Настоящее изобретение относится к системе послойного экструдерного осаждения для построения трехмерных (3D) объектов методами быстрого прототипирования/изготовления. В частности, настоящее изобретение относится к расходуемым материалам для систем послойного экструдерного осаждения.
Для построения 3D-объекта по модели для автоматизированного проектирования (CAD) методом “слой за слоем” путем экструдирования текучего строительного материала используют систему экструдерного осаждения (например, системы моделирования путем осаждения расплава, разрабатываемые компанией Stratasys, Inc, Eden Prairie, MN). При этом строительный материал экструдируется через экструзионный наконечник экструзионной головки и осаждается в виде последовательности дорожек на подложке в xy-плоскости. Экструдированный строительный материал сплавляется с предварительно осажденным строительным материалом и после снижения температуры отверждается. Затем экструзионная головка поднимается относительно подложки по оси z (перпендикулярной xy-плоскости) на один шаг, и процесс повторяется для формирования 3D-объекта, подобного CAD-модели.
Перемещение экструзионной головки относительно подложки осуществляется под управлением компьютера в соответствии с данными для построения, которые представляют 3D-объект. При получении данных для построения вначале CAD-модель подвергают разбиению на многочисленные горизонтальные слои. Затем для каждого из полученных в результате разбиения слоев главный компьютер генерирует траекторию построения для осаждения дорожек строительного материала для формирования 3D-объекта.
При изготовлении 3D-объектов путем осаждения слоев строительного материала под нависающими деталями или в полостях объектов, не поддерживаемых самим строительным материалом, как правило, в процессе построения формируют поддерживающие слои или структуры. Формирование поддерживающей структуры можно осуществлять теми же самыми методами, что и осаждение строительного материала. Главный компьютер генерирует дополнительный рельеф, работающий как поддерживающая структура для нависающих или безопорных элементов формируемого 3D-объекта. При этом в процессе построения материал поддержки осаждают из второго сопла в соответствии с генерируемым рельефом. В процессе изготовления материал поддержки склеивается со строительным материалом, а после завершения процесса построения 3D-объекта он удаляется.
Настоящее изобретение относится к сменному картриджу для построения 3D-объектов с помощью системы послойного экструдерного осаждения. Сменный картридж включает в себя контейнерный узел, предназначенный для хранения источника нити, направляющую трубку, соединенную с контейнерным узлом, и узел накачки, соединенный с направляющей трубкой и предназначенный для экструдирования материала нити в текучем состоянии.
Сущность изобретения поясняется на чертежах, где:
Фиг.1 - вид спереди установки для построения 3D-объектов со сменным картриджем.
Фиг.2 - вид спереди сменного картриджа в перспективе.
Фиг.3 - вид сзади сменного картриджа в перспективе.
Фиг.4 - вид контейнерного узла сменного картриджа в разобранном состоянии в перспективе.
Фиг.5 - вид спереди сменного картриджа, включающего в себя приводной электродвигатель, соответствующий первому варианту картриджа, в перспективе.
Фиг.6 - вид спереди установки для построения 3D-объектов с несколькими сменными картриджами, соответствующий второму варианту установки.
Фиг.7 - вид сменного картриджа, соответствующий второму варианту картриджа, в перспективе.
Фиг.8 - вид снизу контейнерного узла сменного картриджа с открытым днищем контейнерного узла, соответствующий второму варианту картриджа.
Фиг.9 - вид катушки сменного картриджа в сборе в частично разобранном состоянии, соответствующий второму варианту картриджа в перспективе.
Фиг.10 - вид катушки сменного картриджа в сборе, соответствующий второму варианту картриджа, в перспективе.
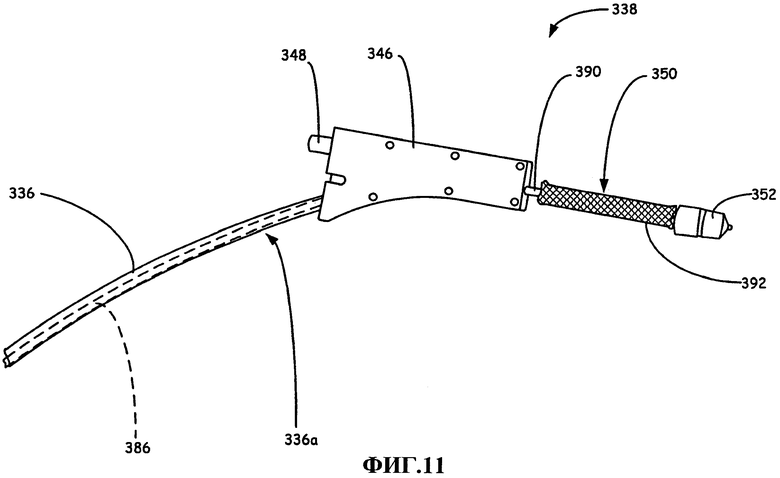
Фиг.11 - вид сверху направляющей трубки и узла накачки, соответствующий второму варианту сменного картриджа, в перспективе.
Фиг.12 - вид сверху направляющей трубки и узла накачки при открытом кожухе узла накачки, соответствующий второму варианту сменного картриджа, в перспективе.
Фиг.13 - вид сверху направляющей трубки и узла накачки при открытом кожухе узла накачки и полностью введенной нити, соответствующий второму варианту сменного картриджа, в перспективе.
На фиг.1 представлен вид спереди установки 10 для построения 3D-объектов с одним или более сменными картриджами, в которой сменные картриджи могут быть утилизированы или рециклированы после использования. Установка 10 включает в себя систему 12, контроллер 14, главный компьютер 16 и сменный картридж 18, где система 12 является системой изготовления с послойным экструдерным осаждением для построения 3D-объектов (например, 3D-объекта 20). Удовлетворяющие предъявляемым требованиям системы для системы 12 включают в себя системы моделирования путем осаждения расплава, разрабатываемые компанией Stratasys, Inc, Eden Prairie, MN. Контроллер 14 является контроллером, работающим под управлением компьютера, обменивающегося сигналами с системой 12 и главным компьютером 16 для управления системой 12. Главный компьютер 16 является системой на основе компьютера, которая при построении 3D-объекта 20 взаимодействует с системой 12 через контроллер 14. Главный компьютер 16 генерирует данные для построения по CAD-модели (непоказанной), соответствующей 3D-объекту 20, и передает данные для построения в контроллер 14.
Система 12 включает в себя камеру 22 построения, экструзионную головку 24 в сборе и основание 26 в сборе. Камера 22 построения является средой построения, которая содержит экструзионную головку 24 в сборе, основание 26 в сборе и, по меньшей мере, часть сменного картриджа 18 для построения 3D-объекта 20 со строительным материалом, подаваемым из сменного картриджа 18. Для повышения эффективности построения и уменьшения искажений в 3D-объекте 20 при моделировании путем осаждения расплава камеру 22 построения целесообразно подвергать нагреву до повышенной температуры.
Экструзионная головка 24 в сборе включает в себя xy-портал 28, держатель 30 экструзионной головки и приводной электродвигатель 32. Держатель 30 экструзионной головки удерживает во время операции построения деталь сменного картриджа 18 и поддерживается xy-порталом 28. Приводной электродвигатель 32 является электродвигателем, который соединяется со сменным картриджем 18 во время операции построения для экструдирования строительного материала из сменного картриджа 18 на основе сигналов, поступающих от контроллера 14. В этом примере осуществления приводной электродвигатель 32 также поддерживается держателем 30 экструзионной головки. При этом во время операции построения контроллер 14 направляет xy-портал для перемещения держателя 30 экструзионной головки и приводного электродвигателя 32 по камере 22 построения в горизонтальной xy-плоскости и направляет приводной электродвигатель 32 для экструдирования строительного материала из сменного картриджа 18. Это обеспечивает выборочное осаждение строительного материала и формирование 3D-объекта 20 методом “слой за слоем” на основании 26 в сборе. Основание 26 в сборе представляет собой подвижную платформу, как, например, платформу, раскрываемую изобретателем Dunn с соавт. в публикации № 2005/0173855 заявки на патент США. При этом в процессе построения контроллер 14 направляет основание 26 в сборе шаг за шагом вдоль оси z и обеспечивает, таким образом, возможность построения следующих один за другим слоев 3D-объекта 20.
Сменный картридж 18 является картриджем одноразового использования, который включает в себя источник строительного материала в форме нити (не показанный на фиг.1), а также включает в себя один или более составных элементов, необходимых для экструдирования нити строительного материала. Как показано, сменный картридж 18 включает в себя контейнерный узел 34, направляющую трубку 36 и узел 38 накачки. На фиг.1 контейнерный узел 34 сменного картриджа 18 представлен в смещенном относительно системы 12 положении, однако контейнерный узел 34 может быть установлен и в загрузочном отсеке системы 12 (непоказанном), за счет чего, таким образом, обеспечивается возможность надежного удерживания контейнерного узла 34 в системе 12. Контейнерный узел 34 является деталью сменного картриджа 18, которая включает в себя источник нити строительного материала.
Направляющая трубка 36 является гибкой трубкой, которая соединяет контейнерный узел 34 и узел 38 накачки один с другим и направляет нить строительного материала от контейнерного узла 34 к узлу 38 накачки. Узел 38 накачки является деталью сменного картриджа 18, которая удерживается держателем 30 экструзионной головки и соединяется с приводным электродвигателем 32. Как указывается ниже, узел 38 накачки включает в себя механизм привода (не показанный на фиг.1) и ожижитель (не показанный на фиг.1), причем для подачи следующих один за другим участков нити к ожижителю приводной электродвигатель 32 соединяется с механизмом привода. При этом для построения 3D-объекта 20 на основании 26 в сборе следующие один за другим участки нити подвергаются расплавлению внутри ожижителя и экструдируются из узла 38 накачки.
Как указывалось выше, после полного вырабатывания источника нити строительного материала в контейнерном узле 34 сменный картридж 18 может быть подвергнут утилизации, рециклированию или иной обработке. При полном использовании сменного картриджа 18 узел 38 накачки снимают с держателя 30 экструзионной головки и сменный картридж 18 извлекают из загрузочного отсека системы 12. Затем в загрузочном отсеке может быть установлен новый сменный картридж 18 и для проведения последующей операции построения узел 38 накачки нового сменного картриджа 18 может быть введен в держатель 30 экструзионной головки. Как указывается ниже, использование сменного картриджа 18 позволяет извлекать из системы 12 некоторые составные элементы, которые при многократных прогонах экструзионной головки могут разрушаться или эффективность которых может снижаться по другим причинам (например, трубки ожижителя, механизмы привода нити и экструзионные наконечники). Это обеспечивает возможность использования новых составных элементов в каждом сменном картридже 18, загружаемом в систему 12.
В варианте осуществления система 12 может быть составным элементом машины (непоказанной), которая выполняет процессы небыстрого прототипирования/изготовления. Например, система 12 может быть частью машины, которая выполняет фрезерование или формование листового металла и в которой система 12 предназначена для осаждения слоев строительного материала на один или более участков фрезеруемых/формуемых деталей. При этом система 12 может быть частью большой сборочной системы, которая для формования деталей непрерывным или групповым методом выполняет большое число этапов.
На фиг.2 и 3 представлены соответственно виды спереди и сзади сменного картриджа 18 в перспективе. Как показано, контейнерный узел 34 сменного картриджа 18 включает в себя внешний кожух 40, микросхему 42 с данными и соединитель 44 для трубки. Внешний кожух 40 является коробочной конструкцией, в которой хранится источник нити строительного материала (не показанной на фиг.2 или 3). Для предотвращения физического повреждения хранимой нити (например, во время перевозки) внешний кожух 40 может быть жесткой или частично жесткой конструкцией. Внешний кожух 40 представлен в виде прямоугольной упаковки, однако в другом варианте изобретения внешний кожух 40 может принимать различные геометрические формы (например, цилиндрическую) и может быть размещен в целом ряде различных загрузочных отсеков для системы 12 (показанной на фиг.1). Вследствие того, что картридж 18 является сменным, внешний кожух 40 целесообразно изготавливать из одного или более недорогих материалов, которые могут быть подвергнуты утилизации или рециклированию. Примеры удовлетворяющих предъявляемым требованиям материалов для внешнего кожуха 40 включают в себя полимерные материалы (например, полиэтилены), тонкопленочные металлы (например, листы алюминия и алюминиевую фольгу), материалы на бумажной основе (например, бумагу, картон и тарный картон) и их комбинации. В одном примере осуществления внешний кожух 40 является упаковкой, выпускаемый под торговой маркой “TETRA PAK” компанией Tetra Pak International SA, Switzerland.
Микросхема 42 с данными является кристаллом интегральной схемы, который подключается к устройству считывания данных, размещенному в загрузочном отсеке системы 12. Это обеспечивает возможность определения системой 12 типа и количества нити строительного материала, остающегося в сменном картридже 18. Микросхема 42 с данными позволяет также осуществлять измерение количества нити, подаваемой в систему 12 из контейнерного узла 34 во время операции построения. Удовлетворяющие предъявляемым требованиям кристаллы интегральных схем для микросхемы 42 с данными и удовлетворяющие предъявляемым требованиям методы использования кристаллов интегральных схем включают в себя кристаллы и методы, раскрываемые изобретателем Swanson с соавт. в патенте США №6776602. Соединитель 44 для трубки является защищенной точкой соединения с направляющей трубкой 36, что, таким образом, обеспечивает возможность подачи нити строительного материала в направляющую трубку 36. В одном примере осуществления внешний кожух 40, соединитель 44 для трубки и направляющая трубка 36 обеспечивают влагоизоляцию, позволяющую предотвратить передачу влажности из внешней среды внутрь контейнерного узла 34 или направляющей трубки 36. Это обеспечивает возможность использования для построения 3D-объектов (например, 3D-объекта 20) строительных материалов, чувствительных к влажности.
Направляющая трубка 36 является гибкой трубкой, которая включает в себя первый конец 36a и второй конец 36b для взаимного соединения контейнерного узла 34 и узла 38 накачки. Как показано, первый конец 36a соединен с соединителем 44 для трубки, а второй конец 36b соединен с узлом 38 накачки. Длина между первым концом 36a и вторым концом 36b направляющей трубки 36 может быть такой, чтобы обеспечивать перемещение узла 38 накачки в горизонтальной xy-плоскости внутри камеры 22 построения системы 12 (показанной на фиг.1) при контейнерном узле 34, установленном в загрузочном отсеке системы 12. Кроме того, направляющая трубка 36 может быть достаточно гибкой, чтобы обеспечивать возможность перемещения узла 38 накачки в горизонтальной xy-плоскости внутри камеры 22 построения без существенного смещающего сопротивления. Примеры удовлетворяющих предъявляемым требованиям материалов для направляющей трубки 36 включают в себя полиэтилены, поливинилхлориды, фторполимеры, полиамиды, нейлоны и их комбинации. В примерах осуществления, в которых камера 22 построения подвергается во время операции построения нагреву, для предотвращения термической деструкции направляющая трубка 36 должна также обладать термостойкостью при температуре камеры 22 построения. Как указывается ниже, в некоторых примерах осуществления направляющая трубка 36 может включать в себя электрические соединения для одного или более составных элементов узлов 38 накачки (например, для нагревателей, температурных датчиков и приводных электродвигателей).
Узел 38 накачки является узлом экструдера сменного картриджа 18 и включает в себя кожух 46, механизм 48 привода, ожижитель 50 и экструзионный наконечник 52. Кожух 46 является защитным кожухом направляющей трубки 36 для удерживания направляющей трубки 36 в узле 38 накачки. Механизм 48 привода является механизмом привода нити, который соединяется с приводным электродвигателем 32 (показанным на фиг.1) (например, червячной шестерней). В ожижителе 50 нить строительного материала подвергается расплавлению под действием градиента температур вдоль ожижителя 50. Экструзионный наконечник 52 является составным элементом узла 38 накачки, через который при построении 3D-объекта 20 экструдируется расплавленный строительный материал. Размеры узла 38 накачки могут быть выбраны в соответствии с внутренними размерами держателя 30 экструзионной головки (показанного на фиг.1). Это обеспечивает возможность простой установки узла 38 накачки в держателе 30 экструзионной головки (показанном на фиг.1) и позволяет избежать необходимости выполнения многочисленных требований к монтажу и калибровке. В одном примере осуществления узел 38 накачки также включает в себя электрическое соединение, что, таким образом, обеспечивает возможность электропитания ожижителя 50 от системы 12.
Во время операции построения приводной электродвигатель 32 обеспечивает с помощью механизма 48 привода подачу следующих один за другим сегментов нити строительного материала из контейнерного узла 34 через направляющую трубку 36 в ожижитель 50. При прохождении через ожижитель 50 нить строительного материала подвергается расплавлению и экструдируется через экструзионный наконечник 52. Во время расплавления нити строительного материала в ожижителе 50 следующие один за другим сегменты нити строительного материала служат поршнем, создающим давление для проталкивания расплавленного строительного материала через ожижитель 50 и экструзионный наконечник 52. После завершения операции построения приводной электродвигатель 32 и механизм привода 48 прекращают подачу следующих один за другим сегментов нити строительного материала. При этом в случае, когда сменный картридж 18 готов к извлечению, узел 38 накачки вынимается из держателя 30 экструзионной головки и сменный картридж 18 извлекается из загрузочного отсека системы 12. Затем сменный картридж 18 может быть подвергнут утилизации, рециклированию или иной обработке.
На фиг.4 представлен вид контейнерного узла 34 в разобранном состоянии в перспективе, который дополнительно включает в себя вкладыш 54 и катушку 56 в сборе. Как показано, внешний кожух 40 включает в себя внутреннюю область 58 и открывающееся днище 60, причем открывающееся днище 60 образует закрывающееся отверстие, через которое могут быть вставлены вкладыш 54 и катушка 56 в сборе, за счет чего, таким образом, может обеспечиваться удерживание вкладыша 54 и катушки в сборе 56 во внутренней области 58. Вкладыш 54 образует влагоизоляционное ограждение, размещенное внутри внешнего кожуха 40. Удовлетворяющие предъявляемым требованиям материалы для вкладыша 54 включают в себя полимерные материалы, металлическую фольгу и их комбинации. В вариантах осуществления внешний кожух 40 и вкладыш 54 могут быть заменены одним или более слоями, обеспечивающими структурную целостность и/или влагонепроницаемость.
Катушка 56 в сборе показана в разобранном вдоль оси 62 состоянии и включает в себя раму 64 катушки и катушку 66 с нитью. Рама 64 катушки включает в себя составные элементы 64a и 64b рамы, которые могут быть соединены один с другим на противоположных сторонах катушки 66 с нитью с обеспечением возможности вращения катушки 66 с нитью между ними. Катушка 66 с нитью является вращающейся катушкой, которая содержит источник нити строительного материала для построения 3D-объекта 20. При сборке сменного картриджа 18 нить строительного материала наматывают на катушку 66 и устанавливают с возможностью вращения в раму 66 катушки. После этого участок нити строительного материала выводят через вкладыш 54 и внешний кожух 40 и подают в соединитель 44 для трубки (показанный на фиг.2 и 3) и направляющую трубку 36 (показанную на фиг.2 и 3). Затем катушку 56 в сборе вставляют внутрь вкладыша 54 и внешнего кожуха 40. В одном примере осуществления для удаления излишней влаги внутренняя область 58 внешнего кожуха 40 подвергается сушке. Это может быть выполнено путем размещения сменного картриджа 18 в сухой среде (например, в суховоздушной печи) и/или путем использования влагопоглощающих пакетов, устанавливаемых внутри контейнерного узла 34. Возможно также введение во внутреннюю область 58 сухого инертного газа (например, аргона и азота). Затем вкладыш 54 и внешний кожух 40 герметично закрывают, чтобы предотвратить проникновение влаги в контейнерный узел 34 во время транспортировки и при хранении.
В вариантах осуществления нить может поставляться не в намотанном на катушку виде. В этих примерах осуществления вместо катушки 56 в сборе могут быть использованы другие конструкции источника нити в зависимости от формы упаковки нити. В других вариантах осуществления нить может быть свернута или уложена в бухту в контейнерном узле 34 без использования конструкции источника нити.
На фиг.5 представлен вид спереди сменного картриджа 118 в перспективе, который соответствует варианту сменного картриджа 18 и на котором номера соответствующих позиций увеличены на “100”. В этом примере осуществления узел 138 накачки дополнительно включает в себя приводной электродвигатель 168, который установлен в кожухе 146 и соединен с механизмом 148 привода. При этом приводной электродвигатель 168 может быть использован вместо приводного электродвигателя 32 (показанного на фиг.1), и приводной электродвигатель 32 может быть исключен из состава системы 12 (показанной на фиг.1). Следовательно, в этом примере осуществления приводной электродвигатель 168 является составным элементом сменного картриджа 18 и может быть подвергнут утилизации или рециклированию вместе со сменным картриджем 18 после использования.
Как, кроме того, показано на фиг.5, сменный картридж 118 также включает в себя электрическое соединение 170, проходящее по направляющей трубке 136 и соединяющее контейнерный узел 134 с узлом 138 накачки. В этом примере осуществления устройство считывания данных, размещенное в загрузочном отсеке системы 12, может также обеспечивать электропитание микросхемы 142 с данными, которая может соответственно передать электроэнергию от системы 12 в узел накачки 138 через электрическое соединение 170. Следовательно, таким образом может обеспечиваться электропитание одного или более составных элементов узла 138 накачки (например, ожижителя 150 и приводного электродвигателя 168). В этом примере осуществления контроллер 14 (показанный на фиг.1) также подает сигналы команд для приводного электродвигателя 168 через микросхему 142 с данными и электрическое соединение 170. Использование приводного электродвигателя 168 и электрического соединения 170 позволяет упростить процесс установки и использования сменного картриджа 118 в системе 12.
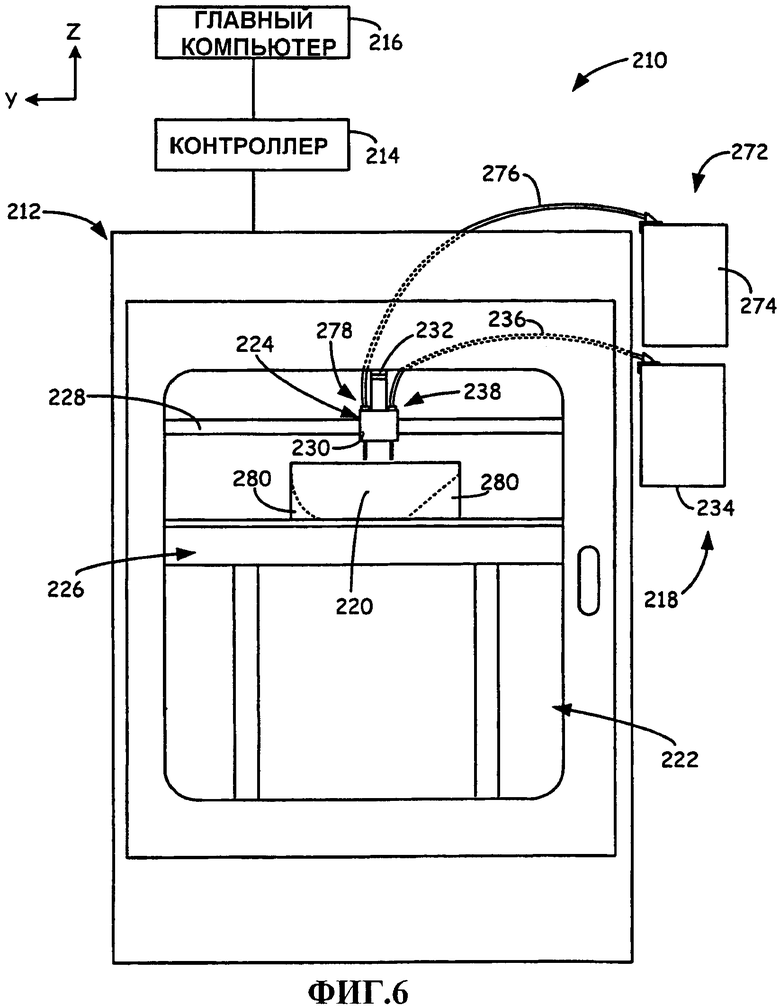
На фиг.6 представлен вид спереди установки 210 для построения 3D-объектов с одним или более сменными картриджами, являющейся вариантом установки 10 (показанной на фиг.1). Номера соответствующих позиций на фиг.6 увеличены на “200”. Как показано на фиг.6, установка 210 дополнительно включает в себя сменный картридж 272, являющийся вторым сменным картриджем, установленным в загрузочном отсеке (непоказанном) системы 212. Сменный картридж 272 включает в себя контейнерный узел 274, направляющую трубку 276 и узел 278 накачки, который соединяется с системой 212 таким же образом, как и сменный картридж 218. Следовательно, узел 278 накачки также удерживается держателем 230 экструзионной головки 230 и, таким образом, образует двойную экструзионную головку для системы 212. При этом сменный картридж 272 может содержать вторую нить материала, состав которой может совпадать или отличаться от состава нити строительного материала сменного картриджа 218. В одном примере осуществления сменный картридж 272 содержит нить материала поддержки для построения поддерживающей структуры 280 и, таким образом, обеспечения вертикальной поддержки вдоль оси z для слоев 3D-объекта 220. В варианте осуществления сменный картридж 272 может содержать ту же нить строительного материала, что и сменный картридж 218 и, таким образом, обеспечивать возможность переключения сменного картриджа 218 на сменный картридж 272 в системе 12 при истощении источника нити в сменном картридже 218. Это позволяет продолжить операцию построения даже при полном израсходовании нити строительного материала в сменном картридже 218. В одном примере осуществления держатель экструзионной головки 230 включает в себя коленно-рычажный механизм, обеспечивающий переключение между операциями узла 238 накачки и узла 278 накачки.
Фиг.7-13 являются схематическими иллюстрациями сменного картриджа 318, являющегося подобным сменному картриджу 18 (показанному на фиг.1-4) и представляющего собой вариант его осуществления, на которых номера соответствующих позиций увеличены на “300”. На фиг.7 представлен вид сменного картриджа 318 в перспективе, у которого внешний кожух 340 контейнерного узла 334 изготовлен из винной упаковки, обеспечивающей механическую защиту и влагонепроницаемость. Как, кроме того, показано, узел 338 накачки включает в себя болты 382 и кронштейн 384. Болты 382 предназначены для удерживания кожуха 346 узла 338 накачки в закрытом состоянии. Кронштейн 384 закреплен на кожухе 346 одним из болтов 382 и предназначен для захвата участка первого конца 336a направляющей трубки 336. Это позволяет размещать первый конец 336a направляющей трубки 336 под требуемым углом относительно кожуха 346 при подаче нити строительного материала из направляющей трубки 336 в узел 338 накачки.
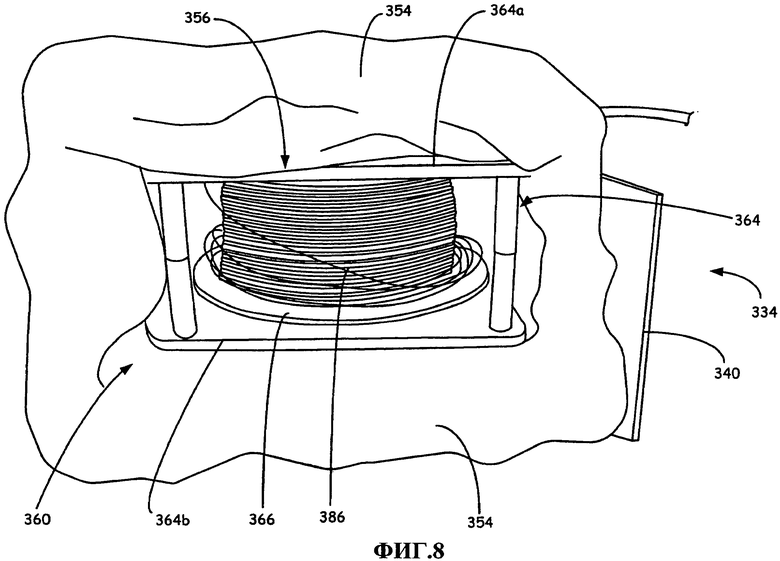
На фиг.8 представлен вид снизу контейнерного узла 334 с открытым днищем внешнего кожуха 340 (т.е. с отверстием 360) и вкладышем 354 для доступа к катушке 356 в сборе. Как показано, нить 386 намотана на катушку 366, причем нить 386 может быть материалом любого типа для построения 3D-объекта или поддерживающей структуры в системе 12. Примеры удовлетворяющих предъявляемым требованиям строительных материалов для нити 386 включают в себя эструдируемый термопластический материал любого типа, как например, акрилонитрилбутадиенстирол (ABS), поликарбонат, полифенилсульфон, полисульфон, нейлон, полистирол, аморфный полиамид, полиэфир, полифениленовый эфир, полиуретан, полиэфиркетон, их сополимеры и комбинации. Примеры удовлетворяющих предъявляемым требованиям материалов поддержки для нити 386 включают в себя кремнийсодержащие термопластические материалы и водорастворимые материалы, выпускаемые под торговыми марками “WATERWORKS” и “SOLUBLE SUPPORTS” компанией Stratasys, Inc, Eden Prairie, MN.
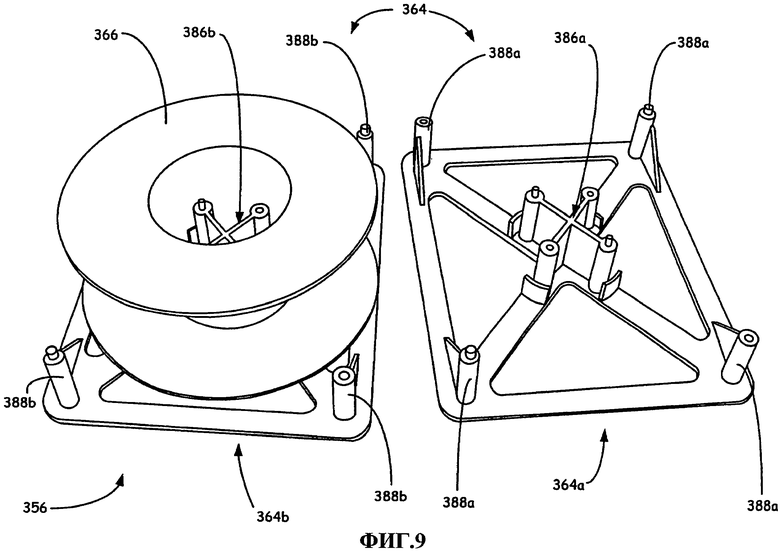
На фиг.9 представлен вид в перспективе катушки 366 в сборе (без нити 386) со снятым составным элементом 364a рамы. Как показано, составной элемент 364a рамы включает в себя осевую точку 386a соединения и точки 388a соединения по периметру, а составной элемент 364b рамы включает в себя осевую точку 386b соединения и точки 388b соединения по периметру. При сборке катушку 366 с нитью устанавливают на осевую точку 386b соединения и закрывают сверху составным элементом 364a рамы. При этом участки 364a и 364b рамы соединяются один с другим в осевых точках 386a и 386b соединения и в точках 388a и 388b соединения по периметру.
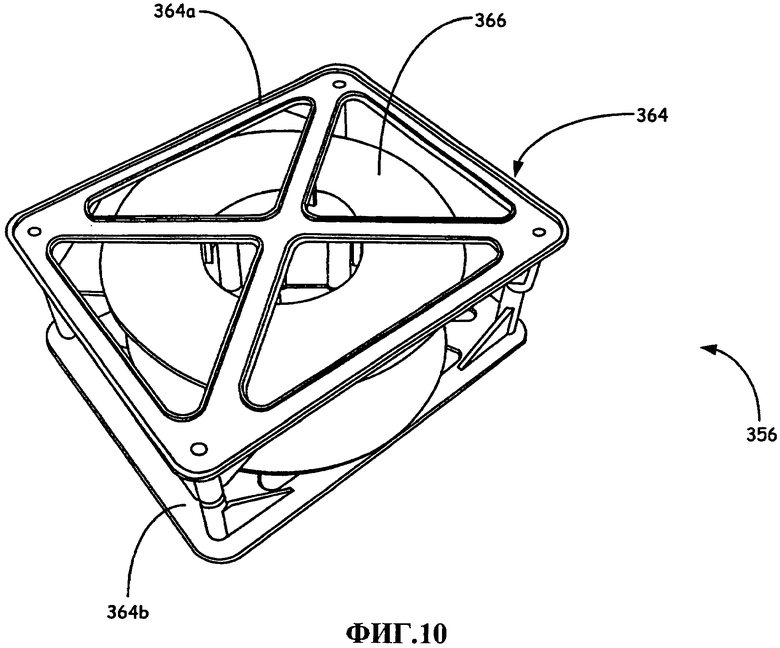
На фиг.10 представлен вид в перспективе катушки 366 в сборе (без нити 386) с соединенными один с другим участками 364a и 364b рамы. Как показано, при соединенных один с другим участках 364a и 364b рамы катушка 366 с нитью установлена между составными элементами 364a и 364b рамы с возможностью свободного вращения.
На фиг.11 представлен вид сверху направляющей трубки 336 и узла 338 накачки в перспективе, который, кроме того, иллюстрирует составные элементы ожижителя 350. Как показано, ожижитель 350 включает в себя трубку 390 ожижителя и изолированный нагреватель 392. Трубка 390 ожижителя является теплопроводной (например, металлической) трубкой, которая проходит между кожухом 346 и экструзионным наконечником 352 и образует область расплавления нити 386. Изолированный нагреватель 392 включает в себя нагреватель (например, спиральные нагреватели и термоблоки), окружающий трубку 390 ожижителя, и теплоизолированный рукав, окружающий нагреватель. Как указывалось выше, нагреватель электрически соединен с источником питания системы 12.
На фиг.12 и 13 представлены виды сверху направляющей трубки 336 и узла 338 накачки при открытом кожухе 346 узла накачки, иллюстрирующие внутреннее устройство кожуха 346. Как показано на фиг.12, кожух 346 включает в себя первую часть 346a, вторую часть 346b и соединитель 392, причем соединитель 392 соединяет первую часть 346a и вторую часть 346b одну с другой. Это обеспечивает возможность взаимного смыкания первой части 346a и второй части 346b и образование кожуха 346. Подходящие материалы для изготовления первой части 346a, второй части 346b и соединителя 392 включают в себя полимерные материалы, как например, указанные выше материалы для направляющей трубки 36 (показанной на фиг.2 и 3). Первая часть 346a включает в себя полость 394a для механизма привода и полость 396a для прохождения нити, а вторая часть 346b включает в себя полость 394b для механизма привода и полость 396b для прохождения нити. При взаимном смыкании первой части 346a и второй части 346b полости 394a и 394b для механизма привода образуют внутреннюю камеру для удерживания механизма 348 привода с возможностью вращения, а полости 396a и 396b для прохождения нити образуют канал подачи нити 386 из направляющей трубки 336 в трубку 390 ожижителя.
Как также показано на фиг.12, нить 386 подается из направляющей трубки 336 и проходит по каналу, образуемому полостями 396a и 396b для прохождения нити. Как показано на фиг.13, при размещении нити 386 в канале механизм 348 привода входит в зацепление с нитью 386 и, таким образом, обеспечивает подачу следующих один за другим участков нити 386 в трубку 390 ожижителя. При этом нагреватель изолированного нагревателя 392 расплавляет материал нити 386 и, таким образом, обеспечивает возможность экструдирования расплавленного материала из экструзионного наконечника 352 для построения 3D-объекта или соответствующей поддерживающей структуры. Как указывалось выше, вследствие сменности составных элементов узла 338 накачки из системы 12 можно извлекать составные элементы, которые при многократных прогонах экструзионной головки могут разрушаться или эффективность которых может снижаться по другим причинам (например, трубка 390 ожижителя, изолированный нагреватель 392, механизм 348 привода нити и экструзионный наконечник 352). Это обеспечивает возможность использования новых составных элементов в каждом сменном картридже 318, загружаемом в систему 12.
Выше настоящее изобретение описано со ссылками на предпочтительные примеры осуществления, однако специалистам в данной области техники очевидно, что в это описание могут быть внесены изменения, касающиеся формы и деталей, не выходящие за пределы существа и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| Способ послойной печати одноцветных и многоцветных изделий | 2018 |
|
RU2692895C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА МАШИНЫ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2019 |
|
RU2706244C1 |
| СИСТЕМА ПОДАЧИ НИТИ В СОПЛО МАШИНЫ ДЛЯ ПОСЛОЙНОГО СИНТЕЗА ИЗДЕЛИЙ | 2018 |
|
RU2743920C1 |
| НЕЦИЛИНДРИЧЕСКИЕ ФИЛАМЕНТЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЭКСТРУЗИОННЫХ ЦИФРОВЫХ СИСТЕМАХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2514831C2 |
| ЛЕНТОЧНЫЙ ОЖИЖИТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЭКСТРУЗИОННЫХ ЦИФРОВЫХ СИСТЕМАХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2508198C2 |
| ПРОИЗВОДСТВО В СРЕДАХ С МИКРОГРАВИТАЦИЕЙ И ИЗМЕНЯЮЩИМИСЯ ВНЕШНИМИ СИЛАМИ | 2014 |
|
RU2611533C1 |
| Устройство для экструзионной трехмерной печати пищевого материала | 2024 |
|
RU2840799C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |







Изобретение относится к средствам послойного экструдерного осаждения для построения трехмерных объектов. Технический результат заключается в повышении эффективности построения и уменьшения искажений в трехмерных объектах. Установка содержит контроллер, работающий под управлением компьютера, систему послойного экструдерного осаждения, содержащую камеру построения, основание в сборе, портал, держатель, удерживаемый порталом, причем портал предназначен для перемещения держателя относительно основания в сборе, загрузочный отсек; сменный картридж. Сменный картридж содержит контейнерный узел, выполненный с возможностью хранения источника нити и загружаемый, по меньшей мере, в один загрузочный отсек системы послойного экструдерного осаждения, направляющую трубку, соединенную с контейнерным узлом, и узел накачки, соединенный с направляющей трубкой и выполненный с возможностью ввода в держатель системы послойного экструдерного осаждения и снятия с держателя. 3 н. и 17 з.п. ф-лы, 13 ил.
1. Сменный картридж, предназначенный для использования с системой послойного экструдерного осаждения, содержащий:
контейнерный узел, предназначенный для хранения источника нити;
направляющую трубку, соединенную с контейнерным узлом; и
узел накачки, соединенный с направляющей трубкой и выполненный с возможностью ввода в держатель системы послойного экструдерного осаждения для экструдирования материала нити в текучем состоянии и снятия с держателя.
2. Сменный картридж по п.1, в котором контейнерный узел содержит:
внешний кожух;
по меньшей мере, один вкладыш, размещенный внутри внешнего кожуха;
катушку в сборе, размещенную внутри, по меньшей мере, одного вкладыша, причем катушка в сборе является составным элементом контейнерного узла, в котором хранится источник нити; и соединение для трубки, выполненное с возможностью обеспечения точки доступа при подаче нити из катушки в сборе.
3. Сменный картридж по п.2, в котором направляющая трубка соединена с соединением для трубки контейнерного узла для обеспечения подачи нити из контейнерного узла во внутреннюю область направляющей трубки.
4. Сменный картридж по п.1, в котором узел накачки содержит электрическое соединение для обеспечения возможности электропитания от системы послойного экструдерного осаждения.
5. Сменный картридж по п.1, в котором узел накачки содержит: кожух, соединенный с направляющей трубкой, причем кожух ограничивает внутреннюю траекторию для направления нити из направляющей трубки;
механизм привода, удерживаемый кожухом и выполненный с возможностью подачи следующих один за другим участков нити;
трубку ожижителя, удерживаемую кожухом в положении ниже по потоку от внутренней траектории;
нагреватель, выполненный с возможностью нагрева, по меньшей мере, участка трубки ожижителя, за счет чего, таким образом, обеспечивается, по меньшей мере, частичное расплавление следующих один за другим участков нити, подаваемой механизмом привода, для подачи материала нити в текучем состоянии; и
экструзионный наконечник, размещенный ниже по потоку от нагревателя и предназначенный для создания участка выпуска при экструдировании материала нити в текучем состоянии.
6. Сменный картридж по п.1, дополнительно содержащий электрическое соединение между контейнерным узлом и узлом накачки.
7. Сменный картридж по п.1, в котором нить содержит: первую часть, являющуюся частью нити, которая удерживается в контейнерном узле;
вторую часть, проходящую через направляющую трубку; и
третью часть, проходящую по меньшей мере частично через узел накачки.
8. Установка с компьютерным управлением для построения трехмерных объектов методом послойного осаждения, содержащая:
контроллер, работающий под управлением компьютера;
систему послойного экструдерного осаждения, содержащую: камеру построения;
основание в сборе, по меньшей мере, частично размещенное в камере построения и обменивающееся сигналами с контроллером, работающим под управлением компьютера;
портал, по меньшей мере, частично размещенный в камере построения и обменивающийся сигналами с контроллером, работающий под управлением компьютера;
держатель, удерживаемый порталом, причем портал предназначен для перемещения держателя относительно основания в сборе; и,
по меньшей мере, один загрузочный отсек и, по меньшей мере, один сменный картридж, при этом, по меньшей мере, один сменный картридж содержит:
контейнерный узел, выполненный с возможностью хранения источника нити и загружаемый, по меньшей мере, в один загрузочный отсек системы послойного экструдерного осаждения;
направляющую трубку, соединенную с контейнерным узлом; и
узел накачки, соединенный с направляющей трубкой и выполненный с возможностью ввода в держатель системы послойного экструдерного осаждения и снятия с держателя.
9. Установка с компьютерным управлением по п.8, в которой система послойного экструдерного осаждения содержит систему моделирования путем осаждения расплава.
10. Установка с компьютерным управлением по п.8, в которой контейнерный узел сменного картриджа содержит:
внешний кожух;
по меньшей мере, один вкладыш, размещенный внутри внешнего кожуха;
катушку в сборе, размещенную внутри, по меньшей мере, одного вкладыша, причем катушка в сборе является составным элементом контейнерного узла, в котором хранится источник нити; и
соединение для трубки, выполненное с возможностью обеспечения точки доступа при подаче нити из катушки в сборе.
11. Установка с компьютерным управлением по п.10, в которой направляющая трубка сменного картриджа соединена с соединением для трубки контейнерного узла, за счет чего, таким образом, обеспечивается возможность подачи нити из контейнерного узла во внутреннюю область направляющей трубки.
12. Установка с компьютерным управлением по п.8, в которой нить содержит:
первую часть, являющуюся частью нити, которая удерживается в контейнерном узле;
вторую часть, проходящую через направляющую трубку; и
третья часть, проходящая по меньшей мере частично через узел накачки.
13. Установка с компьютерным управлением по п.8, в которой узел накачки сменного картриджа содержит:
кожух, соединенный с направляющей трубкой, причем кожух ограничивает внутреннюю траекторию для направления нити из направляющей трубки;
механизм привода, удерживаемый кожухом и предназначенный для подачи следующих один за другим участков нити;
трубку ожижителя, удерживаемую кожухом в положении ниже по потоку от внутренней траектории;
нагреватель, предназначенный для нагрева, по меньшей мере, участка трубки ожижителя, за счет чего, таким образом, обеспечивается, по меньшей мере, частичное расплавление следующих один за другим участков нити, подаваемой механизмом привода, для подачи материала нити в расплавленном состоянии; и
экструзионный наконечник, размещенный ниже по потоку от нагревателя и предназначенный для создания участка выпуска при экструдировании материала нити в расплавленном состоянии.
14. Способ построения трехмерного объекта, в котором осуществляют: загрузку контейнерного узла сменного картриджа в загрузочный отсек системы послойного экструдерного осаждения, причем контейнерный узел удерживает первую часть нити;
пропускание направляющей трубки сменного картриджа через систему послойного экструдерного осаждения; при этом направляющая трубка удерживает вторую часть нити;
ввод узла накачки сменного картриджа в подвижный держатель, размещенный в камере построения, при этом узел накачки по меньшей мере частично удерживает третью часть нити;
подачу следующих один за другим участков нити из контейнерного узла через направляющую трубку в узел накачки;
по меньшей мере, частичное расплавление подаваемых один за другим участков нити в узле накачки для получения экструдируемого материала и
экструдирование экструдируемого материала в камеру построения методом "слой за слоем" для формирования трехмерного объекта.
15. Способ по п.14, в котором дополнительно осуществляют: выгрузку сменного картриджа из системы послойного экструдерного осаждения, осуществляемую в случае, по меньшей мере, частичного израсходования нити; и
загрузку второго сменного картриджа в систему послойного экструдерного осаждения.
16. Способ по п.15, в котором узел накачки содержит электрическое соединение для обеспечения возможности электропитания от системы послойного экструдерного осаждения.
17. Способ по п.14, в котором дополнительно обеспечивают: создание электрического соединения между контейнерным узлом сменного картриджа и системой послойного экструдерного осаждения и передачу электроэнергии от электрического соединения, по меньшей мере, к одному составному элементу, размещенному в узле накачки сменного картриджа.
18. Способ по п.14, в котором сменный картридж является первым сменным картриджем и в котором дополнительно осуществляют:
загрузку контейнерного узла сменного картриджа во второй загрузочный отсек системы послойного экструдерного осаждения при сохранении первого сменного картриджа в загруженном в загрузочный отсек состоянии;
пропускание направляющей трубки второго сменного картриджа в камеру построения;
ввод узла накачки второго сменного картриджа в подвижный держатель при сохранении узла накачки первого сменного картриджа во вставленном в подвижный держатель состоянии;
подачу следующих один за другим участков второй нити из контейнерного узла второго сменного картриджа через направляющую трубку второго сменного картриджа в узел накачки второго сменного картриджа;
по меньшей мере, частичное расплавление подаваемых один за другим участков второй нити в узле накачки второго сменного картриджа для получения второго экструдируемого материала и
экструдирование второго экструдируемого материала в камеру построения методом "слой за слоем" для формирования поддерживающей структуры трехмерного объекта.
19. Способ по п.14, в котором контейнерный узел сменного картриджа содержит:
внешний кожух;
по меньшей мере, один вкладыш, размещенный внутри внешнего кожуха;
катушку в сборе, размещенную внутри, по меньшей мере, одного вкладыша, причем катушка в сборе является составным элементом контейнерного узла, в котором хранится источник нити; и
соединение для трубки, предназначенное для создания точки доступа при подаче нити из катушки в сборе.
20. Способ по п.14, в котором узел накачки сменного картриджа содержит:
кожух, соединенный с направляющей трубкой, причем кожух ограничивает внутреннюю траекторию для направления нити из направляющей трубки;
механизм привода, удерживаемый кожухом и предназначенный для подачи следующих один за другим участков нити;
трубку ожижителя, удерживаемую кожухом в положении ниже по потоку от внутренней траектории;
нагреватель, предназначенный для нагрева, по меньшей мере, участка трубки ожижителя, за счет чего, таким образом, обеспечивается, по меньшей мере, частичное расплавление следующих один за другим участков нити, подаваемой механизмом привода, для подачи материала нити в расплавленном состоянии; и
экструзионный наконечник, размещенный ниже по потоку от нагревателя и предназначенный для создания участка выпуска при экструдировании материала нити в расплавленном состоянии.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 7297304 B2, 20.11.2007 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ ПОСЛОЙНОГО СИНТЕЗА ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2186681C2 |

