Изобретение относится к области ремонта несущих деталей железнодорожного подвижного состава, в часности боковых рам и надрессорных балок тележек грузовых вагонов.
Известен способ упрочнения деталей по а.с. СССР №1157087 (Бюллетень изобретений №19, 1985), по которому деталь подвергается поперечному изгибу статической нагрузкой по направлению совпадающей с рабочей нагрузкой и вызывающей возникновение остаточных пластических деформаций в наиболее напряженных зонах, при этом уровень остаточных пластических деформаций должен составлять 0,1-0,3%. В указанных зонах формируются остаточные напряжения противоположного знака по сравнению с рабочими напряжениями и в результате их суммирования действующие напряжения существенно снижаются, а сопротивление усталости увеличивается.
Недостатком данного способа является наличие у деталей неупрочняемых зон. Так, например, у боковых рам вагонной тележки наиболее часто в эксплуатации повреждаются наружные углы буксовых проемов, которые при упругопластическом деформировании вертикальной статической нагрузкой являются нагруженными и поэтому не упрочняются. У надрессорных балок не упрочняются концевые части, расположенные в близи опорных точек. Границы интервала остаточных пластических деформаций 0,1-0,3% применимы преимущественно для вновь изготавливаемых деталей. У старогодных деталей в результате накопления усталостных повреждений в процессе эксплуатации уже имеются остаточные деформации и повреждение упругопластического деформирования может вызвать сверхнормативные отклонения размеров от измерительной базы. Кроме этого, упрочнение упругопластическим деформированием допускается при изготовлении новых деталей тележек грузовых вагонов отраслевым стандартом ГОСТ 32.183.2001. При этом у деталей, подвергнутых ранее упрочнению упругопластическим деформированием, в результате деформационного старения стали снижаются пластические свойства, и ее повторное упругопластическое деформирование нежелательно. Поэтому предельные значения остаточных пластических деформаций должны быть ниже, чем в известном способе.
Известен также способ термической обработки литых деталей железнодорожного подвижного состава по а.с. СССР №659635 (Бюллетень №16, 1979), включающий нагрев до температуры 890-930°С, выдержку при этой температуре и последующее охлаждение на воздухе с ускоренным охлаждением зон наиболее высоких рабочий напряжений на 5-25°С в минуту большей, чем скорость охлаждения смежных зон до температуры смежных зон 650-550°С. При этом охлаждение зон наиболее высоких рабочих напряжений осуществляется сжатым воздухом или воздушной смесью.
Недостатком данного способа является то, что для получения высокого уровня остаточных напряжений обратного знака рабочим напряжениям требуется высокий нагрев с быстрым охлаждением подстуживаемых зон. Это сопровождается появлением на поверхностях детали обезуглероженного слоя и короблением. Поэтому данный способ не нашел практического применения для восстановления старогодных деталей.
Техническая задача заявляемого способа - повышение долговечности и эксплуатационной надежности стальных несущих деталей с продлением срока службы.
Поставленная задача достигается тем, что деталь при поступлении в ремонт нагревается выше точки Ac1 диаграммы состояния железо-углерод как минимум на 100°С с выдержкой, необходимой для фазовых превращений в структуре стали, и последующим охлаждением на воздухе с ускоренным охлаждением наиболее нагруженных зон со стороны поверхностей, находящихся в эксплуатации под воздействием растягивающих напряжений до температуры смежных с ними зон ниже 550°С, и после полного охлаждения детали осуществляется ее нагружение поперечным изгибом сначала в упругой области деформирования с проведением акустико-эмиссионного контроля, а затем в упругопластической области деформирования до появления наиболее напряженных зонах средних достаточных деформаций не более 0,1% с повторным акустико-эмиссионным контролем при максимальной нагрузке.
Существенными отличительными признаками изобретения являются:
- нагрев до температура выше точки Ас1 диаграммы состояния железо-углерод с выдержкой, необходимой для завершения фазовых превращений;
- ускоренное по сравнению со смежными зонами охлаждение упрочняемых зон со стороны поверхностей, находящихся в эксплуатации под воздействием растягивающих рабочих напряжений, до температуры смежных зон ниже 550°С;
- упругопластическое деформирование поперечным изгибом до появления в наиболее напряженных зонах средних остаточных деформаций не более 0,1% с проведением акустико-эмиссионного контроля детали.
В результате ускоренного охлаждения наиболее напряженных в эксплуатации зон со стороны поверхностей, находящихся под воздействием растягивающих рабочих напряжений по сравнению со смежными зонами, в них формируются остаточные термические напряжения обратного знака рабочим напряжениям, что обеспечивает повышение сопротивление усталости детали в этих зонах. Решающим фактором для появления остаточных термических напряжений является нагрев детали в температурном интервале фазовых превращений выше точки Ac1 диаграммы состояния железо-углерод, при котором снижается сопротивление стали пластической деформации. Максимальная температура нагрева не должна обуславливать появление на поверхностях упрочняемых зон обезуглероженного слоя и коробление детали при последующем ускоренном охлаждении. Перегрев над температурной точки Ac1 должен быть не менее 100°С для получения остаточных сжимающих напряжений в упрочняемых зонах не менее 30 МПа, которые обеспечивают максимально необходимый для требуемого повышения межремонтного пробега рост сопротивления усталости.
Ускоренное охлаждение упрочняемых зон должно завершаться после фазовых превращений в структуре стали, в том числе в смежных с ними зонах детали. Исходя из этого, что в эксплуатации находятся детали, изготовленные разными заводами из различных марок малоуглеродистой и низколегированной стали, отличающихся температурами фазовых превращений, гарантированное продление срока службы за счет упрочнения наиболее нагруженных зон остаточными термическими напряжениями возможно при температуре окончания ускоренного охлаждения заведомо ниже точки Ar1, что по экспериментальным данным имеет место в области температур ниже 550°С.
Совмещение термического способа получения остаточных сжимающих напряжений и упругопластического деформирования усиливает эффект упрочнения наиболее нагруженных зон несущих деталей. Остаточные сжимающие напряжения в поверхностном слое этих зон, полученные в результате дифференцированного охлаждения детали после высокотемпературного нагрева, уравновешиваются остаточными растягивающими напряжениями в смежным с ними зонах. У несущих деталей тележек уравновешивание остаточных напряжений происходит непосредственно в стенке, расположенной у подстуживаемой поверхности. При поперечном изгибе деталей коробчатой конструкции, какими являются несущие детали грузовых вагонов, все сечение стенки наиболее нагруженной зоны находится под действием рабочих напряжений одного знака. Наличие в этой стенке растягивающих остаточных напряжений, пусть и удаленных от поверхности, нежелательно, так как при наличии внутренних дефектов инициирование усталостной трещины возможно от последних. Упругопластическое деформирование детали поперечным изгибом, проводимое после термического упрочнения, позволяет получить остаточные напряжения обратного знака рабочим напряжениям по всему сечению стенки и при значительно меньшем уровне остаточных пластических деформаций, чем при известном способе.
Упругопластическое деформирование детали поперечным изгибом не должно проводить к недопускаемым отклонениям положения опорных поверхностей относительно измерительных баз. Это обеспечивается проведением упругопластического деформирования по параметру, определяющему отклонение опорных поверхностей от измерительной базы, а именно прогибу, при котором средние остаточные деформации не будут превышать 0,1%. На основании результатов натурных испытаний несущих деталей тележек грузовых вагонов достаточным для повышения выносливости и приемлемого продления срока службы интервалом являются их значения в пределах 0,05...0,09.
Нагружение в упругой области необходимо для определения параметра упругопластического деформирования, обеспечивающего появление в наиболее напряженных зонах средних остаточных деформаций не более 0,1%, и должно проводиться с акустико-эмиссионным контролем, исключающим вероятность упругопластического деформирования деталей с трещинами. Акустико-эмиссионный контроль в упругопластической области деформирования исключает вероятность пропуска в эксплуатацию деталей с трещинами, возникшими при упрочнении.
Патентно-информационные исследования не выявили совокупность признаков, которая обеспечивала новый результат, а именно повышение предела выносливости в неупрочняемых, трещиноопасных зонах боковой рамы вагонной тележки на 20%, поэтому заявляемое изобретение соответствует критерию "изобретательский уровень".
Пример конкретного выполнения.
Боковая рама, изготовленная из стали 20 ГФЛ, помещается в камерной печи при температуре 890±15°С и выдерживается при этой температуре в течение 0,5 ч. После извлечения нагретой детали из печи она охлаждается на воздухе с ускоренным охлаждением упрочняемых зон (наружные и внутренние углы буксовых проемов, нижние и верхние углы рессорного проема), осуществляемым водовоздушной смесью с помощью спрейерного устройства и продолжается до температуры 530±15°С. Затем деталь с прикрепленными к ней акустико-эмиссионными датчиками устанавливается на столе пресса и нагружается в упругой области усилием 300 кН. При отсутствии акустико-эмиссионных сигналов при этой нагрузке определяется положение опорных поверхностей в буксовых проемах относительно измерительной базы, за которую принимается нижняя полка в рессорном проеме, после чего производится упругопластическое деформирование детали, как показано на чертеже. Боковая рама 1 нагружается на прессе 2 с приложением вертикальной нагрузки от блока цилиндров 3, распределенной по полке рессорного проема, и ограничивается с помощью опорного элемента 4, имеющего контрольный штырь, упирающийся в нижний пояс детали. Выступ контрольного штыря над опорным элементом устанавливается по прогибу, обеспечивающему появление остаточных деформаций в упрочняемых зонах 0,09%. Величина необходимого прогиба определяется по диаграмме деформирования эталонной детали.
Остаточные сжимающие напряжения во всех трещиноопасных зонах детали составляют не менее 30 МПа, что обеспечивает повышение предела выносливости более чем на 20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ НЕСУЩИХ ДЕТАЛЕЙ ВАГОННОЙ ТЕЛЕЖКИ | 2004 |
|
RU2263716C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕСУЩИХ ДЕТАЛЕЙ ВАГОННОЙ ТЕЛЕЖКИ | 2004 |
|
RU2258085C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ДЕТАЛЕЙ | 2004 |
|
RU2293304C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 2001 |
|
RU2214899C2 |
| Способ упрочнения несущих деталей грузовых вагонов | 1990 |
|
SU1765208A1 |
| СПОСОБ УПРОЧНЕНИЯ НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 1993 |
|
RU2057189C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКОВОГО УЗЛА НАДРЕССОРНОЙ БАЛКИ | 2003 |
|
RU2247015C1 |
| Способ упрочнения деталей | 1982 |
|
SU1157087A1 |
| СПОСОБ УПРОЧНЕНИЯ БОКОВЫХ РАМ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ ВО ВНУТРЕННИХ УГЛАХ БУКСОВЫХ ПРОЕМОВ | 2011 |
|
RU2476302C1 |
| Способ упрочнения деталей с выступами | 1973 |
|
SU859466A1 |
Изобретение относится к области термообработки, в частности ремонта несущих деталей железнодорожного подвижного состава, в частности боковых рам и надрессорных балок тележек грузовых вагонов. Техническим результатом изобретения является повышение долговечности и эксплуатационной надежности стальных несущих деталей с продлением срока службы. Деталь при поступлении в ремонт нагревается выше точки Ac1 диаграммы состояния железо-углерод, и последующим охлаждением на воздухе с ускоренным охлаждением наиболее нагруженных зон после полного охлаждения детали осуществляется ее нагружение поперечным изгибом. 1 ил.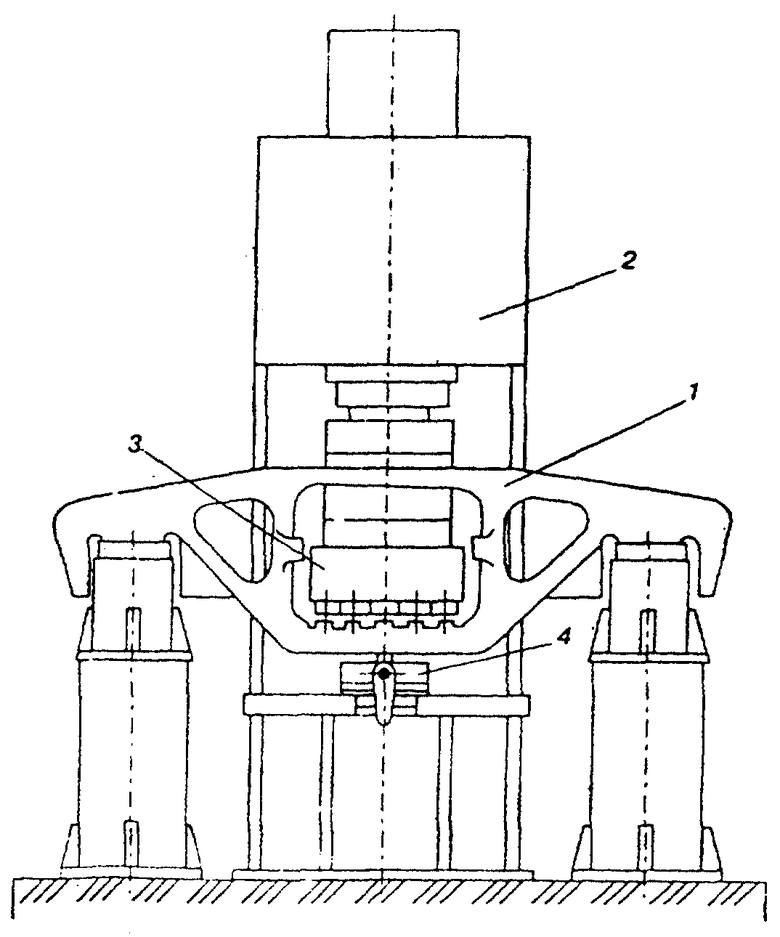
Способ восстановления стальных деталей, при котором деталь подвергается упругопластическому деформированию до появления в наиболее нагруженных зонах остаточных деформаций, обусловливающих формирование в них после разгрузки остаточных напряжений обратного знака рабочим напряжениям, отличающийся тем, что перед упругопластическим деформированием производится нагрев детали выше точки Ac1 диаграммы состояния железо-углерод как минимум на 100°С с выдержкой, необходимой для фазовых превращений в структуре стали, и последующим охлаждением на воздухе с ускоренным охлаждением наиболее напряженных в эксплуатации зон со стороны поверхностей, находящихся в эксплуатации под воздействием растягивающих напряжений, до температуры смежных с ними зон ниже 550°С и после завершения охлаждения детали осуществляется ее нагружение поперечным изгибом сначала в упругой области деформирования с проведением акустико-эмиссионного контроля, а затем в упругопластической области деформирования до появления в наиболее напряженных зонах средних остаточных деформаций не более 0,1% с повторным акустико-эмиссионным контролем при максимальной нагрузке.
| Способ упрочнения деталей | 1982 |
|
SU1157087A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОРПУСА АВТОСЦЕПКИ | 1992 |
|
RU2066693C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БОЛЬШОЙ КРИВИЗНЫ КОРПУСНЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2026370C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО ВОССТАНОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ГИЛЬЗ | 1991 |
|
RU2025247C1 |

