1
Изобретение относится к развальцовке концов rpy&i
Известна установка для развальцовки труб, содержащая развальцовочную головку, установленную в горизонтально расположенном шпинделе, приводимом в движение от дельным электродвигателем, механизмы крепления и подачи заготовки ij . В этой установке развальцовка осуществляется посредством подачи развальиовочной головки , шпинделем, а механизм крепления заготовки, .выполненный в виде тисков, снабжен пневмогидроцилиндром.
Однако использование таких установок в условиях мелкосерийного производства, в частности на механосборочных участках, невыгодна с экономической точки зрения.
Известно также приспособление к сверпипьному станку, содержащее установленный JR корпусе горизонтальный г шпиндель с и струментом, привод его вращения , от ве{ тикального шпинделя станка и механизм зажима заготовки 2. .
Однако это приспособление для развальцовки труб не предназначено.
Целью изобретения является обеспечение возможности развальцовки концов длинных труб на станках с вертикально расположенным шпинделем.
Указанная цель достигается тем, что
приспособление снабжено горизонтально расположенными тягами, смонтированными в корпусе подвижно в осевом направлении и связанными системой рычагов с механизмом подачи заготовок, при этом на тягах закреплен механизм зажима.
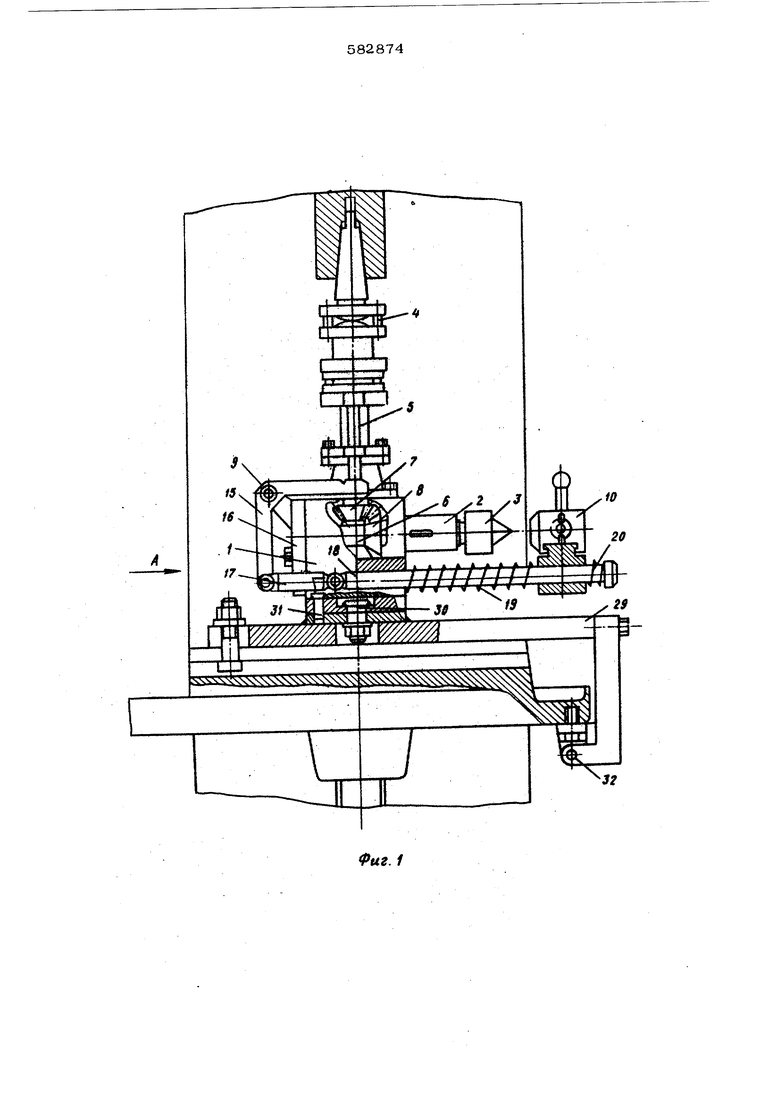
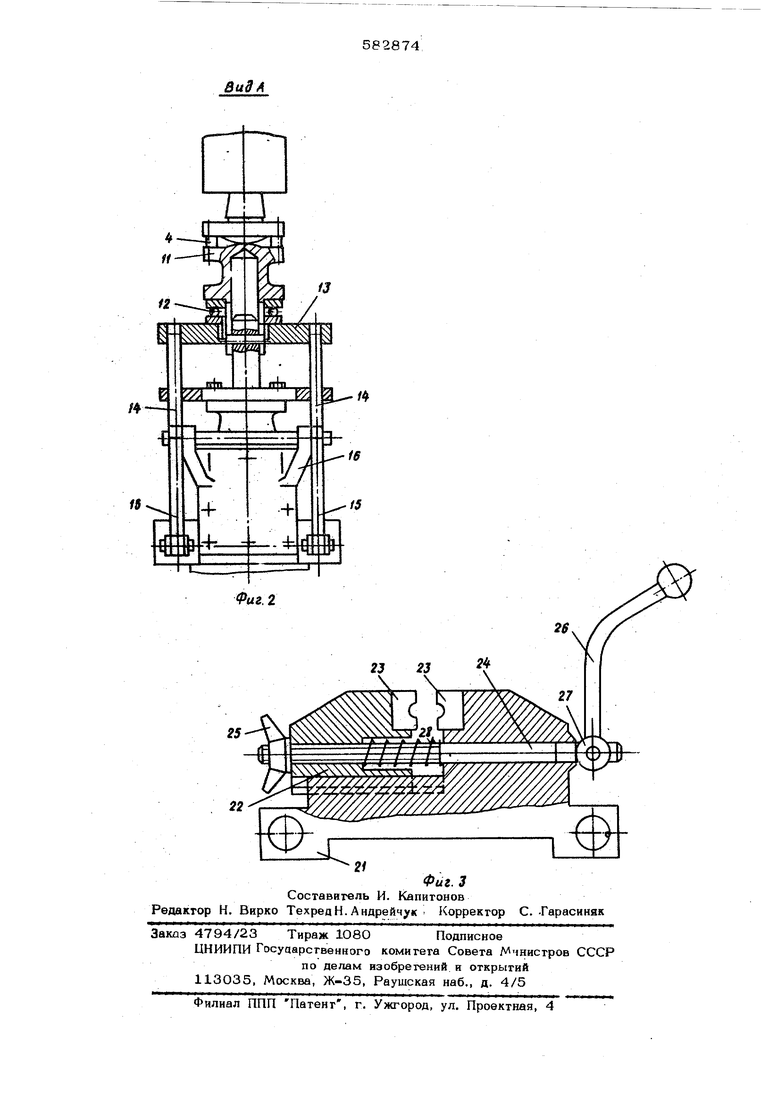
На фиг. 11 показано приспособление, вид спереди; на фиг. 2 - вид по стрелке А , на фиг. 1, на фиг. .3 - механизм зажима
заготовки, общий вид.
В корпусе 1 приспособления помещен исполнительный орган-шпиндель 2 с раз вальцовочной головкой 3, кинематически связанный со шпинделем станка посредством
соединительной муфты 4 .
Приспособление включает также два взаимоперпе1щикулярно расположенных вала 5 и 6 с зубчатыми колесами 7 и 8, механизм 9 подачи и механизм 10 зажима за-
, готовки.
Соединение двух валов 5 и 6 можег быть выполнено либо в виде двух взаимодействующих конических зубчатых колес (см. фиг. 1), либо в виде червячней передачи.
Механизм 9 подачи заготовки со.эржнт посаженную на валу 5 с возможностью осевого перемещения полумуфту 11 l-c упорным подшипникокй 12, пяту 13 с закрепленными в ней двумяштоками 14, два
рычага 15, установленных на корпусе 1 при помощи кронштейна 16, две тяги 17 и две тяги 18, соединяющие рычаги 15 через две пары пружин 19 и 20 с механизмом 10 зажима заготовки.
Механизм 1О выполнен в виде слесарных тисков, состоящих из неподвижной 21 и подвижной 22 частей, сменных,для каждого диаметра труб губок 23, винта 24, гайкибарашка 25, рычага 26 с эксцентриковым кулачком 27 и пружины 28.
Корпус 1 приспособления установлен на плите 29 на оси 30. Он может занимать четыре положения, в которых фиксируется фиксатором 31. Плита 29 крепится на столе станка при помощи крепежных элементов32. Приспособление работает следующим обра зом. Шпинделю станка сообщается вращение, которое через соединительную муфту 4, вал 5 и шпиндель 2 передаетс я на развальцовочную головку 3.
При включении подачи шпиндель станка через соединительную муфту 4 и подшипник 12 смещает пяту 1Б вниз (см. по чертежу). Штоки 14 воздействуют на рычаги 15, которые смещают тяги 17 и 18. В результате механизм 1О зажима заготовки смещается в рабочую .зону.
При отключении подачи шпинделя станка по окончании развальцовки трубы пружины 19 возвращают механизм 1р зажима заготовки в исходное положение.
Быстрая смена заготовок во время работы осуществляется за счет эксцентрикового кулачка 27 рычага, 26. При вращении рычага 26 против часовой стрелки винт 24
освобождается, а пружина 28 разводит неподвижную 21 и подвижную 22 части тисков, освобождая заготовку. Ход подвижной части 22 тисков регулируется гайкой барашком 25.
Описываемое приспособление для развальцовки труб отличается сравнительной 1 простотой, н требует автономного привода для механизма пОдачи заготовки и позволяет осуществлять развальцовку длинных труб на сверлильных и других станках с вертикально расположенный шпинделем, что целесообразно и экономически выгодно в условиях мелкосерийного производства, в частности на механосборочных участках.
Формула изобретения
Приспособление к вертикальному стан ку, преимущественно сверлильному, с исполнительным органом в виде шпинделя, содержащее установленный на столе станка в плоскости, перпендикулярной плоскости перемещения основного шпинделя, и размещенный в корпусе дополнительный шпи дель с инструментом, и привод вращения дополнительного шпинделя, связанный с приводом шпинделя станха, а также механизмы зажима и подачи заготовок, о т л и чающееся тем, что, с целью обеспечения развальцовки концов длинных труб, оно снабжено тягами, смонтированными в корпусе подвижно в осевом направлении и связанными системой рычагов с механизмо подачи заготовок, а механизм зажима закреплен на тягах.
Источййки информации, принятые во внимание при экспертизе:
1.Материалы Рязанского станкостроительного завода № 7857-405 % Установка для развальцовки труб .
2.Болотин X. Л. и др; Станочные присч пособлевия, А шиностроение, М., 1973, с 222, 223, рис. 143.
Фиг. 1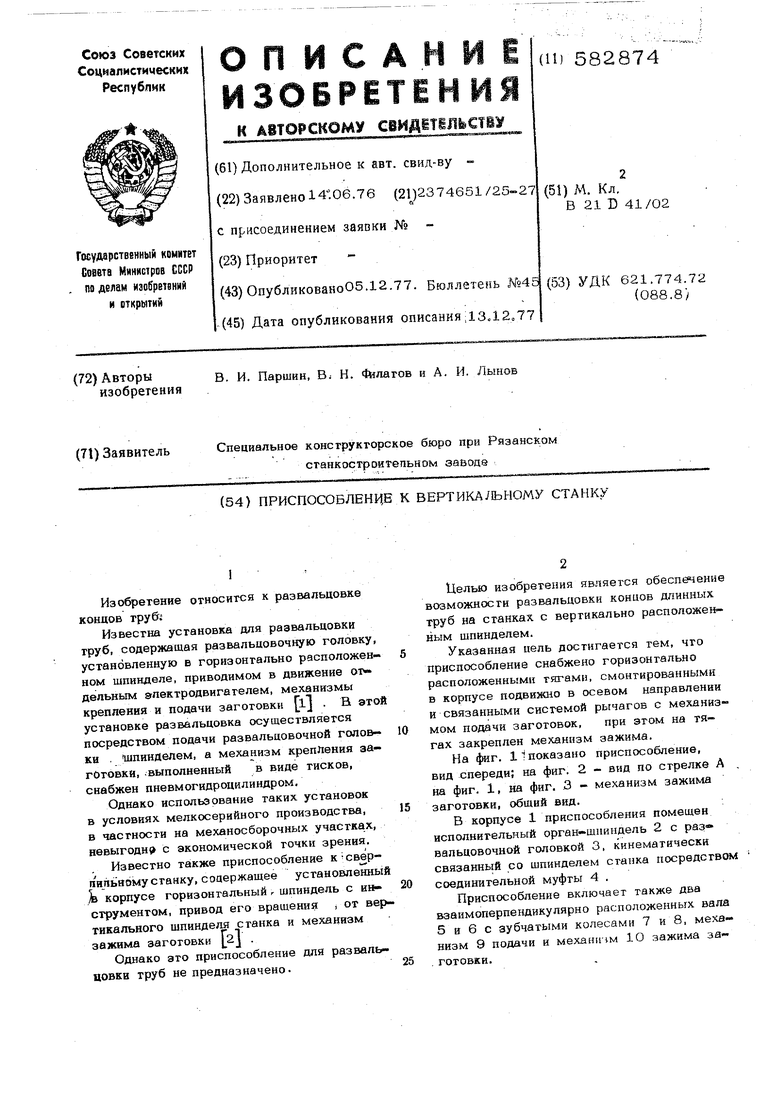
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| Устройство для развальцовки концов труб на конус | 1988 |
|
SU1627302A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Устройство для орбитальной сваркиТРЕНиЕМ | 1979 |
|
SU814627A1 |
| Способ и устройство для обработки цилиндрических медных труб, применяемых для изготовления барабанов сушильных машин и т.п. предметов | 1928 |
|
SU25517A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Станок для двустороннего сверления стекла | 1980 |
|
SU937361A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |