формы в латексе на 10-11 минут для формирования латексной пленки на полусферической части инъекционного узла эндоэкспандера толщиной 0,8 мм, затем, после извлечения формы из латекса, латексный гель на форме промывают в проточной воде в течение 240-250 минут при комнатной температуре, подсушивают при температуре 65°-75°C в течение 120-140 сек и полученный инъекционный узел снимают с формы, далее форму для изготовления баллонной части эндоэкспандера погружают в коагулянт на основе этилового спирта, содержащий 14-16 мас. частей азотнокислого кальция и 2,5-3,5 мас. частей талька, после извлечения формы из коагулянта подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 сек, затем на кончик ниппельной части формы надевают полученный инъекционный узел и форму погружают в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого латекса 48%, выдерживают форму в латексе 50-55 сек для формирования латексной пленки толщиной 0,35-0,45 мм, после извлечения формы из латекса ниппельную часть формы с надетым на нее инъекционным узлом погружают в раствор коагулянта на основе этилового спирта, содержащего 29-31 мас. частей азотнокислого кальция, затем после извлечения формы из коагулянта подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 сек, далее часть формы с нанесенным на ниппельную часть с инъекционным узлом коагулянтом погружают в натуральный латекс с концентрацией сухого латекса 58% на 10-12 минут для формирования соединительной трубки с толщиной стенки латексной пленки 0,8-0,85 мм и инъекционного узла с толщиной стенки латексной пленки 1,4-1,45 мм, форму извлекают из натурального латекса, промывают в проточной воде при комнатной температуре в течение 23-25 часов и высушивают в термостате при температуре 65°-75°C в течение 40-50 минут, затем с короткого плеча стержня формы удаляют созданную на нем латексную пленку, а латексную пленку, сформированную на цилиндрическом выступе формы, скатывают в кольцо, эндоэкспандер снимают с формы через технологическое отверстие, образовавшееся на плоском основании после скатывания кольца, после съема эндоэкспандера с формы кольцо удаляют, выполняют окончательную сушку соединительной трубки и инъекционного узла эндоэкспандера без сушки его баллонной части при температуре 65°-75°C в течение 240-300 минут до полного удаления влаги, затем внутренние поверхности готового эндоэкспандера через технологическое отверстие на плоском основании обрабатывают полиметилсилоксаном, а технологическое отверстие заклеивают латексной пленкой толщиной 0,15-0,2 мм, на поверхность плоского основания эндоэкспандера с заклеенным технологическим отверстием наклеивают сетчатую ткань, с предварительно нанесенной на обе ее стороны латексной пленкой, далее эндоэкспандер погружают в хлорную воду с концентрацией активного хлора 0,3 г/л, выдерживают в течение 8-9 минут, удаляют из хлорной воды, остатки которой нейтрализуют в растворе тиосульфата натрия, а эндоэкспандер промывают в проточной воде комнатной температуры в течение 240-250 минут и высушивают. При этом в качестве натурального центрифугированного вулканизованного латекса используют латекс, например марок «Revultex LR или MR» (латекс Ревультекс LR или MR). При этом баллонную часть эндоэкспандера с соединительной трубкой изготавливают с использованием формы, состоящей из плоского основания с ниппельной частью в виде цилиндрического стержня, предназначенного для формирования соединительной трубки эндоэкспандера, и баллонной частью с геометрической конфигурацией по форме изготавливаемой баллонной части эндоэкспандера, причем на плоском основании формы закреплен цилиндрический выступ для формообразования технологического отверстия для съема с формы изготовленной баллонной части эндоэкспандера с соединительной трубкой. При этом инъекционный узел эндоэкспандера изготавливают с использованием формы, состоящей из закрепленного на подставке цилиндрического стержня, предназначенного для формирования ниппельной части инъекционного узла эндоэкспандера, и полусферической части, предназначенной для формирования инъекционного узла. При этом в качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани используют ткань для фильтрации крови. При этом сетчатую ткань для наклеивания на поверхность плоского основания эндоэкспандера изготавливают предварительным погружением ее в натуральный латекс с концентрацией сухого латекса 35%, после чего смоченную латексом сетчатую ткань накладывают с двух сторон на технологическую алюминиевую пластину, предварительно смоченную этим же латексом, технологическую пластину с сетчатой тканью погружают на 10-12 сек в коагулянт на основе этилового спирта, содержащий 29-31 мас. частей азотнокислого кальция, после извлечения пластины из коагулянта, подсушивают коагулянт на технологической пластине при температуре 65°-75°C в токе горячего воздуха в течение 120-140 сек, далее технологическую пластину с нанесенным на сетчатую ткань коагулянтом погружают на 10-12 сек в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого вещества 35%, затем, после извлечения из латекса технологической пластины с сетчатой тканью, латексный гель на сетчатой ткани технологической пластины промывают в проточной воде в течение 23-25 часов при комнатной температуре и высушивают при температуре 65°-75°C в токе горячего воздуха до полного испарения влаги и сетчатую ткань с латексной пленкой снимают с технологической алюминиевой пластины.
Способ осуществляется следующим образом. Изготавливают сначала инъекционный узел эндоэкспандера, затем баллонную часть эндоэкспандера с соединительной трубкой, которые затем соединяют между собой с образованием эндоэкспандера.
Инъекционный узел эндоэкспандера изготавливают с использованием отдельной формы на подставке, состоящей из закрепленного на подставке цилиндрического стержня, предназначенного для формирования ниппельной части инъекционного узла эндоэкспандера, и полусферической части, предназначенной для формирования инъекционного узла. Форму для изготовления инъекционного узла эндоэкспандера погружают в коагулянт на основе этилового спирта, содержащий 14-16 мас. частей азотнокислого кальция и 2,5-3,5 мас. частей талька. После извлечения формы из коагулянта, подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 сек. Форму с нанесенным коагулянтом погружают в натуральный латекс с концентрацией сухого латекса 58% на 15-20 сек для формирования на ниппельной части формы латексной пленки толщиной 0,2 мм и длиной 4 мм. При этом в качестве натурального центрифугированного вулканизованного латекса используют латекс, например марок «Revultex LR или MR» (латекс Ревультекс LR или MR). Затем форму приподнимают над уровнем латекса на высоту 4 мм, оставляя полусферическую часть формы в латексе на 10-11 минут для формирования латексной пленки на полусферической части инъекционного узла эндоэкспандера толщиной 0,8 мм. Затем, после извлечения формы из латекса, латексный гель на форме промывают в проточной воде в течение 240-250 минут при комнатной температуре, подсушивают при температуре 65°-75°C в течение 120-140 сек и полученный инъекционный узел снимают с формы.
Баллонную часть эндоэкспандера с соединительной трубкой изготавливают с использованием отдельной формы на подставке, состоящей из плоского основания с ниппельной частью в виде цилиндрического стержня, предназначенного для формирования соединительной трубки эндоэкспандера, и баллонной частью с геометрической конфигурацией по форме изготавливаемой баллонной части эндоэкспандера, причем на плоском основании формы закреплен цилиндрический выступ для формообразования технологического отверстия для съема с формы изготовленной баллонной части эндоэкспандера с соединительной трубкой. Форму для изготовления баллонной части эндоэкспандера погружают в коагулянт на основе этилового спирта, содержащий 14-16 мас. частей азотнокислого кальция и 2,5-3,5 мас. частей талька. После извлечения формы из коагулянта подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 сек. Затем на кончик ниппельной части формы надевают ранее полученный инъекционный узел и форму погружают в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого латекса 48%. При этом в качестве натурального центрифугированного вулканизованного латекса используют латекс, например марок «Revultex LR или MR» (латекс Ревультекс LR или MR). Форму выдерживают в латексе 50-55 сек. для формирования латексной пленки толщиной 0,35-0,45 мм. После извлечения формы из латекса ниппельную часть формы с надетым на нее инъекционным узлом погружают в раствор коагулянта на основе этилового спирта, содержащего 29-31 мас. частей азотнокислого кальция. Затем после извлечения формы из коагулянта подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 сек. Далее часть формы с нанесенным на ниппельную часть с инъекционным узлом коагулянтом погружают в натуральный латекс с концентрацией сухого латекса 58% на 10-12 минут для формирования соединительной трубки с толщиной стенки латексной пленки 0,8-0,85 мм и инъекционного узла с толщиной стенки латексной пленки 1,4-1,45 мм. Форму извлекают из натурального латекса, промывают в проточной воде при комнатной температуре в течение 23-25 часов и высушивают в термостате при температуре 65°-75°C в течение 40-50 минут. С короткого плеча стержня формы удаляют созданную на нем латексную пленку, а латексную пленку, сформированную на цилиндрическом выступе формы, скатывают в кольцо. Эндоэкспандер снимают с формы через технологическое отверстие, образовавшееся на плоском основании после скатывания кольца. После съема эндоэкспандера с формы кольцо удаляют, выполняют окончательную сушку соединительной трубки и инъекционного узла эндоэкспандера без сушки его баллонной части при температуре 65°-75°C в течение 240-300 минут до полного удаления влаги.
Внутренние поверхности готового эндоэкспандера через технологическое отверстие на плоском основании обрабатывают полиметилсилоксаном. Технологическое отверстие заклеивают латексной пленкой толщиной 0,15-0,2 мм. На поверхность плоского основания эндоэкспандера с заклеенным технологическим отверстием наклеивают сетчатую ткань, с предварительно нанесенной на обе ее стороны латексной пленкой. В качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани используют ткань для фильтрации крови. При этом сетчатую ткань для наклеивания на поверхность плоского основания эндоэкспандера изготавливают предварительным погружением ее в натуральный латекс с концентрацией сухого латекса 35%, после чего смоченную латексом сетчатую ткань накладывают с двух сторон на технологическую алюминиевую пластину, предварительно смоченную этим же латексом. Затем технологическую пластину с сетчатой тканью погружают на 10-12 сек в коагулянт на основе этилового спирта, содержащий 29-31 мас. частей азотнокислого кальция. После извлечения пластины из коагулянта, подсушивают коагулянт на технологической пластине при температуре 65°-75°C в токе горячего воздуха в течение 120-140 сек. Далее технологическую пластину с нанесенным на сетчатую ткань коагулянтом погружают на 10-12 сек в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого вещества 35%, и затем, после извлечения из латекса технологической пластины с сетчатой тканью, латексный гель на сетчатой ткани технологической пластины промывают в проточной воде в течение 23-25 часов при комнатной температуре и высушивают при температуре 65°-75°C в токе горячего воздуха до полного испарения влаги. Сетчатую ткань с латексной пленкой снимают с технологической алюминиевой пластины.
Далее эндоэкспандер погружают в хлорную воду с концентрацией активного хлора 0,3 г/л, выдерживают в течение 8-9 минут, удаляют из хлорной воды, остатки которой нейтрализуют в растворе тиосульфата натрия. Эндоэкспандер промывают в проточной воде комнатной температуры в течение 240-250 минут и высушивают. Эндоэкспандер готов к практическому использованию.
Среди существенных признаков, характеризующих предложенный способ изготовления эндоэкспандера из натурального латекса, отличительными являются:
- изготовление сначала инъекционного узла эндоэкспандера, затем баллонной части эндоэкспандера с соединительной трубкой, которые затем соединяют между собой с образованием эндоэкспандера,
- изготовление инъекционного узла эндоэкспандера и баллонной части эндоэкспандера с соединительной трубкой с использованием отдельных форм на подставках,
- погружение формы для изготовления инъекционного узла эндоэкспандера в коагулянт на основе этилового спирта, содержащий 14-16 мас. частей азотнокислого кальция и 2,5-3,5 мас. частей талька,
- после извлечения формы из коагулянта, подсушивание коагулянта на форме при температуре 65°-75°C в течение 120-140 сек,
- погружение формы с нанесенным коагулянтом в натуральный латекс с концентрацией сухого латекса 58% на 15-20 сек для формирования на ниппельной части формы латексной пленки толщиной 0,2 мм и длиной 4 мм, затем приподнимание формы над уровнем латекса, с оставлением полусферической части формы в латексе на 10-11 минут для формирования латексной пленки на полусферической части инъекционного узла эндоэкспандера толщиной 0,8 мм,
- промывание, после извлечения формы из латекса, латексного геля на форме в проточной воде в течение 240-250 минут при комнатной температуре, и подсушивание при температуре 65°-75°C в течение 120-140 сек, и съем полученного инъекционного узла с формы,
- погружение формы для изготовления баллонной части эндоэкспандера в коагулянт на основе этилового спирта, содержащий 14-16 мас. частей азотнокислого кальция и 2,5-3,5 мас. частей талька,
- выполнение после извлечения формы из коагулянта подсушивание коагулянта на форме при температуре 65°-75°C в течение 120-140 сек,
- размещение на кончике ниппельной части формы полученного инъекционного узла и погружение формы в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого латекса 48%, выдерживание формы в латексе 50-55 сек для формирования латексной пленки толщиной 0,35-0,45 мм,
- погружение после извлечения формы из латекса ниппельной части формы с надетым на нее инъекционным узлом в раствор коагулянта на основе этилового спирта, содержащего 29-31 мас. частей азотнокислого кальция и после извлечения формы из коагулянта подсушивание коагулянта на форме при температуре 65°-75°C в течение 120-140 сек,
- погружение части формы с нанесенным на ниппельную часть с инъекционным узлом коагулянтом в натуральный латекс с концентрацией сухого латекса 58% на 10-12 минут для формирования соединительной трубки с толщиной стенки латексной пленки 0,8-0,85 мм и инъекционного узла с толщиной стенки латексной пленки 1,4-1,45 мм,
- промывание после извлечения формы из натурального латекса в проточной воде при комнатной температуре в течение 23-25 часов и высушивание в термостате при температуре 65°-75°C в течение 40-50 минут,
- удаление с короткого плеча стержня формы созданной на нем латексной пленки и скатывание в кольцо латексной пленки, сформированной на цилиндрическом выступе формы,
- съем эндоэкспандера с формы через технологическое отверстие, образовавшееся на плоском основании после скатывания кольца,
- удаление после съема эндоэкспандера с формы скатанного кольца,
- выполнение без сушки баллонной части эндоэкспандера окончательной сушки соединительной трубки и инъекционного узла эндоэкспандера при температуре 65°-75°C в течение 240-300 минут до полного удаления влаги,
- обработка внутренней поверхности готового эндоэкспандера через технологическое отверстие на плоском основании полиметилсилоксаном,
- заклейка технологического отверстия латексной пленкой толщиной 0,15-0,2 мм,
- наклеивание на поверхность плоского основания эндоэкспандера с заклеенным технологическим отверстием сетчатой ткани, с предварительно нанесенной на обе ее стороны латексной пленкой,
- погружение эндоэкспандера в хлорную воду с концентрацией активного хлора 0,3 г/л, выдерживание в течение 8-9 минут, удаление из хлорной воды, остатки которой нейтрализуют в растворе тиосульфата натрия, промывание эндоэкспандера в проточной воде комнатной температуры в течение 240-250 минут и его высушивание,
- изготовление баллонной части эндоэкспандера с соединительной трубкой с использованием формы, состоящей из плоского основания с ниппельной частью в виде цилиндрического стержня, предназначенного для формирования соединительной трубки эндоэкспандера, и баллонной частью с геометрической конфигурацией по форме изготавливаемой баллонной части эндоэкспандера, причем на плоском основании формы закреплен цилиндрический выступ для формообразования технологического отверстия для съема с формы изготовленной баллонной части эндоэкспандера с соединительной трубкой,
- изготовление инъекционного узла эндоэкспандера с использованием формы, состоящей из закрепленного на подставке цилиндрического стержня, предназначенного для формирования ниппельной части инъекционного узла эндоэкспандера, и полусферической части, предназначенной для формирования инъекционного узла,
- использование в качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани для фильтрации крови,
- изготовление сетчатой ткани для наклеивания на поверхность плоского основания эндоэкспандера предварительным погружением ее в натуральный латекс с концентрацией сухого латекса 35%, после чего смоченную латексом сетчатую ткань накладывают с двух сторон на технологическую алюминиевую пластину, предварительно смоченную этим же латексом, технологическую пластину с сетчатой тканью погружают на 10-12 сек в коагулянт на основе этилового спирта, содержащий 29-31 мас. частей азотнокислого кальция, после извлечения пластины из коагулянта, подсушивают коагулянт на технологической пластине при температуре 65°-75°C в токе горячего воздуха в течение 120-140 сек, далее технологическую пластину с нанесенным на сетчатую ткань коагулянтом погружают на 10-12 сек в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого вещества 35%, затем, после извлечения из латекса технологической пластины с сетчатой тканью, латексный гель на сетчатой ткани технологической пластины промывают в проточной воде в течение 23-25 часов при комнатной температуре и высушивают при температуре 65°-75°C в токе горячего воздуха до полного испарения влаги и сетчатую ткань с латексной пленкой снимают с технологической алюминиевой пластины.
Экспериментальные исследования предложенного способа изготовления эндоэкспандера из натурального латекса показали его высокую эффективность. Способ при своем использовании обеспечивает изготовление эндоэкспандера с высокой условной прочностью при растяжении (28-30 МПа) и высокой эластичностью баллонной части эндоэкспадера (относительное удлинение при разрыве составляет 950-1000%), обеспечивает достижение повышенной способности к самозатягиванию инъекционного узла эндоэкспандера при одновременном обеспечении достаточного удобства практического использования эндоэкспандера одного типа-размера для растяжения кожного покрова и мягких биотканей человека в процессе получения аутотрансплататов. Кроме того, предложенный экспандер не вызывал у пациентов аллергические реакции, а также обеспечил при практическом использовании получение аутотрансплататов высокого качества, что значительно повысило качество жизни пациентов.
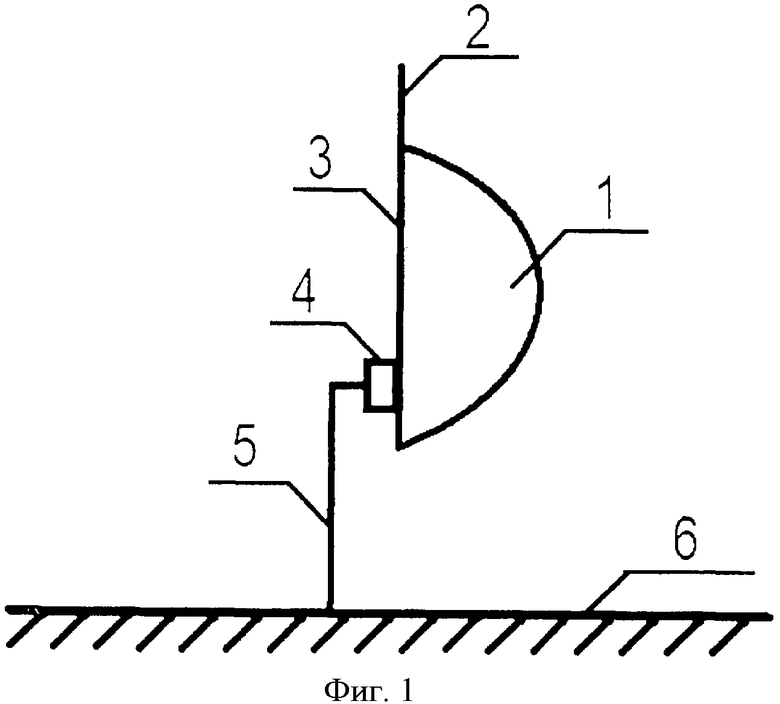
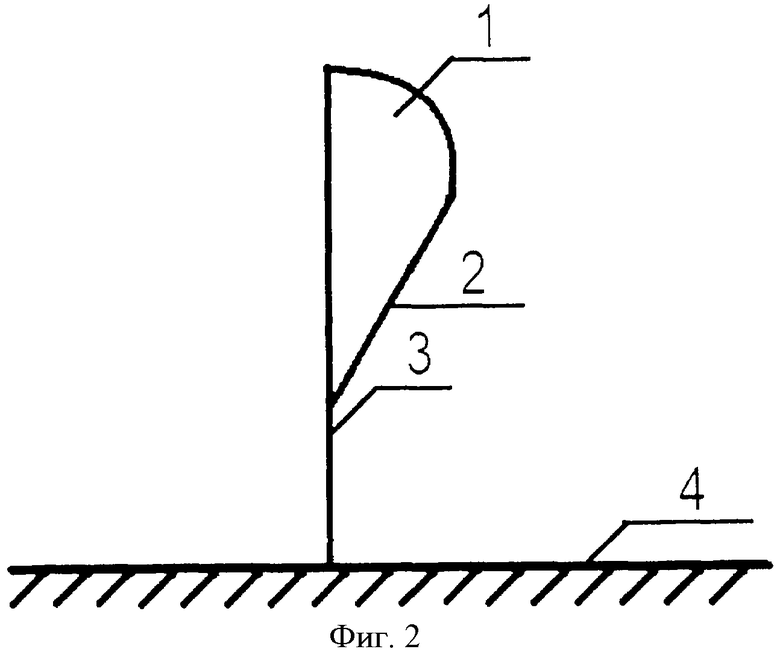
Сущность предложенного технического решения поясняется чертежом, где на фиг.1 показана форма для изготовления баллонной части эндоэкспандера с соединительной трубкой, а на фиг.2 показана форма для изготовления инъекционного узла эндоэкспандера.
Форма для изготовления баллонной части эндоэкспандера с соединительной трубкой состоит из размещенных на подставке 6 баллонной части 1, ниппельной части 2, плоского основания 3, цилиндрического выступа 4 и Г-образного стержня 5.
Форма для изготовления инъекционного узла эндоэкспандера состоит из размещенных на подставке 4 цилиндрической ниппельной части 3 со скосом 2.
Реализация предложенного способа изготовления эндоэкспандера из натурального латекса иллюстрируется следующими практическими примерами.
Пример 1. Изготовили эндоэкспандер с баллонной частью, выполненной в плане овальной формы. При этом сначала изготовили инъекционный узел эндоэкспандера, затем изготовили баллонную часть эндоэкспандера с соединительной трубкой, которые затем соединили между собой с образованием эндоэкспандера.
Инъекционный узел эндоэкспандера изготовили с использованием отдельной формы на подставке, состоящей из закрепленного на подставке цилиндрического стержня, предназначенного для формирования ниппельной части инъекционного узла эндоэкспандера, и полусферической части, предназначенной для формирования инъекционного узла. Форму для изготовления инъекционного узла эндоэкспандера погрузили в коагулянт на основе этилового спирта, содержащий 16 мас. частей азотнокислого кальция и 3,5 мас. частей талька. После извлечения формы из коагулянта подсушили коагулянт на форме при температуре 65°C в течение 140 сек. Форму с нанесенным коагулянтом погрузили в натуральный центрифугированный вулканизованный латекс марки «Revultex LR» (латекс Ревультекс LR) c концентрацией сухого латекса 58% на 15 сек для формирования на ниппельной части формы латексной пленки толщиной 0,2 мм и длиной 4 мм. Затем форму приподняли над уровнем латекса на высоту 4 мм и оставили полусферическую часть формы в латексе на 10 минут для формирования латексной пленки на полусферической части инъекционного узла эндоэкспандера толщиной 0,8 мм. Затем извлекли форму из латекса и латексный гель на форме промыли в проточной воде в течение 250 минут при комнатной температуре, подсушили при температуре 65°C в течение 140 сек и полученный инъекционный узел сняли с формы.
Баллонную часть эндоэкспандера с соединительной трубкой изготовили с использованием отдельной формы на подставке, состоящей из плоского основания с ниппельной частью в виде цилиндрического стержня, предназначенного для формирования соединительной трубки эндоэкспандера, и баллонной частью с геометрической конфигурацией по овальной форме изготавливаемой баллонной части эндоэкспандера. На плоском основании формы закреплен цилиндрический выступ для формообразования технологического отверстия для съема с формы изготовленной баллонной части эндоэкспандера с соединительной трубкой. Форму для изготовления баллонной части эндоэкспандера погрузили в коагулянт на основе этилового спирта, содержащий 14 мас. частей азотнокислого кальция и 2,5 частей талька. После извлечения формы из коагулянта подсушили коагулянт на форме при температуре 65°C в течение 140 сек. Затем на кончик ниппельной части формы надели ранее полученный инъекционный узел и форму с нанесенным коагулянтом погрузили в натуральный центрифугированный вулканизованный латекс марки «Revultex LR» (латекс Ревультекс LR), разбавленный дистиллированной водой до концентрации сухого латекса 48%. Форму выдержали в латексе 50 сек для формирования латексной пленки толщиной 0,35 мм. После извлечения формы из латекса ниппельную часть формы с надетым на нее инъекционным узлом погрузили в раствор коагулянта на основе этилового спирта, содержащего 31 мас. частей азотнокислого кальция. Затем после извлечения формы из коагулянта подсушили коагулянт на форме при температуре 65°C в течение 140 сек. Далее часть формы с нанесенным на ниппельную часть с инъекционным узлом коагулянтом погрузили в натуральный латекс с концентрацией сухого латекса 58% на 10 минут для формирования соединительной трубки с толщиной стенки латексной пленки 0,8 мм и инъекционного узла с толщиной стенки латексной пленки 1,4 мм. Форму извлекли из натурального латекса, промыли в проточной воде при комнатной температуре в течение 23 часов и высушили в термостате при температуре 65°C в течение 50 минут. С короткого плеча стержня формы удалили созданную на нем латексную пленку, а латексную пленку, сформированную на цилиндрическом выступе формы, скатали в кольцо. Эндоэкспандер сняли с формы через технологическое отверстие, образовавшееся на плоском основании после скатывания кольца. После съема эндоэкспандера с формы кольцо удалили, выполнили окончательную сушку соединительной трубки и инъекционного узла эндоэкспандера без сушки его баллонной части при температуре 65°C в течение 300 минут до полного удаления влаги.
Внутренние поверхности готового эндоэкспандера через технологическое отверстие на плоском основании обрабатывали полиметилсилоксаном. Технологическое отверстие заклеили латексной пленкой толщиной 0,15 мм. На поверхность плоского основания эндоэкспандера с заклеенным технологическим отверстием наклеили сетчатую ткань, с предварительно нанесенной на обе ее стороны латексной пленкой. В качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани использовали ткань для фильтрации крови. При этом сетчатую ткань для наклеивания на поверхность плоского основания эндоэкспандера изготовили предварительным погружением ее в натуральный латекс с концентрацией сухого латекса 35%, после чего смоченную латексом сетчатую ткань разместили с двух сторон на технологическую алюминиевую пластину, предварительно смоченную этим же латексом. Затем технологическую пластину с сетчатой тканью погрузили на 10 сек в коагулянт на основе этилового спирта, содержащий 31 мас. часть азотнокислого кальция. После извлечения пластины из коагулянта, подсушили коагулянт на технологической пластине при температуре 65°C в токе горячего воздуха в течение 140 сек. Далее технологическую пластину с нанесенным на сетчатую ткань коагулянтом погрузили на 10 сек в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого вещества 35%, и, после извлечения из латекса технологической пластины с сетчатой тканью, латексный гель на сетчатой ткани технологической пластины промыли в проточной воде в течение 23 часов при комнатной температуре и высушили при температуре 65°C в токе горячего воздуха до полного испарения влаги. Сетчатую ткань с латексной пленкой сняли с технологической алюминиевой пластины.
Далее эндоэкспандер погрузили в хлорную воду с концентрацией активного хлора 0,3 г/л, выдержали в течение 8 минут, удалили из хлорной воды, остатки которой нейтрализовали в растворе тиосульфата натрия. Эндоэкспандер промыли в проточной воде комнатной температуры в течение 240 минут и высушили. Эндоэкспандер готов к практическому использованию.
Пример 2. Изготовили эндоэкспандер с баллонной частью, выполненной в плане круглой формы. При этом сначала изготовили инъекционный узел эндоэкспандера, затем изготовили баллонную часть эндоэкспандера с соединительной трубкой, которые затем соединили между собой с образованием эндоэкспандера.
Инъекционный узел эндоэкспандера изготовили с использованием отдельной формы на подставке, состоящей из закрепленного на подставке цилиндрического стержня, предназначенного для формирования ниппельной части инъекционного узла эндоэкспандера, и полусферической части, предназначенной для формирования инъекционного узла. Форму для изготовления инъекционного узла эндоэкспандера погрузили в коагулянт на основе этилового спирта, содержащий 14 мас. частей азотнокислого кальция и 3,0 мас. частей талька. После извлечения формы из коагулянта подсушили коагулянт на форме при температуре 75°C в течение 130 сек. Форму с нанесенным коагулянтом погрузили в натуральный центрифугированный вулканизованный латекс марки «Revultex LR (латекс Ревультекс LR) c концентрацией сухого латекса 58% на 18 сек для формирования на ниппельной части формы латексной пленки толщиной 0,2 мм и длиной 4 мм. Затем форму приподняли над уровнем латекса на высоту 4 мм и оставили полусферическую часть формы в латексе на 11 минут для формирования латексной пленки на полусферической части инъекционного узла эндоэкспандера толщиной 0,8 мм. Затем извлекли форму из латекса и латексный гель на форме промыли в проточной воде в течение 240 минут при комнатной температуре, подсушили при температуре 75°C в течение 120 сек и полученный инъекционный узел сняли с формы.
Баллонную часть эндоэкспандера с соединительной трубкой изготовили с использованием отдельной формы на подставке, состоящей из плоского основания с ниппельной частью в виде цилиндрического стержня, предназначенного для формирования соединительной трубки эндоэкспандера, и баллонной частью с геометрической конфигурацией по круглой форме изготавливаемой баллонной части эндоэкспандера. На плоском основании формы закреплен цилиндрический выступ для формообразования технологического отверстия для съема с формы изготовленной баллонной части эндоэкспандера с соединительной трубкой. Форму для изготовления баллонной части эндоэкспандера погрузили в коагулянт на основе этилового спирта, содержащий 16 мас. частей азотнокислого кальция и 3,5 частей талька. После извлечения формы из коагулянта подсушили коагулянт на форме при температуре 75°C в течение 120 сек. Затем на кончик ниппельной части формы надели ранее полученный инъекционный узел и форму с нанесенным коагулянтом погрузили в натуральный центрифугированный вулканизованный латекс марки «Revultex LR (латекс Ревультекс LR), разбавленный дистиллированной водой до концентрации сухого латекса 48%. Форму выдержали в латексе 55 сек для формирования латексной пленки толщиной 0,45 мм. После извлечения формы из латекса ниппельную часть формы с надетым на нее инъекционным узлом погрузили в раствор коагулянта на основе этилового спирта, содержащего 29 мас. частей азотнокислого кальция. Затем после извлечения формы из коагулянта подсушили коагулянт на форме при температуре 75°C в течение 120 сек. Далее часть формы с нанесенным на ниппельную часть с инъекционным узлом коагулянтом погрузили в натуральный латекс с концентрацией сухого латекса 58% на 12 минут для формирования соединительной трубки с толщиной стенки латексной пленки 0,85 мм и инъекционного узла с толщиной стенки латексной пленки 1,45 мм. Форму извлекли из натурального латекса, промыли в проточной воде при комнатной температуре в течение 25 часов и высушили в термостате при температуре 75°C в течение 40 минут. С короткого плеча стержня формы удалили созданную на нем латексную пленку, а латексную пленку, сформированную на цилиндрическом выступе формы, скатали в кольцо. Эндоэкспандер сняли с формы через технологическое отверстие, образовавшееся на плоском основании после скатывания кольца. После съема эндоэкспандера с формы кольцо удалили, выполнили окончательную сушку соединительной трубки и инъекционного узла эндоэкспандера без сушки его баллонной части при температуре 65°C в течение 240 минут до полного удаления влаги.
Внутренние поверхности готового эндоэкспандера через технологическое отверстие на плоском основании обрабатывали полиметилсилоксаном. Технологическое отверстие заклеили латексной пленкой толщиной 0,2 мм. На поверхность плоского основания эндоэкспандера с заклеенным технологическим отверстием наклеили сетчатую ткань, с предварительно нанесенной на обе ее стороны латексной пленкой. В качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани использовали ткань для фильтрации крови. При этом сетчатую ткань для наклеивания на поверхность плоского основания эндоэкспандера изготовили предварительным погружением ее в натуральный латекс с концентрацией сухого латекса 35%, после чего смоченную латексом сетчатую ткань разместили с двух сторон на технологическую алюминиевую пластину, предварительно смоченную этим же латексом. Затем технологическую пластину с сетчатой тканью погрузили на 12 сек в коагулянт на основе этилового спирта, содержащий 29 мас. частей азотнокислого кальция. После извлечения пластины из коагулянта, подсушили коагулянт на технологической пластине при температуре 75°C в токе горячего воздуха в течение 120 сек. Далее технологическую пластину с нанесенным на сетчатую ткань коагулянтом погрузили на 12 сек в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого вещества 35% и после извлечения из латекса технологической пластины с сетчатой тканью, латексный гель на сетчатой ткани технологической пластины промыли в проточной воде в течение 25 часов при комнатной температуре и высушили при температуре 75°C в токе горячего воздуха до полного испарения влаги. Сетчатую ткань с латексной пленкой сняли с технологической алюминиевой пластины.
Далее эндоэкспандер погрузили в хлорную воду с концентрацией активного хлора 0,3 г/л, выдержали в течение 9 минут, удалили из хлорной воды, остатки которой нейтрализовали в растворе тиосульфата натрия. Эндоэкспандер промыли в проточной воде комнатной температуры в течение 250 минут и высушили. Эндоэкспандер готов к практическому использованию.
Пример 3. Изготовили эндоэкспандер с баллонной частью, выполненной в плане серповидной формы. При этом сначала изготовили инъекционный узел эндоэкспандера, затем изготовили баллонную часть эндоэкспандера с соединительной трубкой, которые затем соединили между собой с образованием эндоэкспандера.
Инъекционный узел эндоэкспандера изготовили с использованием отдельной формы на подставке, состоящей из закрепленного на подставке цилиндрического стержня, предназначенного для формирования ниппельной части инъекционного узла эндоэкспандера, и полусферической части, предназначенной для формирования инъекционного узла. Форму для изготовления инъекционного узла эндоэкспандера погрузили в коагулянт на основе этилового спирта, содержащий 15 мас. частей азотнокислого кальция и 2,5 мас. частей талька. После извлечения формы из коагулянта подсушили коагулянт на форме при температуре 70°C в течение 130 сек. Форму с нанесенным коагулянтом погрузили в натуральный центрифугированный вулканизованный латекс марки «Revultex MR» (латекс Ревультекс MR) c концентрацией сухого латекса 58% на 20 сек для формирования на ниппельной части формы латексной пленки толщиной 0,2 мм и длиной 4 мм. Затем форму приподняли над уровнем латекса на высоту 4 мм и оставили полусферическую часть формы в латексе на 11 минут для формирования латексной пленки на полусферической части инъекционного узла эндоэкспандера толщиной 0,8 мм. Затем извлекли форму из латекса и латексный гель на форме промыли в проточной воде в течение 240 минут при комнатной температуре, подсушили при температуре 70°C в течение 130 сек и полученный инъекционный узел сняли с формы.
Баллонную часть эндоэкспандера с соединительной трубкой изготовили с использованием отдельной формы на подставке, состоящей из плоского основания с ниппельной частью в виде цилиндрического стержня, предназначенного для формирования соединительной трубки эндоэкспандера, и баллонной частью с геометрической конфигурацией по серповидной форме изготавливаемой баллонной части эндоэкспандера. На плоском основании формы закреплен цилиндрический выступ для формообразования технологического отверстия для съема с формы изготовленной баллонной части эндоэкспандера с соединительной трубкой. Форму для изготовления баллонной части эндоэкспандера погрузили в коагулянт на основе этилового спирта, содержащий 15 мас. частей азотнокислого кальция и 3,0 частей талька. После извлечения формы из коагулянта подсушили коагулянт на форме при температуре 70°C в течение 130 сек. Затем на кончик ниппельной части формы надели ранее полученный инъекционный узел и форму с нанесенным коагулянтом погрузили в натуральный центрифугированный вулканизованный латекс марки «Revultex MR» (латекс Ревультекс MR), разбавленный дистиллированной водой до концентрации сухого латекса 48%. Форму выдержали в латексе 52 сек для формирования латексной пленки толщиной 0,4 мм. После извлечения формы из латекса ниппельную часть формы с надетым на нее инъекционным узлом погрузили в раствор коагулянта на основе этилового спирта, содержащего 30 мас. частей азотнокислого кальция. Затем после извлечения формы из коагулянта подсушили коагулянт на форме при температуре 70°C в течение 130 сек. Далее часть формы с нанесенным на ниппельную часть с инъекционным узлом коагулянтом погрузили в натуральный латекс с концентрацией сухого латекса 58% на 11 минут для формирования соединительной трубки с толщиной стенки латексной пленки 0,8 мм и инъекционного узла с толщиной стенки латексной пленки 1,4 мм. Форму извлекли из натурального латекса, промыли в проточной воде при комнатной температуре в течение 24 часов и высушивали в термостате при температуре 70°C в течение 45 минут. С короткого плеча стержня формы удалили созданную на нем латексную пленку, а латексную пленку, сформированную на цилиндрическом выступе формы, скатали в кольцо. Эндоэкспандер сняли с формы через технологическое отверстие, образовавшееся на плоском основании после скатывания кольца. После съема эндоэкспандера с формы кольцо удалили, выполнили окончательную сушку соединительной трубки и инъекционного узла эндоэкспандера без сушки его баллонной части при температуре 70°C в течение 270 минут до полного удаления влаги.
Внутренние поверхности готового эндоэкспандера через технологическое отверстие на плоском основании обрабатывали полиметилсилоксаном. Технологическое отверстие заклеивали латексной пленкой толщиной 0,18 мм. На поверхность плоского основания эндоэкспандера с заклеенным технологическим отверстием наклеили сетчатую ткань, с предварительно нанесенной на обе ее стороны латексной пленкой. В качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани использовали ткань для фильтрации крови. При этом сетчатую ткань для наклеивания на поверхность плоского основания эндоэкспандера изготовили предварительным погружением ее в натуральный латекс с концентрацией сухого латекса 35%, после чего смоченную латексом сетчатую ткань разместили с двух сторон на технологическую алюминиевую пластину, предварительно смоченную этим же латексом. Затем технологическую пластину с сетчатой тканью погрузили на 11 сек в коагулянт на основе этилового спирта, содержащий 30 мас. частей азотнокислого кальция. После извлечения пластины из коагулянта, подсушили коагулянт на технологической пластине при температуре 70°C в токе горячего воздуха в течение 130 сек. Далее технологическую пластину с нанесенным на сетчатую ткань коагулянтом погрузили на 11 сек в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого вещества 35% и после извлечения из латекса технологической пластины с сетчатой тканью, латексный гель на сетчатой ткани технологической пластины промыли в проточной воде в течение 24 часов при комнатной температуре и высушили при температуре 70°C в токе горячего воздуха до полного испарения влаги. Сетчатую ткань с латексной пленкой сняли с технологической алюминиевой пластины.
Далее эндоэкспандер погрузили в хлорную воду с концентрацией активного хлора 0,3 г/л, выдержали в течение 8,5 минут, удалили из хлорной воды, остатки которой нейтрализовали в растворе тиосульфата натрия. Эндоэкспандер промыли в проточной воде комнатной температуры в течение 270 минут и высушили. Эндоэкспандер готов к практическому использованию.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДСЛИЗИСТЫЙ СТОМАТОЛОГИЧЕСКИЙ ЭНДОЭКСПАНДЕР ИЗ НАТУРАЛЬНОГО ЛАТЕКСА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2558475C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНЫХ ПЕРЧАТОК И РУКАВИЦ | 2001 |
|
RU2178257C1 |
| Способ изготовления резино-трикотажных перчаток (его варианты) | 1981 |
|
SU1017704A1 |
| Способ изготовления резино-трикотажных перчаток | 1988 |
|
SU1647010A1 |
| Способ получения маканых латексных изделий методом ионного отложения | 1986 |
|
SU1509365A1 |
| ЭЛАСТОМЕРНАЯ РЕЗИНОВАЯ ПЕРЧАТКА, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ПРИМЕНЕНИЯ В ЧИСТЫХ ПОМЕЩЕНИЯХ И НЕ СОДЕРЖАЩАЯ УСКОРИТЕЛЯ ВУЛКАНИЗАЦИИ И СЕРЫ | 2011 |
|
RU2637243C2 |
| СПОСОБЫ УВЕЛИЧЕНИЯ ИЗВЛЕЧЕНИЯ ПОЛЕЗНОГО УГЛЯ И ХЛОРИДА КАЛИЯ ИЗ СЫРЬЯ В ПРОЦЕССАХ РАЗДЕЛЕНИЯ НА ЦЕНТРИФУГАХ С СЕТЧАТЫМ БАРАБАНОМ | 2005 |
|
RU2370301C2 |
| ТОНКИЕ ГЛАДКИЕ ПЕРЧАТКИ ИЗ НИТРИЛОВОГО КАУЧУКА | 2009 |
|
RU2498784C2 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ МЕТОДОМ ОКУНАНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЧАТКИ И ПЕРЧАТКА | 2019 |
|
RU2771033C1 |
| СКАНИРУЮЩИЙ ЦИТОМЕТР | 2014 |
|
RU2569053C2 |
Изобретение относится к области медицины. Эндоэкспандер состоит из выполненных из центрифугированного вулканизованного латекса, тонкостенной эластичной баллонной части с плоским недеформируемым основанием и инъекционного узла соединенного с баллонной частью соединительной трубкой. Баллонная часть выполнена в плане прямоугольной, или круглой, или полусферической, или овальной или серповидной форм, ее внутренняя поверхность обработана полиметилсилоксаном, а на плоское недеформируемое основание наклеена сетчатая ткань. Способ изготовления эндоэкспандера заключается в сборке инъекционного узла с баллонной частью и соединительной трубкой. Инъекционный узел и баллонную часть изготавливают с использованием отдельных форм на подставках, путем погружения их в коагулянт на основе этилового спирта с азотистокислым кальцием и тальком, сушки на форме и погружения в натуральный латекс. Изобретение позволяет достигнуть высокой условной прочности и высокой эластичности баллонной части, повышенной способности к самозатягиванию инъекционного узла при одновременном обеспечении удобства практического использования эндоэкспандера. 2 н. и 7 з.п. ф-лы, 2 ил.
1. Эндоэкспандер, состоящий из выполненных из латекса и соединенных между собой тонкостенной эластичной баллонной части с плоским недеформируемым основанием и инъекционного узла, соединенного с баллонной частью с использованием соединительной трубки, отличающийся тем, что в качестве латекса для баллонной части, инъекционного узла и соединительной трубки используют натуральный центрифугированный вулканизованный латекс, баллонная часть выполнена в плане прямоугольной, или круглой, или полусферической, или овальной, или серповидной формы, при этом внутренняя поверхность баллонной части эндоэкспандера обработана полиметилсилоксаном, на плоское недеформируемое основание баллонной части по всей его поверхности наклеена сетчатая ткань с предварительно нанесенной на обе ее стороны латексной пленкой толщиной 0,1-0,15 мм из натурального центрифугированного вулканизованного латекса.
2. Эндоэкспандер по п.1, отличающийся тем, что в качестве натурального центрифугированного вулканизованного латекса используют латекс, например, марок «Revultex LR или MR» (латекс Ревультекс LR или MR).
3. Эндоэкспандер по п.1, отличающийся тем, что в качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани используют ткань для фильтрации крови.
4. Способ изготовления эндоэкспандера, включающий изготовление из латекса его тонкостенной эластичной баллонной части с плоским недеформируемым основанием и инъекционного узла, их соединение с баллонной частью с использованием соединительной трубки, отличающийся тем, что изготавливают сначала инъекционный узел эндоэкспандера, затем баллонную часть эндоэкспандера с соединительной трубкой, которые затем соединяют между собой с образованием эндоэкспандера, причем инъекционный узел эндоэкспандера и баллонную часть эндоэкспандера с соединительной трубкой изготавливают с использованием отдельных форм на подставках, затем форму для изготовления инъекционного узла эндоэкспандера погружают в коагулянт на основе этилового спирта, содержащий 14-16 мас. ч. азотнокислого кальция и 2,5-3,5 мас. ч. талька, после извлечения формы из коагулянта подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 с, далее форму с нанесенным коагулянтом погружают в натуральный латекс с концентрацией сухого латекса 58% на 15-20 с для формирования на ниппельной части формы латексной пленки толщиной 0,2 мм и длиной 4 мм, затем форму приподнимают над уровнем латекса, оставляя полусферическую часть формы в латексе на 10-11 мин для формирования латексной пленки на полусферической части инъекционного узла эндоэкспандера толщиной 0,8 мм, затем после извлечения формы из латекса латексный гель на форме промывают в проточной воде в течение 240-250 мин при комнатной температуре, подсушивают при температуре 65°-75°C в течение 120-140 с и полученный инъекционный узел снимают с формы, далее форму для изготовления баллонной части эндоэкспандера погружают в коагулянт на основе этилового спирта, содержащий 14-16 мас. ч. азотнокислого кальция и 2,5-3,5 мас.ч. талька, после извлечения формы из коагулянта подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 с, затем на кончик ниппельной части формы надевают полученный инъекционный узел и форму погружают в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого латекса 48%, выдерживают форму в латексе 50-55 с для формирования латексной пленки толщиной 0,35-0,45 мм, после извлечения формы из латекса ниппельную часть формы с надетым на нее инъекционным узлом погружают в раствор коагулянта на основе этилового спирта, содержащего 29-31 мас. ч. азотнокислого кальция, затем после извлечения формы из коагулянта подсушивают коагулянт на форме при температуре 65°-75°C в течение 120-140 с, далее часть формы с нанесенным на ниппельную часть с инъекционным узлом коагулянтом погружают в натуральный латекс с концентрацией сухого латекса 58% на 10-12 мин для формирования соединительной трубки с толщиной стенки латексной пленки 0,8-0,85 мм и инъекционного узла с толщиной стенки латексной пленки 1,4-1,45 мм, форму извлекают из натурального латекса, промывают в проточной воде при комнатной температуре в течение 23-25 ч и высушивают в термостате при температуре 65°-75°C в течение 40-50 мин, затем с короткого плеча стержня формы удаляют созданную на нем латексную пленку, а латексную пленку, сформированную на цилиндрическом выступе формы, скатывают в кольцо, эндоэкспандер снимают с формы через технологическое отверстие, образовавшееся на плоском основании после скатывания кольца, после съема эндоэкспандера с формы кольцо удаляют, выполняют окончательную сушку соединительной трубки и инъекционного узла эндоэкспандера без сушки его баллонной части при температуре 65°-75°C в течение 240-300 мин до полного удаления влаги, затем внутренние поверхности готового эндоэкспандера через технологическое отверстие на плоском основании обрабатывают полиметилсилоксаном, а технологическое отверстие заклеивают латексной пленкой толщиной 0,15-0,2 мм, на поверхность плоского основания эндоэкспандера с заклеенным технологическим отверстием наклеивают сетчатую ткань с предварительно нанесенной на обе ее стороны латексной пленкой, далее эндоэкспандер погружают в хлорную воду с концентрацией активного хлора 0,3 г/л, выдерживают в течение 8-9 мин, удаляют из хлорной воды, остатки которой нейтрализуют в растворе тиосульфата натрия, а эндоэкспандер промывают в проточной воде комнатной температуры в течение 240-250 мин и высушивают.
5. Способ по п.4, отличающийся тем, что в качестве натурального центрифугированного вулканизованного латекса используют латекс, например, марок «Revultex LR или MR» (латекс Ревультекс LR или MR).
6. Способ по п.4, отличающийся тем, что баллонную часть эндоэкспандера с соединительной трубкой изготавливают с использованием формы, состоящей из плоского основания с ниппельной частью в виде цилиндрического стержня, предназначенного для формирования соединительной трубки эндоэкспандера, и баллонной частью с геометрической конфигурацией по форме изготавливаемой баллонной части эндоэкспандера, причем на плоском основании формы закреплен цилиндрический выступ для формообразования технологического отверстия для съема с формы изготовленной баллонной части эндоэкспандера с соединительной трубкой.
7. Способ по п.4, отличающийся тем, что инъекционный узел эндоэкспандера изготавливают с использованием формы, состоящей из закрепленного на подставке цилиндрического стержня, предназначенного для формирования ниппельной части инъекционного узла эндоэкспандера, и полусферической части, предназначенной для формирования инъекционного узла.
8. Способ по п.4, отличающийся тем, что в качестве наклеиваемой на плоское недеформируемое основание баллонной части по всей его поверхности сетчатой ткани используют ткань для фильтрации крови.
9. Способ по п.4, отличающийся тем, что сетчатую ткань для наклеивания на поверхность плоского основания эндоэкспандера изготавливают предварительным погружением ее в натуральный латекс с концентрацией сухого латекса 35%, после чего смоченную латексом сетчатую ткань накладывают с двух сторон на технологическую алюминиевую пластину, предварительно смоченную этим же латексом, технологическую пластину с сетчатой тканью погружают на 10-12 с в коагулянт на основе этилового спирта, содержащий 29-31 мас. ч. азотнокислого кальция, после извлечения пластины из коагулянта подсушивают коагулянт на технологической пластине при температуре 65°-75°C в токе горячего воздуха в течение 120-140 с, далее технологическую пластину с нанесенным на сетчатую ткань коагулянтом погружают на 10-12 с в натуральный латекс, разбавленный дистиллированной водой до концентрации сухого вещества 35%, затем, после извлечения из латекса технологической пластины с сетчатой тканью, латексный гель на сетчатой ткани технологической пластины промывают в проточной воде в течение 23-25 ч при комнатной температуре и высушивают при температуре 65°-75°C в токе горячего воздуха до полного испарения влаги и сетчатую ткань с латексной пленкой снимают с технологической алюминиевой пластины.
| ХИРУРГИЧЕСКОЕ УСТРОЙСТВО ДЛЯ РАЗВЕДЕНИЯ ИЛИ РАСТЯЖЕНИЯ ТКАНЕЙ | 1997 |
|
RU2134074C1 |
| УСТРОЙСТВО ДЛЯ РАСТЯЖЕНИЯ ТКАНЕЙ И СПОСОБ ЕГО УДАЛЕНИЯ ИЗ ПОДКОЖНОГО КАРМАНА | 2001 |
|
RU2197918C1 |
| US 4217889 A, 19.08.1980 | |||
| US 2009024226 A1, 22.01.2009 | |||
| NORMAN WEINZWEIG M.D | |||
| et al | |||
| The Use of Tissue Expansion to Allow Reconstruction of the Knee, J Bone Joint Surg Am | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Оконное сигнальное приспособление | 1923 |
|
SU652A1 |

