Изобретение относится к технологии упрочнения боковых рам тележек железнодорожных грузовых вагонов. Способ упрочнения боковых рам включает изгибающее нагружение рамы, контроль усилия нагружения, необходимого и достаточного для создания пластической деформации в зоне внутреннего угла буксового проема, и формирование в ней после снятия нагрузки остаточных напряжений сжатия.
Известен способ упрочнения деталей пластическим деформированием, при котором детали нагружают изгибающей нагрузкой по схеме, действующей при эксплуатации деталей (см. а.с. СССР №1157087, кл. 23К, 1985).
Недостатком этого способа является то, что он не позволяет получить необходимую пластическую деформацию в наиболее критичных местах деталей и создать в них после разгрузки достаточно высокие остаточные напряжения сжатия с соответствующим повышением усталостной прочности.
Известен способ применения пластической деформации стальных деталей железнодорожных грузовых вагонов, в частности корпуса буксы колесной пары, направленный на обеспечение допуска на размер корпуса при выполнении его восстановительной наплавки (см. патент РФ №2146992, кл. 23К, опубл. 2000).
Указанный способ имеет достаточно узкую направленность и не позволяет концентрировать пластическую деформацию, а следовательно, создавать концентрацию остаточных напряжений сжатия в критичных зонах детали.
Наиболее близким из известных по своей технической сущности является выбранный в качестве прототипа способ восстановления изношенных поверхностей стальных деталей железнодорожных грузовых вагонов, при котором осуществляют предварительное изгибающее нагружение детали, электродуговую наплавку изношенной поверхности в нагруженном состоянии, механическую обработку наплавленной поверхности и повторное изгибающее нагружение детали нагрузкой, обеспечивающей превышение предела текучести материала детали (см. патент РФ №2264281, кл. В23 р 6/00, В23К 9/04, опубл. 2005).
Данный способ относится к восстановлению и упрочнению (повышению износостойкости) деталей наплавкой и направлен на трансформацию растягивающих остаточных сварочных напряжений на границе наплавленного слоя в сжимающие напряжения.
Сущность заявляемого изобретения выражается в совокупности существенных признаков, достаточных для достижения обеспечиваемого предлагаемым изобретением технического результата, который выражается в создании сжимающих напряжений в наиболее нагруженных местах (во внутренних углах буксовых проемов), обеспечивая тем самым безаварийную эксплуатацию боковых рам.
Указанный технический результат достигается осуществлением изгибающих нагружений боковой рамы с созданием во внутренних углах ее боковых проемов изгибающего момента, обеспечивающего в них пластическую деформацию с увеличением расстояния между щеками буксовых проемов на 0,36-0,8 мм. Сравнение заявляемого технического решения с прототипом позволило установить соответствие его критерию «новизна», так как оно не известно из уровня техники.
Предложенный способ является промышленно применимым существующими техническими средствами и соответствует критерию «изобретательский уровень», т.к. он явным образом не следует из уровня техники, при этом из последнего не выявлено каких-либо преобразований, характеризуемых отличительными от прототипа существенными признаками, на достижение указанного технического результата.
Таким образом, предложенное техническое решение соответствует установленным условиям патентоспособности изобретения.
Других известных технических решений аналогичного назначения с подобными существенными признаками заявителем не обнаружено.
На фигуре представлена боковая рама тележки грузового вагона, вид сбоку. Стрелка А - упрочняемая зона внутреннего угла буксового проема; l - контролируемая ширина буксового проема.
Предложенный способ осуществляют следующим образом:
1. Из ранее проведенных экспериментов по статическому нагружению идентичных боковых рам с использованием наклеенных на эти рамы в углах буксовых проемов тензодатчиков строят графическую зависимость σср=f(Р) (σср - среднеарифметическое значение напряжения, Р - соответствующая ей нагрузка) и определяют значение нагрузки Рт, которой соответствует предел текучести материала рамы σт.
2. Измеряют расстояние «l» между наружными и внутренними щеками буксовых проемов боковой рамы в двух точках, расположенных в 15 мм от нижних (торцевых) кромок щек и в 20 мм от их боковых кромок.
3. Нагружают боковую раму силой Р=1,4Рт, выдерживают ее в течение 5 мин и снимают нагрузку.
4. Определяют увеличение размера «l» (остаточная деформация), и если оно менее 0,36 мм, то увеличивают нагрузку на 1-2 т и после выдержки 5 мин вновь снимают ее. Повторяют эту операцию до тех пор, пока не будет достигнуто увеличение размера l на 0,36-0,8 мм.
Исследования показали, что в этом случае в зоне внутренних углов буксовых проемов возникают остаточные напряжения сжатия величиной порядка 200 МПа.
Усталостные испытания показали, что усталостная прочность обработанных по описанному способу боковых рам увеличивается более чем в 5 раз.
Таким образом, данное изобретение обеспечивает резкое повышение усталостной прочности боковых рам тележек грузовых вагонов и при его внедрении может полностью исключить имеющие место разрушения боковых рам по внутреннему углу буксового проема в эксплуатации. (См. газету «Гудок» №51 (24771) от 30 марта 2011 года. «Хроника года»).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2264281C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2260060C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ | 2008 |
|
RU2394673C1 |
| Способ термической обработки крупногабаритных литых деталей тележек грузовых вагонов | 2016 |
|
RU2631781C1 |
| Способ упрочнения деталей | 1982 |
|
SU1157087A1 |
| БОКОВАЯ РАМА ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2005 |
|
RU2294855C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ И НАПРАВЛЯЮЩИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ | 2008 |
|
RU2394672C1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| СПОСОБ УПРОЧНЕНИЯ НЕСУЩИХ ДЕТАЛЕЙ ВАГОННОЙ ТЕЛЕЖКИ | 2004 |
|
RU2263716C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУКСОВЫХ НАПРАВЛЯЮЩИХ БОКОВЫХ РАМ ТЕЛЕЖКИ | 2005 |
|
RU2294275C1 |
Изобретение относится к упрочнению боковых рам тележек грузовых вагонов. Осуществляют изгибающее нагружение боковой рамы с созданием во внутренних углах ее буксовых проемов изгибающего момента, обеспечивающего в них пластическую деформацию. Причем изгибающее нагружение боковой рамы осуществляют с обеспечением увеличения расстояния между щеками ее буксовых проемов на 0,36-0,8 мм. В результате повышается усталостная прочность и срок службы боковых рам тележек грузовых вагонов. 1 ил.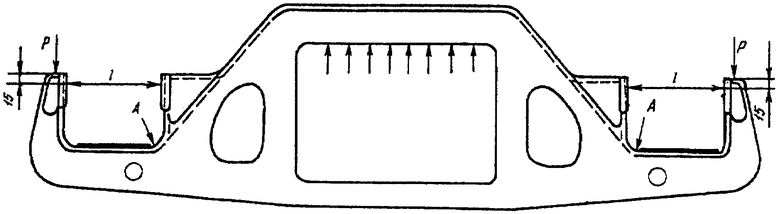
Способ упрочнения боковых рам тележек грузовых вагонов, включающий осуществление изгибающих нагружений боковой рамы, отличающийся тем, что изгибающее нагружение боковой рамы выполняют с созданием во внутренних углах ее буксовых проемов изгибающего момента, обеспечивающего в них пластическую деформацию, причем изгибающее нагружение боковой рамы осуществляют с обеспечением увеличения расстояния между щеками ее буксовых проемов на 0,36-0,8 мм.
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2264281C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ БОКОВЫХ РАМ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ ИЗГИБОМ | 1995 |
|
RU2082520C1 |
| Машина для стира валенных сапог и тому подобных изделий | 1934 |
|
SU41687A1 |
| СПОСОБ ПЛАСТИКИ ЗАДНЕЙ КРЕСТООБРАЗНОЙ СВЯЗКИ КОЛЕННОГО СУСТАВА | 1995 |
|
RU2174375C2 |

