Изобретение относится к области машиностроения и может быть использовано при шлифовании поверхностей высокой точности профильным абразивным инструментом, например при шлифовании зубьев цилиндрических шестерен топливного насоса на зубошлифовальном станке методом прерывистого профильного шлифования.
Известен способ профильного шлифования зубьев: патент RU 2199420 C1, B23F 1/00; "Способ формообразования элементов зубчатого профиля" (Елисеев Ю.С., Старков В.К., Новиков B.C., Брылев В.И., Поклад В.А.), заявка 2002108013/02, 01.04.2002, при котором профильный абразивный круг перемещают относительно детали с продольной подачей и снимают за несколько проходов определенный припуск, повторяя профиль круга на детали. Данный способ является наиболее близким к описываемому изобретению.
Недостатком известного способа является образование продольных рисок на обработанной поверхности вдоль направления зуба или строчного микрорельефа, негативно влияющего на приработку зубчатой цилиндрической передачи шестеренного топливного насоса. При этом высота микронеровностей в поперечном направлении в 3-5 раз больше высоты микронеровностей в продольном направлении. Известна традиционная технология зубохонингования, устраняющая продольные риски, однако данный процесс трудоемкий и не обеспечивает повышение точности обработки, поэтому данная технология не эффективна для изготовления высокоточных зубчатых передач 4-й степени точности и выше.
Техническим результатом изобретения является повышение точности и уменьшение высоты микронеровностей в поперечном направлении профильной поверхности при ее шлифовании, а также получение на поверхности прерывистого микрорельефа, способствующего повышению эксплуатационных характеристик пар трения, например цилиндрических шестерен топливного насоса.
Технический результат изобретения достигается тем, что в процессе обработки шлифовальный абразивный инструмент разворачивают на определенный угол β относительно направления продольной подачи S. Угол β выбирают от 0° до 5°, при этом в каждой точке К контакта шлифовального абразивного инструмента с поверхностью детали вектор скорости резания V направлен под углом γ к направлению продольной подачи S, тем самым обеспечивая:
- повышение точности и качества обработанной поверхности за счет уменьшения колебаний системы СПИД;
- уменьшение микронеровностей в поперечном направлении за счет взаимных наложений траекторий движения абразивных зерен шлифовального инструмента;
- образование прерывистого микрорельефа на поверхности, обеспечивающего снижение шума, повышение плавности работы и сохранение смазывающей пленки в зоне контакта трущихся поверхностей под нагрузкой, например зубьев шестерен топливного насоса.
На фиг.1-8 представлены схемы, описывающие реализацию способа профильного шлифования.
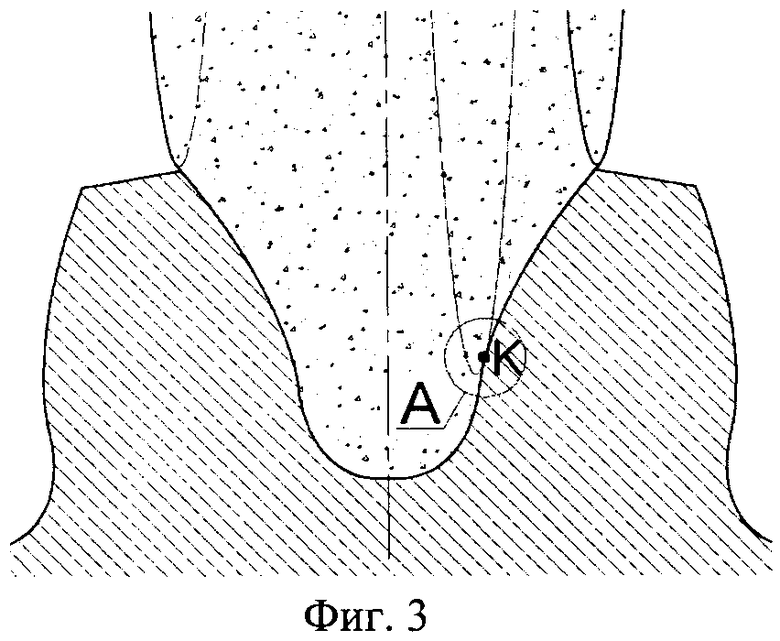
На фиг.1 показана схема разворота профильного шлифовального абразивного инструмента на угол β относительно направления продольной подачи. При таком развороте шлифовального инструмента в направлении проекции продольной подачи S точки, лежащие на его профиле, будут описывать эллиптические траектории движения (см. фиг.3), которые выражаются формулой:
 или
или
 , где
, где
y - координата профиля инструмента относительно дна впадины;
x - координата профиля инструмента по ширине относительно его оси симметрии;
0,5D - наибольшая сторона эллипса; i - i-ая расчетная точка профиля в виде полилинии;
D - диаметр абразивного инструмента при касании им дна впадины зуба;
β - угол разворота шлифовального абразивного инструмента;
x0 - координата центра эллипса по оси х.
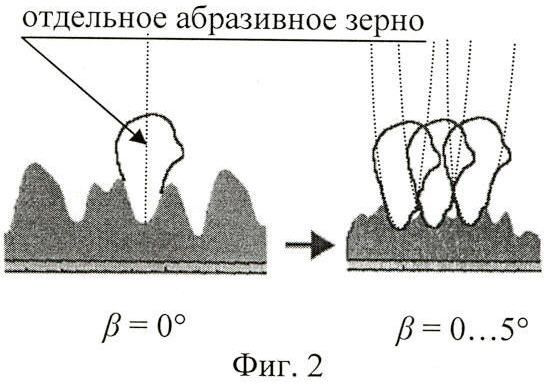
Угол разворота β выбирают из диапазона от 0° до 5°, который является оптимальным для получения наименьшей высоты микронеровности обработанной поверхности. При таком угле β реализуется взаимное наложение траекторий движения отдельно выступающих абразивных зерен шлифовального инструмента, образующих прерывистые следы резания на обработанной поверхности детали, получаемых при развороте абразивного инструмента и при осуществлении продольной подачи детали (см. фиг.2).
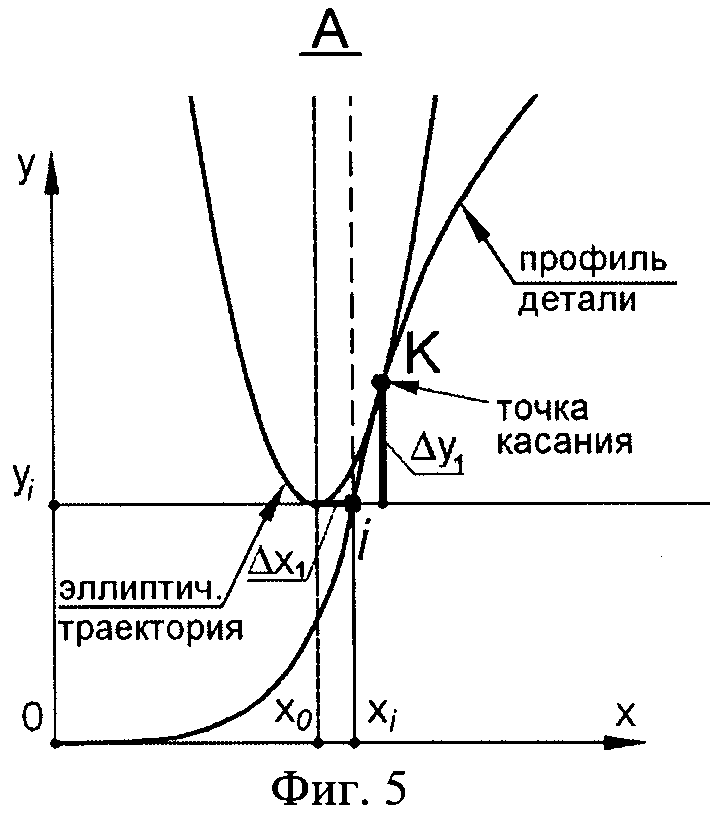
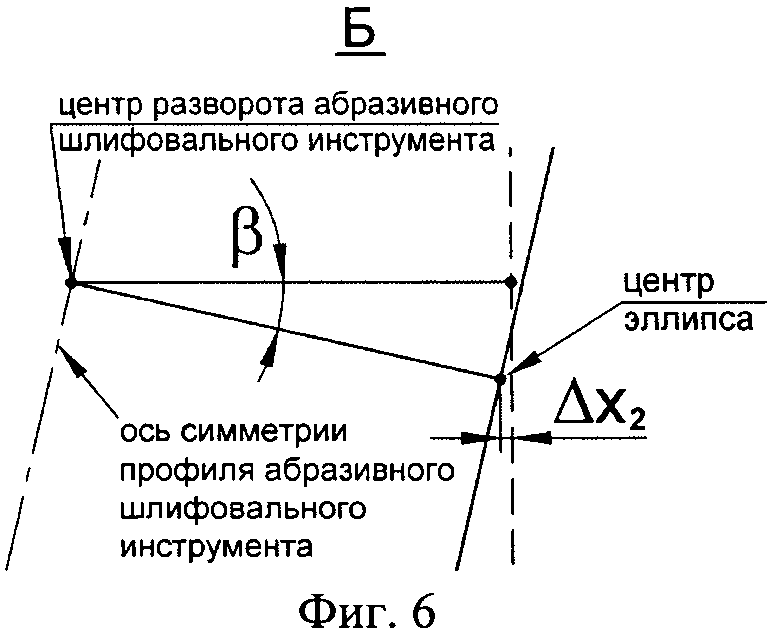
На фиг.5 и 6 показаны смещения одной из точек профиля К шлифовального абразивного инструмента, возникающие при его развороте на угол β относительно направления продольной подачи детали S. Штрихпунктирной линией показана начальная траектория движения рассматриваемой точки i инструмента при отсутствии разворота (β=0°). При этом Δх1 характеризует разницу положения точки касания К до и после разворота шлифовального абразивного инструмента с учетом образования эллиптической траектории движения рассматриваемой точки i. Данное значение находится из выражения Δx1=xi+j-xi, где i+j - номер точки, в которой абразивный инструмент контактирует с поверхностью детали, j - номер итерации при выполнении условия равенства производных эллиптической функции и функции прямой, являющейся участком полилинии профиля детали:  . Параметр
. Параметр  - это смещение центра эллиптической траектории, вызванное разворотом круга на угол β, где xi - координата профиля абразивного инструмента по ширине относительно его оси симметрии. Складывая оба смещения, получим суммарное смещение Δx=Δx1-Δх2, которое необходимо учитывать при получении профиля шлифовального абразивного инструмента, например, при его правке, которую можно осуществить двумя вариантами.
- это смещение центра эллиптической траектории, вызванное разворотом круга на угол β, где xi - координата профиля абразивного инструмента по ширине относительно его оси симметрии. Складывая оба смещения, получим суммарное смещение Δx=Δx1-Δх2, которое необходимо учитывать при получении профиля шлифовального абразивного инструмента, например, при его правке, которую можно осуществить двумя вариантами.
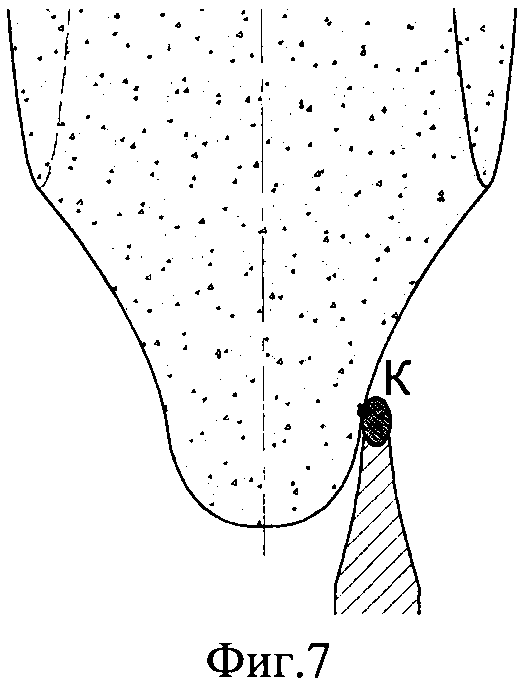
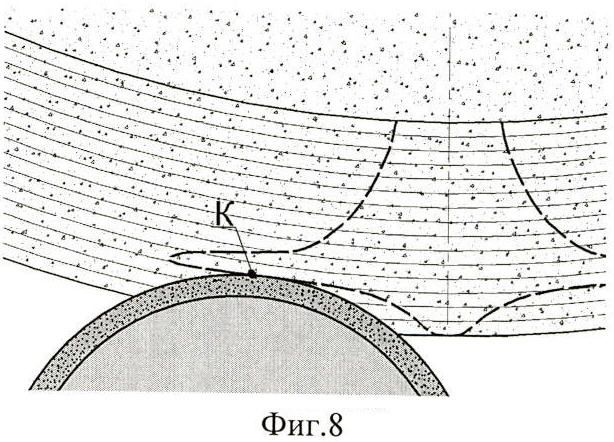
Вариант 1: При реализации разворота шлифовального абразивного инструмента относительно правящего инструмента на угол β касание правящего инструмента и шлифовального инструмента происходит по линии касания абразивного инструмента с обрабатываемой поверхностью детали (см. фиг.7, 8).
Вариант 2: При невозможности реализации разворота абразивного шлифовального инструмента относительно правящего инструмента на угол β при правке инструмента необходимо учитывать смещение профиля по ширине на значения Δх=Δx1-Δx2, которые компенсируются разворотом шлифовального абразивного инструмента на угол β.
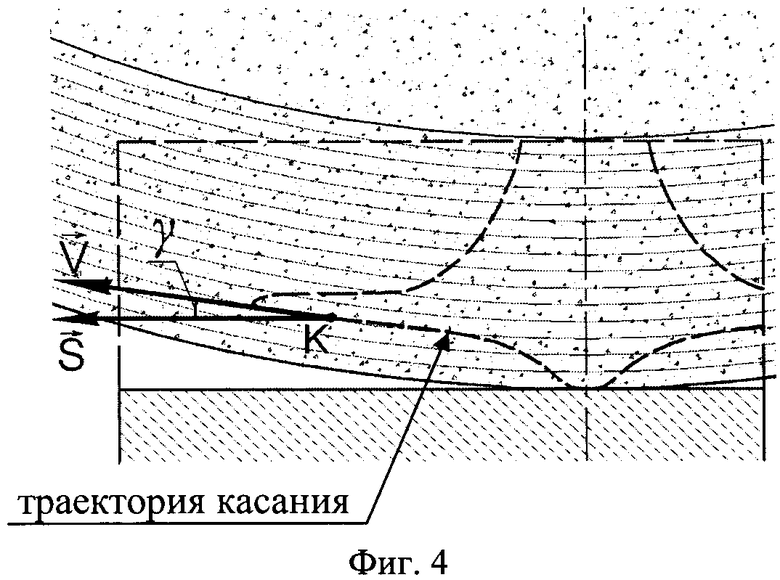
С учетом эллиптических траекторий движения точек профиля шлифовального абразивного инструмента касание с поверхностью профиля детали будет происходить по некоторой кривой линии, отраженной на фиг.4, проекция которой на плоскость y0z
описывается функцией  , где Δy1=yi+j-yi. В каждой точке К этой кривой линии касания векторы скорости резания V направлены под углом
, где Δy1=yi+j-yi. В каждой точке К этой кривой линии касания векторы скорости резания V направлены под углом  к направлению продольной подачи S, обеспечивая тем самым сглаживание микронеровностей в поперечном направлении и получение прерывистого микрорельефа на обработанной поверхности детали.
к направлению продольной подачи S, обеспечивая тем самым сглаживание микронеровностей в поперечном направлении и получение прерывистого микрорельефа на обработанной поверхности детали.
В настоящее время проводятся работы по испытаниям и внедрению нового способа профильного шлифования зубьев 4-й степени точности (по ГОСТ 1643-81) на шестернях топливного насоса перспективной системы автоматического управления газотурбинным двигателем.
Предлагаемый способ шлифования по сравнению с известным способом обеспечивает повышение точности, уменьшение высоты микронеровностей в поперечном направлении обработанных поверхностей и образование прерывистого микрорельефа на обработанных поверхностях, например, зубьев цилиндрических шестерен, что повышает плавность, снижает шум и виброактивность зубчатого зацепления, а также обеспечивает условие сохранения смазывающей пленки в зоне контакта зубьев шестерен под нагрузкой, что улучшает эксплуатационные характеристики зубчатой передачи и увеличивает ее долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| Способ шлифования вогнутых криволинейных поверхностей | 1990 |
|
SU1780998A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| Способ шлифования профильных цилиндрических деталей | 1979 |
|
SU776881A1 |
Изобретение относится к области машиностроения и может быть использовано при шлифовании поверхностей высокой точности профильным абразивным инструментом, например при шлифовании зубьев цилиндрических шестерен топливного насоса на зубошлифовальном станке методом прерывистого профильного шлифования. Шлифовальный абразивный инструмент располагают под углом β к направлению продольной подачи. Величину угла β выбирают в диапазоне от 0° до 5°. Обеспечивают направление вектора скорости резания в каждой точке линии касания абразивного инструмента с обрабатываемой поверхностью детали под углом к направлению продольной подачи. В результате повышается точность обработки, уменьшается высота микронеровностей и образуется прерывистый микрорельеф на обрабатываемой поверхности. 1 з.п. ф-лы, 8 ил.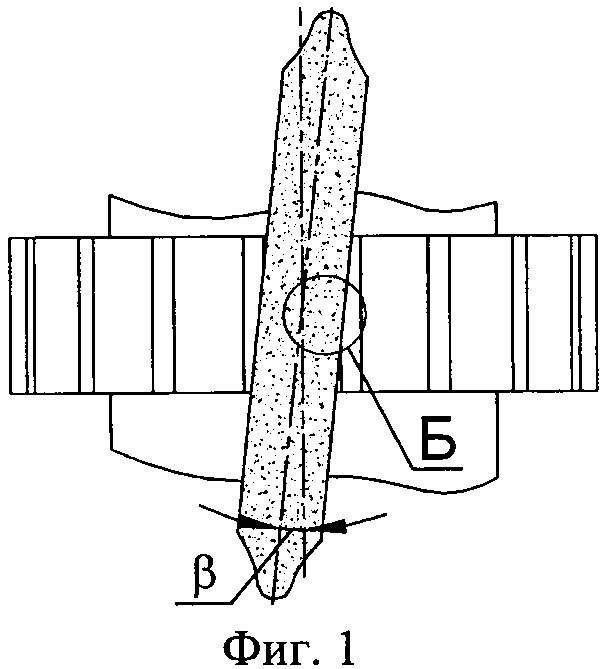
1. Способ профильного шлифования деталей, включающий сообщение обрабатываемой детали продольной подачи и использование профильного шлифовального абразивного инструмента, отличающийся тем, что профильный шлифовальный абразивный инструмент располагают под углом β к направлению продольной подачи, величину которого выбирают в диапазоне от 0° до 5°, с обеспечением направления вектора скорости резания в каждой точке линии касания абразивного инструмента с обрабатываемой поверхностью детали под углом к направлению продольной подачи.
2. Способ по п.1, отличающийся тем, что шлифовальный абразивный инструмент имеет профиль, ширина которого отличается от ширины профиля обрабатываемой поверхности детали на значения, компенсируемые разворотом шлифовального абразивного инструмента на угол β.
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЭЛЕМЕНТОВ ЗУБЧАТОГО ПРОФИЛЯ | 2002 |
|
RU2199420C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Способ отделки зубьев зубчатых колес | 1970 |
|
SU371761A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ИСТОЧНИКОВ АКУСТИЧЕСКОЙ ЭМИССИИ В ГОРНОМ МАССИВЕ | 1990 |
|
RU2009528C1 |
| JP 8090338 A, 09.04.1996. | |||

