Настоящая заявка на патент относится к устройству для тиснения фольги, в соответствии с преамбулой пункта 1, и фольге, произведенной посредством данного устройства.
В качестве фольги могут использоваться бумага, или синтетические материалы, или гибридная фольга, где, например, нанесенный распылителем металлический слой заключен между синтетическим и/или бумажным слоями, или же они могут состоять из металла или быть снабжены металлическим слоем. Они могут использоваться для, так называемых, внутренних обшивок, для мундштуков сигарет или для упаковочных коробок или тому подобного. В дальнейшем, для простоты, термин "фольга" будет использоваться в отношении всех типов фольги.
Для тиснения логотипов любого типа на фольге, в соответствии с процессом "пинап-пинап" ("клин-клин"), то есть посредством зубцов, выступающих из периферийной части цилиндра валика для тиснения и также выступающих зубцов на опорном валике, есть, как правило, два способа. В привычном способе логотипы получают путем перемещения или варьирования вовлеченных зубцов на валике для тиснения, тем временем как остальные зубцы служат для сатинирования. В другом воплощении процесса производства зубцы имеются только в тех местах валика для тиснения, где необходимо получить логотип. В оставшихся областях зубцы могут иметься, что служит для приведения в движение валиков и для их устойчивости.
Оба способа схожи тем, что особенно в случае наличия больших областей без зубцов, фольга не подвергается тиснению равномерно по всей ширине, так как давление, применяемое к ней, не одно и то же, когда смыкаются зубцы или же зубцы одного валика обращены к пустым областям на другом валике.
Более того, что касается техники тиснения, существует тенденция в отношении выбора более тонких зубцов и структур. Несмотря на то что интервал между зубцами или шаг, равный 0,3 мм, был общим стандартом, в настоящее время стало обычным использование шага, равного 0,1 мм. Более поздние способы тиснения также позволяют тиснение только в некоторых участках, тем временем как оставшиеся области валика предназначены для того, чтобы фольга оставалась нетисненой.
В добавление к производству логотипов посредством исключения зубцов или обеспечения их наличия лишь в соответствующих участках, или путем так называемого тиснения с обеспечением теневого эффекта, где логотипы получают с помощью модифицированных зубцов, производители постоянно стремятся получить логотипы, имеющие все же другие структуры и/или повышенную яркость.
Следовательно, объектом настоящего изобретения является представление устройства для тиснения, которое позволяет получать логотипы или целую фольгу с более широкой областью дизайнерских возможностей и с существенно повышенной точностью. Такое устройство определено в независимом пункте 1.
В дальнейшем изобретение будет объяснено более детально в отношении чертежей примерных воплощений, при этом все чертежи будут схематичны, а для некоторых из них будут представлены виды в перспективе.
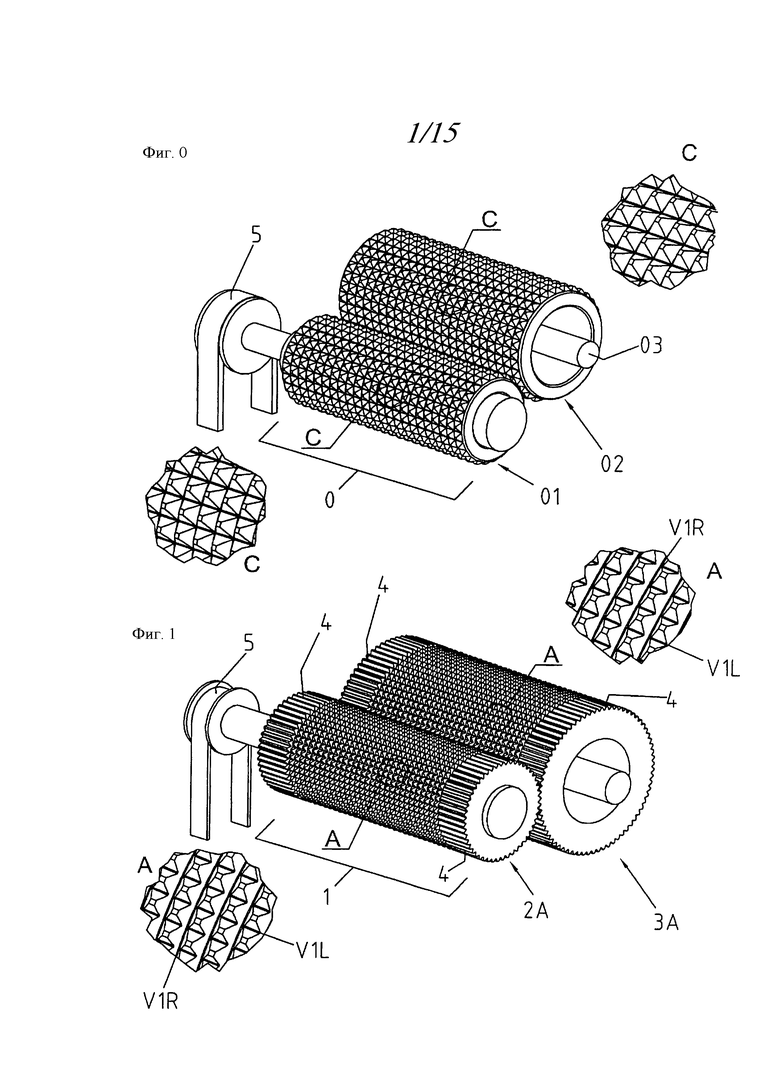
Фигура 0 показывает основные части устройства предшествующего уровня техники с двумя валиками, имеющими зубцы в конфигурации "пинап-пинап",
Фигура 1 показывает первый пример воплощения устройства в соответствии с изобретением с двумя валиками, имеющими зубцы в конфигурации "пинап-пинап",
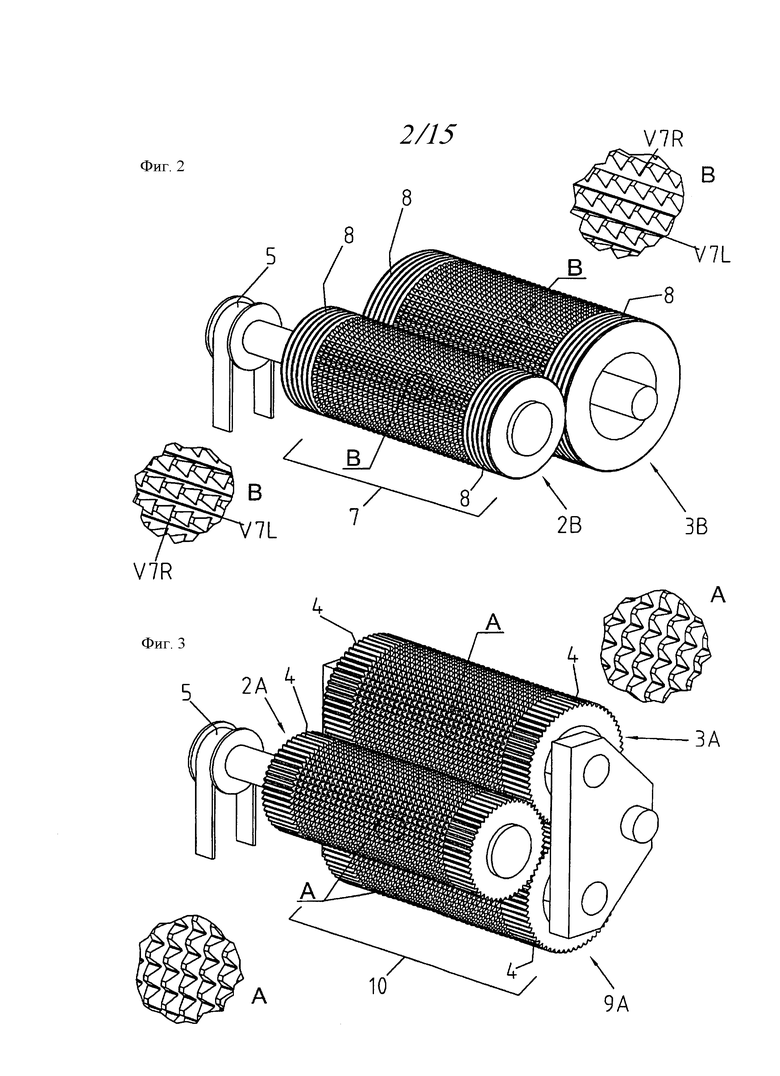
Фигура 2 показывает вариант воплощения устройства по Фигуре 1 с другими зубцами,
Фигура 3 показывает другое воплощение изобретения с тремя валиками,
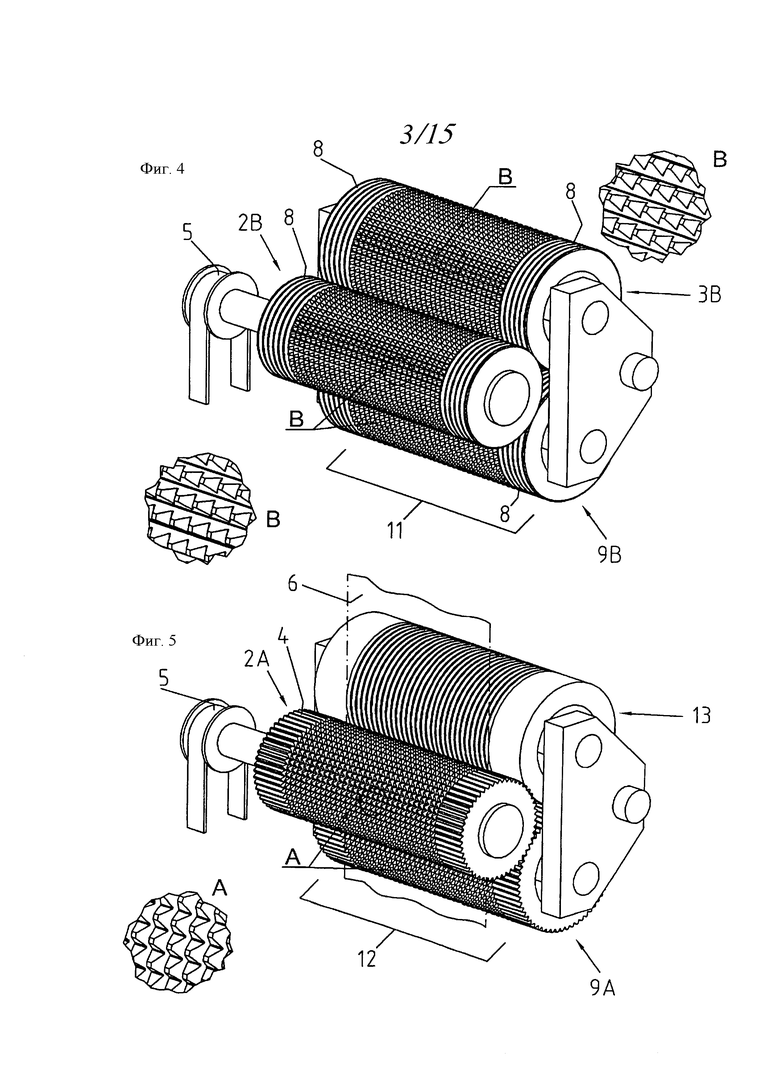
Фигура 4 показывает вариант осуществления устройства по Фигуре 3 с другими зубцами,
Фигура 5 показывает другой вариант осуществления устройства по Фигуре 3 с внутренними центрирующими кольцами,
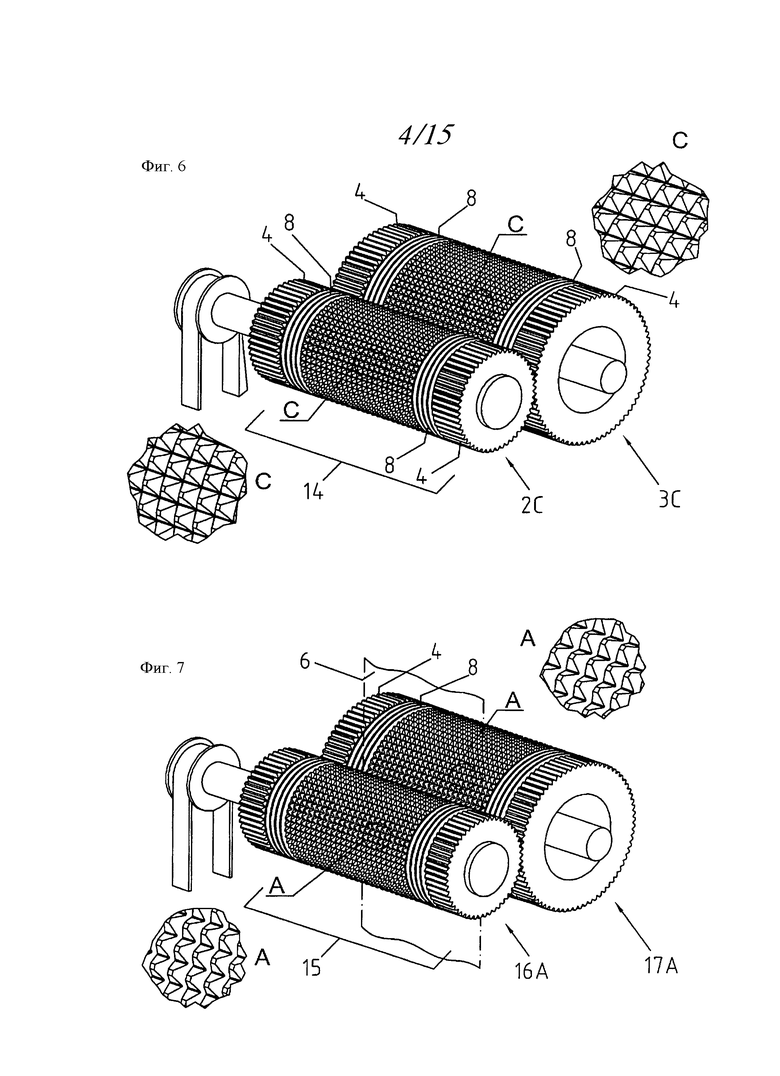
Фигура 6 показывает другой пример осуществления устройства по изобретению в соответствии с Фигурой 1 с другими зубцами,
Фигура 7 показывает вариант примера Фигуры 6 с другими зубцами,
Фигура 8 показывает вариант примера Фигуры 6 с другими зубцами,
Фигура 9 показывает вариант примера Фигуры 6 с другими центрирующими элементами,
Фигура 10 показывает другой вариант устройства по Фигуре 1,
Фигура 11 показывает другой вариант по Фигуре 1 с другим расположением зубцов,
Фигура 12 показывает вариант воплощения Фигуры 11,
Фигура 13 показывает другой пример осуществления с зубцами в конфигурации "пинап-пиндаун",
Фигура 14 показывает вариант осуществления устройства по Фигуре 13,
Фигура 15 показывает вариант осуществления устройства по Фигуре 7,
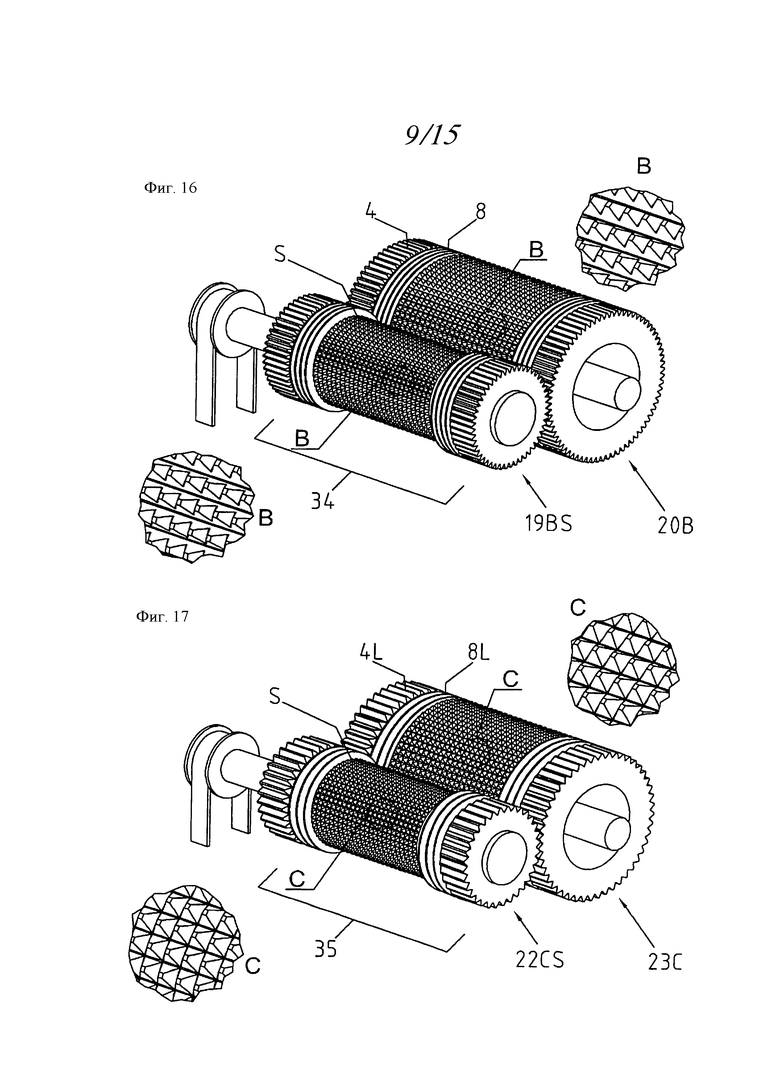
Фигура 16 показывает вариант осуществления устройства по Фигуре 4,
Фигура 17 показывает вариант осуществления устройства по Фигуре 9,
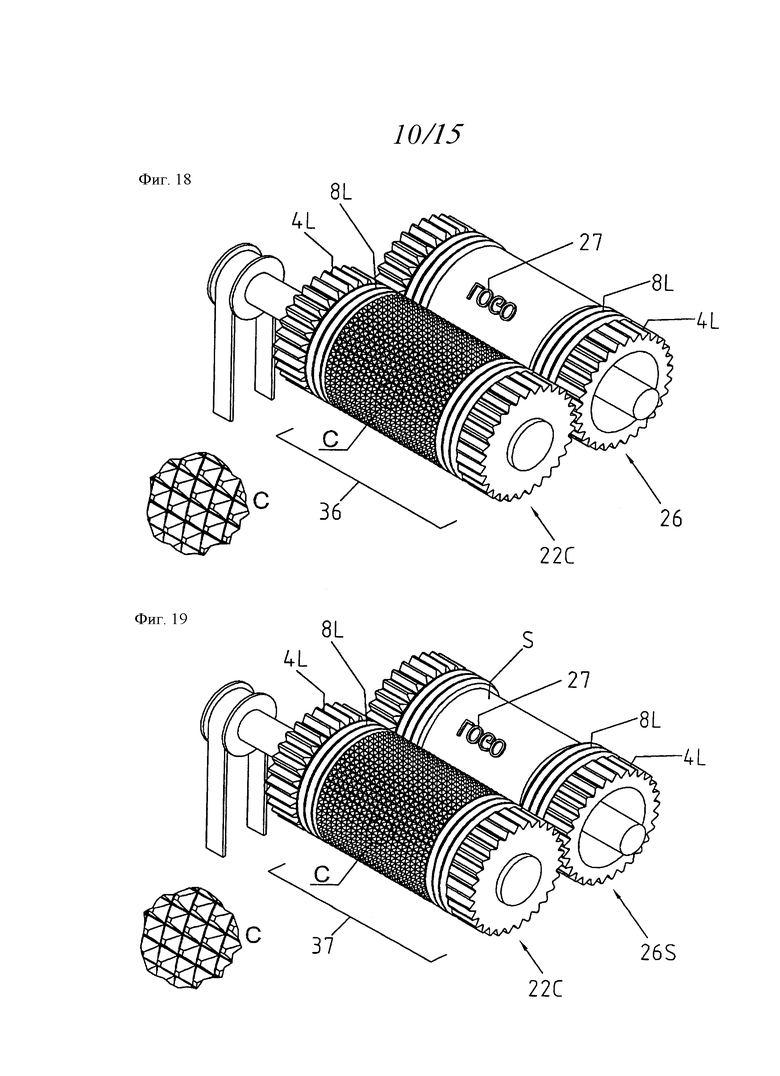
Фигуры 18, 19 показывают другие два примера осуществления изобретения - устройства с геометрическим зацеплением.
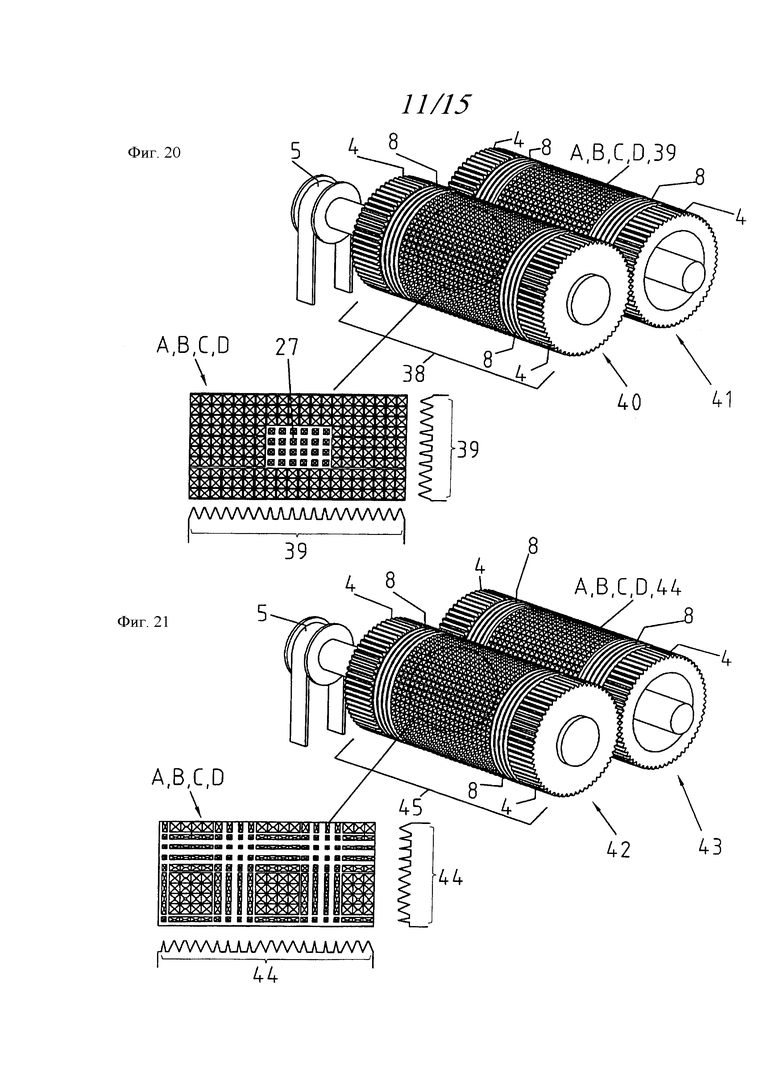
Фигура 20 показывает устройство с двумя валиками с зубцами для получения более высокого удельного давления тиснения в качестве другого примера осуществления изобретения,
Фигура 21 показывает вариант осуществления устройства по Фигуре 20 с другими зубцами,
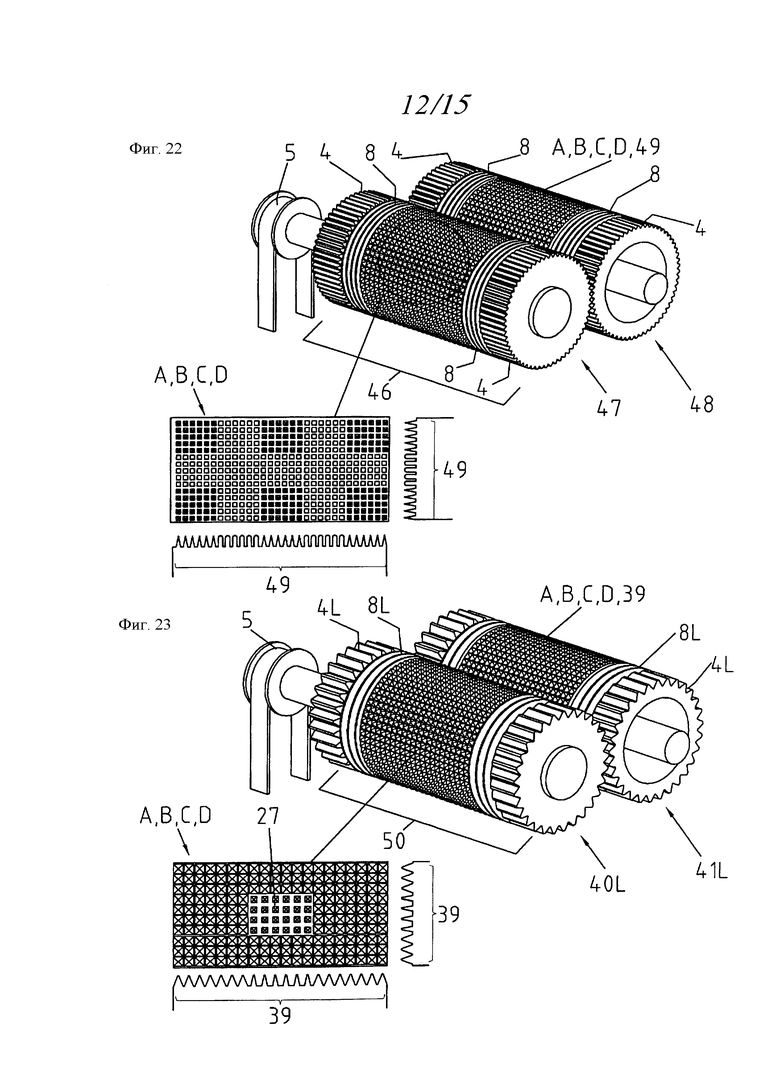
Фигура 22 показывает вариант осуществления устройства по Фигуре 17 с другими зубцами,
Фигуры 23-25, каждая из фигур, показывают вариант осуществления устройства по Фигурам 20-22, и
Фигуры 26-29 показывают варианты осуществления по Фигурам 6-9 относительно центрирующих элементов.
Новые структуры или в области логотипа, или распределенные по всей поверхности фольги, получают путем изменения удельного давления тиснения, то есть путем изменения вершин зубцов, используемых в процессе тиснения, в то время как общее число зубцов остается неизменным. Увеличение удельного давления преимущественно, но не единственно, получают путем уменьшения площади поверхности вершин зубцов, используемых в процессе тиснения. Следовательно, увеличенная площадь поверхности вершин зубцов имеет результатом снижение удельного давления тиснения.
Если количество зубцов остается неизменным, изменение удельного давления тиснения может достигаться путем изменения площадей поверхности вершин зубцов, используемых в процессе тиснения. Это значит, что шаг, то есть периодичность зубцов, одинаков для всех зубцов в аксиальном и периферическом направлениях соответственно. В качестве альтернативы, для увеличения удельного давления тиснения, возможно локальное увеличение высоты зубцов.
Такие наиболее точные и индивидуальные структуры зубцов более не могут получаться с помощью предыдущего уровня техники, например, в соответствии с патентом US-6176819, принадлежащим заявителю настоящего изобретения, в котором опорный валик(и) может (могут) в некоторой степени отклоняться во всех трех координатных направлениях, и соответствующие устройства и блоки тиснения, соответственно, описаны в дальнейшем.
Это применимо также в отношении устройства в соответствии с заявкой US 2009/05001, принадлежащей тому же заявителю, или заявкой US 2008/116610, также того же заявителя.
Тиснение упаковок для упаковывания нескольких сигарет, например 20 штук, посредством валиков для тиснения в так называемой "пинап-пинап" конфигурации известно из большого числа патентов и заявок на патент, например из US-5007271, US-6176819 или US-7036347. В данном случае, по определению, зубцы выступают из основного цилиндра, определяемого плоскостью, образуемой впадинами между зубцами.
Блоки тиснения предыдущего уровня техники схожи тем, что они включают, по меньшей мере, одну пару валиков, в которой первый валик приводится в движение приводом 5, например, посредством ремня от установки или отдельным двигателем, и этот приведенный в движение валик приводит в движение опорный валик (и) с помощью своих зубцов посредством фольги, проходящей между ними.
В этих устройствах металлизированная поверхность фольги сатинируется, то есть снабжается очень большим количеством маленьких выемок, которые производят размытое отражение падающего света. Путем опускания или варьирования зубцов создается логотип или как часть нетисненой, блестящей поверхности фольги, или как части тисненой поверхности фольги, производящие различные оптические эффекты в зависимости от падения света.
Кроме того, патенты US-7147453 или EP-2027994 A2 заявителя настоящего изобретения раскрывают блок тиснения, который состоит из трех валиков, и где, в случае если все три валика оснащены зубцами, валик, приводимый в движение, приводит в движение два опорных валика, или же валики соединены друг с другом синхронизирующими устройствами.
По существу, два способа для тиснения логотипов известны в науке, при этом термин "логотип" охватывает все виды знаков, слов, декоративных или укрепляющих элементов. С одной стороны, тиснение логотипов в окружении, определяемое как сатинирование и состоящее из регулярно расположенных очень маленьких выемок и при котором в случае удаления или модификации зубцов образуется или нетисненая поверхность фольги, или получается измененная поверхность в соответствующих местах, чей вид меняется в зависимости от условий освещения, это называется негативным тиснением логотипов.
С другой стороны, логотип могут тиснить посредством зубцов, расположенных в плоской области, не имеющей зубцов, и это называется позитивным тиснением логотипов.
Ниже будут показаны различные типы зубцов от A до D, которые, однако, не являются ограничивающими, а представляют большое количество типов зубцов. Стороны зубцов типов A, B и C установлены перпендикулярно по отношению к оси валика, несмотря на то, что стороны зубцов типа D включают угол с продольной осью, равной 45° в иллюстрированных примерах.
Фигура 0 показывает блок тиснения 0 прототипа, который успешно использовался для тиснения внутренних обшивок зубцами типа С в так называемой "клин-клин" конфигурации, как это, например, описано патентах US-6176819, где два валика 01 и 02 имеют одинаковые зубцы C, выступающие из поверхности, и где один зубец одного валика входит в контакт между четырех зубцов других валиков, посредством чего достигается самосинхронизация. Первый валик 01 приводится в движение схематично изображенным приводом 5, в качестве привода может использоваться двигатель. Зубцы С являются пирамидальными с правильной горизонтальной проекцией и правильно расположены, и имеют здесь шаг 0,3 мм. Самосинхронизация требует того, чтобы опорный валик 02 имел ось 03, которая подвижна в трех координатных направлениях.
Как объяснено выше, такое устройство с самосинхронизирующимся зубчатым расположением достигает своих пределов, когда удельное давление тиснения подлежит локальному изменению в индивидуальных зубцах или группах зубцов среди правильно расположенных зубцов, имеющих различные формы зубца с малой или большой площадями эффективной поверхности, причем удельное давление, оказываемое на фольгу, меняется локально для получения на ней различных изображений. В дальнейшем предполагается тиснение логотипов с различными удельными давлениями тиснения на больших областях всей поверхности фольги.
Также возникает проблема, применимо к опорным валикам, подвижным в трех координатных направлениях, когда шаг снижается до, например, 0,10 мм или когда требуется получение точно структурированных логотипов, которые, к тому же, располагаются в среде без зубцов. Однако не только структуры уменьшаются в размерах, но также сильно увеличивается частота вращения валиков. Если, например, валик, имеющий окружность, равную 250, и зубцы, имеющие шаг, равный 0,4 мм, работает со скоростью вращения 200 м/мин, время взаимодействия зубцов равно 30 мс. Если скорость увеличивают до 1000 об/мин, а шаг уменьшают до 0,2 мм, следует время взаимодействия, равное 3 мс, что может стать критичным. Все эти проблемы можно решить путем центрирования валиков и аксиально, и радиально.
Аксиально центрирующиеся элементы включают центрирующие кольца, которые входят в контакт или во впадинах между соответствующими кольцами на другом валике, или во впадинах между зубцами на другом валике. Для периферического центрирования предусматриваются взаимозамыкающиеся вершины зубцов, что, кроме того, предоставляет улучшенную передачу силы. Эти центрирующие элементы очень точно механизированы, точность центрирующих устройств меньше чем 20 µм в аксиальном направлении (центрирующие кольца) над всей длиной валика, равной, например, 250 мм, и обычно меньше чем 5 µм, предпочтительно меньше чем 2 µм, в периферийном направлении (вершины зубцов) над окружностью, равной 70 мм. Для валиков различных размеров эти требования в отношении точности варьируются соответственно.
Следующие чертежи показывают различные воплощения изобретения в качестве примеров.
Согласно Фигуре 1 блок тиснения 1 использует два валика для тиснения полоски фольги 6. на Фигуре 1 валик 2A, приводимый в движение приводом 5, и опорный валик 3A включают лишь зубцы типа A. Один из валиков или оба валика включают область логотипа 27 или зубчатость 44, 49 для повышения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
Зубцы типа A являются пирамидальными с прямоугольной горизонтальной проекцией и перпендикулярно расположены по отношению к оси валика, причем их осевое протяжение в аксиальном направлении меньше, чем в периферическом направлении, а впадины V1R, измеренные от вершин зубцов, глубже в периферическом направлении, чем впадины V1L в аксиальном направлении. Таким образом, достигается аксиальное центрирование двух валиков.
Для достижения периферийного центрирования и обеспечения требуемой передачи силы от приведенного в движение валика опорному валику оба валика, 2A и 3A, обеспечиваются вершинами зубцов 4, которые располагаются снаружи полотна фольги и, соответственно, не используются для тиснения.
Блок тиснения 7 по Фигуре 2 имеет два валика, 2B и 3B, снабженных пирамидальными зубцами типа B, которые имеют прямоугольную горизонтальную проекцию, а их осевое протяжение в аксиальном направлении больше, чем в периферическом направлении, а впадины V1L в аксиальном направлении глубже, чем впадины V7R в периферическом направлении. Таким образом, и периферическое центрирование, и требуемая передача силы могут быть достаточными. Один из валиков или оба валика имеют область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
Для достижения аксиального центрирования центрирующие кольца 8 располагаются на обеих сторонах обоих валиков снаружи фольги, причем валики располагаются так, что каждое из центрирующих колец одного валика захватывается между двумя соответствующими центрирующими кольцами другого валика.
Блок тиснения 10, в соответствии с Фигурой 3, имеет три валика, 2A, 3A, 9A, снабженных зубцами типа A и, как и блок тиснения 1, вершинами зубцов 4, приведенный в движение валик 2A приводит в движение другие два валика. Один, два или все три валика могут иметь область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
Блок тиснения 11 по Фигуре 4 также включает три валика, 2B, 3B, 9B, снабженных зубцами типа B и, аналогично блоку тиснения 7 по Фигуре 2, центрирующими кольцами 8, причем один, два или все три валика имеют область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
Блок тиснения 12, в соответствии с Фигурой 5, включает два валика 2A и 9A, как показано на Фигуре 3, и центрирующий валик 13, который снабжен только лишь центрирующими кольцами 8, причем валики 2A и/или 9A имеют область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
Блок тиснения 14, в соответствии с Фигурой 6, включает два валика, 2C и 3C, по аналогии с Фигурой 2, однако с зубцами типа C и, таким образом, с вершинами зубцов 4 и центрирующими кольцами 8. также валики 2C и/или 3C имеют область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
В соответствии с Фигурой 7 блок тиснения 15 включает два валика, 16A и 17A, с зубцами типа A, которые снабжены вершинами зубцов 4 и центрирующими кольцами 8. Также валики 16A и/или 17A имеют область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25. На Фигуре 7 изображен рулон фольги.
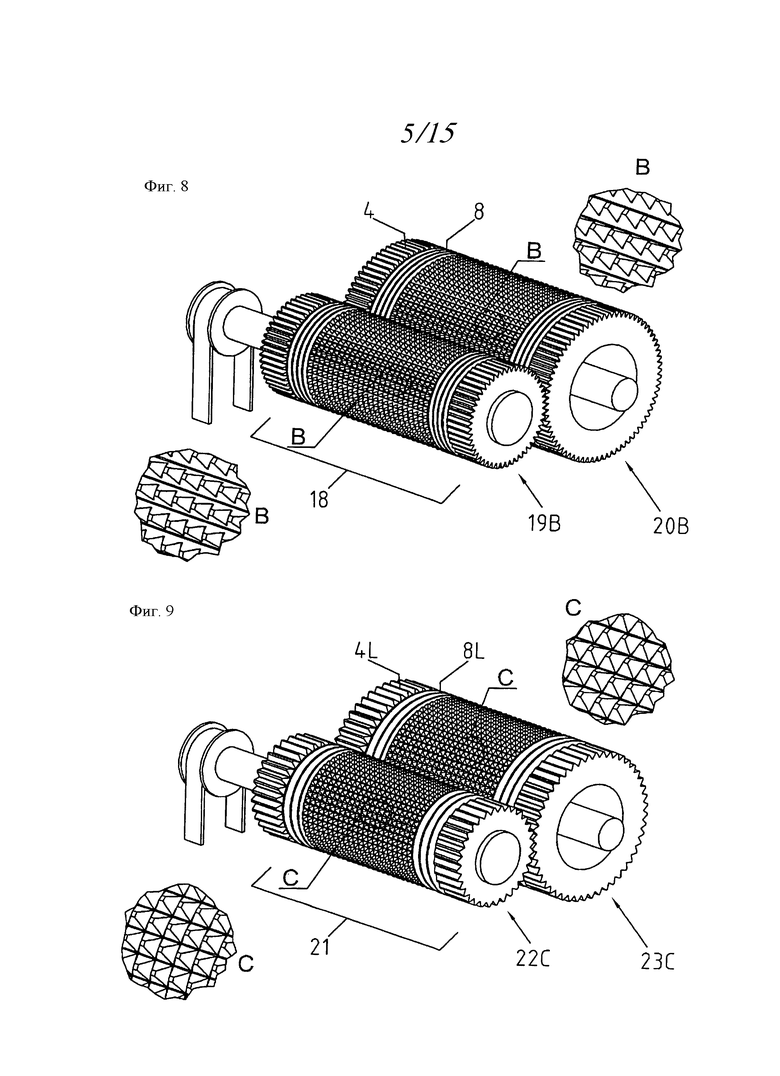
В соответствии с Фигурой 8 блок тиснения 18 включает два валика, 19B и 20B, с зубцами типа B, снабженными вершинами зубцов 4 и центрирующими кольцами 8. Также валики 19 В и/или 20 В имеют область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
В соответствии с Фигурой 9 блок тиснения 21 включает два валика, 22C и 23C, с зубцами типа C, снабженными вершинами зубцов 4 и центрирующими кольцами 8. В данном примере вершины зубцов 8L имеют более крупные зубцы, а центрирующие кольца имеют больший шаг, чем вершины зубцов 4 и центрирующие кольца 8 соответственно. Также валики 22C и/или 23C имеют область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
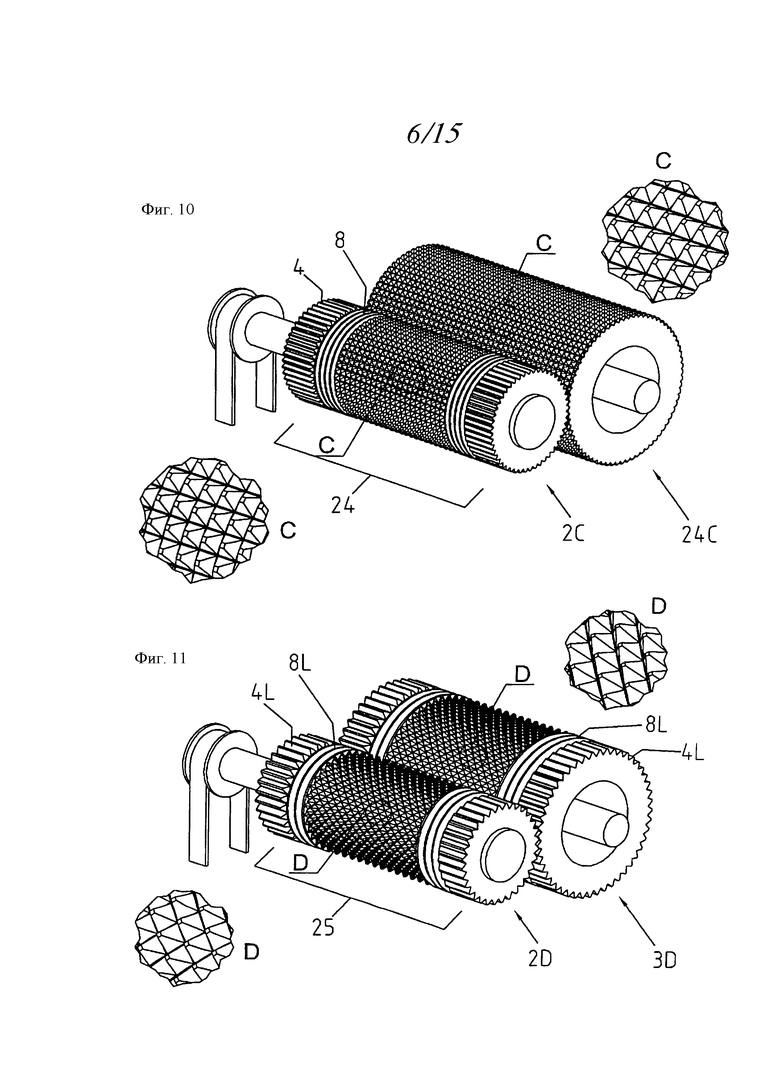
Блок тиснения 24 по Фигуре 10 включает валик 2C и валик 24C, у которого есть только зубцы типа C и нет ни вершин зубцов, ни центрирующих колец. Также валики 2C и/или 24C имеют область логотипа 27 или зубчатость 44, 49 для увеличения удельного давления тиснения, как показано и описано со ссылкой на Фигуры 20-25.
Блок тиснения 25, в соответствии с Фигурой 11, включает ведомый валик 2D и опорный валик 3D с зубцами типа D. Как показывается на крупном плане, стороны пирамидальных зубцов наклонены к оси валика под углом, равным 45 градусам в данном случае. Зубцы D и их расположение, как и расположение центрирующих элементов 4L, 8L, одинаково на обоих валиках.
Также валики 2C и/или 24C могут иметь область логотипа 27 или зубцы 44, 49 для увеличения удельного давления при тиснении, как показано и описано со ссылкой на фигуры с 20 по 25.
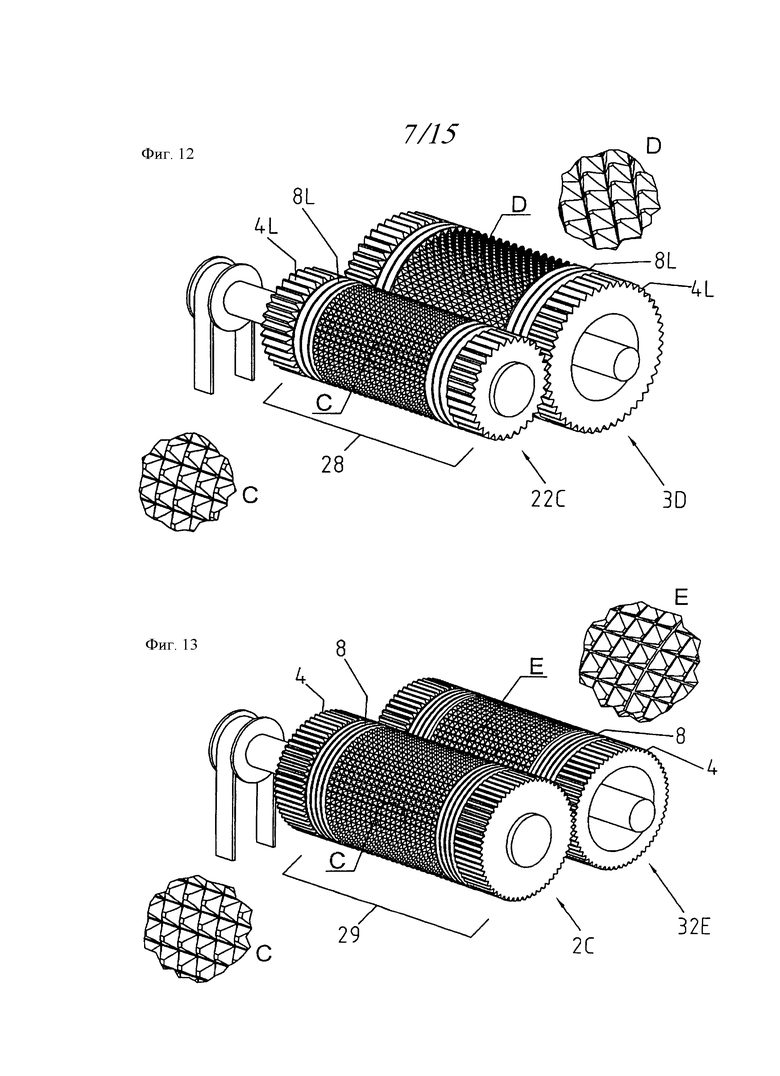
На Фиг. 12 показана секция тиснения 28, включает в себя комбинацию валика 22C на Фиг. 9 и валика 3B на Фиг. 11, т.е. с пирамидальными зубцами, расположенными перпендикулярно оси валика на валике 22C и под углом к нему на другом валике 3D. Оба валика имеют укрупненный центрирующий элемент 4L и 8L, и один или оба валика имеют область логотипа 27 или зубцы 44 и 49 для увеличения удельного давления при тиснении, как показано и описано со ссылкой на фигуры с 20 по 25.
В соответствии с Фиг. 13 и 14 секции 29 и 30 отображают так называемую пинап-пиндаун конфигурацию. Секция тиснения 29 включает в себя приводной валик 2С с выступающими зубцами типа C и валик 32E с выемками E, соответствующими зубцам C, смотри увеличенный вид. Такая секции, как пинап-пиндаун, требует точной синхронизации валиков, которая обеспечивается за счет головок зубца 4 и центрирующих колец 8. Валик для тиснения 2С имеет область логотипа 27 или зубцы 44, 49, как описано со ссылкой на фигуры с 20 по 25.
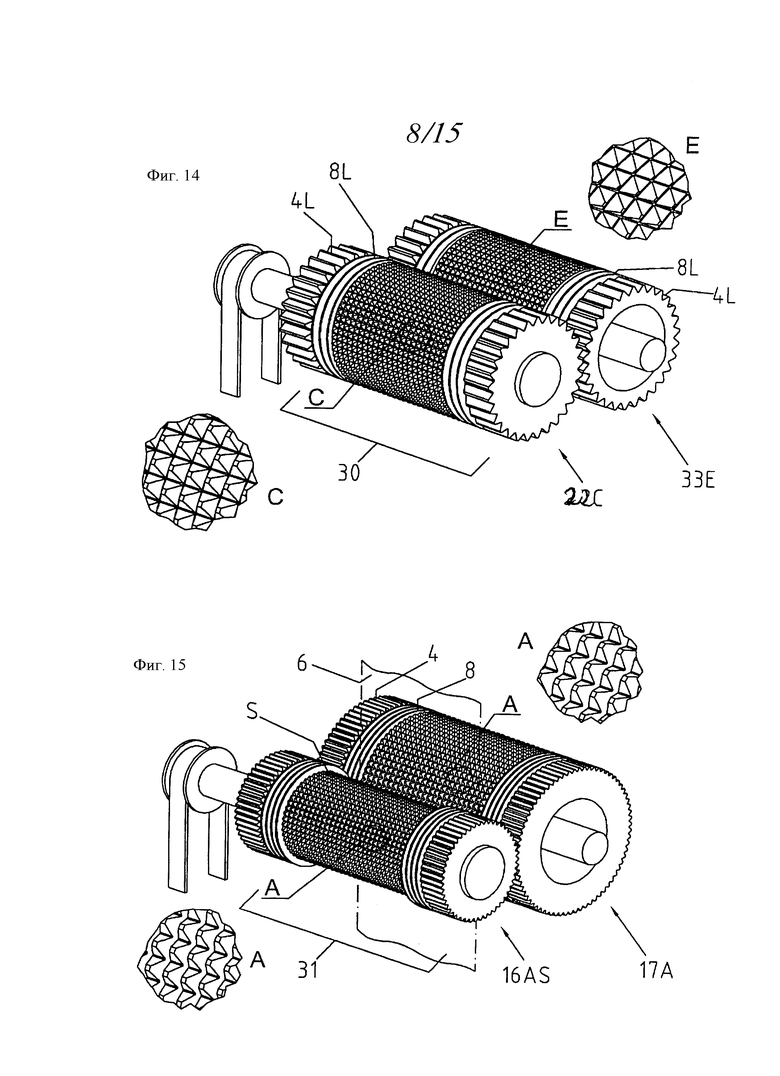
Секция тиснения 30 на Фиг. 14 является вариантом секции тиснения 29, включающей в себя валик 22C и опорный валик 33E, оба с укрупненными головками зубца 4L и центрирующими кольцами 8L.
В устройствах тиснения в соответствии с фигурами с 1 по 14 центрирующие элементы первоначально служат в качестве элементов предварительного центрирования до того момента, когда вводится фольга для тиснения. В этом случае различаются два этапа:
a) валики регулируются таким образом, между валиками сохраняется зазор от 0,5 мм до нескольких мм, что обеспечивает удобную нарезку фольги, и
b) уменьшается расстояние валиков друг от друга, в основном пневматическим способом, до тех пор пока не установится правильное давление тиснения, которое зависит от различных факторов.
Сцепленные центрирующие элементы также предотвращают соприкосновение пирамидных верхушек в случае разрыва фольги. Данный эффект может быть увеличен за счет снижения поверхностей зубца на количество S на порядок толщины фольги. Отпечаток распространяется по всей длине, что немного превышает ширину фольги. В результате чего диаметр валика уменьшается на S=с 0,02 до 0,2 мм в соответствующих местах. Кроме того, такой отпечаток S обеспечивают бесперебойное тиснение по всей ширине фольги. Отпечаток S может иметься на одном валике, в основном на валике для тиснения, или располагаться на двух или трех валиках.
Фиг. с 15 по 17 отображают различные варианты выполнения отпечатка S. Согласно Фиг. 15 отпечаток S предусмотрен на приводном валике 16AS секции тиснения 31. Фиг. 16 отображает секцию тиснения 34 с системой тройного валика по аналогии с системой на Фиг.4, и очевидно, что отпечаток S состоит из двух отпечатков S′, которые совместно образуют отпечаток S для пар 19BS′, 20BS′ или 19BS′, 9BS′ соответственно.
Фиг. 17 отображает секцию тиснения 35 с валиками 22CS′′ и 23CS′′ по аналогии с секцией тиснения на Фиг.9 с соответствующими отпечатками S′′, S′′′, которые совместно образуют отпечаток S. Частичные отпечатки могут быть идентичны или принимать различные значения. Валики согласно фигурам с 15 по 17 также имеют области логотипа 27 или зубцы 44, 49 либо на одном, либо на двух или трех валиках. Валики имеют центрирующие элементы 4, 4L; 8, 8L.
В процессе сатинирования с одновременным негативным тиснением логотипа на внутренних оболочках металлизированная поверхность фольги подвергается тиснению. В большинстве случаев только приводной валик имеет логотипы, в то время как опорный валик(и) имеет только зубцы. При использовании областей логотипа с зубцами для получения изменяющегося удельного давления только один валик, приводной, или два или все валики могут иметь ту же область логотипа или специальное расположение зубцов.
Для тиснения неметаллизированной фольги, тем не менее, более выгодно снабжать логотипом только один из неприводных валиков для тиснения для получения необходимых выпуклых логотипов. В связи с этим секции тиснения 36 и 37 на Фиг. 18 и 19 включают в себя валики 22C и валик 26 или 26S соответственно, оба валика имеют укрупненные головки зубца 4L и центрирующие кольца 8L. Эти секции тиснения предназначены для успешного тиснения фольги, приводные валики 22C и т.д. в данном примере имеют зубцы только типа C, а валики для тиснения 26 и 26S имеют только области тиснения 27, образующие слово LOGO. Здесь центрирующие элементы 4L, 8L также предотвращают раскачивание валиков в тех областях, где отсутствуют зубцы.
В секции тиснения 37 согласно Фиг. 19 отпечаток S полностью располагается на валике для тиснения 26S. В частности, для валиков с относительно небольшим количеством зубцов, которые образуют логотип предпочтительно, чтобы центрирующие элементы не только центрировали валики, но еще и предотвращали раскачивание последних.
Техника тиснения маленьких зубцов или возвышенностей в конкретных областях в комбинации пинап-пинап согласно Фиг. 18 и 19 также делает возможным использование относительно тонкой оберточной фольги для упаковки коробок для высококачественных продуктов, таких как электронные изделия или часы, или сигаретных упаковок, дорогих лекарственных средств или продуктов питания, таких как сыр или шоколад, с или без логотипов в непрерывном процессе, которые имеют зоны усиления на критических участках, т.е. на кромках, где существует риск разрыва фольги.
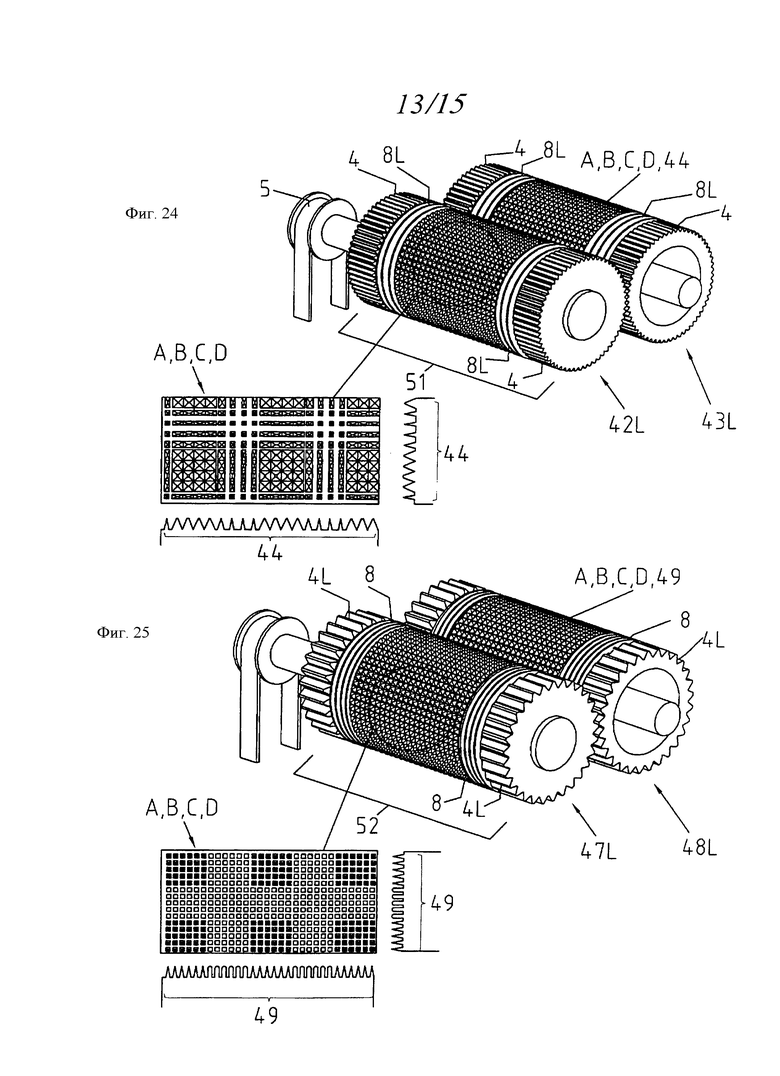
На фигурах с 20 по 25 схематически изображен принцип тиснения с переменным давлением. Фигуры с 23 по 25 соответствуют фигурам с 20 по 22, но выполнены с другими центрирующими элементами. На Фиг. 23 изображены укрупненные, но не менее точные центрирующие элементы 4L и 8L обоих типов, на Фиг. 24 показаны укрупненные центрирующие кольца 8L, а на Фиг. 25 - укрупненные головки зубцов 4L.
Согласно фигурам с 20 по 23 при наличии области зубцов с или без логотипа в предшествующем уровне техники имеется область логотипа 27, которая также может содержать несколько частей. Два валика 40 и 41 секции тиснения 38 или валики 40L и 41L секции тиснения 50 содержат головки зубцов 4 и 4L соответственно, а также центрирующие кольца 8 и 8L соответственно. Валики могут иметь зубцы типов с A до D или другие пирамидальные или конические зубцы. Кроме того, опорный валик 41 и 41L может иметь область логотипа 27 и валик для тиснения 40, 40L с отпечатком S.
Область логотипа 27 на валике 40, 40L секции тиснения 38, 50 имеет зубцы 39, которые содержат более острый угол, нежели другие зубцы как в аксиальном, так и в круговом направлениях и, тем самым, образовывая более широкую вмятину, так как они имеют тот же самый размер, как и другие зубцы. Более острый угол образует более узкую верхушку зубца и приводит к увеличенному удельному давлению тиснения в области тиснения.
Фиг. 21, 24, и 22, 25 схематически отображают дополнение к предыдущей технике тиснения для упаковочной фольги, в частности, по сравнению с расположением областей логотипов с переменным удельным давлением тиснения в сатинизированной среде с или без логотипов предыдущего уровня техники - специальные логотипы, которые могут иметь очень маленькие области, предусмотренные по всей ширине фольги, вырабатывающие переменное удельное давление тиснения на фольге.
Фиг. 21 и 24 отображают два валика 42, 42L и 43, 43L секций тиснения 45, 51, среди которых, по меньшей мере, один валик 42, 42L имеет расположение зубцов 44, в которых зубцы включают в себя различные углы как в аксиальном, так и в круговом направлениях, и, тем самым, вмятины различной ширины между ними, но все из них имеют один и тот же размер в аксиальном или круговом направлениях соответственно.
Различные углы приводят к изменяющемуся удельному давлению тиснения в области тиснения. Острые углы вырабатывают повышенное удельное давление, а тупые углы - пониженное. Опорный валик 43, 43 L может иметь зубцы типа A, B, C, D с или без области зубцов 44 и с или без логотипов предыдущего уровня техники. Валики 42L и 43L имеют правильные головки зубцов 4 и укрупненные центрирующие кольца 8L. Валики 42, 42L могут иметь отпечаток S.
Фиг. 22 и 25 являются вариантами выполнения Фиг. 21 и 24 соответственно, где область расположения зубцов 49 на валике 47, 47L и/или 48, 48L секций тиснения 46, 52 также включает в себя такие типы зубцов, чьи верхушки также могут иметь закругленную форму, в таких случаях удельное давление тиснения понижается. Также здесь шаг зубцов 49 в круговом и аксиальном направлении, соответственно, такой же. Валики 47L и 48L имеют головки зубцов 8 и укрупненные центрирующие кольца 4L. Кроме того, валики для тиснения 47, 47L могут иметь отпечаток S.
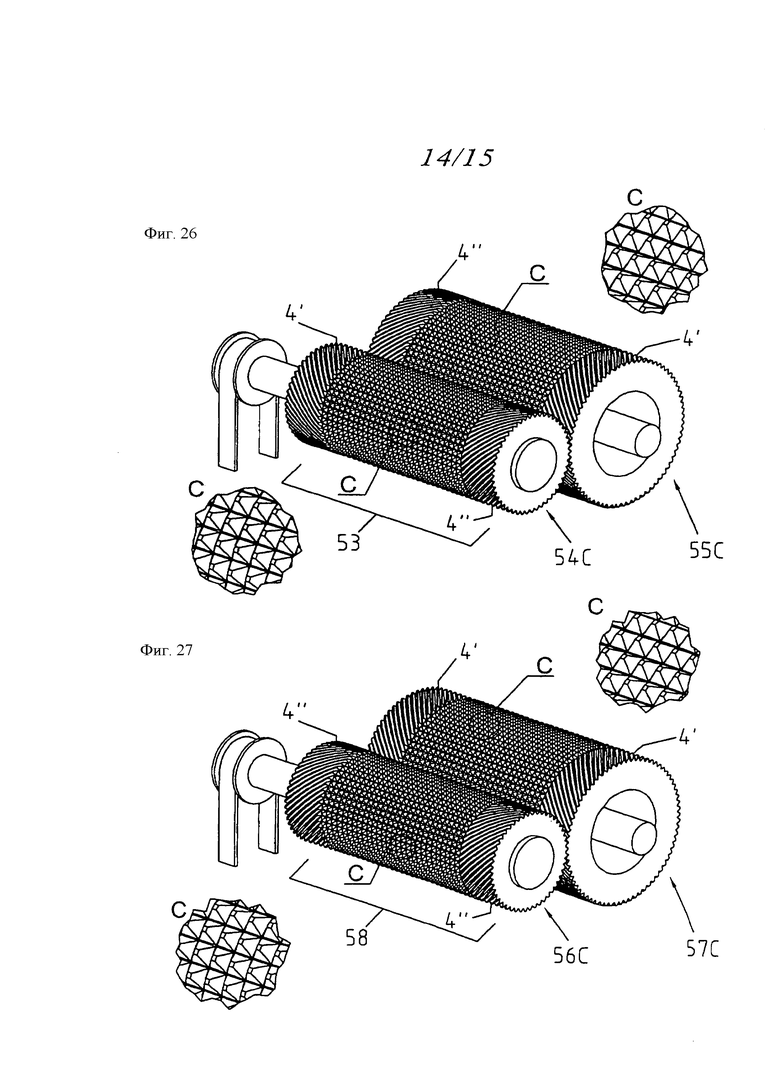
Фигуры с 26 по 29 отображают варианты выполнения головок зубцов для аксиального и кругового центрирования. Фиг. 26 показывает секцию тиснения 53, включающую в себя приводной валик 54С с зубцами типа С и опорный валик 55C также с зубцами типа C. По сравнению с предыдущим примером головки зубцов 4′, 4′′ имеют спиральные зубцы, которые, к примеру, могут представлять собой закрученные зубцы, направление зубцов по отношению к круговому направлению различно по обоим сторонам валиков и также и по отношению к взаимодействующим головкам зубцов. Различные направления спиральных зубцов на валике приводят к пониженному осевому давлению.
На Фиг. 27 зубцы и головки зубцов 8′, 8′′ валиков 56C и 57C секций тиснения 58 имеют то же самое направление по обоим концам, в то время как направления соответствующих взаимодействующих зубцов различны.
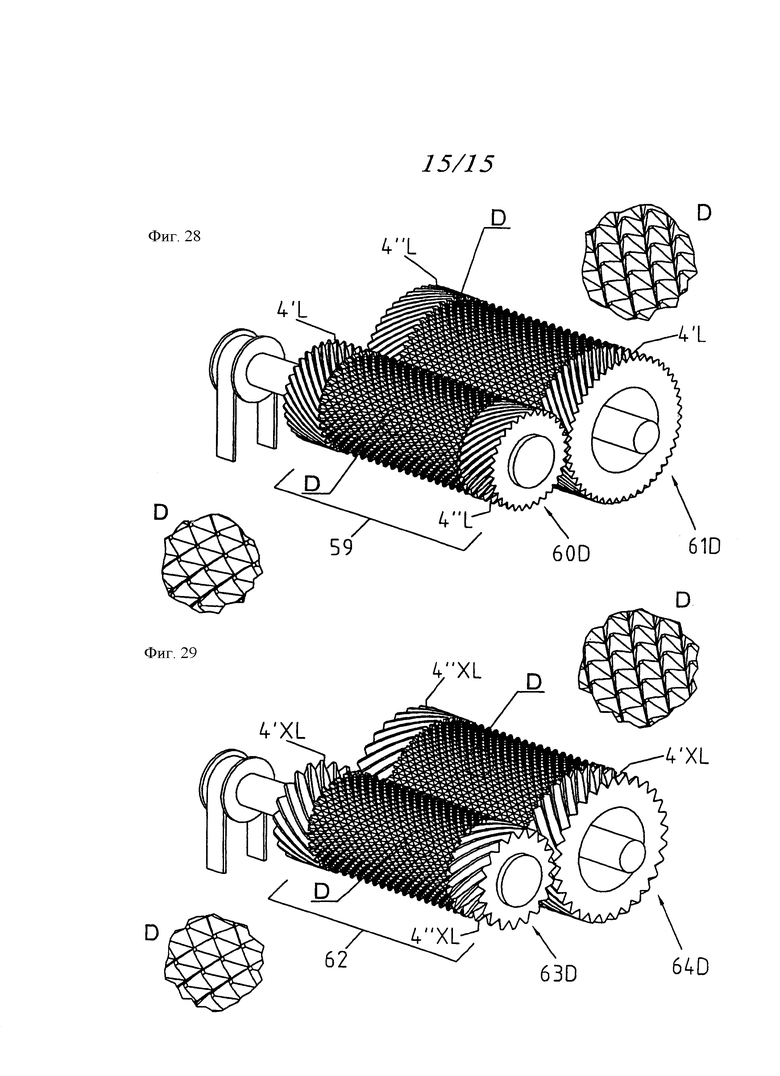
Фиг. 28 отображает секцию тиснения 59, включающую в себя валики 60D и 6 ID с зубцами типа D по аналогии с секцией тиснения согласно Фиг. 11. Головки зубцов 4′L и 4′′L соответствуют головкам зубцов 4′ и 4′′ в соответствии с Фиг. 26, но выполнены укрупненными.
Фиг. 29 соответствует Фиг. 28, однако валики 63D и 64D секции тиснения 62 имеют еще более укрупненные головки зубцов 4′XL и 4′′XL, расположенные в соответствии с предыдущим вариантом.
В дополнение к другим преимуществам, известным по существу, такое спиральное расположение зубцов предполагает точное центрирование как в аксиальном, так и в круговом направлениях. Валики согласно Фигурам с 26 по 29 также имеют области логотипа 27 или области зубцов 44, 49 либо на одном, либо на обоих валиках, и также могут иметь отпечаток S.
В соответствии с настоящим изобретением шаг остается тем же не только на одном из валиков, но и на всех взаимодействующих валиках как в аксиальном, так и в круговом направлениях соответственно.
Как было описано выше, грани зубцов необязательно располагаются перпендикулярно по отношению к продольной оси валика и могут иметь угол между 1° и 89°. Зубцы могут иметь шаг между верхушками от 0,05 мм до 0,4 мм для теоретической высоты без уплощенных частей от 0,03 мм. до 0,3 мм. В заключение, зубцы могут иметь круглое сечение и конический профиль, если валики снабжены центрирующими и приводными средствами, также служащими в качестве синхронизирующих средств.
Также области логотипа 27 или индивидуальная область логотипа 27 может включать в себя традиционные логотипы, которые получаются за счет опускания зубцов и/или за счет, так называемого, теневого тиснения по предыдущему уровню техники, или такие области могут получаться в окружении зубцов, содержащем логотип. Области зубцов 44, 49 для выработки переменного удельного давления тиснения также могут включать в себя вышеупомянутые логотипы.
В вышеприведенном описании центрирующие элементы 4, 4L, 4′, 4′′, 4′L, 4′′L, 4′XL, 4′′XL, 8, 8L всегда упоминались в контексте зубцов или шаблонов выработки переменного удельного давления тиснения, однако данные центрирующие элементы также имеют преимущества при применении другом, кроме таких зубцов и шаблонов, например в случае наличия очень маленького шага или особенно точных шаблонов.
Устройство для тиснения фольги содержит секцию тиснения, содержащую по меньшей мере два валика, по меньшей мере один из которых представляет собой валик для тиснения, который приводится в движение приводом, по крайней мере один валик для тиснения имеет зубцы, которые выступают из основания цилиндра, для получения логотипов на фольге в области логотипов, с зубцами, которые отличаются от регулярно расположенных зубцов, для получения различного удельного давления тиснения фольги, при этом валики имеют как аксиально, так и радиально действующие центрирующие элементы для центрирования валика по отношению к другому валику. Таким образом становится возможным тиснение логотипов с большим разнообразием рисунков и с большей точностью, чем в уровне техники, и достижение удивительных эстетических эффектов. 2 н. и 11 з.п. ф-лы, 30 ил.
1. Устройство для тиснения фольги с секциями тиснения (1, 7, 10, 11, 12, 14, 15, 18, 21, 24, 25, 28, 29, 30, 31; 34, 35, 36, 37, 38, 45, 46, 50, 51, 52, 53, 58, 59, 62), включающее в себя, по меньшей мере, два валика, по меньшей мере, один из которых является валиком для тиснения и один валик приводится в движение за счет привода (5), по меньшей мере, валик для тиснения имеет правильно расположенные зубцы (А, В, С, D), выступающие из основы цилиндра, характеризующееся тем, что для производства логотипов на фольге (6), по меньшей мере, один валик для тиснения (2А, 2В, 2С, 16А, 19В, 22С, 2D, 32С; 26, 40, 42, 46, 50, 54С, 56С, 60D, 63D) имеет область логотипа (27) с зубцами (39) или областью зубцов (44, 49), отличную от правильно расположенных зубцов (с А до D), все зубцы имеют одну и ту же периодичность расположения зубцов соответственно в аксиальном и круговом направлениях для выработки переменного удельного давления тиснения на фольге, по меньшей мере, один из валиков имеет как аксиальные, так и радиальные центрирующие элементы (А, 4, 4L; 4′, 4″, 4′L, 4″L, 4′XL, 4″XL; В, 8, 8L), взаимодействующие с, по меньшей мере, одним другим валиком, имеющим центрирующие средства для центрирования валика для тиснения по отношению к этому, по меньшей мере, одному другому валику, при этом указанные центрирующие элементы содержат центрирующие кольца (8, 8L) по обеим сторонам и за пределами зоны тиснения, которая расположена между центрирующими кольцами или зубцами другого валика таким образом, чтобы предотвращать смещение по оси, или указанные центрирующие элементы содержат зубцы (А), протяженность которых в аксиальном направлении меньше, чем в периферическом, при этом данные зубцы содержат группу первых впадин (V1R) и группу вторых впадин (V1L), причем первые впадины (V1R) глубже в периферическом направлении, чем вторые впадины (V1L) в аксиальном направлении.
2. Устройство по п. 1, характеризующееся тем, что, для того чтобы изменить давление тиснения, зубцы (39) или область расположения зубцов (44, 49), по меньшей мере, одного валика для тиснения имеют различные поверхности верхушек для тиснения с различными углами граней и/или меньшими горизонтальными выступами и/или закругленными поверхностями, но всегда с одним и тем же шагом.
3. Устройство по п. 1 или 2, характеризующееся тем, что центрирующие элементы также содержат головки зубцов, которые предотвращают круговое скольжение и улучшают передачу усилия и обеспечивают синхронизацию.
4. Устройство по п. 3, характеризующееся тем, что точность размеров центрирующих колец (8, 8L) для шага зубца от 0,3 мм и длины валика 250 мм составляет менее 20 мкм.
5. Устройство по п. 3, характеризующееся тем, что точность размеров головок зубцов (4, 4L, 4′, 4″, 4′L, 4″L, 4′XL, 4″XL) для длины окружности 70 мм составляет менее 5 мкм, предпочтительно менее 3 мкм.
6. Устройство по п. 3, характеризующееся тем, что головки зубцов (4′, 4″, 4′L, 4″L, 4′XL, 4″XL) выполнены в качестве спиральных зубцов, направления зубцов по обоим концам валика противоположны друг другу или такие же, однако противоположны взаимодействующим зубцам другого валика.
7. Устройство по любому из пп. 1, 2, 4-6, характеризующееся тем, что по длине, которая немного превышает ширину фольги, сумма диаметров двух валиков (16AS, 17А; 19BS′, 20BS′; 19BS′, 9BS′; 22CS″, 23CS′′′), которые принимают участие в процессе тиснения фольги (6), на от 0,02 до 0,2 меньше, нежели сумма диаметров оставшихся частей данных валиков.
8. Устройство по любому из пп. 1, 2, 4-6, характеризующееся тем, что зубцы валика для тиснения логотипов имеют пирамидальную форму с прямоугольными или квадратными горизонтальными выступами или коническую с круговым сечением и кромки пирамидальных зубцов расположены либо перпендикулярно к продольной оси валика или под углом между 1° и 89°.
9. Устройство по любому из пп. 1, 2, 4-6, характеризующееся тем, что отдельные зубцы валика для тиснения изменяются по высоте или форме для получения тисненых знаков, чей внешний вид изменяется в зависимости от световых условий и угла наблюдения, для получения так называемого теневого тиснения.
10. Устройство по любому из пп. 1, 2, 4-6, характеризующееся тем, что валик для тиснения (26, 26S) имеет зубцы в тех местах (A-D, 39, 44, 49), которые предназначены только для тиснения логотипов.
11. Устройство по любому из пп. 1, 2, 4-6, характеризующееся тем, что логотипы, получаемые за счет опущения зубцов или зубцами, измененными таким образом, чтобы выполнить теневое тиснение, расположены в области логотипа (27) и/или за пределами области логотипа, и/или область логотипа окружена сатинированным окружением.
12. Упаковочная фольга, полученная посредством устройства по любому из пп. с 1 по 11, характеризующаяся тем, что она включает в себя, по меньшей мере, одну область логотипа, для которой шаблоны для тиснения содержат знаки, полученные за счет изменения удельных давлений тиснения и, тем самым, имеет отпечатки различных глубин и форм для создания эстетического внешнего вида.
13. Упаковочная фольга по п. 12, характеризующаяся тем, что шаблоны для тиснения расположены по всей фольге.
| СПОСОБ ДИАГНОСТИКИ БАКТЕРИАЛЬНОГО СЕПСИСА У ДЕТЕЙ | 1991 |
|
RU2027994C1 |
| EP 1925443 A1, 28.05.2008 | |||
| WO 2010010580 A2, 28.01.2010. | |||

