Изобретение относится к области металлургии, в частности порошковой металлургии жаропрочных никелевых сплавов, и может быть использовано при производстве критических деталей типа дисков и валов для двигателестроения.
Известен способ изготовления изделий (заготовок дисков) из гранулируемых жаропрочных никелевых сплавов, включающий заполнение капсул гранулами, горячее изостатическое прессование капсул с гранулами и последующую термическую обработку заготовок без снятия капсульной стальной оболочки(«Крупногабаритные диски и валы из новых российских гранулируемых жаропрочных никелевых сплавов для двигателей военных и гражданских самолетов». Автор: Гарибов Г.С. Технология легких сплавов, №2, 1997).
Стальная капсула, помимо всего прочего, снижает действие термических напряжений при термической обработке. Однако при использовании вышеуказанного способа изготовления изделий невозможно достичь высоких прочностных и жаропрочных характеристик изделий из более высоколегированных никелевых гранулированных материалов вследствие окисления стальной оболочки (капсулы) и образования окалины на поверхности заготовки при термообработке, препятствующей быстрому охлаждению обрабатываемого материала и формированию в нем равномерной изотропной микроструктуры с необходимым размером упрочняющей γ' фазы и, как следствие, однородности свойств во всем объеме изделий.
Известен способ изготовления изделий из гранулированных никелевых сплавов, включающий заполнение капсул гранулами и горячее изостатическое прессование, при этом удаление оболочки осуществляется в процессе горячего изостатического прессования (RU 2038193 С1, 27.06.1995), принятый в данном случае за прототип.
Однако при изготовлении изделий из высокопрочных высоколегированных никелевых гранулированных материалов нового класса типа ВВП с использованием решения-прототипа обеспечить равномерное быстрое охлаждение при термообработке во всех зонах заготовки под оболочкой и без оболочки (чистый металл) затруднительно, т.к. образующаяся на поверхности оставшейся части стальной оболочки окалина становится изолятором и препятствует охлаждению, что не позволяет обеспечить равномерную изотропную микроструктуру с необходимым размером упрочняющей γ' фазы и достичь высоких механических характеристик во всем объеме заготовки. При этом существует вероятность образования трещин на границе перехода «оболочка-чистый металл» вследствие не полностью устраняемой разницы термических напряжений в этих зонах. Указанные недостатки приводят к браку изделий и снижению выхода годного при производстве заготовок дисков и валов.
Предлагается способ изготовления изделий из гранул жаропрочных никелевых сплавов, включающий заполнение капсулы гранулами, горячее изостатическое прессование, предварительную обработку с полным удалением оболочки по всей поверхности заготовки, последующую механическую обработку полученного полуфабриката до объема, превышающего объем готового изделия не менее чем на 5%, с выполнением углов перехода между зонами полуфабриката с радиусом не менее 3 мм, исключающим возникновение термических напряжений, термическую обработку и окончательную механическую обработку до размеров готового изделия. При этом отношение толщин оставляемого под окончательную механическую обработку слоя металла на наружных поверхностях тонких и массивных зон должно составлять не менее 1,4.
Предлагаемый способ отличается от прототипа тем, что удаление стальной оболочки перед термообработкой ведут по всей поверхности заготовки с последующей механической обработкой полученного полуфабриката до объема, превышающего объем готового изделия не менее чем на 5%, с выполнением углов перехода между зонами полуфабриката с радиусом не менее 3 мм, что исключает возникновение термических напряжений, а после термической обработки проводят окончательную механическую обработку до размеров готового изделия. Отношение толщин оставляемого под окончательную механическую обработку слоя металла на наружных поверхностях тонких и массивных зон должно составлять не менее 1,4, что позволяет выровнять скорости охлаждения этих зон полуфабриката при термообработке.
Технический результат - получение равномерной изотропной микроструктуры материала изделия с более мелкой упрочняющей γ' фазой, обеспечение равномерности механических свойств во всем объеме изделия и достижение повышенных прочностных характеристик материала, исключение вероятности образования термических трещин в материале изделия, повышение выхода годного и, следовательно, снижение расхода дорогостоящих жаропрочных материалов.
Область применения: изготовление критических деталей (компонентов) для двигателестроения авиационной, космической, энергетической, газовой, морской и др. промышленности.
ПРИМЕР. Было изготовлено 3 заготовки диска шифра ДП 712 из гранул высокожаропрочного никелевого сплава ВВ751П методом металлургии гранул.
Заготовки дисков перед термообработкой подвергали предварительной механической обработке в соответствии с параметрами предлагаемого режима (способа), а также по прототипу.
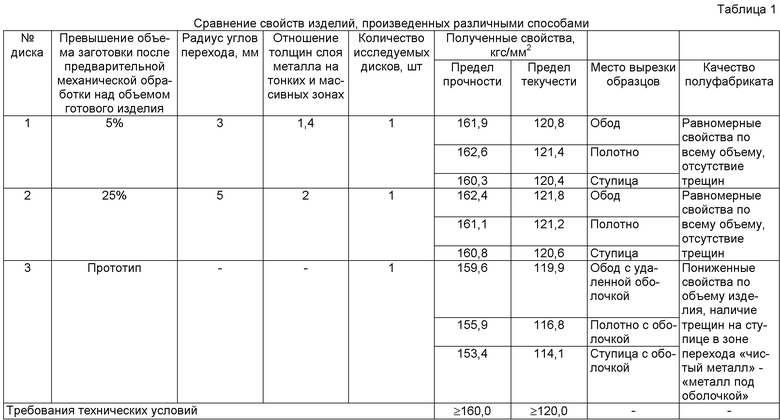
Результаты испытаний механических свойств всех трех заготовок приведены в таблице 1.
Как видно из таблицы, при испытаниях диска №1 с отношением объемов материала, равном 5%, и отношением толщин слоев, равном 1,4, распределение механических свойств по объему изделия равномерное, а уровень свойств превышает требования ТУ.
При испытаниях диска №2 с отношением объемов материала, равном 25%, и отношением толщин слоев, равном 3, наблюдается аналогичная картина.
При испытаниях диска №3, изготовленного по способу-прототипу, имеют место пониженные свойства материала в зонах, находящихся под оболочкой, а также наличие мелких трещин на ступице в зоне перехода «чистый металл» - «металл под оболочкой».
Таким образом, предлагаемый способ позволяет достичь более высоких прочностных свойств материала при их равномерном распределении по объему по сравнению с прототипом при изготовлении заготовок дисков из гранул высокопрочного никелевого сплава ВВ751П, а также исключить появление брака заготовок по причине трещинообразования и тем самым повысить выход годного и снизить расход дорогостоящих дефицитных материалов.
По сравнению с прототипом увеличение предела прочности и предела текучести составляет не менее 3,5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ГРАНУЛИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2014 |
|
RU2556848C1 |
| Способ получения изделия из гранулируемого жаропрочного никелевого сплава | 2017 |
|
RU2649103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ В ВИДЕ ДИСКОВ ИЛИ ВАЛОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ГРАНУЛИРУЕМЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2010 |
|
RU2433204C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ ЗАГОТОВОК ДИСКОВ ИЛИ ВАЛОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ГРАНУЛИРУЕМЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2024 |
|
RU2838559C1 |
| Способ получения изделий из гранул, выполненных из сплавов на основе никеля или из сплавов на основе титана | 2023 |
|
RU2799458C1 |
| КОНТЕЙНЕР ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГРАНУЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2013 |
|
RU2544719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ГРАНУЛ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2008 |
|
RU2388844C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕМЕННОЙ СТРУКТУРЫ ПО СЕЧЕНИЮ ПОРОШКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2455115C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2001 |
|
RU2215059C2 |
Изобретение относится к порошковой металлургии, а именно к производству изделий из гранулируемых жаропрочных никелевых сплавов горячим изостатическим прессованием. Гранулами заполняют капсулу и проводят горячее изостатическое прессование с получением заготовки в оболочке. Оболочку удаляют по всей поверхности заготовки с получением полуфабриката, имеющего тонкие и массивные зоны, и проводят механическую обработку полуфабриката до объема, превышающего объем готового изделия не менее чем на 5%. Углы перехода между тонкой и массивной зонами полуфабриката выполняют радиусом не менее 3 мм. При обработке обеспечивают отношение толщин слоя металла, оставляемого на наружных поверхностях тонкой и массивной зоны под окончательную механическую обработку, не менее 1,4. Проводят термическую обработку и последующую окончательную механическую обработку до размеров готового изделия. Обеспечивается равномерная изотропная микроструктура материала, равномерность механических свойств, повышение прочностных характеристик материала и повышение выхода годного. 1 табл., 1 пр.
Способ изготовления изделий, содержащих тонкую и массивную зоны, из гранулированных жаропрочных никелевых сплавов, включающий заполнение гранулами капсулы, горячее изостатическое прессование с получением заготовки в оболочке, удаление оболочки по всей поверхности заготовки с получением полуфабриката, механическую обработку полуфабриката до объема, превышающего объем готового изделия не менее чем на 5%, при этом углы перехода между тонкой и массивной зонами полуфабриката выполняют радиусом не менее 3 мм и обеспечивают отношение толщин слоя металла, оставляемого на наружных поверхностях тонкой и массивной зоны под окончательную механическую обработку, не менее 1,4, термическую обработку и последующую окончательную механическую обработку до размеров готового изделия.
| СПОСОБ ПОЛУЧЕНИЯ КОМПАКТНОГО МАТЕРИАЛА | 1993 |
|
RU2038193C1 |
| ЗАГОТОВКА ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU1739583C |
| Подвеска гусеничного транспортного средства | 1978 |
|
SU740589A1 |
| WO 1995024286 A1, 14.09.1995. | |||

