
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для горячей прокатки полосы | 1981 |
|
SU973209A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ТРУБНЫХ МАРОК СТАЛИ | 2008 |
|
RU2393933C1 |
| Способ производства листового проката | 1985 |
|
SU1311796A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| Стан для прокатки слябов | 1981 |
|
SU995951A1 |
| Стан для горячей прокатки полосыС ушиРЕНиЕМ | 1979 |
|
SU816585A1 |
Изобретение относится к черной металлургии и может быть использовано при производстве горячекатаной листовой стали. Целью изобретения является упрощение конструкции экрана и снижение тепловых потерь полосы. После выхода раската 3 из черновой группы клетей стана включают механизм перемещения до соприкосновения с поверхностью раската 3 экранирующих элементов, выполненных в виде роликов 9. При движении полосы по рольгангу 2 за счет сил трения неприводные ролики 9 вращаются в противоположную сторону по поверхности раската 3. После задачи раската 3 в чистовую группу клетей стана рама 1 поворачивают на 90° или на меньший угол до начала прохождения следующей полосы. 1 ил, 1 табл.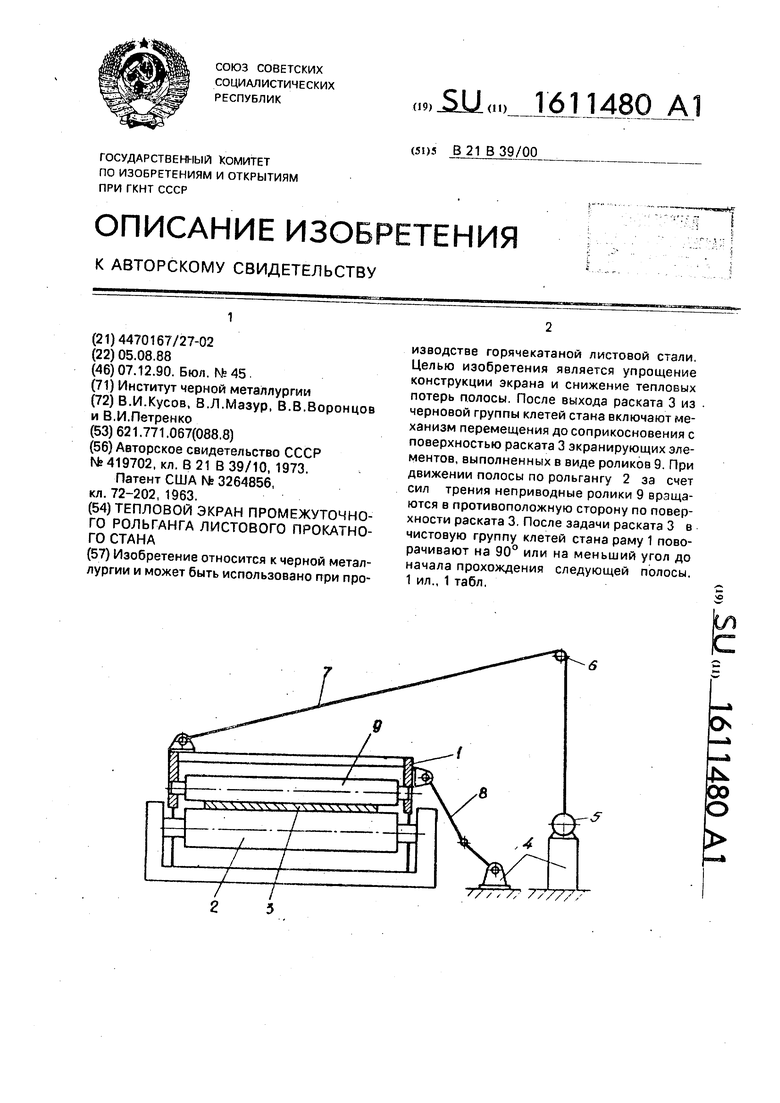
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТЕПЛОВЫХ ПОТЕРЬ ПРИ ГОРЯЧЕЙ ПРОКАТКЕ | 1971 |
|
SU419702A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
