Данное изобретение относится к способу изготовления ламинированных панелей для пола, включающих по меньшей мере основу, содержащую древесно-полимерный композиционный материал (ДПКМ), и верхний слой ламината, включающему стадии обеспечения гранулированного ДПКМ, в котором природные волокна заключены в оболочку из полимерных материалов, образующего основу панелей; прикрепления к основе верхнего слоя ламината с образованием листа и окончательной обработки листа с получением одной или более панелей. Данное изобретение также относится к установке для изготовления ламинированных панелей для пола и к новому типу ламинированных панелей для пола.
Способ, подобный описанному выше, известен, например, из US 2006/0032175 А1. В этом документе описаны материалы для настилки полов и способы их изготовления. Описанные в этом патенте панели включают основу из ДПКМ, сверху которой расположен слой с печатным рисунком и наружный слой, образующий верхний слой ламината. Основу из ДПКМ изготавливают с помощью экструзионной технологии так, что получают или на 100% сплошную основу, или основу, имеющую одну или более полостей или ячеек. Сначала формируют ламинат, и после этого его можно накладывать на основу и фиксировать на ней с помощью адгезива, предпочтительно, с помощью термоплавкого адгезива, например, такого термоплавкого клея, как полиуретановый термоплавкий клей.
Целью данного изобретения является обеспечение нового способа изготовления таких ламинированных панелей для пола.
Также целью данного изобретения является обеспечение простых в изготовлении ламинированных панелей для пола.
Для того, чтобы достичь одной или более из этих целей, данное изобретение обеспечивает способ изготовления ламинированных панелей для пола, включающий стадии обеспечения слоя гранулированного материала, его плавления и прессования расплавленного материала с образованием основы панелей.
Такой способ представляет собой простой и дешевый способ изготовления ламинированных панелей для пола, и в то же время позволяет также получить высококачественную основу для панелей.
Предпочтительно на расплавленный слой гранул ДПКМ помещают слой бумаги, стекловолокна, фольги или подобного материала, чтобы спрессовать его с листом основы.
Этот способ обладает тем преимуществом, что вышеупомянутый слой можно использовать для обеспечения базиса для прикрепления верхнего слоя ламината. Верхний слой ламината часто изготавливают из одного или более слоев бумаги, смоченной или пропитанной (меламиновой) смолой, и непросто прикрепить такой слой к основе из ДПКМ. Для выполнения такого прикрепления необходимо использование отдельного клея. В соответствии с изобретением, такой клей больше не требуется, поскольку слой бумаги или подобного материала, который сплавлен с основой, образует подходящий базис для прикрепления ламината к основе посредством смолы. Этот способ является экологически благоприятным способом прикрепления. Слой также обеспечивает стабильный продукт и может приводить к лучшему и более однородному охлаждению материала ДПКМ, что снижает внутреннее напряжение и, таким образом, уменьшает сворачивание. Слой также устраняет необходимость чистовой обработки верхней стороны панели. Слой может иметь такое строение, что он позволяет теплу проходить только в одном направлении. Этот изолирующий эффект (в направлении материала ДПКМ) можно использовать для предотвращения повторного плавления материала ДПКМ в случае, если дополнительные слои прикрепляют к базовому слою при нагревании, например, ЛНП (ламинат низкого давления) напрессовывают на базовый слой в горячем прессе, который может иметь температуру до 200°С. Эта температура может приплавить ламинат к базовому слою, но не достигает ДПКМ основы, благодаря изолирующим свойствам базового слоя. Если слой представляет собой слой стекловолокна или подобного материала, основу можно использовать в качестве основания для вспененного ПВХ или подобного полимерного материала, что приводит к получению ламината винилового типа на носителе из ДПКМ.
Эффективный способ прессования получают, если расплавленный слой ДПКМ прессуют в непрерывном режиме с получением непрерывного листового полотна, которое нарезают на отдельные листы, используемые в качестве исходного материала для получения одной или более панелей. Если на основу следует наплавить слой бумаги, преимущественно слой бумаги поставляют в виде рулона бумаги, который разматывают, чтобы наложить его на расплавленный слой ДПКМ.
В дополнительном воплощении способа по изобретению на противоположную сторону расплавленного слоя гранулированного ДПКМ наносят второй слой бумаги, так, чтобы сформировать бумажные слои на обеих сторонах листа основы. Благодаря наличию слоев бумаги на обеих сторонах основы, легче регулировать надлежащее охлаждение панели без риска сворачивания листа. Дополнительным преимуществом таких бумажных слоев является то, что они предотвращают прилипание полимеров из ДПКМ основы к прессу, например, к ленте конвейера пресса непрерывного действия.
В качестве альтернативы прикреплению слоя бумаги на расплавленную основу с последующим прикреплением ламината к слою бумаги предложено непосредственно накладывать весь верхний слой ламината или его часть на расплавленный слой гранулированного ДПКМ, чтобы спрессовать его с листом основы.
Этот способ устраняет необходимость прикрепления верхнего слоя ламината к основе на отдельной стадии. Это позволяет изготавливать лист в целом за одну стадию прессования основы и прикрепления к ней требуемых слоев.
Изготовление и окончательная обработка панелей включают нарезку листов на отдельные панели, а также механическую обработку и чистовую обработку кромок панелей с формированием соединительных и, при необходимости, фиксирующих деталей, чтобы обеспечить возможность соединения панелей друг с другом.
Изобретение также включает установку для изготовления ламинированных панелей, включающую устройство подачи гранулированного материала, предназначенное для обеспечения слоя гранулированного материала из ДПКМ, нагреватель, предназначенный для нагревания гранулированного материала до температуры, при которой гранулированный материал находится по существу в расплавленном состоянии, и пресс, предназначенный для прессования гранулированного материала с получением листа требуемых размеров. Предпочтительно установка включает устройство для подачи в пресс одного или более слоев бумаги или другого материала в виде полотна, такого как стекловолокно или фольга, чтобы прикреплять его к расплавленной основе в ходе прессования.
Кроме того, изобретение включает ламинированную панель, включающую основу, выполненную из ДПКМ, сплавленный с основой базовый слой и верхний слой ламината, включающий по меньшей мере один слой, прикрепленный к базовому слою, например, слой бумаги, пропитанной пропиточным материалом, таким как меламиновая смола, и прикрепленный к базовому слою из бумаги посредством этого пропиточного материала, или слой вспененного ПВХ, сплавленный с базовым слоем из стекловолокна или фольги.
Далее изобретение дополнительно проиллюстрировано со ссылкой на чертежи, изображающие, в виде примера, одно из воплощений изобретения.
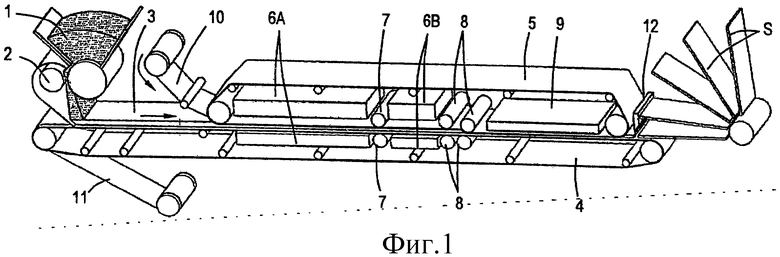
Фиг.1 представляет собой очень схематичное изображение установки для изготовления ламинированных панелей по изобретению.
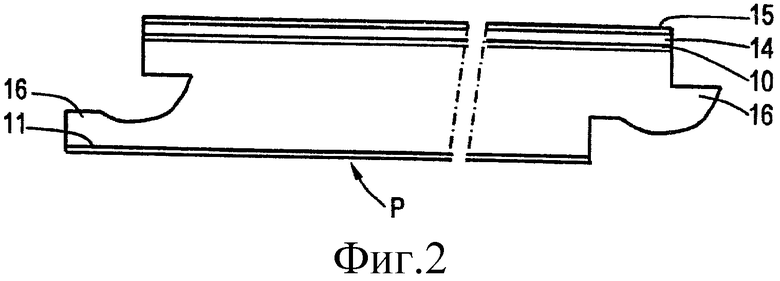
Фиг.2 представляет собой увеличенный вид в разрезе панели, изготовленной в соответствии с данным изобретением.
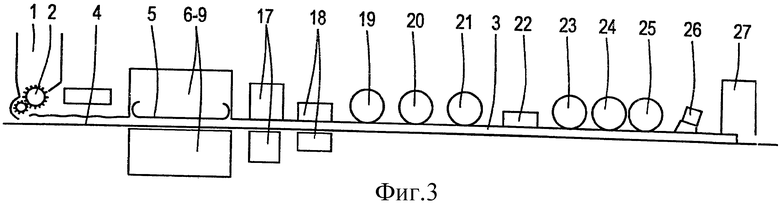
Фиг.3 представляет собой очень схематичное изображение другой установки для изготовления другого воплощения ламинированных панелей по изобретению.
На чертежах и, в частности, на Фиг.1, изображена установка для изготовления ламинированных листов S, которые могут включать панели Р (см. Фиг.2), которые вырезают из листов S и обрабатывают способом, хорошо известным в уровне техники.
Установка включает устройство 1 подачи гранулированного материала, включающее механизм 2, который предназначен для подачи слоя 3 гранулированного материала на несущую ленту 4 конвейера.
Гранулированный материал слоя 3 выполнен из древесно-полимерного композиционного материала, который является материалом, известным в уровне техники. Он может включать примерно от 30 мас.%, до 95 мас.%, по меньшей мере одного полимерного материала и примерно от 5 мас.% до 80 мас.%, по меньшей мере одного типа натурального волокна или порошка, исходя из массы основы. Полимерный материал может представлять собой один или более полимеров, имеющих полиолефиновую группу, например, полиэтилен. Другие примеры полимеров включают полипропилен, поливинилхлорид, сополимер ПВХ, а также другие пригодные термопластичные полимеры. Полимерный материал, предназначенный для обработки, может находиться в форме порошка, жидкости, кубиков, гранул и/или в любой другой форме. Полимерный материал может быть свежеприготовленным, повторно используемым или их смесью. Полимерный материал может включать вспенивающий агент для получения основы со вспененной ячеистой структурой.
Натуральные волокна или порошок имеют определенное содержание влаги, в зависимости от технических характеристик плиты из ДПКМ и требований к ней. Натуральные волокна могут быть получены из любого источника древесины, источника целлюлозы, других природных источников или их сочетания. Обычно можно применять любые натуральные волокна, которые получают из деревьев, растений, их частей и т.п.Конкретный выбор определенного типа древесины и/или древесных волокон может оказывать влияние на свойства получаемой панели. Например, волокна из экзотических твердых пород древесины могут быть существенно толще и/или длиннее, чем волокна из обычной древесины хвойных пород. Жесткость при изгибе может быть выше, если ДПКМ основа изготовлена из более длинных волокон. Для того, чтобы улучшить механические свойства, такие как модуль изгиба и модуль упругости при растяжении изделия, можно также применять синтетические волокна. Натуральное волокно или порошок могут быть первично используемыми, повторно используемыми или смесью того и другого. Кроме того, натуральные волокна или порошок могут быть объединены со вспенивающим агентом, чтобы получить основу со вспененной ячеистой структурой.
Механизм 2 может включать систему, поставляемую фирмой Schilling-Knobel GmbH, описанную в заявке WO 99/26773, включенной в текст настоящего описания посредством ссылки, включающую бункер, установленный на дозирующем валике, который забирает материал, который должен быть распределен по конвейерной ленте 4. Конечно приемлемы также и другие системы.
Нижняя лента 4 конвейера имеет большую длину, чем вторая, верхняя лента 5 конвейера, которая расположена на некотором расстоянии от устройства 1 подачи гранулированного материала.
Верхняя и нижняя ленты 4, 5 конвейера проходят на определенном расстоянии параллельно друг другу и включают различные зоны. Первая зона в направлении движения конвейерных лент 4, 5 представляет собой нагревательную зону 6. В этой зоне гранулированный материал из ДПКМ нагревают до такой температуры, что гранулированный материал расплавляется в достаточной степени, чтобы размягчиться в массу, из которой можно сформировать сплошной непрерывный лист. Температура нагревания зависит от полимера, используемого в гранулированном материале из ДПКМ, и может составлять, например, от 180°С и 250°С. В этом приведенном для примера воплощении нагревательная зона 6 разделена на первую нагревательную зону 6А и вторую нагревательную зону 6В, с прижимными роликами 7 между ними. Эти прижимные ролики 7 расположены ниже транспортной части нижней ленты 4 конвейера и выше транспортной части верхней ленты 5 конвейера, чтобы осуществлять первичное прижимное действие на слой расплавленного гранулированного материала. Второй комплект прижимных роликов 8, состоящий из двух пар верхних и нижних прижимных роликов, оказывает окончательное прижимное воздействие на слой расплавленного гранулированного материала и определяет окончательную толщину формируемого листа.
Последняя зона в пределах конвейерных лент 4, 5 представляет собой зону 9 отпуска, в пределах которой слой 3 в виде листа охлаждают и придают ему окончательную форму. Конвейерные ленты 4, 5 выполнены из армированных лент с термостабилизирующим покрытием, например, из стекловолокна с покрытием из Teflon®. Обратные стороны лент в нагревательных зонах 6А, 6В находятся в контакте с нагревающими пластинами, а в зоне 9 отпуска - в контакте с охлаждающими пластинами. Пластины верхней конвейерной ленты 5 выполнены с возможностью перемещения в вертикальном направлении, в то время как пластины нижней конвейерной ленты 4 жестко закреплены. Возможность перемещения пластин верхней конвейерной ленты 5 необходима для создания зазора в соответствии с требуемой толщиной формируемого листа. В принципе, нагревающие и охлаждающие пластины не оказывают давления на слой гранулированного материала, и только калибрующие прижимные ролики 7 установлены таким образом, чтобы оказывать давление на расплавленный слой гранулированного материала, с целью определения его толщины.
В соответствии с изобретением, с нижней и верхней стороны слоя 3 гранулированного материала подают слой 10, 11 бумаги или другого поглощающего материала, чтобы сплавить его со слоем гранулированного материала, то есть прикрепить его к слою гранулированного материала посредством расплавленного полимера из гранулированного материала. Слои 10, 11 бумаги подают путем разматывания их с подающего рулона. Слои 10, 11 бумаги располагают между слоем 3 гранулированного материала и или нижней конвейерной лентой 4, или верхней конвейерной лентой 5, таким образом, чтобы они также способствовали предотвращению прилипанию слоя гранулированного материала к конвейерным лентам 4, 5. Скорость подачи слоев 10, 11 бумаги можно отрегулировать так, чтобы она соответствовала скорости движения конвейерных лент 4, 5, но возможно также, чтобы бумагу не просто накладывали, но вытягивали за счет трения между слоем бумаги и слоем 3 гранулированного материала и/или конвейерными лентами 4, 5.
В положении ниже по ходу движения относительно верхней конвейерной ленты 5 установлено режущее устройство 12 для разрезания непрерывного листового полотна на отдельные листы S, которые затем собирают для дальнейшей обработки.
На Фиг.2 показана готовая панель, изготовленная в соответствии со способом, проиллюстрированным на Фиг.1; панель включает основу 3, изготовленную из гранулированного ДПКМ.
Панель по Фиг.2 включает верхний слой ламината, прикрепленный к основе 3. В этом примере верхний слой ламината представляет собой полученную при высоком давлении ламинированную конструкцию, включающую по меньшей мере напечатанный декоративный слой 14 и пропитанный защитный покровный слой 15, спрессованные друг с другом с применением тепла и давления с получением единого слоя благодаря пропиточному материалу, который предпочтительно представляет собой смолу, например меламиновую смолу. Предпочтительно меламиновую смолу смешивают с мочевино-формальдегидной смолой, чтобы получить преимущественные свойства, такие как минимальная усадка и сниженное помутнение.
Покровная бумага 15 предпочтительно представляет собой в высокой степени абразивный покровный слой, который предпочтительно содержит частицы оксида алюминия или другие абразивные износостойкие частицы, внедренные в поверхность бумаги.
Верхний слой ламината, как описано выше, состоит из одного или более слоев бумаги, но в соответствии с данным изобретением возможно применение одного или более слоев древесного шпона, слоев вулканизированной целлюлозы или других слоев, пригодных в качестве верхнего слоя.
Декоративный слой и верхние слои в целом могут быть текстурированы, например, они могут быть снабжены тиснением в соответствии с рисунком нанесенного печатным способом декоративного слоя, чтобы еще лучше имитировать натуральный материал, такой как камень, кирпич, керамику, дерево, мрамор или т.п.
Предпочтительно, с обратной стороны слоя 3 основы обеспечивают и закрепляют задний слой, при необходимости располагая между указанными слоями слой 10 бумаги. Задний слой можно использовать в качестве компенсирующего слоя, и он может также обладать водостойкими свойствами.
По меньшей мере на двух противоположных сторонах панелей, а предпочтительно на всех сторонах формируют соединительные средства 16, для соединения соседних панелей друг с другом. Предпочтительно соединительные средства включают также систему механической фиксации, чтобы фиксировать соседние панели не только в направлении, перпендикулярном поверхности панелей, но также и в направлении, параллельном поверхности и перпендикулярном соответствующей стороне панели. Однако изобретение не ограничено этим. Изобретение охватывает все соединительные системы, включая применение адгезивов.
Альтернативный способ изготовления панелей по изобретению заключается в том, что верхний слой ламината и, при необходимости, также задний слой закрепляют непосредственно на основе одновременно с формованием листа основы. Это означает, что (бумажные) слои 10 и 11 формируют из материалов для образования верхнего слоя ламината и заднего слоя, которые непосредственно прикрепляют к основе за счет сцепления с расплавленной основой. Кроме того, верхний слой ламината должен иметь такую структуру, чтобы его можно было поставлять в рулонах и прикреплять непосредственно к основе посредством базового слоя. Верхний слой ламината или верхний слой может состоять из слоев бумаги, но также согласно изобретению возможно применение одного или более слоев древесного шпона или слоев вулканизированной целлюлозы, при условии, что они выдерживают нагревание в ходе прессования.
Другой альтернативный способ изготовления панелей по данному изобретению схематически изображен на Фиг.3. Этот способ предусматривает непосредственную печать декоративного рисунка на основу из ДПКМ. Установка включает устройство 1 подачи гранулированного материала, механизм 2 для формирования слоя, конвейерные ленты 4, 5 и зоны 6-9 нагревания и прессования. Дополнительно установка включает разглаживающее устройство 17 для выравнивания по меньшей мере верхней поверхности, а предпочтительно, обеих поверхностей основы 3 из ДПКМ, установку 18 для обработки поверхности с помощью коронного разряда, с целью увеличения поверхностного натяжения по меньшей мере верхней поверхности, но предпочтительно, обеих поверхностей основы 3 из ДПКМ, так, чтобы способствовать сцеплению с ними накладываемого слоя. Первый слой, который обеспечивают на основе 3 из ДПКМ, является грунтовкой, второй слой является покровным слоем, предпочтительного белого цвета, а третий слой является фоновым окрашенным слоем, цвет которого соответствует основному цвету окончательного декора. Эти слои могут представлять собой слои краски, которые наносят валками 19, 20 и 21, или другими средствами нанесения краски. В направлении движения потока за этими валками установлено выравнивающее устройство 22, за которым следуют валки 23, 24 и 25 для обеспечения декоративного цветного слоя, противоизносного слоя и верхнего слоя. Наконец, установлено режущее устройство 26 для нарезки полотна на меньшие по размеру листы и камера 27 упреждающего регулирования режущего устройства 26. Таким образом, этот способ применяют для обеспечения верхнего слоя ламината из цветных слоев непосредственно на основе из ДПКМ.
Из вышеописанного следует, что данное изобретение обеспечивает панели для настилки полов или других покрытий, таких как стеновые и потолочные покрытия, которые обладают превосходными качествами, например, акустическими характеристиками (как в отношении переносимого по воздуху, так и ударного звука), лучшей водо- и влагостойкостью (по сравнению с панелями из ДВП средней плотности/ДВП высокой плотности), анти- или астатическим поведением, с сохранением многих характеристик ламинированных панелей на основе ДВП средней плотности/ДВП высокой плотности.
Данное изобретение не ограничено воплощениями, приведенными на чертежах и описанными выше, которые можно изменять различным образом в пределах области защиты изобретения. Например, можно сочетать основу 3 из ДПКМ с другим слоем материала. Например, основа в целом может включать базовый слой материала, например ДВП высокой плотности, и наложенный на него слой ДПКМ. Соединение между этими слоями можно осуществить после формования ДПКМ, или слой ДПКМ можно сформировать на базовом слое. С ДПКМ можно сочетать другие слои, на основе из ДПКМ, под ней или внутри нее. Основу из ДПКМ можно сформировать более чем в одной стадии прессования, например, чтобы создать в пределах основы несколько слоев ДПКМ, имеющих различные характеристики. Например, слой ДПКМ с низкой плотностью может быть расположен между слоями ДПКМ, обладающими более высокой плотностью. Можно также объединить слои ДПКМ, которые были оптимизированы для различных целей: слой, обладающий преимущественными акустическими свойствами, мягкий верхний слой, чтобы способствовать созданию более глубокого рельефа, мягкий нижний слой для улучшения способности к выравниванию.
Кроме того, возможна печать декоративного рисунка на (бумажном) слое, который прикрепляют к основе из ДПКМ при ее формировании. Таким образом, нет необходимости в отдельном ламинате. Печать можно осуществлять до или после прикрепления к основе из ДПКМ. Слой можно покрыть смолой и, возможно, анти-абразивными частицами, в качестве финишного покрытия. В еще одном воплощении декоративный рисунок непосредственно печатают на материале из ДПКМ, т.е. не накладывая такой слой для печати, как бумага. В качестве альтернативы или дополнительно на исходный материал из ДПКМ можно нанести тиснение и/или провести абразивную/пескоструйную обработку с конкретным рисунком для имитации натурального материала, такого как дерево или камень.
Данное изобретение относится к способу изготовления ламинированных панелей для пола, включающих, по меньшей мере, основу, содержащую древесно-полимерный композиционный материал (ДПКМ), и верхний слой ламината. Способ включает стадии: обеспечения гранулированного материала из ДПКМ, в котором натуральные волокна заключены в оболочку из полимерных материалов; обеспечения слоя гранулированного материала и его плавления; прессования расплавленного слоя в непрерывном режиме образованием непрерывного полотна, где на расплавленный слой гранулированного материала помещают по меньшей мере базовый слой, чтобы спрессовать его вместе с листом основы, и прикрепления верхнего слоя ламината к базовому слою с получением листа и окончательной обработки и нарезки листа с получением панелей. Изобретение обеспечивает создание простых в изготовлении ламинированных панелей для пола. 2 н. и 6 з.п. ф-лы, 3 ил.
1. Способ получения ламинированных панелей для пола, включающих по меньшей мере основу, содержащую древесно-полимерный композиционный материал (ДПКМ) и верхний слой ламината, включающий стадии:
обеспечения гранулированного материала из ДПКМ, в котором натуральные волокна заключены в оболочку из полимерных материалов;
обеспечения слоя гранулированного материала и его плавления;
прессования расплавленного слоя в непрерывном режиме с образованием непрерывного полотна;
где на расплавленный слой гранулированного материала помещают по меньшей мере базовый слой, чтобы спрессовать его вместе с листом основы, и прикрепления верхнего слоя ламината к базовому слою с получением листа и
окончательной обработки и нарезки листа с получением панелей.
2. Способ по п.1, в котором базовый слой выполнен из бумаги, стекловолокна или подобного материала.
3. Способ по п.1, в котором верхний слой ламината состоит по меньшей мере из слоя бумаги, пропитанной пропиточным материалом, например, меламиновой смолой, и в котором верхний слой ламината прикрепляют к базовому слою посредством пропиточного материала.
4. Способ по п.1, в котором базовый слой поставляют в виде рулона материала, который разматывают, чтобы наложить его на расплавленный слой гранулированного материала.
5. Способ по п.1, в котором на расплавленный слой гранулированного материала помещают верхний слой ламината, включающий базовый слой, чтобы спрессовать его вместе с основой с получением листа.
6. Способ по п.1, в котором на противоположной стороне расплавленного слоя гранулированного материала из ДПКМ помещают задний слой материала, например, бумаги, так, чтобы сформировать слои на обеих сторонах основы.
7. Способ по любому из предшествующих пунктов, в котором кромки панелей подвергают механической обработке с формированием соединительных и фиксирующих деталей.
8. Способ изготовления ламинированных панелей для пола, включающих по меньшей мере основу, содержащую древесно-полимерный композиционный материал (ДПКМ), и декоративный верхний слой, включающий стадии:
обеспечения гранулированного материала из ДПКМ, в котором натуральные волокна заключены в оболочку из полимерных материалов;
обеспечения слоя гранулированного материала и его плавления;
обеспечения по меньшей мере базового слоя из бумаги, стекловолокна или подобного материала на расплавленном слое гранулированного материала;
прессования расплавленного слоя с образованием основы панелей, снабженной базовым слоем;
выполнения декоративной печати на базовом слое, непосредственно или косвенно, до или после его прикрепления к основе;
окончательной обработки листа с получением одной или более панелей.
| Ротор электрической машины | 1988 |
|
SU1721715A1 |
| US 20050029709 А1, 10.02.2005 | |||
| ЕР 1591214 А, 02.11.2005 | |||
| JP 2886694 В2, 26.04.1999 | |||
| НАПОЛЬНАЯ ПАНЕЛЬ С ГЕРМЕТИЗИРУЮЩИМИ СРЕДСТВАМИ | 2002 |
|
RU2289004C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННЫХ ДРЕВЕСНЫХ ПЛИТОЧНЫХ МАТЕРИАЛОВ И ЛАМИНИРОВАННЫЙ ДРЕВЕСНЫЙ ПЛИТОЧНЫЙ МАТЕРИАЛ | 2003 |
|
RU2235638C1 |

