45) ФОРМОВОЧНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина для изготовления литейных форм | 1984 |
|
SU1217561A1 |
| Формовочная машина для изготовления нижних полуформ | 1986 |
|
SU1338962A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |

Изобретение относится к литейно му производству, в частности к машинам для изготовления разовых песчаных форм. Известна формовочная машина для изготовления литейных форм, в которой на станине укреплены опорные ко лонны, в верхней масти которых нахо дится бункер для засыпки формовочной смеси, воздушная уплотняющая го ловка, прессовый механизм с прессовой плитой, имеющей сквозные отверс тия. Опока с наполнительной рамкой устанавливаются на модельную плиту, которая размещается на столе. Снача ла над опокой устанавливается дозатор с формовочной смесью, а после заполнения смесью опоки и наполнительной рамки - механизм прессования. В начале хода прессовой плиты смесь продувается жатым воздухом, поступающим через каналы в прессово плите и удаляющимся через венты в модельной плите. Окончательно смесь уплотняется прессовой плитой 1 J. Наиболее близкой к -изобретению по технической сущности и достигает мому эффекту является формовочная машина, содержащая станину, укрепленные на ней стол и опорные колонны, на которых смонтированы воздушная уплотняющая головка, бункер для подачи смеси, прессовый механизм с прессовой плитой. В машине опока, двигаясь по кромочному рольгангу,-, устанавливается над столом с модельной плитой, стол поднимается, снимает с рольганга опоку и прижимает ее к наполнительной рамке, под опокой ..устанавливается бункер с жалюзным затвором, после засыпки смеси в опоку и наполнительную рамку место над опокой занимает воздушная уплотняющая головка, внутри которой перемещается прессовая плита. Стол прижимает опоку к крышке головки, и в пространство между прессовой плитой и
крышкой подается сжатый воздух, тем самым производится продувка формовочной смеси воздухом, который проходит в слой смеси через каналы пресовой плиты, после продувки смесь окончательно уплотняется прессовой плитой i J.
Недостатком данных машин является то, что воздух, проходя через каналы прессовой плиты, за счет высокого гидравлического сопротивления теряет часть своей энергии и недостаточно уплотняет смесь, уплотняются преимущественно объемы смеси, на ходящиеся непосредственно под каналом. Кроме того, при прессовании в каналы впрессовывается смесь, кото.рая после отхода прессовой плиты высыпается на контрлад формы или засоряет воздушную головку; сам контрлад получается неровным и требуется его дальнейшая зачистка, также Требуется дополнительная продувка или демонтаж воздушной головки для ее очистки.
Целью изобретения является повышение качества уплотнения литейных форм и надежности работы машины.
Цель достигается тем, что в фор мовочной машине для изготовления литейных форм, содержащей станину, укрепленные на ней стол и опорные колонны, на которых смонтированы воздушная уплотняющая головка, бункер подачи смеси, прессовый механизм с прессовой плитой, прессовая плита выполнена сплошной, при этом воздушная уплотняющая головка и пресовая плита установлены на опорных колоннах с возможностью поворота в горизонтальной плоскости.
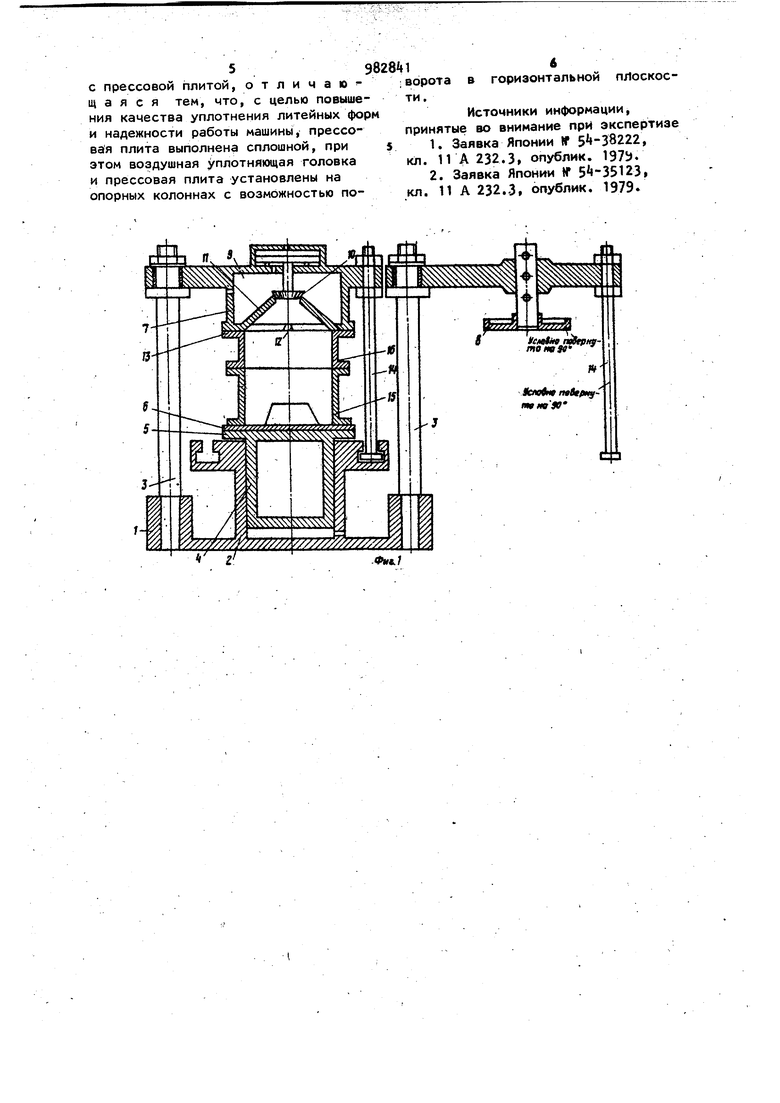
На рис. 1 показана предлагаемая машина в разрезе; на фиг. 2 - то же вид сверху; на фиг. 3 - вариант машины с одной опорной колонной, вид сверху.
Машина состоит из станины 1с пневматическим или гидравлическим прессовым цилиндром 2, одной .или двмя опорными колоннами 3. Внутри цилиндра установлен поршень со столом 5. На столе монтируется модельная плита 6, На колоннах шарнирно закреплены траверсы с воздушной уплотняющей головкой 7 и прессовой плитой 0. Воздушная уплотняющая головка имеет ресивер 9, быстродействующий клапан 10, направляющий конус 11 с рассекателем 12 и уплотнением 33. Траверсы могут быть снабжены дополнительными опорами Ш, В ресивер поступает сжатый воздух обычg ного (5-710 Па) или высокого давления,
формовочная машина работает следующим образом.
На модельную плиту 6 устанавлиO вается опока 15 и наполнительная рамка 16, в них из бункера (не показан) засыпается смесь. При этом воздушная уплотняющая головка и прессовая ns)ma отведены за пределы стола машины. Затем воздушная головка 7 устанавливается над столом машины, клапан 10 открывается, и сжатый воздух через направляющий конус устремляется к опоке и производит предвариQ тельное уплотнение смеси. Потом воздушная головка отводится от опоки и над последней устанавливается прессовая плита 8. Производится окончательное уплотнение смеси прессованием.
3 Вариант машины с одной колонной изображен на рис. 3. Машина содержит станину 1 с одной опорной колонной 3, на которой шарнирно закреплена траверса. На траверсе на равном расстоянии от оси колонны смонтированы воздушная уплотняющая головка 7, прессовая плита 8Г На,траверсе могут быть закреплены дополнительные опоры 1. Работает машина также как и в
. предыдущем случае.
«. Качество формы, изготовленной на описанной машине, улучшается за счет тЬго, что сжатый воздух, выходя из впускного отверстия большого диаметра, не теряет своей энергии до момента удара смеси, воздействует на всю поверхность смеси, что обеспечивает высокое предварительное уплотнение смеси, использование сплошной прессовой плиты позволяет получать ровный контрлад полуформы, а использование разделительного уплотнения позволяет исключить засорение воз- . душной головки.
формула изобретения
Формовочная машина для изготовления литейных форм, содержащая станину, укрепленные на ней стол и опорные колонны, на которых смонтированы воздушная уплотняющая головка, бункер подачи смеси, прессовый механизм с прессовой плитой, отличаю 1Ц а я с я тем, что, с целью повышения качества уплотнения литейных форм и надежности работы машины, прессовйя плита выполнена сплошной, при этом воздушная уплотняющая головка и прессовая плита установлены на опорных колоннах с возможностью по981 в горизонтальной пЛоскосI ворота ти. Источники информации, принятые во внимание при экспертизе 1.Заявка Японии V 5 -38222, кл. П А 232.3, опублик. 197i. 2.Заявка Японии Vt S 35123, кл. n А 232.3, опублик. 1979
