Предлагаемое изобретение относится к области способов расширения сборочного цеха завода по производству автомобилей, а также к области сборочных цехов существующего завода по производству автомобилей как перед их расширением, так и цехов, полученных после такого расширения. Рассматриваемые здесь автомобили предпочтительным образом представляют собой легковые автомобили или легкие грузовые микроавтобусы. Цифры темпа производства, приведенные далее, относятся к легковым автомобилям или к легким грузовым микроавтобусам, но не относятся, например, к тяжелым грузовым автомобилям.
В сборочном цехе завода по производству автомобилей обычно стремятся реализовать наиболее приемлемый и возможный компромисс между различными существующими требованиями. Качество изготавливаемых автомобилей, а также эргономические показатели функционирования сборочного цеха должны быть как можно более высокими по отношению к единице промышленных инвестиций, объем которых, наоборот, стремятся сделать как можно меньшим. Этот сборочный цех должен как можно больше быть адаптирован к разнообразию моделей выпускаемых автомобилей внутри существующих автомобильных сегментов. Нормализованное обозначение для габаритных размеров автомобиля представляет собой термин ″сегмент″. В смысле принятого обозначения различные ″сегменты″ или ″автомобильные сегменты″ обозначаются как М1, М2, В1, В2, Н. Первый автомобильный сегмент представляет собой первый тип автомобиля, соответствующий ходовой базе первого типа из первого заданного диапазона длины. Второй автомобильный сегмент представляет собой второй тип автомобиля, соответствующий ходовой базе второго типа из второго заданного диапазона длины. При этом первый и второй диапазоны длины отличаются друг от друга, и они могут быть либо отделены друг от друга, либо могут представлять некоторую зону перекрытия между собой. Изменение с течением времени требуемых объемов производства автомобилей может быть весьма значительным, что приводит к попыткам сделать существующий сборочный цех способным к изменению своей структуры, причем стоимость перехода от одного этапа его развития к другому должна быть минимизирована. Особенно это необходимо для стран с развивающимися рынками, где желаемый темп производства автомобилей сначала может быть относительно небольшим и затем существенно вырасти и достигнуть уровня, который такое производство может иметь в странах, образующих признанные в мире рынки. Сборочный цех, который может быть расширен с течением времени относительно удобным способом при разумном уровне затрат на это расширение, представляет собой способный к развитию сборочный цех. При этом такой сборочный цех может быть назван способным к развитию в противоположность классическим сборочным цехам, где увеличение темпа производства приводит в конечном счете либо к получению сборочных цехов, не оптимизированных по уровню их производительности, либо требует разрушения существующего цеха до основания для полной его реконструкции с целью получения возможности оптимизации его производительности. Сборочные цеха классического типа в свое время были построены для обеспечения заданного темпа производства или для обеспечения заданного диапазона темпов производства и не были изначально рассчитаны на последующее расширение при существенном темпе производства и при сохранении оптимизированной производительности.
В соответствии с известным уровнем техники для поддающихся расширению сборочных цехов, описанных, например, во французской патентной заявке FR 2638196 и в американской патентной заявке US 2002/0129566, известна реализация цеха и даже целого завода, которые построены из модульных элементов. Использование этих модульных элементов допускает значительные возможности для расширения, и это остается справедливым практически при любом исходном устройстве цеха. Зато эти модульные элементы не позволяют обеспечить, на любой фазе развития, будь то самое начало создания такого цеха или уже в процессе его расширения, ни большой гибкости в исходном устройстве цеха или завода, ни оптимальной производительности. Действительно, важное требование оказывает воздействие на этот тип поддающегося расширению цеха и завода, а именно, необходимость быть уменьшенными как для различных производственных линий, так и для различных зон материально-технического обеспечения производства или вторичной подготовки комплектующих в сочетании с одним или несколькими заданными модульными элементами конструкции, идентичными или по меньшей мере подобными.
В данном изобретении предлагается радикально отличающийся подход. Способность к расширению здесь обеспечивается относительно удобным образом, и не потому, что цех будет построен из идентичных или подобных друг другу элементарных блоков, размещенных в исходном состоянии в произвольном порядке, к которым удобно добавить затем другие элементарные блоки, но скорее потому, что устройство цеха в его исходном состоянии и первоначальная конфигурация различных его частей разрабатываются специфическим образом, что обеспечивает способность к относительно удобному расширению, даже если весь или часть исходного цеха представлена в форме каменного сооружения. Предлагаемое изобретение остается пригодным для использования в случае цеха, образованного предварительно изготовленными модульными элементами, но представляет при этом определенно меньший интерес. В каждой фазе расширения компромисс, реализованный между, с одной стороны, повышением темпа производства, а с другой стороны, минимизацией необходимых инвестиций, связанных с нарушениями нормальной работы, возникающих на уровне цеха, учитывает компромиссы, соответствующие другим рассматриваемым фазам расширения. Предпочтительным образом стремятся к быстрой приспособляемости, практически поддерживая линейность инвестиций в процессе перехода от одной фазы расширения к другой.
Речь идет об определении того, какая исходная конфигурация завода будет требовать возможно меньшей степени разрушения в процессе увеличения темпа производства, не являясь при этом слишком дорогостоящей в исходном положении, даже если эта исходная конфигурация будет стоить несколько дороже, чем конфигурация, которая будет оптимизирована для сборочного цеха с относительно небольшим темпом производства, но практически будет лишена возможности подвергаться развитию в экономически приемлемых условиях.
В данном изобретении предлагается способ расширения сборочного цеха, используемый для повышения темпа производства автомобилей. Этот способ может быть применен с особенно высокой эффективностью в том случае, когда сборочный цех, к которому этот способ применяется, представляет конфигурацию, которая подготовлена к такому расширению. Следовательно, в данном изобретении предлагаются также соответствующие сборочные цеха, сооруженные перед расширением. При этом сборочные цеха, полученные после расширения, также находятся в рамках формулы предлагаемого изобретения.
Предлагаемые к реализации технические решения представляют здесь специфические трудности достижения в том случае, когда расширяемый сборочный цех имеет в своем составе две отличающиеся друг от друга сборочные линии, соответствующие двум отличающимся друг от друга автомобильным сегментам. Обычно сборочный цех имеет в своем составе одну или несколько сборочных линий, каждая из которых соответствует одному и тому же автомобильному сегменту.
Рассматриваемая здесь ситуация представляет собой ситуацию существенной неопределенности в том, что касается расширения двух сборочных линий. Первый рассматриваемый случай может быть представлен следующим образом. Первая сборочная линия может требовать расширения в течение значительно более короткого времени, чем вторая сборочная линия, которая может оставаться стабильной или относительно стабильной на протяжении того или иного промежутка времени. Второй рассматриваемый случай может быть представлен следующим образом. Вторая сборочная линия может требовать расширения в течение значительно более короткого времени, чем первая сборочная линия, которая может оставаться стабильной или относительно стабильной на протяжении того или иного промежутка времени. Третий рассматриваемый случай может быть представлен следующим образом. Одна из сборочных линий в первый период времени может требовать расширения в течение значительно более короткого промежутка времени, чем другая сборочная линия, которая может оставаться стабильной или относительно стабильной на протяжении того или иного промежутка времени, тогда как в последующий период времени упомянутая тенденция может измениться на противоположную. Таким образом, гибкость расширения представляет собой здесь особенно важный параметр. Такая гибкость будет возможной при помощи особого устройства сборочного цеха, по меньшей мере в определенных фазах его расширения с течением времени.
Факт же стремления реализовать подлежащий к расширению сборочный цех, который в то же время будет мультисегментным, представляется уже немыслимой затеей. Предпочтительным образом, в том случае, когда первая сборочная линия касается обычного автомобиля, вторая сборочная линия будет касаться скорее автомобиля, принадлежащего к той или иной нише и представляющего, например, значительные габариты или же специфическую платформу, такую, например, как однообъемная платформа или купе-кабриолет.
В соответствии с предлагаемым изобретением предусматривается способ расширения сборочного цеха завода по производству автомобилей таким образом, чтобы получить новый сборочный цех на основе сборочного цеха, существовавшего ранее на протяжении нескольких лет, причем упомянутый существующий сборочный цех содержит первую сборочную линию первого автомобильного сегмента, которая содержит два располагающихся друг против друга участка, отделенных друг от друга некоторым пространством, причем этот способ отличается тем, что он включает этап установки двух участков обустройства кузова второй сборочной линии второго автомобильного сегмента в пространстве между упомянутыми участками первой сборочной линии таким образом, чтобы упомянутые четыре участка были параллельными друг другу для повышения темпа производства автомобилей на второй сборочной линии.
Предпочтительным образом несколько участков добавляются к упомянутым существующим участкам первой сборочной линии, по меньшей мере местоположение которых сохраняется, но эти дополнительные участки не размещаются в продолжении одного или нескольких мест расположения сохраняемых существующих участков первой сборочной линии, и местоположение существующего ранее сборочного цеха сохраняется неизменным. При этом предпочтительным образом по меньшей мере одна стена существующего сборочного цеха сохраняется.
В соответствии с предлагаемым изобретением предусматривается также сборочный цех завода по изготовлению автомобилей, имеющий в своем составе: первую сборочную линию для первого автомобильного сегмента, содержащую участок обустройства кузова и другой участок, и вторую сборочную линию для второго автомобильного сегмента, содержащую два участка обустройства кузова, располагающихся один вдоль другого, и отличающийся тем, что один из упомянутых участков обустройства кузова второй сборочной линии располагается вдоль упомянутого участка обустройства кузова первой сборочной линии, а также тем, что другой из упомянутых участков обустройства кузова второй сборочной линии располагается вдоль упомянутого другого участка первой сборочной линии.
Наличие расстояния между участками сборочной линии, установленной в первую очередь, освобождает пространство между этими участками, которое позволяет затем добавить участки сборочной линии, устанавливаемой во вторую очередь. Это обстоятельство является особенно целесообразным в том случае, когда участки сборочной линии, установленной в первую очередь, располагаются рядом со стеной, за пределами которой расширение сборочного цеха оказывается практически невозможным вследствие наличия позади этой стены других цехов, например механического цеха и цеха покраски. Это пространство, перед которым не будут установлены участки сборочной линии, устанавливаемой во вторую очередь, предпочтительным образом будет занято скорее одной или несколькими легкими зонами материально-технического обеспечения производства, например, транспортировочными тележками, перемещающимися по полу цеха, чем одной или несколькими зонами тяжелых подготовительных работ, например, элементами, жестко закрепленными анкерным способом на полу цеха или даже установленными с заглублением сквозь этот пол. Таким образом, больше не существует опасности, в процессе перехода от одной фазы расширения к другой, оказаться перед необходимостью перемещать значительные зоны тяжелых подготовительных работ; напротив того, будет необходимо затронуть только легкие зоны материально-технического обеспечения производства.
Предпочтительным образом упомянутый участок обустройства кузова автомобиля первой сборочной линии располагается в начале этой первой сборочной линии. В этом случае отсутствие необходимости затрагивать первый участок сборочной линии, установленной первой, оказывается еще более привлекательным, поскольку входная часть сборочной линии, располагающаяся точно перед этим первым участком, является особенно трудной для перемещения. Действительно, эта входная часть сборочной линии имеет в своем составе подъемную секцию для автомобилей, которая представляет собой тяжелое оборудование. В то же время, эта входная часть образует также пост определения информационного темпа производства, несущий ответственность за синхронизацию подачи определенных подсистем на линию сборки автомобилей, таких, например, как колеса, кресла, пучок электрических проводов, который представляет собой главный пучок электрических проводов автомобиля, или за запуск изготовления приборной панели, или за подготовку некоторых механических элементов, таких, например, как моторная группа или ходовая часть. В то же время, эта входная часть сборочной линии часто образует место изменения типа перемещения, например автомобили, находящиеся в подвешенном положении, устанавливаются на пол, или же автомобили, находящиеся на полу, поднимаются в подвешенное положение.
В соответствии с первым способом реализации упомянутый другой участок первой сборочной линии представляет собой участок сборки автомобилей. Этот первый способ реализации соответствует фазе расширения сборочного цеха, в котором первая сборочная линия характеризуется малым темпом производства, тогда как вторая сборочная линия характеризуется средним темпом производства.
В соответствии со вторым способом реализации упомянутый другой участок первой сборочной линии представляет собой участок обустройства кузова автомобиля. Этот второй способ реализации соответствует фазе расширения сборочного цеха, в котором первая сборочная линия, а также вторая сборочная линия, характеризуются средним темпом производства. Предпочтительным образом первая сборочная линия также содержит два участка сборки автомобилей, располагающиеся перпендикулярно к двум участкам обустройства кузовов первой сборочной линии. Таким образом, полная площадь сборочного цеха может быть относительно в несколько более значительной степени сокращена, обеспечивая при этом поддержание высокой подвижности потоков автомобилей, а также адекватное располагаемое пространство, необходимое для зон размещения тяжелого оборудования подготовки и размещения легких зон материально-технического снабжения производства.
Как в первом, так и во втором способе реализации предпочтительным образом вторая сборочная линия также содержит два сборочных участка автомобилей, располагающихся перпендикулярно по отношению к двум участкам обустройства кузова второй сборочной линии. Таким образом, полная площадь сборочного цеха может быть в относительно большей степени сокращена, поддерживая при этом высокую подвижность потоков автомобилей, а также соответствующее располагаемое пространство для зон тяжелого оборудования подготовки и легких зон материально-технического обеспечения производства.
Предпочтительным образом упомянутые участки обустройства кузова автомобиля из второй сборочной линии смещены в продольном направлении по отношению к упомянутым участкам из первой сборочной линии. Таким образом, переходы потоков автомобилей от одного участка к другому не осуществляются в одних и тех же местах сборочного цеха для двух сборочных линий, что делает эти переходы более простыми. Если бы эти переходы находились в одних и тех же местах, управление ими оказалось бы более сложным, и понадобилось бы два различных уровня над рабочей поверхностью сборочного цеха вместо одного, поскольку переходы, выполняемые при этом в одних и тех же местах, больше не смогут осуществляться в сборочном цехе на одном и том же уровне по высоте.
Предпочтительным образом входная часть второй сборочной линии располагается в продолжение первого сборочного участка второй сборочной линии. Такое расположение позволяет иметь, в процессе предшествующих фаз расширения сборочного цеха, относительно небольшую длину потока движения автомобилей вдоль второй сборочной линии.
Теперь предлагаемое изобретение будет описано более подробно со ссылками на приведенные в приложении в качестве иллюстративных и не являющихся ограничительными примеров фигуры, среди которых:
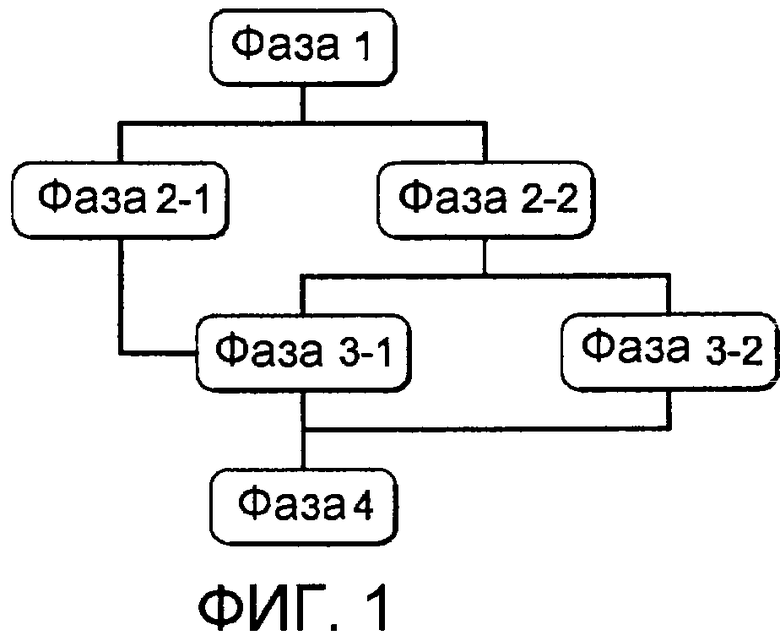
фиг.1 схематически представляет стратегию развития сборочного цеха, применяя по отношению к определенным фазам этого развития способ расширения в соответствии с предлагаемым изобретением;
фиг.2 представляет собой схематический вид примера реализации сборочного цеха завода по производству автомобилей, соответствующего фазе 1, показанной на фиг.1;
фиг.3 представляет собой схематический вид примера реализации сборочного цеха завода по производству автомобилей, соответствующего фазе 2-1, показанной на фиг.1;
фиг.4 представляет собой схематический вид примера реализации сборочного цеха завода по производству автомобилей, соответствующего фазе 2-2, показанной на фиг.1;
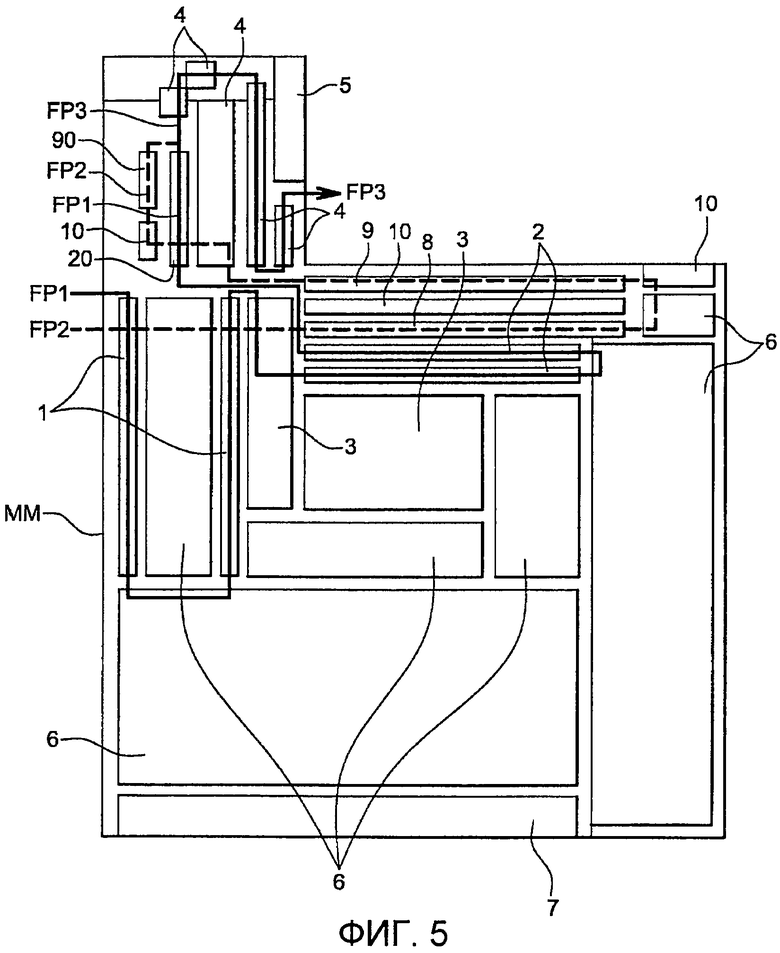
фиг.5 представляет собой схематический вид примера реализации сборочного цеха завода по производству автомобилей, соответствующего фазе 3-1, показанной на фиг.1;
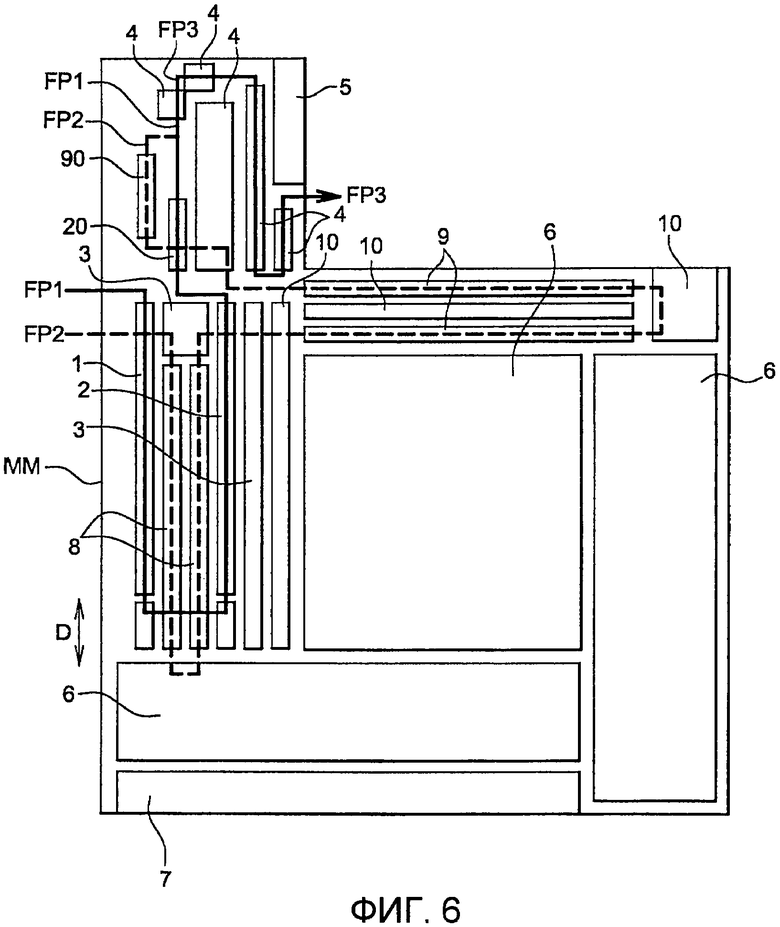
фиг.6 представляет собой схематический вид примера реализации сборочного цеха завода по производству автомобилей, соответствующего фазе 3-2, показанной на фиг.1;
фиг.7 представляет собой схематический вид примера реализации сборочного цеха завода по производству автомобилей, соответствующего фазе 4, показанной на фиг.1.
Завод представляет собой застроенный земельный участок. Территория завода представляет собой огороженный земельный участок, окруженный оградой. Эта ограда содержит проходы, временные или постоянные, которые позволяют двигаться различным потокам, входящим на территорию завода и выходящим с этой территории.
Предпочтительным образом в центральной части территории завода располагаются зоны застройки в форме нескольких отдельных зданий или в форме единого общего здания, предназначенные для осуществления опорных функций. Эти застроенные зоны опорных функций касаются некоторых общих объектов, таких, например, как административные бюро, обеспечивающие административную поддержку производственных цехов, которые их окружают.
Эти застроенные зоны окружены различными производственными цехами, которые проходят от центральной части территории завода, где сгруппированы эти застроенные зоны, в направлении заводского ограждения. Среди этих цехов имеется по меньшей мере один механический цех, цех покраски и сборочный цех. В механическом цехе производится сборка кузовов автомобилей, обычно выполняемая из предварительно отштампованного листового металла. В цехе покраски кузова автомобилей покрывают краской. В сборочном цехе окрашенные кузова автомобилей оборудуются таким образом, чтобы стать полноценными автомобилями, способными двигаться самостоятельно. Сборочный цех имеет в своем составе, с одной стороны, производственные линии, а с другой стороны, систему материально-технического обеспечения производства, связанную со сборкой, а также соответствующие зоны вторичной подготовки. Система материально-технического обеспечения производства включает в себя, в частности, детали и подсистемы, которыми снабжаются производственные линии.
Дополнительная зона, соответствующая выходной части завода, то есть заключительному этапу производства, выполняемому после сборки и содержащему этапы контроля качества и регулировки автомобилей, которые только что были изготовлены, предпочтительным образом будет либо интегрирована в структуру сборочного цеха, либо будет смежной по отношению к этому сборочному цеху, причем в этом случае выходная часть завода может быть отделена от сборочного цеха перегородкой. Несмотря на возможное наличие перегородки, выходная часть завода рассматривается в качестве составной части сборочного цеха, который в этом случае, вместо того, чтобы представлять собой одно здание, будет представлять собой два здания, примыкающие друг к другу и представляющие непосредственную связь между собой, позволяющую автомобилям в конце их сборки переходить в выходную часть завода без необходимости выхода за пределы этих зданий.
На территории завода располагаются также и другие элементы, такие, например, как парк доработки автомобилей, стоянка для новых автомобилей, место отгрузки готовых автомобилей автодорожным транспортом, место отгрузки готовых автомобилей железнодорожным транспортом, включающее участок железнодорожных путей, проходящий по территории завода, и парк поставщиков комплектующих изделий. Альтернативным образом парк поставщиков комплектующих изделий может быть расположен за пределами территории завода позади его ограды. Парк доработки автомобилей представляет собой место, где хранятся изготовленные автомобили, обладающие теми или иными дефектами, требующими устранения перед тем, как отправить эти автомобили в продажу. Стоянка для новых автомобилей представляет собой место, где хранятся изготовленные автомобили, готовые для их отправки в продажу. Эти автомобили, готовые для отправки в продажу, ждут своей очереди на отгрузку в пункты продажи либо автодорожным транспортом из упомянутого места их отгрузки автодорожным транспортом, либо железнодорожным транспортом из упомянутого места их отгрузки железнодорожным транспортом. Также присутствует испытательный трек, на котором изготовленные автомобили проходят ходовые испытания перед тем, как быть размещенными на стоянке для новых автомобилей. Этот испытательный трек предпочтительным образом располагается либо за пределами площадки отгрузки автомобилей железнодорожным транспортом, причем в этом случае предусматривается наличие моста или тоннеля для доступа к этом треку, либо сбоку от сборочного цеха со стороны, противоположной стене ММ, показанной на фиг.2-7.
Предпочтительным образом сборочный цех представляет собой каменное сооружение. Такое каменное сооружение представляет собой конструкцию, построенную из каменных материалов, соединенных при помощи того или иного связующего. В качестве не являющихся ограничительными примеров такие материалы могут представлять собой строительные камни, кирпичи, песчаник и т.п. В качестве не являющихся ограничительными примеров связующего можно упомянуть строительный раствор, гипс, цемент и т.п. Именно в том случае, когда сборочный цех выстроен ″в жестком варианте″, а не в форме сборки из предварительно изготовленных элементов, исходная конфигурация приобретает особую важность. Действительно, оказывается более затруднительным перемещать выстроенное жестким здание и разрушать некоторые его части для изменения расположения сборочного цеха, чем перемещать или наращивать предварительно изготовленные элементы, просто уложенные и соединенные между собой так, чтобы их можно было разобрать.
Предпочтительным образом сборочный цех представляет собой каменное сооружение, которое предпочтительным образом содержит только один уровень, который обычно будет представлять собой уровень земли, на котором реализуются все рабочие операции с автомобилями или все дополнительные монтажные работы, такие, например, как установка фар, то есть они реализуются обычно на уровне земли. Сборочный цех, однако, может при этом содержать один или несколько дополнительных производственных этажей, где реализуются определенные операции и предпочтительным образом все операции переноса или транспортировки автомобиля в процессе его изготовления от одной производственной ветви к другой, причем эти операции реализуются на высоте, в частности, для того, чтобы не прерывать сборочные линии или потоки движения в зонах материально-технического обеспечения производства внутри сборочного цеха. Предпочтительным образом существует только один уровень для работы на автомобиле. Здесь независимым образом будут использоваться термины "ветвь" или "участок", причем ветвь или участок представляют собой отрезок производственной линии, являющийся по существу прямолинейным и сплошным или цельным. Сборочный цех содержит наружные стены, которые обозначают границу между сборочным цехом и внешним пространством, или внутренние стены, обозначающие границы между сборочным цехом и другим зданием, отличным от сборочного цеха, например, зоной строений осуществления опорных функций или другим цехом, например механическим цехом или покрасочным цехом. Эти стены отличаются от возможных внутренних перегородок в сборочном цехе, отделяющих друг от друга различные части этого сборочного цеха. Специфическая стена, обозначаемая как стена ММ на фиг.2-7, называется также общей стеной, поскольку именно эта стена располагается со стороны размещения других цехов, например механического и покрасочного, и она даже может быть распределена между различными цехами, представляет собой стену, которая предпочтительным образом сохраняется в процессе перехода от одной фазы расширения сборочного цеха к другой. Эта стена ММ располагается против участка обустройства кузова автомобиля.
Предпочтительным образом эта стена ММ чаще всего располагается в центральной части территории, на которой размещается завод. Эта стена предпочтительным образом является, с одной стороны, параллельной той стене цеха покраски, которая располагается ближе всего к ней, а с другой стороны, параллельной той стене механического цеха, которая располагается ближе всего к ней.
В описании фиг.2-7 будет рассматриваться сборочная линия в той ее части, где обеспечивается обустройство кузова автомобиля, и в ее части, где обеспечивается сборка автомобилей. На сборочной линии часть, обеспечивающая обустройство кузова автомобиля, предшествует части, обеспечивающей сборку автомобилей. Первый этап той части, где обеспечивается сборка автомобилей, обычно представляет собой этап нанесения защитного покрытия и привинчивания механических органов под кузов автомобиля. Теперь в качестве примера и иллюстрации будет описан пример развертывания производственных операций на сборочной линии.
Развертывание производственных операций на сборочной линии, включая прежде всего этапы обустройства кузова автомобиля, а затем этапы собственно сборки автомобиля, реализуется одновременно на наземных транспортировочных средствах и на воздушных транспортировочных средствах. Этапы обустройства кузова реализуются при помощи наземных транспортировочных средств. Этапы сборки автомобиля, вплоть до установки этого автомобиля на колеса, реализуются при помощи воздушных транспортировочных средств с использованием подвесных тележек подвижного типа.
Этапы обустройства кузова автомобиля содержат последовательно осуществляемые друг за другом демонтаж дверей классического типа и/или, в случае необходимости, демонтаж скользящих дверей, монтаж звукоизоляции переднего фартука, монтаж дуг безопасности, монтаж, в случае необходимости, багажника и крыши для автомобилей типа купе-кабриолет, монтаж, в случае необходимости, открывающейся крыши, монтаж вспомогательного оборудования крыши, установка ковриков, монтаж педалей, монтаж приборной панели, монтаж уплотнительных прокладок, установка стекол.
Этапы собственно сборки автомобиля содержат следующие последовательно осуществляемые операции: нанесение защитного покрытия и автоматическое привинчивание механических органов под кузовом автомобиля, монтаж пружин задней ходовой оси, контроль различных контуров, в частности контуров системы охлаждения, тормозной системы и воды, установка в автомобиль аккумуляторной батареи, установка защитных поддонов под кузовом автомобиля, операции заполнения различных емкостей, в частности бачка омывателя стекол, топливного бака и упомянутых выше контуров, создание давления в контуре подвески, в случае необходимости, для дизельных автомобилей, запуск топливного контура, уплотнение тормозной системы, операция регулировки ручного тормоза, монтаж основных колес, установка запасного колеса, установка кресел, установка автомобиля на грунт, повторная установка дверей классического типа и повторная установка, в случае необходимости, боковых скользящих дверей.
В сборочном цехе, в выходной части завода, осуществляется регулировка параллельности, регулировка света фар и дополнительных огней, переход на стенд качения и устранение совокупности выявленных дефектов.
На фиг.1 схематически представлена стратегия развития сборочного цеха с применением к определенным фазам этого развития способа расширения в соответствии с предлагаемым изобретением. Малый темп производства предпочтительным образом соответствует скорости производства, составляющей менее 20 автомобилей в час, например составляющей 14 автомобилей в час. Средний темп производства предпочтительным образом соответствует скорости производства, имеющей величину в диапазоне от 20 до 35 автомобилей в час, например составляющей 28 автомобилей в час. В фазе 1 первая сборочная линия представляет малый темп производства, тогда как вторая сборочная линия отсутствует. В фазе 2-1 первая сборочная линия характеризуется средним темпом производства, тогда как вторая сборочная линия отсутствует. В фазе 2-2 первая сборочная линия характеризуется малым темпом производства, тогда как вторая сборочная линия также характеризуется малым темпом производства. В фазе 3-1 первая сборочная линия характеризуется средним темпом производства, тогда как вторая сборочная линия характеризуется малым темпом производства. В фазе 3-2 первая сборочная линия характеризуется малым темпом производства, тогда как вторая сборочная линия характеризуется средним темпом производства. В фазе 4 первая сборочная линия характеризуется средним темпом производства, тогда как вторая сборочная линия также характеризуется средним темпом производства. В процессе развития сборочного цеха возможно использование различных сценариев, что придает достаточно большую гибкость развитию сборочного цеха. От фазы 1 можно перейти к фазе 2-1 или же к фазе 2-2. От фазы 2-1 можно перейти к фазе 3-1. От фазы 2-2 можно перейти к фазе 3-1 или же к фазе 3-2. От фазы 3-1 можно перейти к фазе 4. От фазы 3-2 также можно перейти к фазе 4. Начать расширение можно с той или иной из фаз, представленных на фиг.1.
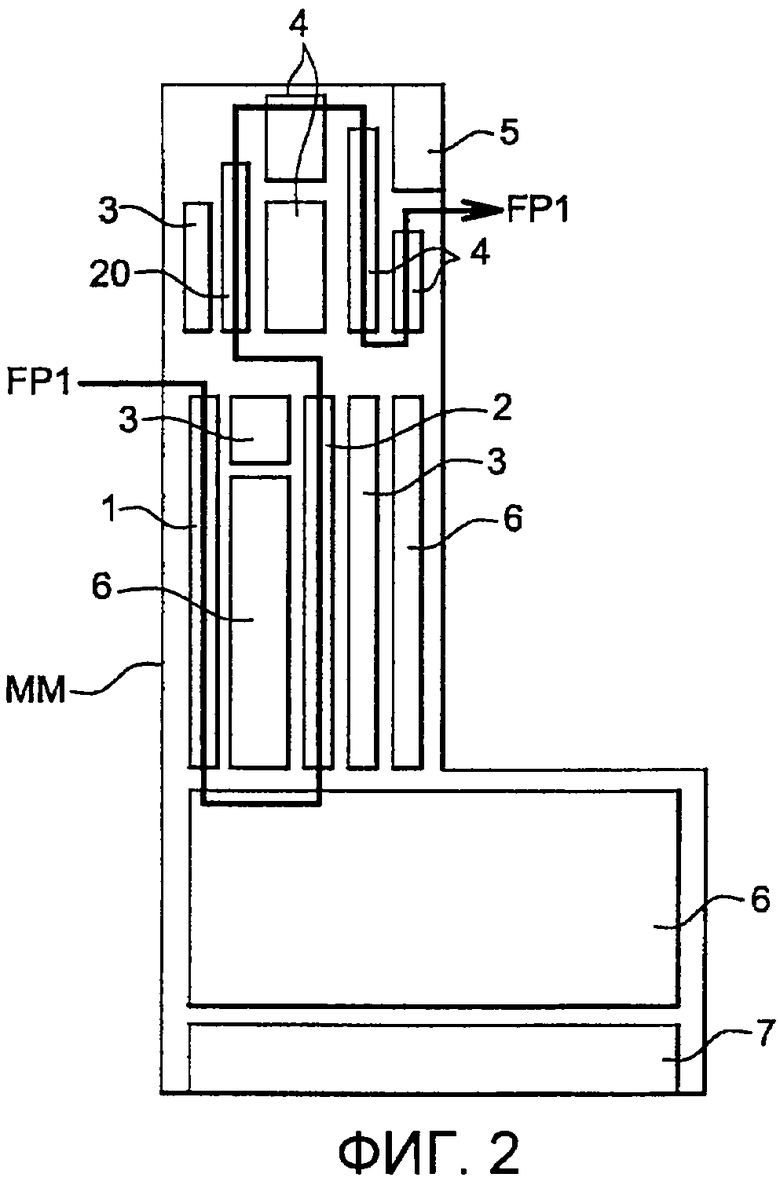
На фиг.2 схематически представлен пример сборочного цеха завода по производству автомобилей, соответствующий фазе 1, показанной на фиг.1. Этот сборочный цех имеет в своем составе первую сборочную линию, но не содержит второй сборочной линии.
Стрелка FP1 представляет направление потока производства на первой сборочной линии, которое также представляет собой направление перемещения автомобилей на первой сборочной линии в сборочном цехе. Этапы обустройства кузова автомобиля реализуются на участке (или ветви) 1 обустройства кузова. Этапы сборки автомобиля реализуются на участке (или ветви) 2 сборки автомобиля. Другой, конечный участок 20 сборки автомобилей располагается в выходной части 4 завода.
На выходе из выходной части 4 завода изготовленные автомобили направляются либо в парк доработки автомобилей, если они имеют те или иные дефекты, для того, чтобы эти дефекты были там устранены, либо на стоянку для новых автомобилей, если они не имеют или уже больше не имеют дефектов. В парке снабжения комплектующими изделиями поставщики разгружают доставленные детали и подсистемы на площадку 7. Выходная часть 4 завода содержит зону 5 контроля качества.
Разгрузочная площадка 7 предпочтительным образом располагается только с одной стороны от сборочного цеха и предпочтительно она располагается со стороны, противоположной выходной части 4 завода, для того, чтобы исключить или, по крайней мере, сократить пересечения или нарушения нормального перемещения на уровне потоков персонала и на уровне потоков автомобилей, перемещающихся по заводу. Автомобили, перемещающиеся по заводу, представляют собой либо изготовленные автомобили, либо автомобили, транспортирующие исходные материалы, детали и подсистемы, предназначенные для снабжения механического цеха, цеха покраски, сборочного цеха и, в случае необходимости, штамповочного цеха.
Сборочный цех также имеет в своем составе зоны 3 вторичной подготовки, на уровне которых собираются некоторые подсистемы перед их подачей в поток FP1 производства на первой сборочной линии. Сборочный цех также имеет в своем составе зоны 6 материально-технического обеспечения производства, которые представляют собой зоны хранения деталей или подсистем, предназначенных для подачи либо в поток производства на первую сборочную линию, либо в зоны 3 вторичной подготовки этой первой сборочной линии.
На первой сборочной линии участок 1 обустройства кузова располагается против участка 2 сборки автомобилей. Участок 1 обустройства кузова и участок 2 сборки автомобилей располагаются друг против друга не непосредственно, поскольку между ними располагается зона 3 вторичной подготовки и зона 6 материально-технического обеспечения производства. Участки 1 и 2 располагаются по одной линии рядом друг с другом и отделены один от другого при помощи зоны 6 материально-технического обеспечения производства и зоны 3 вторичной подготовки. Начиная от выходной части 4 завода, вдоль участка 2 сборки автомобилей располагается прежде всего зона 3 вторичной подготовки, а затем зона 6 материально-технического обеспечения производства. Выходная часть 4 завода находится в продолжении участка 1 обустройства кузова и участка 2 сборки автомобилей.
В соответствии с предпочтительным и выраженным в цифрах примером реализации темп производства здесь составляет 14 автомобилей в час для первой сборочной линии. Совокупность площади, занимаемой на поверхности земли сборочным цехом, составляет примерно 38.000 квадратных метров с точностью порядка 10%.
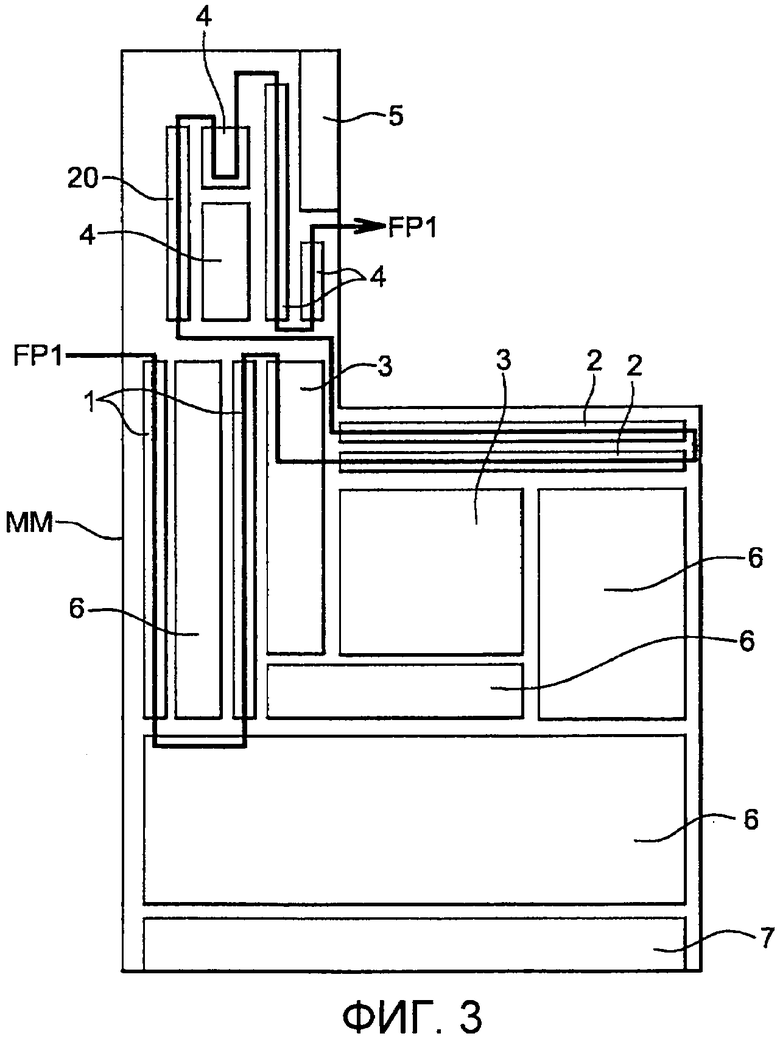
На фиг.3 схематически представлен пример сборочного цеха завода по производству автомобилей, соответствующего фазе 2-1, представленной на фиг.1. На первой сборочной линии участок 2 сборки автомобилей, показанный на фиг.2, был заменен на второй участок 1 обустройства кузова, который располагается непосредственно против первого участка 1 обустройства кузова, причем между двумя этими участками теперь располагается зона 6 материально-технического обеспечения производства. Зоны 3 вторичной подготовки были сгруппированы в угловом секторе, образованном, с одной стороны, участками 1 обустройства кузова, а с другой стороны, участками 2 сборки автомобилей. Зоны 6 материально-технического обеспечения производства, разгрузочная площадка 7 и выходная часть 4 завода показаны здесь в увеличенном виде. Два участка 2 сборки автомобилей были добавлены перпендикулярным образом к участкам 1 обустройства кузова первой сборочной линии и параллельным образом по отношению к участкам второй сборочной линии.
В том же предпочтительным образом выраженном в цифрах примере реализации темп производства здесь становится равным 28 автомобилям в час для первой сборочной линии. При этом общая площадь, занимаемая на поверхности земли сборочным цехом, составляет теперь примерно 65.000 квадратных метров с точностью 10%.
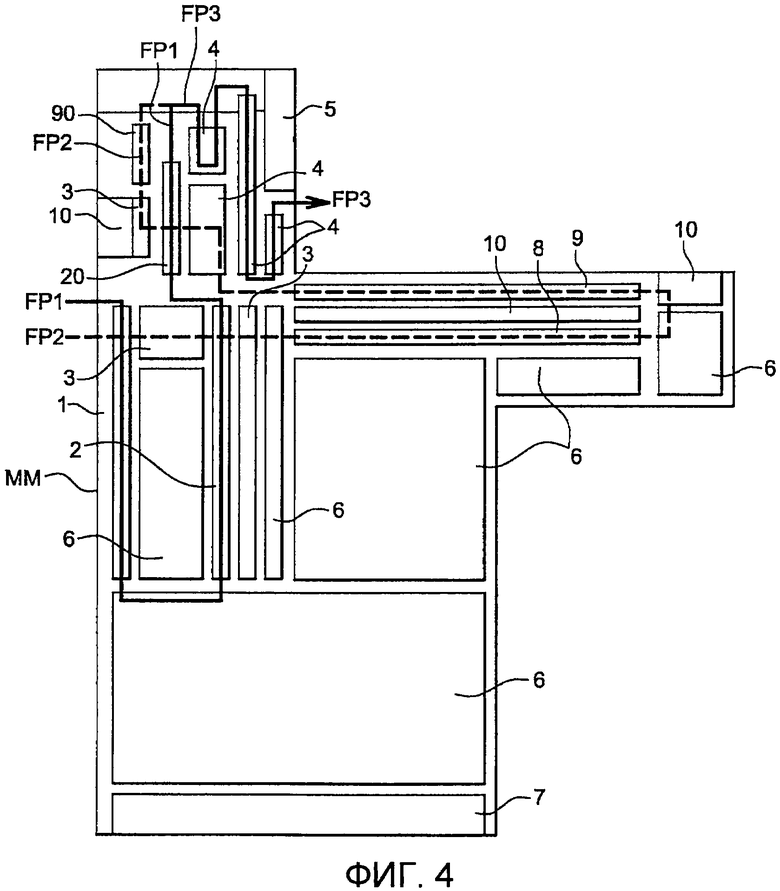
На фиг.4 схематически представлен пример сборочного цеха завода по производству автомобилей, соответствующий фазе 2-2, показанной на фиг.1.
Стрелка FP1 представляет направление потока производства на первой сборочной линии, которое также представляет собой направление движения автомобилей на первой сборочной линии в сборочном цехе. Этапы обустройства кузова реализуются на участке (или на ветви) 1 обустройства кузова. Этапы сборки автомобиля реализуются на участке (или на ветви) 2 сборки автомобилей. Другой, конечный участок 20 сборки автомобилей располагается в выходной части 4 завода.
Стрелка FP2 представляет направление потока производства на второй сборочной линии, которое также представляет направление движения автомобилей на второй сборочной линии в сборочном цехе. Этапы обустройства кузова реализуются на участке (или на ветви) 8 обустройства кузова. Этапы сборки автомобиля реализуются на участке (или на ветви) 9 сборки автомобилей. Другой, конечный участок 90 сборки автомобилей располагается в выходной части 4 завода.
На входе в выходную часть 4 завода два производственных потока FP1 и FP2 соединяются в один конечный производственный поток FP3, который проходит через эту выходную часть 4 завода. В этом едином конечном производственном потоке FP3 движутся как автомобили, поступающие с первой сборочной линии, так и автомобили, поступающие со второй сборочной линии. При этом автомобили, поступающие с двух сборочных линий, поочередно вставляются одни между других для того, чтобы исключить всякую блокировку одной из этих сборочных линий.
На выходе из выходной части 4 завода изготовленные автомобили направляются либо в парк доработки автомобилей, если эти автомобили имеют какие-либо дефекты, для того, чтобы эти дефекты были там устранены, либо на стоянку для новых автомобилей, если эти автомобили не имеют, или уже больше не имеют, дефектов. В парке снабжения комплектующими изделиями поставщики разгружают детали и подсистемы на разгрузочную площадку 7. И выходная часть 4 завода содержит зону 5 контроля качества.
Разгрузочная площадка 7 предпочтительным образом располагается только с одной стороны от сборочного цеха, и предпочтительно она располагается с той его стороны, которая противоположна выходной части 4 завода, для того, чтобы исключить или по крайней мере сократить точки пересечения или нарушения нормального движения на уровне потоков персонала и на уровне потоков автомобилей, перемещающихся по заводу. Автомобили, перемещающиеся по заводу, представляют собой либо изготовленные автомобили, либо автомобили, транспортирующие исходные материалы, детали и подсистемы, предназначенные для снабжения механического цеха, цеха покраски, сборочного цеха и, в случае необходимости, штамповочного цеха.
Сборочный цех также имеет в своем составе зоны 3 вторичной подготовки, на уровне которых собираются некоторые подсистемы перед тем, как они будут поданы в поток FP1 производства на первой сборочной линии, а также зоны 10 вторичной подготовки, на уровне которых собираются некоторые подсистемы перед тем, как они будут поданы в поток FP2 производства на второй сборочной линии. Сборочный цех также имеет в своем составе зоны 6 материально-технического обеспечения производства, которые представляют собой зоны хранения деталей или подсистем, предназначенных для подачи либо в поток производства на одну из сборочных линий, либо в зоны 3 вторичной подготовки первой сборочной линии, либо в зоны 10 вторичной подготовки второй сборочной линии.
На первой сборочной линии участок 1 обустройства кузова располагается против участка 2 сборки автомобилей. Участок 1 обустройства кузова и участок 2 сборки автомобилей располагаются друг против друга, но не непосредственно, поскольку между ними располагается зона 3 вторичной подготовки и зона 6 материально-технического обеспечения производства. Участки 1 и 2 располагаются по одной линии рядом друг с другом и отделены один от другого зоной 6 материально-технического обеспечения производства и зоной 3 вторичной подготовки. Начиная от выходной части 4 завода, вдоль участка 2 сборки автомобилей располагается прежде всего зона 3 вторичной подготовки, а затем зона 6 материально-технического обеспечения производства. Выходная часть 4 завода находится в продолжении участка 1 обустройства кузова и участка 2 сборки автомобилей.
На второй сборочной линии участок 8 обустройства кузова располагается против участка 9 сборки автомобилей. Участок 8 обустройства кузова и участок 9 сборки автомобилей располагаются друг против друга, но не непосредственно, поскольку между ними располагается зона 10 вторичной подготовки. Участки 8 и 9 располагаются на одной линии рядом друг с другом и отделены один от другого зоной 10 вторичной подготовки. Вдоль участка 8 обустройства кузова располагаются зоны 6 материально-технического обеспечения производства.
В соответствии с предпочтительным и выраженным в цифрах примером реализации здесь темп производства составляет 14 автомобилей в час для первой сборочной линии и 14 автомобилей в час для второй сборочной линии. Совокупность площади, занимаемой на поверхности земли сборочным цехом, составляет примерно 76.000 квадратных метров с точностью порядка 10%.
На фиг.5 схематически представлен пример сборочного цеха завода по производству автомобилей, соответствующий фазе 3-1, показанной на фиг.1.
Вторая сборочная линия представляет размеры и темп производства, аналогичные размерам и темпу производства второй сборочной линии, показанной на фиг.4. Участки второй сборочной линии остаются идентичными, так же, как и зоны 10 вторичной подготовки. Только зоны 6 материально-технического обеспечения производства, которые являются общими для двух сборочных линий, оказываются перемещенными и/или расширенными. Эти зоны 6 материально-технического обеспечения производства, которые являются общими в их совокупности, не образуют препятствия для того, чтобы те или иные места этих зон 6 материально-технического обеспечения производства были задействованы скорее в одной либо в другой сборочной линии.
По сравнению с фиг.4, на первой сборочной линии участок 2 сборки автомобилей, показанный на фиг.1, был заменен на второй участок 1 обустройства кузова, который располагается против первого участка 1 обустройства кузова, но не непосредственно, поскольку между ними располагается теперь зона 6 материально-технического обеспечения производства. Зоны 3 вторичной подготовки были сгруппированы в угловом секторе, сформированном, с одной стороны, участками 1 обустройства кузова, а с другой стороны, участками 2 сборки автомобилей. Зоны 6 материально-технического обеспечения производства, разгрузочная площадка 7 и выходная часть завода здесь являются расширенными. Два участка 2 сборки автомобилей были добавлены перпендикулярно по отношению к участку 1 обустройства кузова первой сборочной линии и параллельно по отношению к участкам второй сборочной линии.
В соответствии с предпочтительным и выраженным в цифрах примером реализации здесь темп производства доходит до 28 автомобилей в час для первой сборочной линии, тогда как этот темп производства остается на уровне 14 автомобилей в час для второй сборочной линии. Совокупность площади, занимаемой на поверхности земли сборочным цехом, составляет теперь примерно 95.000 квадратных метров с точностью порядка 10%.
На фиг.6 схематически представлен пример сборочного цеха завода по производству автомобилей, соответствующий фазе 3-2, показанной на фиг.1.
Первая сборочная линия представляет размеры и темп производства, аналогичные размерам и темпу производства первой сборочной линии, показанной на фиг.4. Участки первой сборочной линии остаются идентичными. Зона 3 вторичной подготовки, располагающаяся со стороны участка 20 сборки автомобилей, была смещена для того, чтобы обеспечить расширение зоны 3 вторичной подготовки, которая была расположена между участком 1 обустройства кузова и участком 2 сборки автомобилей первой сборочной линии.
Зоны 6 материально-технического обеспечения производства, которые являются общими для двух сборочных линий, оказываются перемещенными и/или расширенными. Эти зоны 6 материально-технического обеспечения производства, которые являются общими в их совокупности, не образуют препятствия для того, чтобы те или иные места этих зон 6 материально-технического обеспечения производства были задействованы скорее либо в одной либо в другой сборочной линии.
По сравнению с фиг.4, на первой сборочной линии участок 2 сборки автомобилей, показанный на фиг.1, был заменен на второй участок 9 сборки автомобилей, который располагается против первого участка 9 сборки автомобилей, но не непосредственно, поскольку между ними располагается зона 10 вторичной подготовки. Эта зона 10 вторичной подготовки, располагающаяся со стороны участка 90 сборки автомобилей, была смещена для того, чтобы обеспечить возможность расширения зоны 10 вторичной подготовки, которая была расположена в продолжении участка 9 сборки автомобилей второй сборочной линии. Зоны 6 материально-технического обеспечения производства, разгрузочная площадка 7 и выходной конец завода здесь являются расширенными. Два участка 8 обустройства кузова были добавлены, с одной стороны, между участком 1 обустройства кузова и участком 2 сборки автомобилей первой сборочной линии, а с другой стороны, параллельно по отношению к участку 1 обустройства кузова и участку 2 сборки автомобилей первой сборочной линии. Два эти участка 8 обустройства кузова располагаются перпендикулярно по отношению к участкам 9 сборки автомобилей второй сборочной линии. Участки 8 обустройства кузова второй сборочной линии смещены в продольном направлении по отношению к участку 1 обустройства кузова и участку 2 сборки автомобилей первой сборочной линии. Входные части производственных потоков FP1 и FP2 также смещены друг относительно друга.
В соответствии с тем же предпочтительным и выраженным в цифрах примером реализации темп производства здесь доходит до 28 автомобилей в час для второй сборочной линии, тогда как этот темп производства остается на уровне 14 автомобилей в час для первой сборочной линии. Совокупность площади, занятой на поверхности земли сборочным цехом, составляет теперь примерно 95.000 квадратных метров с точностью порядка 10%.
На фиг.7 схематически представлен пример сборочного цеха завода по производству автомобилей, соответствующий фазе 4, показанной на фиг.1.
На первой сборочной линии участок 2 сборки автомобилей, показанный на фиг.6, был заменен на второй участок 1 обустройства кузова, который располагается против первого участка 1 обустройства кузова, но не непосредственно, поскольку между ними располагаются теперь участки 8 обустройства кузова второй сборочной линии. Зоны 3 вторичной подготовки и зоны 10 вторичной подготовки были скорее сгруппированы в угловом секторе, сформированном, с одной стороны, участками 1 обустройства кузова, а с другой стороны, участками 2 сборки автомобилей первой сборочной линии. Зоны 6 материально-технического обеспечения производства, разгрузочная площадка 7 и выходной конец завода здесь являются расширенными. Два участка 2 сборки автомобилей были добавлены перпендикулярно по отношению к участкам 1 обустройства кузова первой сборочной линии и параллельно по отношению к участкам 9 сборки автомобилей второй сборочной линии. Участки 8 обустройства кузова второй сборочной линии смещены в продольном направлении по отношению к участкам 1 обустройства кузова из первой сборочной линии.
В соответствии с тем же предпочтительным и выраженным в цифрах примером реализации темп производства здесь доходит до 28 автомобилей в час для первой сборочной линии, тогда как этот темп производства остается на уровне 28 автомобилей в час для второй сборочной линии. Совокупность площади, занятой на поверхности земли сборочным цехом, составляет теперь примерно 118.000 квадратных метров с точностью порядка 10%.
Для лучшего объяснения предпочтительной конфигурации различных частей сборочного цеха между собой может быть рассмотрена виртуальная Т-образная форма, в которой горизонтальная перекладина будет образована выходной частью завода и участками, располагающимися в продолжение этой выходной части завода, тогда как вертикальная стойка этой Т-образной формы будет образована участками, располагающимися перпендикулярно по отношению к предыдущим участкам. На фиг.2-7 представлено специфическое расположение этой виртуальной Т-образной формы. Однако другие расположения этой виртуальной Т-образной формы на поверхности земли, занимаемой сборочным цехом, также могут быть рассмотрены, если только относительная конфигурация элементов этой виртуальной Т-образной формы будет соблюдена в идентичной или симметричной форме. Говоря другими словами, по отношению к конфигурации, представленной на фиг.2-7, также могут оказаться полезными конфигурации, полученные в результате поворота или в результате соблюдения осевой симметрии.
В более общем смысле и независимо от точно определенных примеров, описанных выше и представленных на фиг.2-7, или в сочетании с упомянутыми примерами различные опционные варианты могут быть представлены самостоятельно или в сочетании друг с другом.
Предпочтительным образом сборочный цех содержит выходную часть завода, предназначенную для осуществления контроля автомобилей на выходе из двух сборочных линий. Предпочтительным образом эта выходная часть завода располагается в продолжении упомянутого или упомянутых участков обустройства кузова первой сборочной линии.
Предпочтительным образом сборочный цех содержит выходную часть завода, предназначенную для осуществления контроля автомобилей на выходе из двух сборочных линий и только одну разгрузочную площадку для поставщиков комплектующих изделий, которыми обеспечивается сборочный цех. Эта разгрузочная площадка располагается с той стороны сборочного цеха, которая противоположна выходной части завода. Может быть предусмотрено наличие нескольких разгрузочных площадок для поставщиков комплектующих изделий, но это создает дополнительные помехи для потоков персонала и автомобилей, перемещающихся по заводу.
Принцип устройства сборочного цеха в соответствии с предлагаемым изобретением состоит в том, чтобы предложить исходную или предшествующую конфигурацию, позволяющую обеспечить возможность последующего существенного расширения этого сборочного цеха при ограниченном уровне разрушений и разумных первоначальных финансовых вложениях, поскольку площадь земельного участка, необходимая для различных рассматриваемых размеров сборочного цеха, не является чрезмерно большой для размеров сборочного цеха, соответствующего небольшому темпу производства автомобилей. Ограниченная степень разрушений означает попытку затрагивать в возможно меньшей степени, или в любом случае не слишком сильно, все то, что касается сборочных линий и капитальных каменных сооружений сборочного цеха. Ограничение степени разрушений проходит также через стремление в возможно меньшей степени затрагивать и нарушать движение потоков персонала и автомобилей в сборочном цехе. После расширения преобразованный сборочный цех, то есть цех, получивший развитие на основе исходного или предшествующего сборочного цеха, приобретая новые особенности, сохраняет особенности упомянутого исходного или предшествующего сборочного цеха, на основе которого он был получен.
Удовлетворительная исходная конфигурация сборочного цеха и удовлетворительное его расширение в процессе перехода от одной фазы к другой позволяет обеспечить возможность расширения сборочного цеха, сохраняя при этом по меньшей мере одну его стену, позволяет сохранить, на уровне каждой фазы, зоны вторичной подготовки, располагающиеся сравнительно близко к местам расположения сборочных линий, в которых должны быть использованы собранные подсистемы, позволяет поддерживать снабжение в выходной части сборочных линий креслами и колесами, которое будет синхронным, позволяет поддерживать движение потоков производства автомобилей и продвижение деталей и подсистем, которые будут относительно отделены друг от друга.
Предпочтительным образом первая сборочная линия содержит только два участка обустройства кузова и содержит только два участка сборки автомобилей.
Предпочтительным образом сборочный цех был расширен на земельном участке на основе предшествующего сборочного цеха, построенного за несколько лет до этого расширения, темп производства автомобилей в котором был несколько меньшим и местоположение которого было сохранено, причем один из упомянутых участков обустройства кузова первой сборочной линии был сохранен из старого сборочного цеха, а другой из этих участков обустройства кузова первой сборочной линии был установлен на месте расположения участка сборки автомобилей из первой сборочной линии этого прежнего сборочного цеха.
Предпочтительным образом сборочный цех был расширен на основе существующего сборочного цеха, построенного за несколько лет до этого расширения, причем темп производства автомобилей здесь был относительно небольшим. Действительно, речь идет о другом сборочном цехе, получившемся в результате расширения исходного или прежнего сборочного цеха, который функционировал в производственном смысле. Таким образом, речь не идет о двух фазах строительства одного и того же сборочного цеха либо в том случае, когда отсутствует всякое производственное функционирование в промежутке между двумя упомянутыми фазами, либо в том случае, когда выполнялись только контрольные проверки или доработка станков или сборочных линий между двумя этими фазами. Сборочный цех был расширен на земельном участке, исходя из его прежнего местоположения, которое было сохранено. Расширение сборочного цеха на земельном участке означает увеличение его площади на данном земельном участке, а не увеличение его площади только путем, например, добавления или заполнения второго этажа. В том случае, когда местоположение сборочного цеха на земельном участке сохраняется, новый сборочный цех, независимо от того, что он становится больше, чем прежний цех, занимает по существу то же местоположение, что и этот прежний цех; говоря другими словами, этот цех был расширен, а не заменен на другой цех большего размера, локализованный иным образом. Сохранение прежнего местоположения позволяет сохранить по меньшей мере часть внутренних технологических установок этого цеха, а также, в случае необходимости, часть внутренних или наружных каменных сооружений данного цеха.
Группа изобретений относится к области транспортного машиностроения. Сборочный цех завода по производству автомобилей имеет в своем составе первую сборочную линию и вторую сборочную линию для второго автомобильного сегмента. Первая сборочная линия содержит участок обустройства кузова и второй участок. Вторая сборочная линия содержит два участка обустройства кузова, располагающиеся один вдоль другого. Один из участков обустройства кузова автомобиля второй сборочной линии расположен вдоль упомянутого участка обустройства кузова первой сборочной линии. Второй участок обустройства кузова второй сборочной линии располагается вдоль второго участка первой сборочной линии. Способ расширения сборочного цеха завода по производству автомобилей включает этап размещения двух участков обустройства кузова автомобиля второй сборочной линии второго автомобильного сегмента в упомянутом пространстве между участками первой сборочной линии таким образом, чтобы упомянутые четыре участка были параллельными между собой. Достигается повышение темпа производства автомобилей. 2 н. и 16 з.п. ф-лы, 7 ил.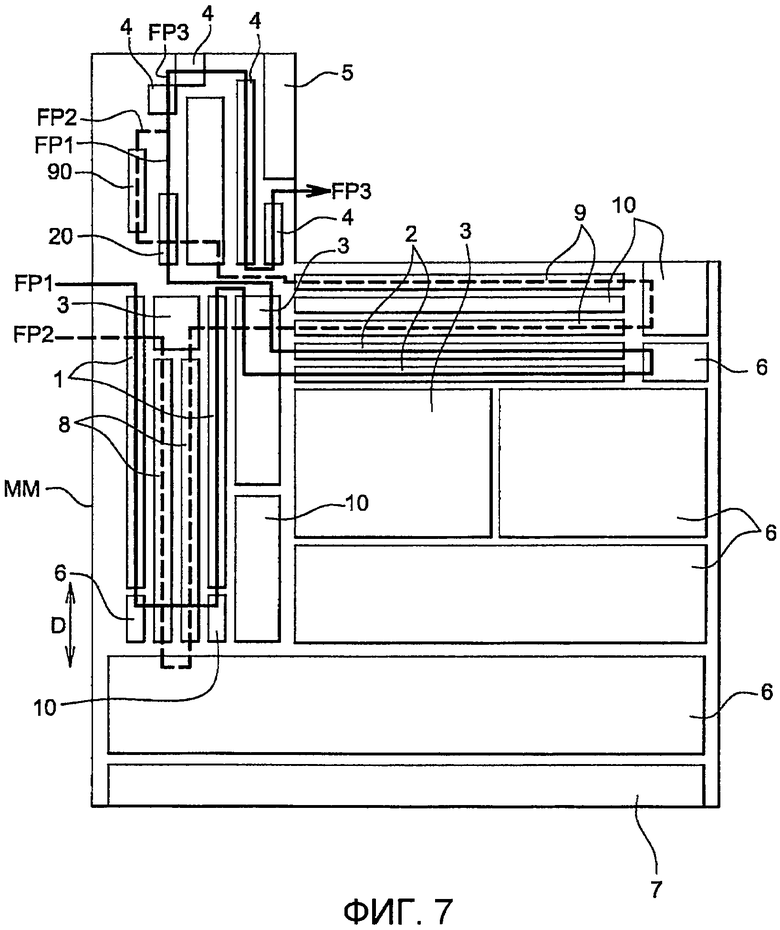
1. Сборочный цех завода по производству автомобилей, имеющий в своем составе:
- первую сборочную линию для первого автомобильного сегмента, содержащую участок (1) обустройства кузова и второй участок;
- вторую сборочную линию для второго автомобильного сегмента, содержащую два участка (8) обустройства кузова, располагающиеся один вдоль другого,
отличающийся тем, что один из упомянутых участков (8) обустройства кузова автомобиля второй сборочной линии расположен вдоль упомянутого участка (1) обустройства кузова первой сборочной линии, причем второй участок (8) обустройства кузова второй сборочной линии располагается вдоль второго участка первой сборочной линии.
2. Сборочный цех по п.1, отличающийся тем, что участок (1) обустройства кузова автомобиля первой сборочной линии располагается в начале этой первой сборочной линии.
3. Сборочный цех по любому из пп.1 и 2, отличающийся тем, что второй участок первой сборочной линии представляет собой участок (2) сборки автомобилей.
4. Сборочный цех по любому из пп.1 и 2, отличающийся тем, что второй участок из первой сборочной линии представляет собой участок (1) обустройства кузова автомобиля.
5. Сборочный цех по п.4, отличающийся тем, что первая сборочная линия содержит также два участка (2) сборки автомобилей, располагающихся перпендикулярно по отношению к двум участкам (1) обустройства кузова автомобиля первой сборочной линии.
6. Сборочный цех по п.1, отличающийся тем, что вторая сборочная линия содержит также два участка (9) сборки автомобилей, располагающихся перпендикулярно по отношению к двум участкам (8) обустройства кузова автомобиля второй сборочной линии.
7. Сборочный цех по п.1, отличающийся тем, что упомянутые участки (8) обустройства кузова автомобиля второй сборочной линии смещены в продольном направлении по отношению к упомянутым участкам первой сборочной линии.
8. Сборочный цех по п.1, отличающийся тем, что входная часть второй сборочной линии располагается в продолжении первого сборочного участка (9) второй сборочной линии.
9. Сборочный цех по п.1, отличающийся тем, что этот сборочный цех содержит также выходную часть (4) завода, предназначенную для контроля автомобилей на выходе из двух сборочных линий.
10. Сборочный цех по п.9, отличающийся тем, что выходная часть (4) завода располагается в продолжении участка или участков (1) обустройства кузова автомобиля первой сборочной линии.
11. Сборочный цех по любому из пп.1 и 2 или 6-10, отличающийся тем, что первая сборочная линия содержит только два участка (1) обустройства кузова автомобиля и содержит только два участка (2) сборки автомобилей.
12. Сборочный цех по любому из пп.1 и 2 или 6-10, отличающийся тем, что этот сборочный цех был расширен на земельном участке на основе предшествующего сборочного цеха, построенного несколькими годами ранее, в котором темп производства автомобилей был меньшим и местоположение которого было сохранено, причем один из упомянутых участков обустройства кузова автомобиля первой сборочной линии был сохранен из упомянутого предшествующего цеха, причем второй из упомянутых участков обустройства кузова автомобиля первой сборочной линии был размещен на месте расположения участка сборки автомобилей из первой сборочной линии предшествующего цеха.
13. Сборочный цех по п.12, отличающийся тем, что этот сборочный цех представляет собой каменное сооружение.
14. Сборочный цех по любому из пп.1 и 2 или 6-10, отличающийся тем, что этот сборочный цех представляет собой каменное сооружение.
15. Сборочный цех по любому из пп.1 и 2 или 6-10, отличающийся тем, что он содержит выходную часть (4) завода, предназначенную для контроля автомобилей на выходе сборочных линий, и одну разгрузочную площадку (7) для поставщиков комплектующих изделий, которая обеспечивает снабжение сборочного цеха, причем упомянутая разгрузочная площадка (7) располагается с той стороны сборочного цеха, которая противоположна выходной части (4) завода.
16. Способ расширения сборочного цеха завода по производству автомобилей таким образом, чтобы получить новый сборочный цех на основе уже существующего несколько лет сборочного цеха, причем упомянутый предшествующий сборочный цех содержит первую сборочную линию для первого автомобильного сегмента, которая содержит два участка (1, 2), располагающиеся напротив друг друга и отделенные друг от друга пространством, отличающийся тем, что этот способ включает этап размещения двух участков (8) обустройства кузова автомобиля второй сборочной линии второго автомобильного сегмента в упомянутом пространстве между участками первой сборочной линии таким образом, чтобы упомянутые четыре участка были параллельными между собой для того, чтобы увеличить темп производства автомобилей на второй сборочной линии.
17. Способ расширения сборочного цеха по п.16, отличающийся тем, что несколько участков добавляются к упомянутым существующим участкам первой сборочной линии, по меньшей мере места расположения которых сохраняются, причем добавленные участки не размещаются ни в продолжении упомянутого или упомянутых сохраненных существующих участков, ни в продолжении упомянутого или упомянутых местоположений сохраненных существующих участков первой сборочной линии, причем местоположение предшествующего сборочного цеха сохраняется.
18. Способ расширения сборочного цеха по любому из пп.16 и 17, отличающийся тем, что по меньшей мере одна стена (ММ) сборочного цеха сохраняется.
| WO 03074348 А1, 12.09.2003 | |||
| ИНДУКТИВНЫЙ ДАТЧИК ПОЛОЖЕНИЯ | 0 |
|
SU357473A1 |
| DE 19514594 С1, 15.05.1996 | |||
| Автоматизированная поточная линия для сборки и сварки кузовов автомобилей | 1986 |
|
SU1609440A3 |

