ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству формовочной камеры для конвейерной формовочной установки типа, изложенного в преамбуле к пункту 1 формулы изобретения.
УРОВЕНЬ ТЕХНИКИ
В формовочных камерах для конвейерных формовочных установок данного типа известно обеспечение изменяемых размеров формовочной камеры путем выполнения боковых стенок формовочной камеры с возможностью перемещения и регулирования расположения боковых стенок посредством гидравлической системы. Формовочная камера этого типа известна из EP 1 149 645 A1. Проблема с формовочной камерой этого типа состоит в том, что невозможно использовать модельные плиты, которые отличаются по высоте.
Кроме того, WO 2009/074838 раскрывает устройство формовочной камеры для конвейерной формовочной установки, в котором изменяемый размер формовочной камеры обеспечен путем использования переходных плит для уменьшения размера формовочной камеры. В случае уменьшения высоты формовочной камеры установка переходной плиты на верхнюю стенку формовочной камеры увеличивает расстояние между системой подачи песка и формовочной камерой, в результате чего будет оказано отрицательное влияние на поток песка в формовочную камеру. Более того, установка или удаление переходных плит в верхнюю часть камеры является очень трудоемким и требует больших затрат времени, поскольку это требует перемещения очень тяжелых компонентов (переходные плиты вышеупомянутого типа весят несколько сотен килограмм), и неизбежные остаточные отложения песка в системе подачи песка будут также проникать в формовочную камеру во время установки или удаления переходных плит.
Дополнительно, FR 2 196 865 раскрывает машину для формовки в песчано-глинистой смеси, в которой песчаные формы образуются прижиманием модельных плит друг к другу. После того как песчаные формы образованы, верхняя плита поднимается, так чтобы боковые стенки могли слегка наклониться и, следовательно, не прилипнуть к песчаной форме, когда она выталкивается из формовочной камеры. Таким образом, несмотря на то что верхняя плита выполнена с возможностью вертикального перемещения, формовочная камера, в которой образуются песчаные формы, не изменяется по размеру, и, следовательно, в частности, не в вертикальном направлении. Соответственно, объем формовочной камеры не изменяется.
US 3 654 986 раскрывает тип машин для формовки в песчано-глинистой смеси, который работает согласно так называемому принципу двусторонней модельной плиты, который использует двусторонние модельные плиты и опоки. Раскрытая машина снабжена регулируемым по высоте приемный столом, который принимает законченные формы и выравнивает их с конвейером. Сама по себе формовочная камера не изменяется по размеру перемещением приемного стола.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Таким образом, задачей настоящего изобретения является обеспечение устройства формовочной камеры типа, указанного выше, которым возможно обеспечить повышенную гибкость размера образуемых форм таким способом, который не оказывает отрицательного влияния на поток песка в формовочную камеру, и которое быстро регулируется, в частности, по высоте, с минимумом ручной работы.
Эта и дополнительные задачи достигаются устройством формовочной камеры для конвейерной формовочной установки, содержащим: формовочную камеру, образованную основанием камеры, верхней частью камеры, снабженной одним или более отверстиями для заполнения песка, сообщающимися с системой подачи песка, двумя боковыми стенками камеры, прижимной плитой, снабженной сменной прижимной модельной плитой, имеющей прижимную модель и присоединенной к механизму перемещения, поворотной плитой, снабженной сменной поворотной модельной плитой, имеющей поворотную модель и установленной для поступательного и поворотного перемещения, для того чтобы открывать и закрывать формовочную камеру, обеспечивая выталкивание образуемых форм прижимной плитой. Устройство формовочной камеры дополнительно содержит средство для синхронного вертикального перемещения верхней части камеры и системы подачи песка, или основания камеры, или и того и другого, относительно остальной части устройства формовочной камеры, таким образом изменяющего высоту формовочной камеры.
Поскольку это устройство содержит средство для синхронного вертикального перемещения верхней части камеры и системы подачи песка, относительно остальной части устройства формовочной камеры, возможно изменять высоту форм без изменения геометрии системы подачи песка над формовочной камерой. Таким образом, возможно изменять высоту песчаных форм, не оказывая отрицательного влияния на приток песка в формовочную камеру во время образования форм.
Под геометрией системы подачи песка подразумевается любой из следующих технологических параметров: угол наклона стенок воронки, высота воронки, размер, особенно высота и форма отверстия для заполнения песка. Кроме того, обеспечены множество отверстий для выпуска воздуха в верхней части формовочной камеры, для того чтобы гарантировать, что воздух может выходить из формовочной камеры, по мере того как она заполняется песком. Геометрия, количество и расположение этих отверстий для выпуска воздуха также являются важными технологическими параметрами.
Поскольку оригинальное устройство содержит средство для синхронного вертикального перемещения верхней части камеры и системы подачи песка, относительно остальной части устройства формовочной камеры, возможно изменять высоту форм без изменения какого-либо из этих важных технологических параметров.
Обеспечением средства для синхронного вертикального перемещения верхней части камеры и системы подачи песка, относительно остальной части устройства формовочной камеры, достигается значительная экономия времени в изготовлении песчаных форм, имеющих различные размеры, по сравнению с трудоемкой заменой переходных плит в верхней части формовочной камеры, известной в предшествующем уровне техники.
Поскольку геометрия верхней части камеры и системы подачи песка должна оставаться неизменной, для того чтобы получать оптимальное прохождение по технологической линии, единственной альтернативой этому является полная переделка верхней части машины, что потребует длительной и сложной перестановки достаточно тяжелого оборудования и, следовательно, не будет являться гибким и экономически выгодным решением.
В предпочтительном варианте выполнения устройство дополнительно содержит средство для изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры. Таким образом достигается устройство, в котором как высота, так и ширина формовочной камеры могут быть отрегулированы под нужды пользователя.
Это является огромным практическим преимуществом, поскольку большинство стандартных модельных плит изготавливаются с множеством стандартных размеров, которые отличаются как по высоте, так и по ширине, и многие производители содержат множество (зачастую несколько тысяч) таких различных модельных плит, и поскольку эти модельные плиты достаточно дороги в изготовлении, является огромным преимуществом, что все они могут быть использованы или повторно использованы в устройстве формовочной камеры согласно изобретению. Например, обычной практикой является использование так называемых модельных плит A и B, которые используются в машинах для формования в песчано-глинистой смеси, изготовленных DISA. Плита A имеет ширину 600 мм и высоту 480 мм, в то время как плита В имеет ширину 650 мм и высоту 535 мм. Таким образом, устройство формовочной камеры, которое может быть отрегулировано только по высоте или ширине, не может использоваться вместе с обоими этими типами модельных плит.
Соответственно, обеспечено чрезвычайно гибкое устройство формовочной камеры, которое в то же время устраняет некоторые из основных недостатков систем предшествующего уровня техники.
Согласно варианту выполнения устройства формовочной камеры средство для изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры содержит установку одной или двух износных плит боковых стенок. Предпочтительно средство для изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры содержит одну или две износные плиты боковых стенок. Это обеспечивает удобный способ регулировки горизонтальной протяженности формовочной камеры между двумя боковыми стенками камеры. Износные плиты боковых стенок устанавливаются вручную, используя традиционное средство крепления.
Альтернативный вариант выполнения устройства формовочной камеры согласно изобретению может к тому же содержать две износные плиты боковых стенок, и средство для изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры может содержать средство для изменения расстояния между двумя износными плитами боковых стенок. Это средство может, например, являться управляемым вручную средством, например средством для ручного перемещения износных плит боковых стенок, используя направляющие штанги и крепежное средство, наподобие болтов и гаек.
В дополнительном альтернативном варианте выполнения согласно изобретению средство для изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры может содержать установку одной или двух боковых переходных плит. Эти переходные плиты предпочтительно помещаются на боковые стенки камеры за износной плитой, так чтобы только износная плита находилась в непосредственном соприкосновении с песчаной формой. Таким образом, обеспечен более дешевый и более легкий способ регулировки ширины формовочной камеры, поскольку, несмотря на то что износные плиты должны быть изготовлены из материала, имеющего некоторые очень специфические свойства, требования для переходных плит являются менее жесткими, поскольку они не подвержены непосредственному воздействию песка в формовочной камере.
Еще один дополнительный вариант выполнения устройства формовочной камеры в соответствии с изобретением может содержать несколько комплектов боковых переходных плит, причем каждый комплект обеспечивает отдельную уменьшенную горизонтальную протяженность формовочной камеры в направлении между двумя боковыми стенками камеры.
Альтернативно, устройство формовочной камеры для конвейерной формовочной установки в соответствии с вариантом выполнения изобретения может содержать несколько комплектов износных плит боковых стенок, причем каждый комплект обеспечивает отдельную уменьшенную горизонтальную протяженность формовочной камеры в направлении между двумя боковыми стенками камеры.
В предпочтительном варианте выполнения устройства формовочной камеры в соответствии с изобретением, средство для изменения расстояния между двумя износными плитами боковых стенок камеры может содержать по меньшей мере одну боковую переходную плиту, выполненную с возможностью установки на по меньшей мере одну из боковых стенок формовочной камеры, предпочтительно две переходные плиты одинаковой толщины для установки на каждую из двух боковых стенок камеры, причем износные плиты боковых стенок установлены на упомянутые переходные плиты. Обеспечением двух переходных плит одинаковой толщины за износной плитой достигается симметричное уменьшение ширины формовочной камеры, таким образом предотвращая осевое напряжение на поршневое средство, которое приводит в движение прижимную плиту.
В другом предпочтительном варианте выполнения устройства формовочной камеры средство для изменения расстояния между двумя износными плитами боковых стенок содержит средство перемещения для горизонтального перемещения боковых стенок камеры и износных плит боковых стенок. Это средство перемещения может содержать регулируемый вручную вал, направляющие штанги и крепежные болты или другое регулируемое вручную средство перемещения, такое как вал или реечная зубчатая передача.
Предпочтительно установочные плиты поворотной модели и прижимной модели имеют размеры, приспособленные к возможным уменьшенным размерам формовочной камеры.
В другом варианте выполнения устройство формовочной камеры может дополнительно содержать средство для закрывания возможных зазоров между боковыми стенками камеры и/или верхней частью камеры и основанием камеры.
Упомянутое средство для закрывания возможных зазоров между боковыми стенками камеры и/или верхней частью камеры и основанием камеры может содержать съемные вставки и/или неподвижные удлинения износных плит.
Предпочтительный вариант выполнения устройства формовочной камеры в соответствии с изобретением может дополнительно содержать средство для фиксации подвижных частей формовочной камеры в предусмотренных положениях использования.
Вышеупомянутые и дополнительные задачи изобретения достигаются способом изменения объема формовочной камеры в конвейерной формовочной установке, причем упомянутая формовочная камера ограничена основанием камеры, верхней частью камеры, снабженной одним или более отверстиями для заполнения песка, сообщающимися с системой подачи песка, двумя боковыми стенками камеры, прижимной плитой, снабженной сменной прижимной модельной плитой, имеющей прижимную модель и присоединенной к механизму перемещения, поворотной плитой, снабженной сменной поворотной модельной плитой, имеющей поворотную модель и установленную для поступательного и поворотного перемещения, для того чтобы открывать и закрывать формовочную камеру, обеспечивая выталкивание образованных форм прижимной плитой, при этом способ содержит этап
- синхронного вертикального перемещения верхней части камеры и системы подачи песка, или основания камеры, или и того и другого, относительно остальной части устройства формовочной камеры, таким образом, изменяющий высоту формовочной камеры.
В предпочтительном варианте выполнения способ дополнительно содержит этап изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры, в результате чего как высота, так и ширина образуемых форм изменяются.
Согласно варианту выполнения способа этап изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры может содержать подэтап установки одной или двух износных плит боковых стенок.
Согласно варианту выполнения способа этап изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры может содержать подэтап изменения расстояния между двумя износными плитами боковых стенок.
Согласно варианту выполнения способа этап изменения горизонтальной протяженности формовочной камеры в направлении между двумя боковыми стенками камеры может содержать подэтап установки одной или двух боковых переходных плит.
Подэтап изменения расстояния между двумя износными плитами боковых стенок может согласно предпочтительному варианту выполнения способа содержать подэтапы: установки по меньшей мере одной боковой переходной плиты на по меньшей мере одну из боковых стенок формовочной камеры, предпочтительно двух переходных плит одинаковой толщины на каждую из двух боковых стенок камеры, и установки износных плит боковых стенок на упомянутые переходные плиты.
Согласно варианту выполнения способа этап изменения расстояния между двумя износными плитами боковых стенок содержит этап горизонтального перемещения боковых стенок камеры и износных плит боковых стенок.
Согласно варианту выполнения способ может дополнительно содержать этап обеспечения установочных плит поворотной модели и прижимной модели, имеющих размеры, приспособленные к возможным уменьшенным размерам формовочной камеры.
Согласно варианту выполнения, способ может дополнительно содержать этап закрывания возможных зазоров между боковыми стенками камеры и верхней частью камеры и основанием камеры.
Согласно варианту выполнения способа, этап закрывания возможных зазоров между боковыми стенками камеры, и верхней частью камеры и основанием камеры может содержать этап установки или удаления съемных вставок и/или неподвижных удлинений износных плит.
Согласно варианту выполнения способ дополнительно содержит этап фиксации подвижных частей формовочной камеры в предполагаемых положениях использования.
Согласно варианту выполнения способ может содержать этап симметричного изменения ширины и/или высоты образуемых форм.
Второй аспект изобретения относится к устройству формовочной камеры для конвейерной формовочной установки, содержащему: формовочную камеру, образованную основанием камеры, верхней частью камеры, снабженной одним или более отверстиями для заполнения песка, сообщающимися с системой подачи песка, двумя боковыми стенками камеры, прижимной плитой, снабженной установочной плитой прижимной модели и прижимной моделью и присоединенной к механизму перемещения, поворотной плитой, снабженной установочной плитой поворотной модели и поворотной моделью и установленной для поступательного и поворотного перемещения, для того чтобы открывать и закрывать формовочную камеру, обеспечивая выталкивание образуемых форм прижимной плитой, при этом устройство формовочной камеры дополнительно содержит средство для изменения вертикального расстояния между верхней частью камеры и основанием камеры.
В варианте выполнения согласно второму аспекту изобретения упомянутое средство для изменения вертикального расстояния между верхней частью камеры и основанием камеры обеспечено в виде средства перемещения для синхронного вертикального перемещения верхней части камеры и системы подачи песка, и/или основания камеры и устройства транспортировки формы, относительно остальной части устройства формовочной камеры.
Устройство формовочной камеры для конвейерной формовочной установки может в соответствии с другим вариантом выполнения второго аспекта изобретения дополнительно содержать средство для изменения расстояния между двумя износными плитами боковых стенок.
Согласно варианту выполнения второго аспекта изобретения средство для изменения расстояния между двумя износными плитами боковых стенок содержит по меньшей мере одну боковую переходную плиту, выполненную с возможностью установки на по меньшей мере одну из боковых стенок формовочной камеры, предпочтительно две переходные плиты одинаковой толщины для установки на каждой из двух боковых стенок камеры, причем износные плиты боковых стенок установлены на упомянутые переходные плиты.
Согласно еще одному варианту выполнения второго аспекта изобретения средство для изменения расстояния между двумя износными плитами боковых стенок содержит средство перемещения для горизонтального перемещения боковых стенок камеры и износных плит боковых стенок.
Устройство формовочной камеры может в соответствии с вариантом выполнения второго аспекта изобретения дополнительно содержать установочные плиты поворотной модели и прижимной модели, имеющей размеры, приспособленные к возможным уменьшенным размерам формовочной камеры.
Устройство формовочной камеры может в соответствии с вариантом выполнения второго аспекта изобретения дополнительно содержать средство для закрывания возможных зазоров между боковыми стенками камеры и верхней частью камеры и основанием камеры.
Упомянутое средство может согласно другому варианту выполнения второго аспекта изобретения содержать съемные вставки и/или неподвижные удлинения износных плит.
Устройство формовочной камеры может согласно другому варианту выполнения второго аспекта изобретения дополнительно содержать средство для фиксации подвижных частей формовочной камеры в предполагаемых положениях использования.
Ясно, что признаки одного из аспектов изобретения, как описано выше, могут быть объединены с вариантами выполнения другого аспекта изобретения, поскольку они совместимы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В следующей подробной части настоящего описания изобретение будет описано более подробно со ссылкой на пояснительные варианты выполнения устройства формовочной камеры для конвейерной формовочной установки согласно изобретению, показанного на чертежах, на которых:
ФИГ. 1 схематично показывает вид сбоку с частичным разрезом устройства формовочной камеры в соответствии с настоящим изобретением.
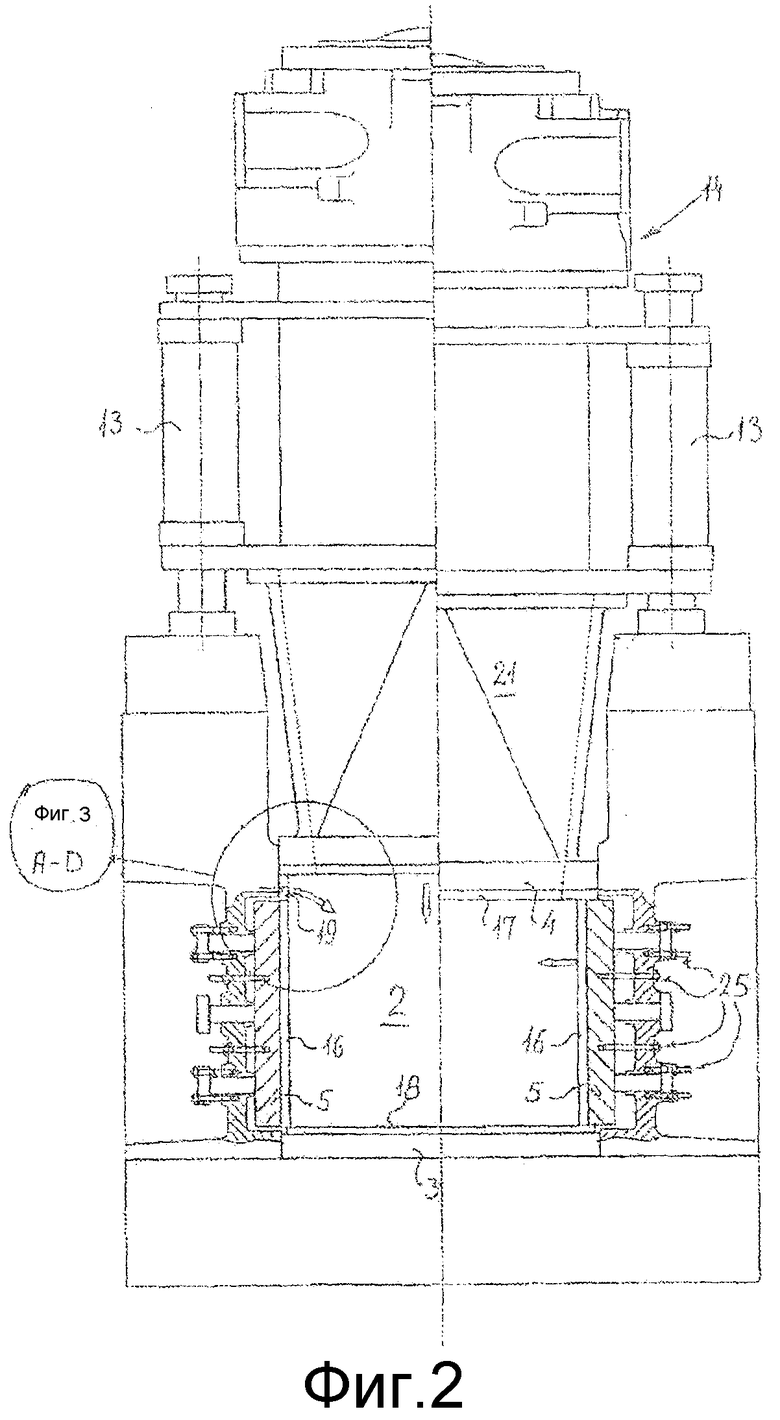
ФИГ. 2 показывает схематичное сечение устройства камеры вдоль линии A-A на ФИГ. 1, показывающее боковые и верхние стенки в двух различных положениях в левой стороне и правой стороне фигуры соответственно.
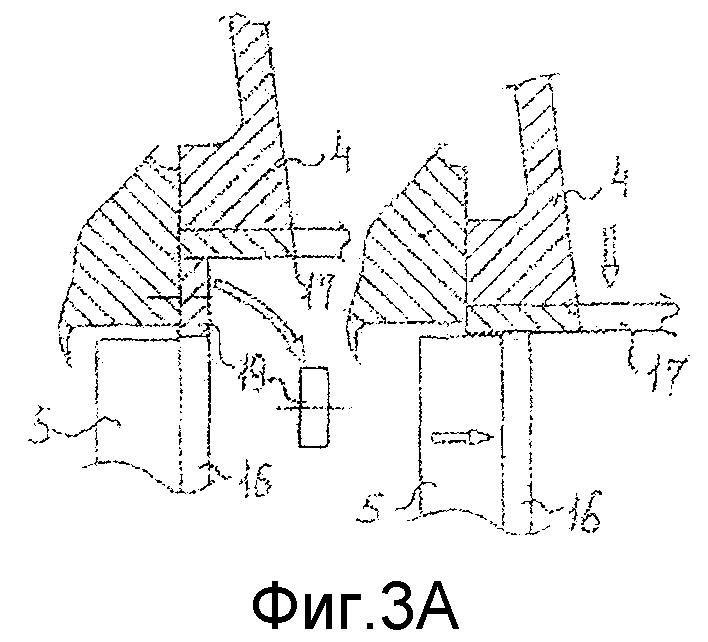
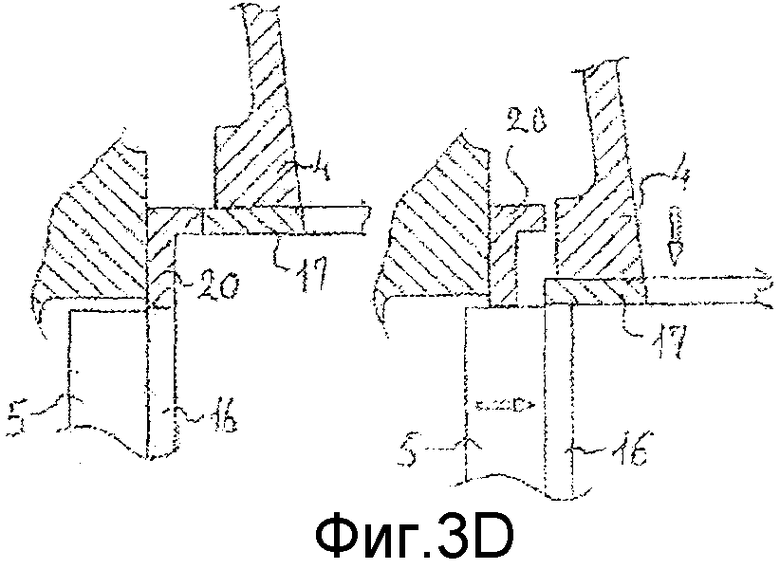
ФИГ. 3А, В, С и D показывают различные конфигурации средства для закрывания зазоров между боковыми стенками и верхними стенками камеры.
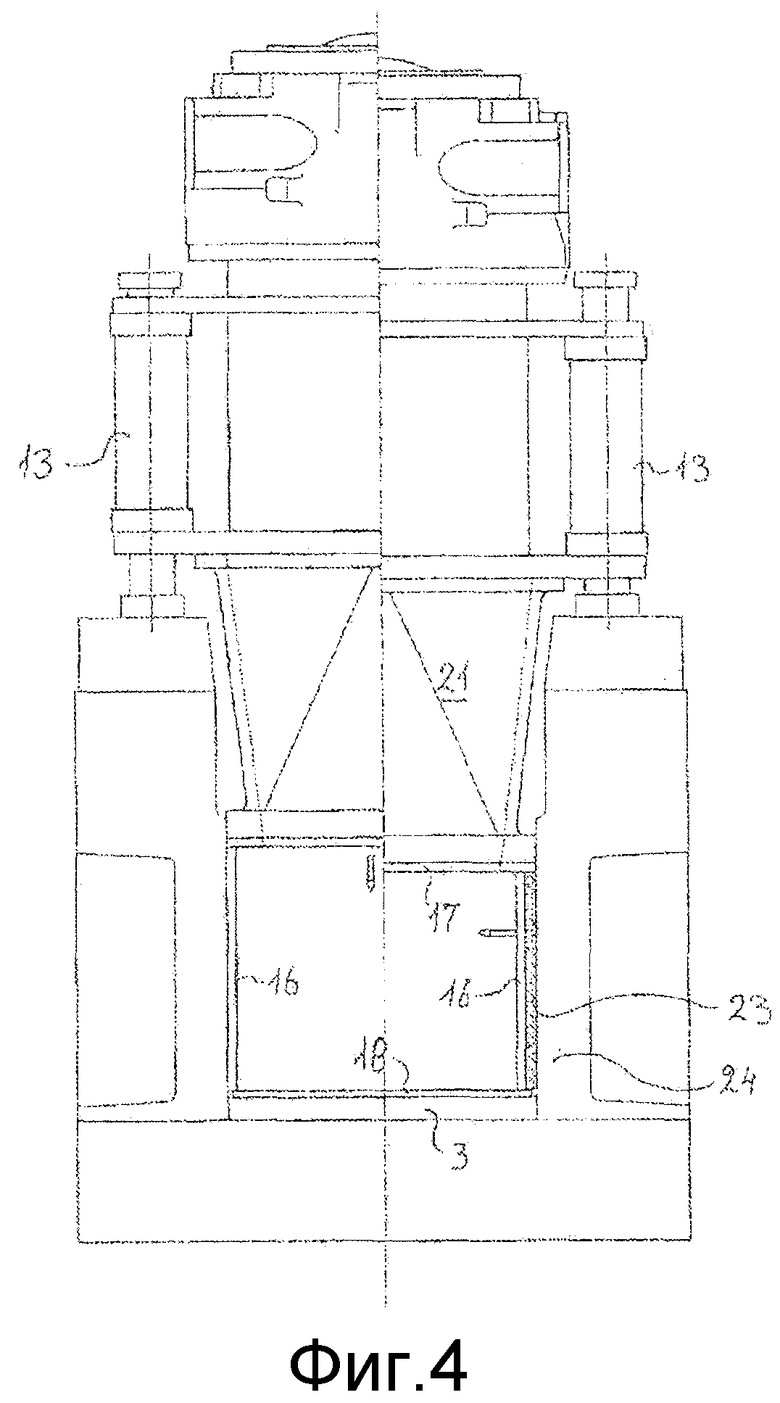
ФИГ. 4 показывает схематичное сечение, соответствующее ФИГ. 2, но показывающее альтернативный вариант выполнения, использующий переходные плиты для изменения ширины формовочной камеры.
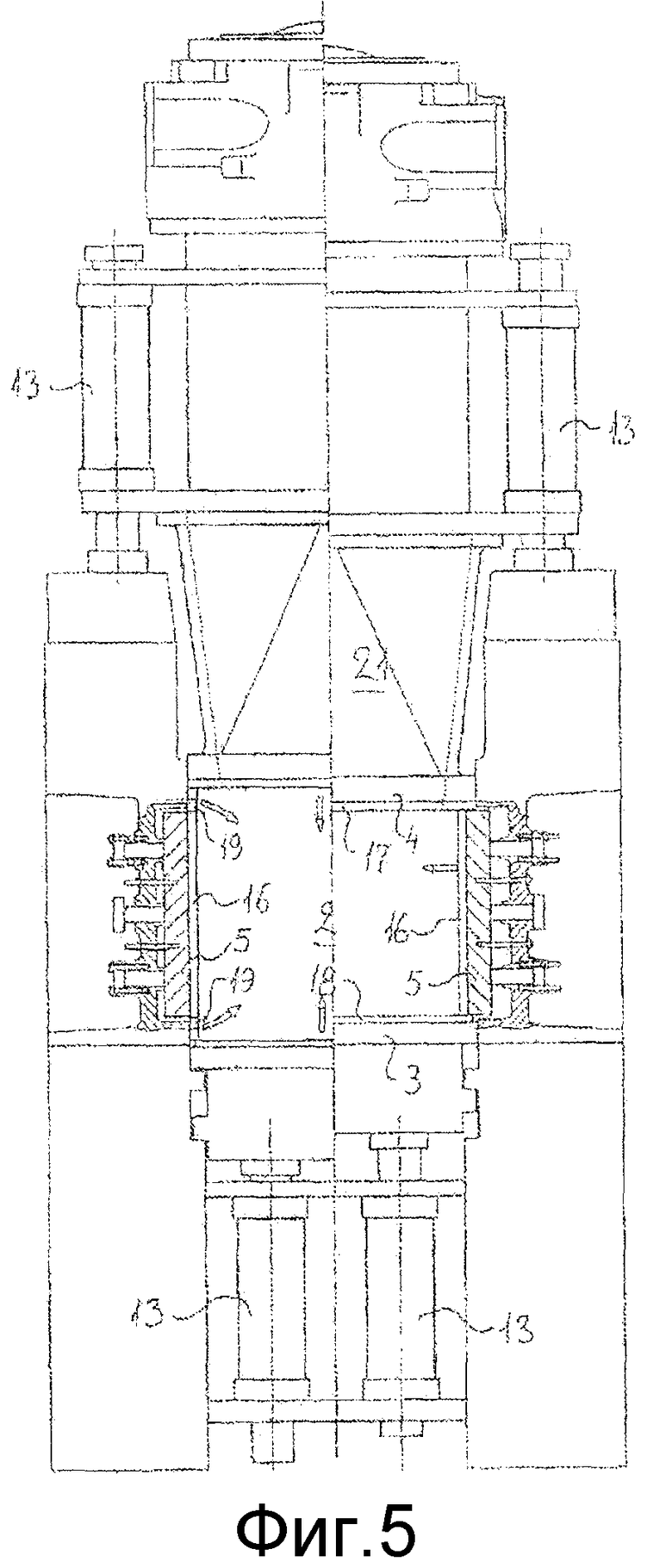
ФИГ. 5 показывает схематичное сечение, соответствующее ФИГ. 2 и ФИГ. 4, но показывающее альтернативный вариант выполнения, в котором как верхняя стенка, так и основание формовочной камеры может быть перемещено вертикально, для того чтобы изменить высоту формовочной камеры.
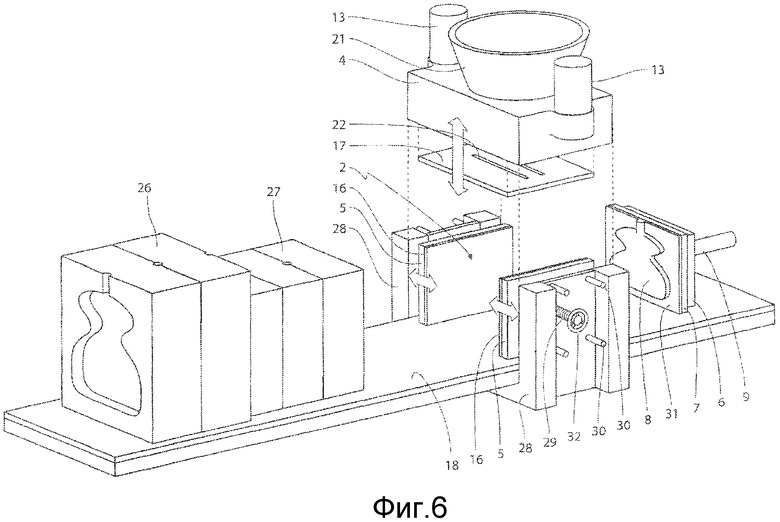
ФИГ. 6 показывает схематичное изображение перехода от изготовления более крупных песчаных форм к изготовлению меньших форм.
ФИГ. 7A-7C схематично иллюстрирует различные способы уменьшения ширины формовочной камеры.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Далее настоящее изобретение будет описано более полно со ссылкой на сопровождающие чертежи, на которых показаны пояснительные варианты осуществления изобретения. Однако изобретение может быть осуществлено в различных формах и не должно толковаться как ограниченное вариантами выполнения, изложенными здесь. Точнее, эти варианты выполнения обеспечены так, чтобы это описание было подробным и полным, и полностью передавало объем изобретения специалистам в данной области техники. Аналогичные ссылочные позиции везде относятся к аналогичным элементам. Аналогичные элементы, таким образом, не будут подробно описаны в отношении описания каждой фигуры.
Устройство формовочной камеры, показанное на ФИГ. 1, содержит систему 14 подачи песка для заполнения песка в формовочную камеру 2, причем упомянутая формовочная камера 2 ограничена двумя моделями 8, 12 и основанием 3 камеры и двумя боковыми стенками 5, 24 камеры, показанными на Фиг. 2-5, и верхней частью 4 камеры.
В изображенной конвейерной формовочной установке прижимная модель 8 установлена на установочную плиту 7 прижимной модели, которая, в свою очередь, установлена на прижимную плиту 6, присоединенную к штоку 9 прижимного поршня для перемещения этой комбинации компонентов в горизонтальном направлении для уплотнения песка в формовочной камере и для выталкивания получаемых песчаных форм. Соответственно, поворотная модель 12 присоединена к установочной плите 11 поворотной модели, установленной на поворотной плите 10, которая известным образом присоединена к механизму перемещения для горизонтального перемещения и поворотного перемещения, для того чтобы быть способной взаимодействовать с прижимной моделью для уплотнения песка в формовочной камере 2 и чтобы перемещаться горизонтально и поворотно в сторону для выталкивания образуемых форм.
Как видно на ФИГ. 1 и ФИГ. 2, средство перемещения в виде комплекта гидравлических поршневых пар 13 обеспечено для того, чтобы быть способным перемещать верхнюю часть 4 камеры с ее износной плитой 17 верхней части в вертикальном направлении, таким образом, изменяя высоту образуемых форм. Гидравлические поршневые пары 13 выполнены с возможностью синхронного перемещения комбинации износной плиты 17 верхней части, верхней части 4 камеры, воронки 21 для песка и системы 14 заполнения песка относительно остальной части устройства 1 формовочной камеры.
В варианте выполнения, показанном на ФИГ. 2, дополнительная гибкость получена обеспечением возможности перемещения боковых стенок 5 камеры и износных плит 16 боковых стенок в горизонтальном направлении, таким образом изменяя ширину образуемых форм.
Как показано на ФИГ. 2, множество болтов и гаек 25 обеспечены для фиксации боковых стенок 5 камеры в предполагаемых положениях использования, и горизонтальное перемещение боковых стенок 5 камеры направляется подходящими направляющими штангами.
Различные способы закрывания возможных отверстий в углах формовочной камеры показаны на Фиг. 3А-D. На ФИГ. 3А, вставка 19 расположена между износной плитой 16 боковых стенок и износной плитой 17 верхней части камеры и удаляется при изменении размера формовочной камеры опусканием верхней части 4 камеры и износной плиты 17 верхней части и перемещением боковой стенки 5 камеры и износной плиты 16, как показано.
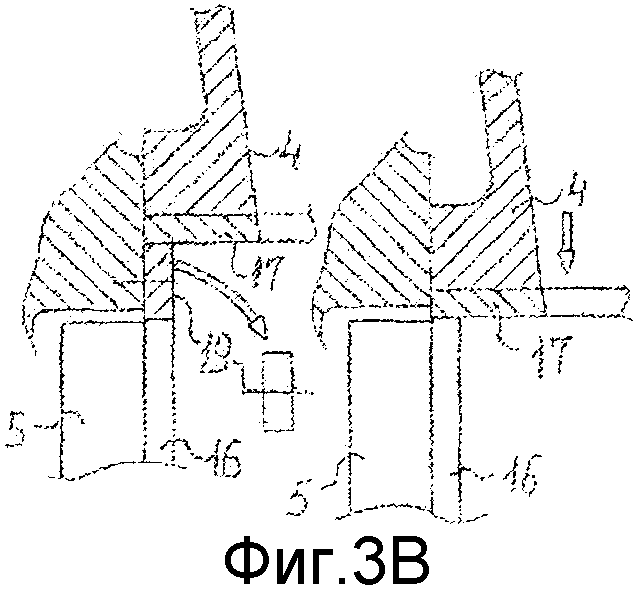
Как показано на ФИГ. 3B, соответствующее удаление вставки 19 обеспечивает возможность вертикального перемещения верхней части 4 камеры и износной плиты 17 верхней части камеры, без перемещения боковой стенки 5 камеры и износной плиты 16 боковой стенки, таким образом уменьшая только высоту образуемых форм, не изменяя их ширину.
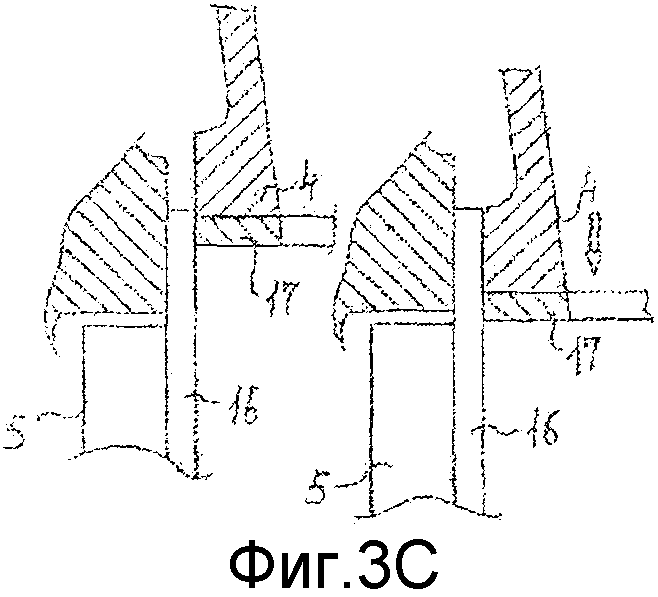
ФИГ. 3C показывает соответствующее выполнение износной плиты 16 боковой стенки, продолжающейся за положение износной плиты 17 верхней части камеры, и выполнение верхней части 4 камеры и износной плиты 17 верхней части камеры таких размеров, чтобы проходить вдоль износной плиты 16 боковой стенки, обеспечивая возможность перемещения упомянутой верхней части 4 камеры и износной плиты 17 верхней части камеры вертикально вдоль износной плиты 16 боковой стенки, для того чтобы изменять высоту образуемых форм.
На ФИГ. 3D показано, как вставка 20 может быть образована, для того чтобы обеспечивать возможность изготовления форм двух различных размеров, где изменяется как высота, так и ширина образуемых форм и где вставка 20 может быть неразъемно установлена внутри устройства формовочной камеры. В первом положении, показанном слева на ФИГ. 3D, износная плита 17 верхней части камеры расположена в продолжение горизонтальной части вставки 20, и соответственно износная плита 16 боковой стенки расположена в продолжение вертикальной части упомянутой вставки 20. Во втором положении, показанном на ФИГ. 3D справа, две износные плиты 16 и 17 расположены смежно.
На ФИГ. 4 показано, как ширина и высота образуемых форм могут быть изменены, причем левая сторона ФИГ. 4 показывает высокие и широкие образуемые формы, и правая сторона показывает низкие и узкие образуемые формы. Слева, верхняя часть 4 камеры с износной плитой 17 расположена в верхнем положении, и износная плита 16 боковой стенки имеет высоту, соответствующую этому положению износной плиты 17 верхней части камеры. Справа, верхняя часть 4 камеры и износная плита 17 верхней части камеры были перемещены в более низкое положение, и износная плита 16 боковой стенки была заменена переходной плитой 23, и причем износная плита 16 боковой стенки имеет высоту, соответствующую положению износной плиты 17 верхней части камеры. Различные размеры переходных плит 23 и соответствующих износных плит 16 боковых стенок могут обеспечивать несколько различных комбинаций ширин и высот образуемых форм.
На ФИГ. 5, которая по большей части соответствует ФИГ. 2, показано, как дополнительный механизм перемещения, показанный внизу в виде гидравлических поршневых пар 13, обеспечен для перемещения основания 3 камеры и износной плиты 18 основания камеры в вертикальном направлении, для того чтобы изменять высоту образуемых форм. Как показано на ФИГ. 5, съемная вставка 19 обеспечена между износной плитой 16 боковой стенки и износной плитой 18 основания камеры, и при этом различные конфигурации, соответствующие ФИГ. 3А-3D, разумеется, также могут быть предусмотрены.
ФИГ. 6 схематично показывает, как устройство формовочной камеры согласно варианту осуществления изобретения может быть переведено с изготовления песчаных форм 26 большей высоты и ширины на изготовление песчаных форм 27 меньшей высоты и ширины. Высота песчаной формы уменьшается синхронным вертикальным опусканием верхней части 4 камеры и системы 14 подачи песка (из которой показана только воронка 21) относительно остальной части устройства 1 формовочной камеры. Как изображено, износная плита 17 верхней части прикреплена к верхней части 4 камеры. Для иллюстративных целей износная плита 17 верхней части изображена отдельно от верхней части 4 камеры, для того чтобы показать, что она снабжена одним или более отверстиями 22 для заполнения песка, обеспечивающими соединение между воронкой 21 системы 14 подачи песка (не показана) формовочной машины и формовочной камерой 2. Эта износная плита 17 верхней части прикреплена к верхней части 4 камеры, используя традиционное средство крепления, предпочтительно самозажимное средство крепления, уменьшающее использование винтов или болтов.
Также боковые стенки 5 камеры снабжены износной плитой 16 боковых стенок, которая прикреплена к боковым стенкам 5 камеры, используя традиционное средство крепления, предпочтительно самозажимное средство крепления, уменьшающее использование винтов или болтов. Изображенная боковая стенка 5 иногда называется «опорной плитой», которая в изображенном варианте выполнения выполнена с возможностью перемещения относительно боковой рамы 28 устройства 1 формовочной камеры.
Для того чтобы изменить горизонтальную протяженность формовочной камеры 2 в направлении между двумя боковыми стенками 5 камеры, устройство формовочной камеры дополнительно содержит вал 29 и направляющие штанги 30, которые функционально соединены с боковыми стенками 5 камеры. Вал предпочтительно снабжен поворотным колесом (не показано). Таким образом, вращая колесо вручную заданное число раз, возможно отрегулировать ширину формовочной камеры 2 очень точно. Кроме того, устройство снабжено средством для фиксации боковых стенок 5 камеры в требуемом положении, для того чтобы исключить их перемещение во время прикладывания очень высоких давлений во время образования песчаных форм.
Устройство прижимной плиты, показанное на ФИГ. 6, содержит прижимную плиту 6, на которой установлена установочная плита 7 прижимной модели, причем упомянутая установочная плита 7 прижимной модели приспособлена к размеру формовочной камеры 2 после регулировки высоты и ширины формовочной камеры 2. На установочной плите прижимной модели установлена прижимная модельная плита 31, имеющая модель 8. Эта прижимная модельная плита 31 может в одном варианте выполнения являться так называемой плитой A, упомянутой ранее, в то время как, например, так называемая плита В могла быть использована на предыдущем производственном цикле для изготовления песчаных форм 26. Аналогичные изменения необходимы для непоказанного устройства поворотной плиты при переходе от изготовления более крупных песчаных форм к изготовлению меньших песчаных форм.
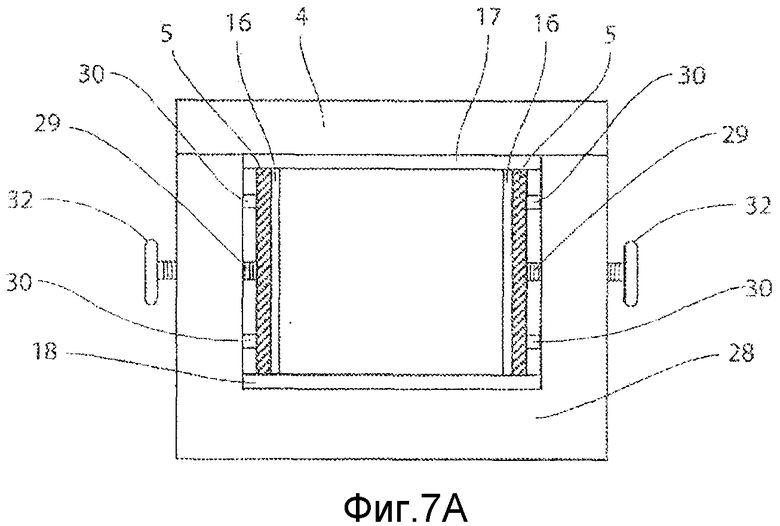
На ФИГ. 7A схематично изображено отверстие варианта выполнения формовочной камеры 2, в котором ширина уменьшена перемещением боковой стенки 5 камеры (или так называемых опорных плит 5) и износной плиты 16 боковой стенки относительно боковой рамы 28 формовочной камеры 2. Это перемещение вызвано ручным вращением поворотного колеса 32 и, таким образом, вала 29, к которому он присоединен, на требуемое число оборотов, для того чтобы достичь требуемого уменьшения ширины формовочной камеры 2.
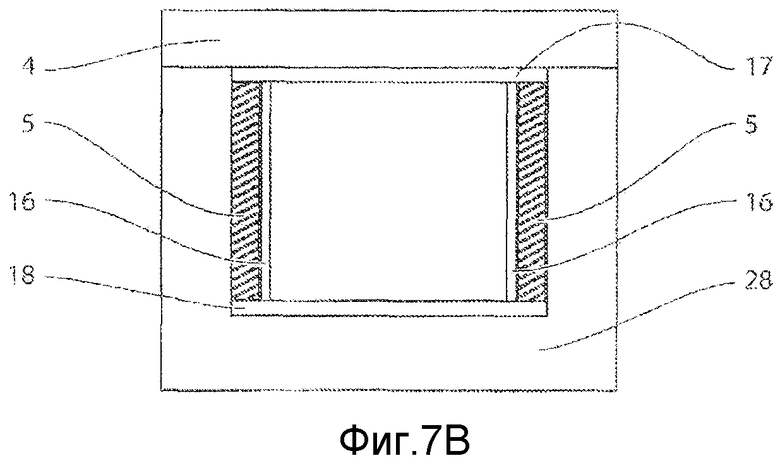
На ФИГ. 7B изображен альтернативный способ уменьшения ширины формовочной камеры 2 установкой более толстой плиты 5 боковой стенки камеры (то есть более толстой опорной плиты 5) за износную плиту 16 боковой стенки с каждой стороны формовочной камеры, используя традиционное средство крепления, то есть предпочтительно самозажимное средство крепления, уменьшающее потребность в винтах и болтах.
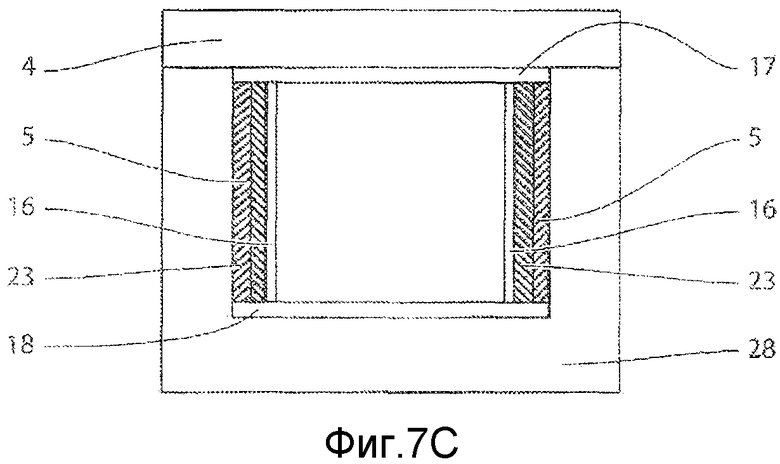
Как изображено на ФИГ. 7C, комплект переходных плит 23 боковых стенок может быть использован для уменьшения ширины формовочной камеры 2 с одной стандартной ширины на другую. Соответственно, две переходные плиты 23 боковых стенок, предпочтительно одинаковой толщины, обеспечены для установки на боковые стенки 5 формовочной камеры 2. Стороны переходных плит 23 боковых стенок, обращенные к форме, подлежащей изготовлению, снабжены износными плитами 16 боковых стенок, установленными на переходные плиты 23 боковых стенок, используя традиционное средство крепления для износных плит 16 боковых стенок. Установка переходных плит 23 боковых стенок внутрь формовочной камеры 2 предпочтительно выполняется с использованием средства крепления для износных плит 16 боковых стенок для формовочной камеры 2, и это становится возможным путем удаления износных плит 16 боковых стенок перед вставкой переходных плит 23 боковых стенок.
В вариантах выполнения, изображенных на Фиг. 7A-7C, высота формовочной камеры также была уменьшена до требуемого размера. Кроме того, во всех вариантах выполнения, схематично изображенных на Фиг. 7A-7C, ширина была уменьшена на один и тот же размер с обеих сторон формовочной камеры 2. Это даст более симметричное использование силы сжатия на прижимную и поворотную плиты 6 и 10.
В общем, будет предпочтительным обеспечение симметричного изменения ширины и также высоты образуемой формы, для того чтобы сохранить соответствие между осью прижимного поршня 9 и центром тяжести формы, образуемой в формовочной камере 2, для того чтобы исключить несимметричные усилия в системе во время уплотнения песчаных форм.
Выше, изобретение было описано по отношению к некоторым предпочтительным вариантам выполнения, и для специалиста в данной области техники очевидно, что несколько модификаций могут быть выполнены в пределах объема нижеследующей формулы изобретения, без отступления от общей идеи настоящего изобретения. Такие модификации и отступления включают в себя комбинацию различных механизмов перемещения для перемещения верхней части камеры и основания камеры и механизмов перемещения для перемещения боковых стенок камеры, а также возможность отступления от вышеупомянутого предпочтительного симметричного изменения размеров формовочной камеры.
Перечень ссылочных позиций
1 устройство формовочной камеры,
2 формовочная камера,
3 основание камеры,
4 верхняя часть камеры,
5 боковая стенка камеры, или опорная плита,
6 прижимная плита,
7 установочная плита прижимной модели,
8 прижимная модель,
9 шток прижимного поршня,
10 поворотная плита,
11 установочная плита поворотной модели,
12 поворотная модель,
13 гидравлическая поршневая пара,
14 система подачи песка,
16 износная плита боковой стенки,
17 износная плита верхней части,
18 износная плита основания камеры,
19 вставка,
20 вставка,
21 воронка для песка,
22 отверстия для заполнения песка,
23 переходная плита боковой стенки,
24 боковая стенка камеры,
25 болты и гайки, средство перемещения для перемещения боковой плиты камеры,
26 большие песчаные формы,
27 небольшие песчаные формы,
28 боковая рама формовочной камеры,
29 вал
30 направляющая штанга,
31 прижимная модельная плита, и
32 поворотное колесо.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЛИЦОВОЧНАЯ ПЛИТА ДЛЯ ОБЛИЦОВКИ ФОРМОВОЧНЫХ КАМЕР ФОРМОВОЧНЫХ МАШИН | 2008 |
|
RU2477192C2 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПЕСЧАНЫХ ЛИТЕЙНЫХ ФОРМ | 2014 |
|
RU2695693C2 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Способ изготовления литейных форм из сырого формовочного песка и устройство для его осуществления | 1986 |
|
SU1422987A3 |
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| Формовочная машина | 1982 |
|
SU1031635A1 |
| Устройство для изготовления безопочных литейных форм пескодувным методом | 1975 |
|
SU659073A3 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
Изобретение относится к литейному производству. Формовочная камера содержит основание 3, верхнюю часть 4, две боковые стенки 5, прижимную плиту 6 и поворотную плиту 10. Верхняя часть 4 снабжена одним или более отверстиями 22 для заполнения песка, сообщающимися с системой 14 подачи песка. Прижимная плита 6 снабжена сменной прижимной модельной плитой, имеющей прижимную модель 8, и присоединена к механизму 9 перемещения. Поворотная плита 10 снабжена сменной поворотной модельной плитой, имеющей поворотную модель 12, и установлена с возможностью поступательного и поворотного перемещения, для обеспечения выталкивания образуемых форм прижимной плитой 6. Для обеспечения регулирования гибкости размера образуемых форм, особенно высот образуемых форм, без изменения геометрии системы подачи песка формовочная камера снабжена средством 13 синхронного вертикального перемещения верхней части 4 и системы 14 подачи песка, или основания 3, или и того и другого относительно остальной формовочной камеры. 2 н. и 25 з.п. ф-лы, 12 ил.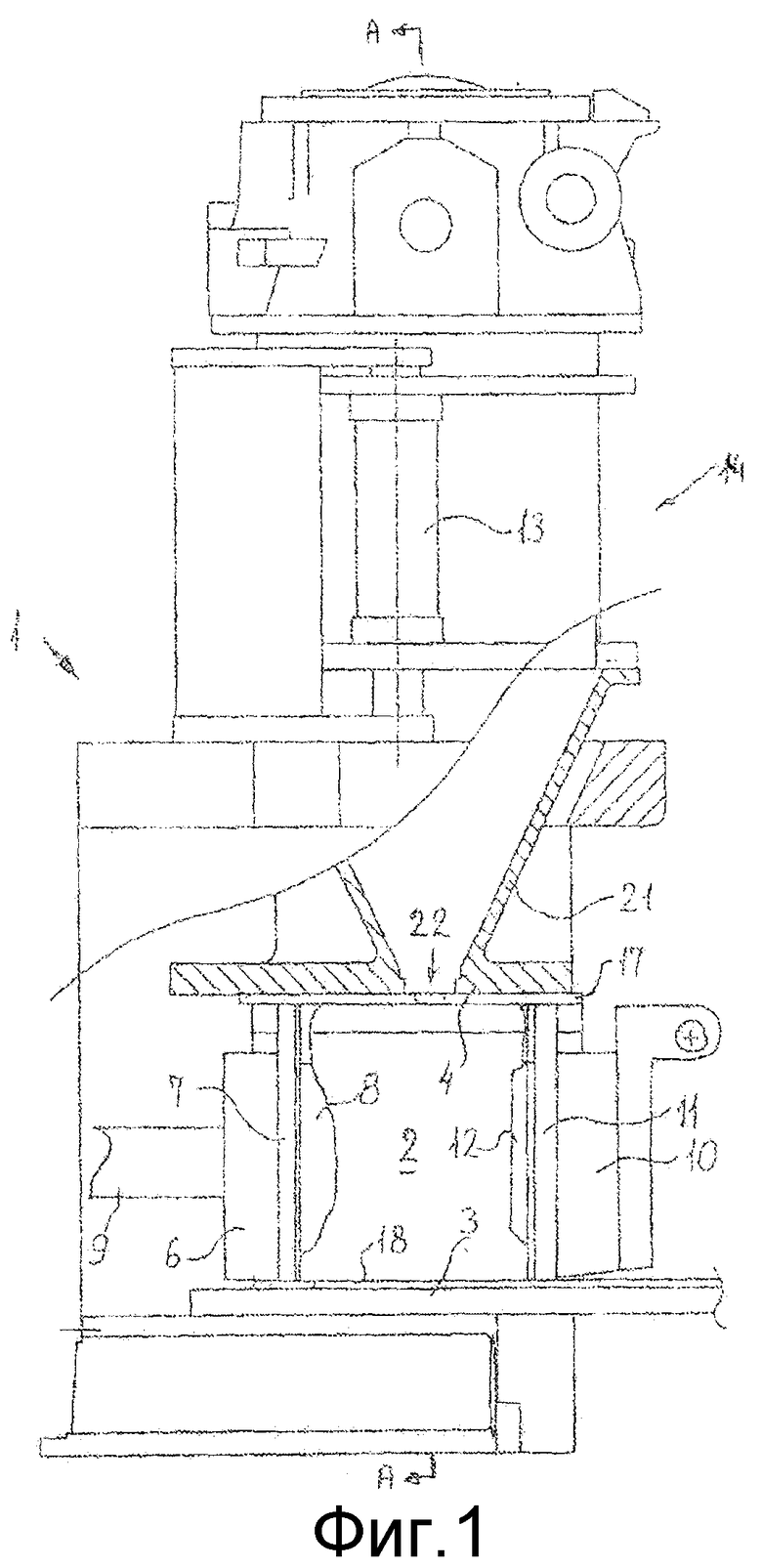
1. Формовочная камера для конвейерной формовочной установки, содержащая основание (3), верхнюю часть (4), снабженную одним или более отверстиями (22) для заполнения песка, сообщающимися с системой (14) подачи песка, две боковые стенки (5), прижимную плиту (6), снабженную сменной прижимной модельной плитой с прижимной моделью (8) и присоединенной к механизму (9) перемещения, и поворотную плиту (10), снабженную сменной поворотной модельной плитой, имеющей поворотную модель (12) и установленной с возможностью поступательного и поворотного перемещения, для открытия и закрытия формовочной камеры (2) и обеспечивания выталкивания образуемых форм (26, 27) прижимной плитой (6), средство (5, 16, 23, 25, 29, 30, 32) для изменения ее горизонтальной протяженности в направлении между двумя боковыми стенками (5) камеры, отличающаяся тем, что она снабжена средством (13) синхронного вертикального перемещения верхней части (4) камеры и системы (14) подачи песка, или основания (3), или и того и другого относительно остальной части формовочной камеры для изменения высоты формовочной камеры (2) и вмещения модельных плит стандартных размеров, отличающихся как по высоте, так и по ширине.
2. Формовочная камера по п.1, отличающаяся тем, что она снабжена средством (13) только синхронного вертикального перемещения верхней части (4) и системы (14) подачи песка относительно остальной части формовочной камеры для изменения высоты формовочной камеры (2).
3. Формовочная камера по п.1, отличающаяся тем, что она снабжена средством (13) только вертикального перемещения основания (3) относительно остальной части формовочной камеры для изменения высоты формовочной камеры (2).
4. Формовочная камера по п.1, отличающаяся тем, что средство изменения горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) содержит одну или две износные плиты (16) боковых стенок.
5. Формовочная камера по п.1, отличающаяся тем, что она снабжена двумя износными плитами (16) боковых стенок, при этом средство изменения горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) камеры содержит средство (5, 23, 25, 29, 30, 32) изменения расстояния между двумя износными плитами (16) боковых стенок.
6. Формовочная камера по п.1, отличающаяся тем, что средство изменения горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) содержит одну или две боковые переходные плиты (23).
7. Формовочная камера по п.1, отличающаяся тем, что она снабжена несколькими комплектами боковых переходных плит (23), причем каждый комплект обеспечивает отдельное уменьшение горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) камеры.
8. Формовочная камера по п.1, отличающаяся тем, что она снабжена несколькими комплектами износных плит (16) боковых стенок, причем каждый комплект обеспечивает отдельное уменьшение горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) камеры.
9. Формовочная камера по п.5, отличающаяся тем, что средство изменения расстояния между двумя износными плитами (16) боковых стенок содержит по меньшей мере одну боковую переходную плиту (23), выполненную с возможностью установки на по меньшей мере одну из боковых стенок (5, 24) формовочной камеры (2), предпочтительно две переходные плиты (23) одинаковой толщины для установки на каждую из двух боковых стенок (5, 24), причем износные плиты (16) боковых стенок установлены на упомянутые переходные плиты (23).
10. Формовочная камера по п.5, отличающаяся тем, что средство изменения расстояния между двумя износными плитами (16) боковых стенок содержит средство (25, 29, 30, 32) горизонтального перемещения боковых стенок (5, 24) и износных плит (16) боковых стенок.
11. Формовочная камера по п.1, отличающаяся тем, что она снабжена установочными плитами (7, 11) поворотной модели и прижимной модели, имеющими размеры, приспособленные к возможным уменьшенным размерам формовочной камеры (2).
12. Формовочная камера по п.1, отличающаяся тем, что она снабжена средством (19, 20) закрывания возможных зазоров между боковыми стенками (5) и верхней частью и основанием (3, 4).
13. Формовочная камера по п.12, отличающаяся тем, что упомянутое средство (19, 20) содержит съемные вставки (19) и/или неподвижные удлинения (20) износных плит (16, 17, 18).
14. Формовочная камера по п.1, отличающаяся тем, что она снабжена средством (25) фиксации подвижных частей формовочной камеры (2) в предполагаемых положениях использования.
15. Способ изменения объема формовочной камеры (2) конвейерной формовочной установки, причем упомянутая формовочная камера (2) ограничена основанием (3) камеры, верхней частью (4) камеры, снабженной одним или более отверстиями (22) для заполнения песка, сообщающимися с системой (14) подачи песка, двумя боковыми стенками (5) камеры, прижимной плитой (6), снабженной сменной прижимной модельной плитой (31), имеющей прижимную модель (8) и присоединенной к механизму (9) перемещения, поворотной плитой (10), снабженной сменной поворотной модельной плитой, имеющей поворотную модель (12) и установленной для поступательного и поворотного перемещения, обеспечивающего открытие и закрытие формовочной камеры (2) с выталкиванием образуемых форм (26, 27) прижимной плитой (6), при этом способ включает этапы изменения горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) камеры и синхронного вертикального перемещения верхней части (4) камеры и системы (14) подачи песка, или основания (3) камеры, или и того и другого относительно остальной части формовочной камеры с изменением высоты формовочной камеры (2) для вмещения модельных плит стандартных размеров, отличающихся как по высоте, так и по ширине.
16. Способ по п.15, который включает этап синхронного вертикального перемещения только верхней части (4) камеры и системы (14) подачи песка относительно остальной части формовочной камеры, изменяющий высоту формовочной камеры (2).
17. Способ по п.15, который включает этап вертикального перемещения только основания (3) камеры относительно остальной части формовочной камеры, изменяющий высоту формовочной камеры (2).
18. Способ по п.15, в котором этап изменения горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) камеры включает подэтап установки одной или двух износных плит (16) боковых стенок.
19. Способ по п.15, в котором этап изменения горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) камеры осуществляют путем изменения расстояния между двумя износными плитами (16) боковых стенок.
20. Способ по п.15, в котором этап изменения горизонтальной протяженности формовочной камеры (2) в направлении между двумя боковыми стенками (5) камеры включает подэтап установки одной или двух боковых переходных плит (23).
21. Способ по п.19, в котором изменение расстояния между двумя износными плитами (16) боковых стенок включает подэтап установки по меньшей мере одной боковой переходной плиты (23) на по меньшей мере одну из боковых стенок (5, 24) формовочной камеры (2), предпочтительно двух переходных плит (23) одинаковой толщины на каждую из двух боковых стенок (5, 24) камеры, и установки износных плит (16) боковых стенок на упомянутые переходные плиты (23).
22. Способ по п.21, в котором изменение расстояния между двумя износными плитами (16) боковых стенок осуществляют путем горизонтального перемещения боковых стенок (5, 24) камеры и износных плит (16) боковых стенок.
23. Способ по п.15, который включает этап обеспечения установочных плит (7, 11) поворотной модели и прижимной модели, имеющих размеры, приспособленные к возможным уменьшенным размерам формовочной камеры (2).
24. Способ по п.15, который включает этап закрывания возможных зазоров между боковыми стенками (5) камеры и верхней частью и основанием (3, 4) камеры.
25. Способ по п.24, в котором этап закрывания возможных зазоров между боковыми стенками (5) камеры и верхней частью и основанием (3, 4) камеры осуществляют путем установки или удаления съемных вставок (19) и/или неподвижных удлинений (20) износных плит (16, 17, 18).
26. Способ по п.15, который включает этап фиксации подвижных частей формовочной камеры (2) в предполагаемых положениях использования.
27. Способ по п.15, который включает этап симметричного изменения ширины и/или высоты образуемых форм (26, 27).
| EP 1149645 A1, 31.10.2001 | |||
| Устройство для изготовления безопочных литейных форм пескодувным методом | 1975 |
|
SU659073A3 |
| ДЕРЕВЯННАЯ КЛЕЕНАЯ ФЕРМА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2196865C2 |
| US 3654986 A, 11.04.1972 | |||

