Изобретение относится к производству высоконаполненных материалов на базе термопластичных полимеров с высоким содержанием наполнителей и может быть использовано в различных областях народного хозяйства: в строительстве, промышленном, сельскохозяйственном, водном, коммунальном, дорожном и др.
Известные способы изготовления полимербетонных композиций на базе термопластичных полимеров с высоким содержанием наполнителей, используемых при изготовлении элементов отделки зданий, плит пола, кровельного покрытия, в частности черепицы (пат. РФ 2127232, Кл. C04B 26/04, 1999 г., авт. св. SU 1719345, Кл. C04B 26/04, 1992 г., авт.св. SU 1756300, Кл. C04B 26/04, 1992 г.) не обеспечивают достаточной прочности и устойчивости изделий к динамическим нагрузкам. Особенно при низких температурах изделия обладают повышенной хрупкостью, а также горючестью.
В основу заявляемого изобретения положена задача создать композиционный материал из полимерминеральной смеси термопластбетон с высокими физико-техническими характеристиками для его широкого использования в различных областях народного хозйства.
Наиболее близким по технической сущности является способ приготовления полимербетонной смеси (авт.св. SU 1511236, C04B 26/04, 1988 г.), включающий нагрев минерального заполнителя фракций 1-10 мм до температуры от 255 до 300°C, смешение его с ненагретым полиэтиленом, введение в полученную смесь наполнителя фракций 0,008-0,63 мм, нагретого до температуры 150-250°C, и формование изделий.
Известный способ изготовления полимербетонных композиций на базе термопластичных полимеров с высоким содержанием минеральных наполнителей существенно отличается предварительным нагревом инертных до максимальной с точки зрения термодеструкции температуры.
Переход термопластичного полимера - полиэтилена в вязкотекучее состояние происходит за счет тепла, запасенного наполнителем при нагреве. При этом не требуется дополнительный нагрев и представляется возможность изготавливать изделия из высоконаполненных полимеров методом литья или прессования. Полезность способа вытекает из эффекта повышения производительности труда за счет сокращения времени нахождения изделия в форме и, следовательно, увеличения оборачиваемости форм.
Недостатком известного способа является невозможность получения высоких прочностных показателей изделий при указанном количестве компонентов смеси.
Техническим результатом предлагаемого изобретения является повышение прочностных показателей изделий и увеличение их долговечности при упрощении способа.
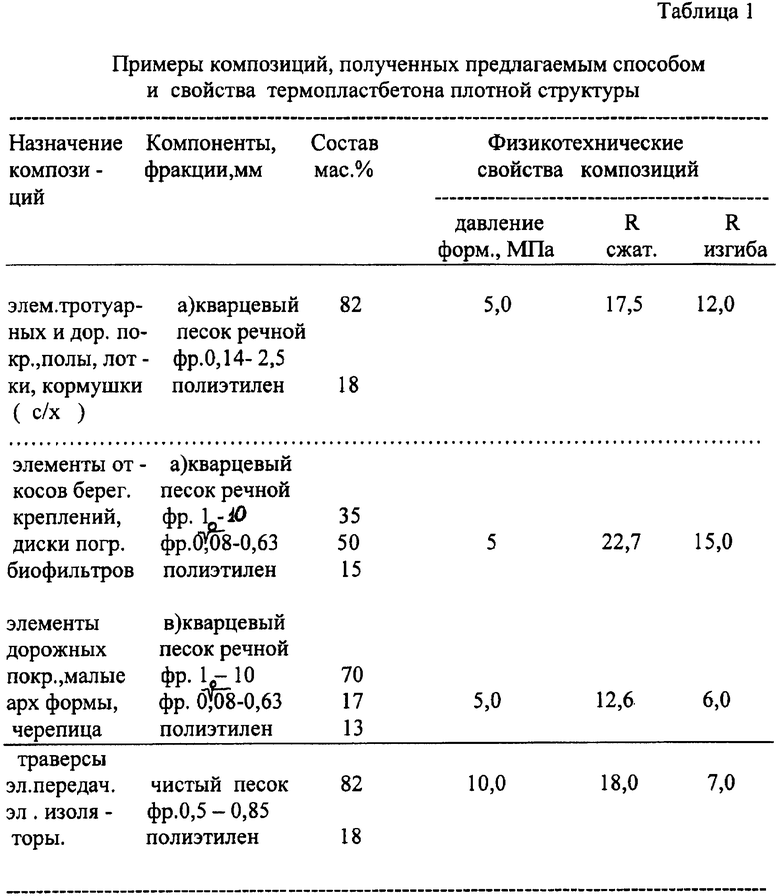
Указанный технический результат достигается тем, что в способе получения термопластбетона на базе термопластичных полимеров с высоким содержанием минерального зернистого наполнителя, основанном на смешении наполнителя, нагретого выше температуры текучести связующего, с ненагретым полиэтиленом и последующем формовании изделия из него, согласно изобретению для получения конструктивных изделий плотной структуры в качестве наполнителя берут кварцевый песок фракций 0,14-2,50 мм, нагревают до температуры от 180 до 250°C, смешивают с полиэтиленом в течение 300-360 с при соотношении компонентов, мас.%:
и полученную композицию подвергают формованию под давлением 5,0-10,0 МПа.
Длительные испытания данного материала позволили сделать выводы: качественные структурные изменения в термопластбетонах происходят при увеличении или снижении содержания в системе структурообразующих элементов. Могут быть рассмотрены две схемы:
а) связующего в смеси достаточно для заполнения всего пространства между зернами наполнителя и на их обволакивание, при этом связующее связывает между собой зерна наполнителя по всей их поверхности. В этом случае получается термопластбетон плотной структуры с остаточной пористостью в уплотненной смеси не более 3-5%,
в) связующего недостаточно для заполнения всего пространства между зернами наполнителя, при этом связующее связывает зерна наполнителя только в местах контакта между ними. В этом случае получается термопластбетон открыто-пористой структуры с остаточной пористостью более 15%.
Предлагаемый способ получения термопластбетона на песке способствует улучшению таких свойств материала, как пластичность, эластичность, морозостойкость, долговечность получаемых тонкостенных изделий для облицовки берегов, а также дисков погружных биофильтров, к которым предъявляются повышенные требования прочности и морозостойкости.
Второй вариант.
Для получения тонкостенных изделий плотной структуры, прочных и морозостойких, берут кварцевый песок фракций 1-10 мм и фракций 0,008-0,63 мм, нагревают до температуры 180°C, смешивают с полиэтиленом в течение 300-360 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 5 МПа.
Для увеличения поверхности контакта дискам погружных фильтров придают рифленую поверхность. Морозостойкость при расчетной температуре от -15 до -45°C включительно - марка F200; при температуре от -5 до -15°C включительно - марка F150.
Вариант третий.
Выявлено, что термопластбетон обладает и диэлектрическими свойствами:
- удельное объемное сопротивление 1013 Ом·см,
- удельное поверхностное сопротивление 1015 Ом·см,
что значительно превосходит данные свойства таких широко распространенных электроизоляционных материалов, как гетинакс, текстолит, стеклотекстолит.
Для получения термопластбетона с диэлектрическими свойствами используют чистый песок без примесей окислов различных металлов фракций 0,5-0,85 мм, нагревают до температуры не более 220°C, смешивают с полиэтиленом в течение 300-360 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением от 10 до 15 МПа.
Механические показатели материала, полученного предлагаемым способом:
Предел прочности при растяжении - 7 МПа
Предел прочности при статической изгибе - 18 МПа
Эти свойства отвечают требованиям, предъявляемым к материалу траверс. Тридцатилетняя продолжительность эксплуатации не потребовала ремонта и замены отдельных элементов - электроизоляторов сети.
Варьируя видом связующего, гранулометрией наполнителя, соотношением компонентов композиции, технологическими параметрами изготовления изделий, можно получить материалы с требуемыми свойствами (структурными, функциональными) для использования в различных областях строительства.
Примеры композиций, полученных предлагаемым способом, и свойства термопластбетона плотной структуры представлены в таблице 1.
Вариант четвертый.
Известные пористые фильтрующие материалы на базе сыпучих минеральных наполнителей, например песок, гравий, на цементной связке, на фенольном связующем и др., хрупки и не выдерживают деформаций, возникающих при их замораживании в водонасыщенном состоянии (В.М.Гаврилко, Б.М.Дектярев, И.В.Кириченко. Горизонтальные дренажи с трубофильтрами из пористого бетона. - М.: Стройиздат, 1976 г.).
Среди сооружений для биологической очистки сточных вод особое место занимают погружные биофильтры, т.к. просты в эксплуатации. Распространенные дисковые биофильтры изготавливают из жестких пластмасс (С.В.Яковлев, Ю.В.Воронов. Биологические фильтры. - М.: Стройиздат. 1982 г.).
Для очистки жидкости от взвеси наибольшее распространение получила безреагентная обработка осветляемой жидкости фильтрованием ее через пористые преграды - песок, керамзит, гравий, щебень и др. (Г.И.Николадзе. Технология очистки природных вод. 1987 г.). Однако известные материалы не в полной мере удовлетворяют качеству очистки. Эффективное использование безреагентного механизма изъятия загрязнений из фильтруемой жидкости требует применения фильтрующих материалов с повышенными (модифицированными) фукциональными характеристиками.
Для удаления масло- и нефтепродуктов из сточных вод используют материалы, обладающие сорбционно-адгезионными своствами, например песок, антрацит, дробленый керамзит, аглопорит, отходы производства горных пород, шлаки, плавающие зернистые материалы: полистирол, полипропилен, пенополиуретан, синтетические нетканые материалы (Отведение и очистка маслонефтесодержащих сточных вод в больших городах. 1986 г.). Известные материалы не могут удовлетворять современные требования по качеству очищаемых стоков. Эффективной очистке стоков от нефтепродуктов способствуют материалы и устройства, обладающие олеофильными, сорбционными и коалестирующими свойствами.
В основу заявляемого изобретения положена задача создать композиционный материал из полимерминеральной смеси термопластбетон - открыто-пористой структуры с высокими физико-техническими характеристиками и необходимыми свойствами: олеофильными, сорбционными и коалестирующими с целью его широкого использования в различных областях народного хозйства.
Наиболее близким по технической сущности является способ приготовления полимербетонной смеси (авт.св. SU 1511236, C04B 26/04, 1988 г.), включающий нагрев минерального заполнителя фракций 1-10 мм до температуры от 255 до 300°C, смешение его с ненагретым полиэтиленом, введение в полученную смесь наполнителя фракций 0,008-0,63, нагретого до температуры 150-250°C, смешивание и формование изделий. Прочностные показатели изделий при указанном количестве компонентов смеси: прочность на сжатие 4,4-17,8 МПа, прочность на изгиб 1,8-9,8 МПа.
Техническим результатом предлагаемого изобретения является повышение прочностных показателей изделий при обеспечении функциональных и эксплуатационных характеристик.
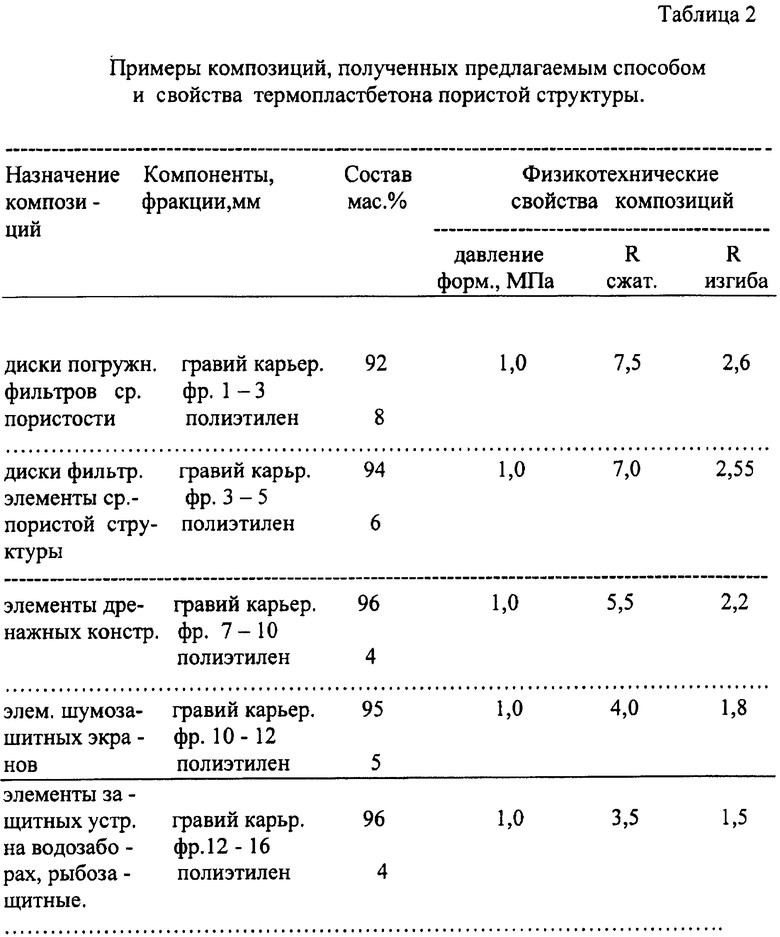
Указанный технический результат достигается тем, что в способе получения термопластбетона на базе термопластичных полимеров с высоким содержанием минерального зернистого наполнителя, основанном на смешении наполнителя, нагретого выше температуры текучести связующего, с ненагретым полиэтиленом и последующем формовании изделия из него, согласно изобретению для получения фильтрующих изделий с открыто-пористой структурой в качестве наполнителя берут карьерный гравий фракций от 1 до 20 мм, нагревают до температуры от 180 до 250°C, смешивают с полиэтиленом в течение 180-300 с при соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 1,0-1,5 МПа.
При этом
- для получения изделий с мелкопористой структурой используют нагретый до температуры 180-250°C карьерный гравий фракций 1-3 мм, и/или 3-5 мм или 5-7 мм, смешивают с полиэтиленом в течение 180-300 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 1,0-1,5 МПа.
- для получения фильтрующих элементов среднепористой структуры используют нагретый до температуры 180-250°C карьерный гравий фракций 5-7 мм, и/или 7-10 мм, и/или 10-12 мм, смешивают с полиэтиленом в течение 180-300 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 1 МПа,
- для получения элементов крупнопористой структуры используют нагретый до температуры 180-250°C карьерный гравий фракций 10-12 мм, или 12-16 мм, и/или 16-20 мм, смешивают с полиэтиленом в течение 180-300 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 1 МПа.
Предлагаемый способ получения термопластбетона на гравии с открыто-пористой структурой позволяет получить фильтрующие изделия различного конструктивного оформления с заранее заданными структурными, функциональными и эксплуатационными характеристиками.
Примеры композиций, полученных предлагаемым способом, и свойства термопластбетона пористой структуры представлены в таблице 2. Приводимые характеристики материала относятся к обобщающим показателям для термопластбетонов. Применительно к конкретным рецептурам материала показатели физико-механических и эксплуатационных свойств могут претерпевать значительные отклонения.
Так, для очистки маслонефтесодержащих стоков с помощью элемента из термопластбетона открыто-пористой структуры упрощается аппаратурное решение очистных сооружений, а подбор материала связующего придает фильтрующему элементу необходимые функциональные свойства: олеофильные, ионообменные, сорбционные и коалестирующие, что повышает эффективность очистки сточных вод. Технология получения этих материалов позволяет формовать элементы различной конфигурации.
В предлагаемом способе получения композитного материала в качестве модификатора процесса очистки жидкости используется пленка из термопластичных полимеров, образующаяся на каждом зерне в результате технологического процесса, несущая электрические заряды со знаком, противоположным знаку электрических зарядов загрязненной фильтруемой жидкости. Известно, что при разноименных электрических зарядах поверхности зерен фильтра и частиц взвесей значительно увеличиваются силы прилипания и, следовательно, грязеемкость фильтра, что свидетельствует о повышении эффективности очистки.
Для успешного протекания биохимических, массообменных и гидравлических процессов загрузочные изделия (насадки) или материалы, из которых изготовлены изделия, должны обладать высокой пористостью, большой удельной поверхностью, механической прочностью, устойчивостью к воздействию агрессивных сред и др.
Композитные фильтрующие материалы на основе термопластбетона отвечают всем выше перечисленным требованиям. Использование этих изделий выгодно отличается от традиционных широкими возможностями их формования с получением заданных свойств.
Практическая ценность предложенных материалов определяется тем, что они имеют высокоразвитую активную поверхность и из них могут быть изготовлены изделия практически любой структуры и геометрической формы, что дает возможность варьировать оформлением очистительных процессов. Применение изделий по предложенной технологии повышает эффективность работы очистных сооружений.
Термопластбетоны совмещают основные преимущества полиэтилена и свойства выбранных наполнителей. Требуемый комплекс свойств композитного материала обеспечивается правильным выбором компонентов и их соотношением в композиции.
Предлагаемый способ получения термопластбетона осуществляется следующим образом.
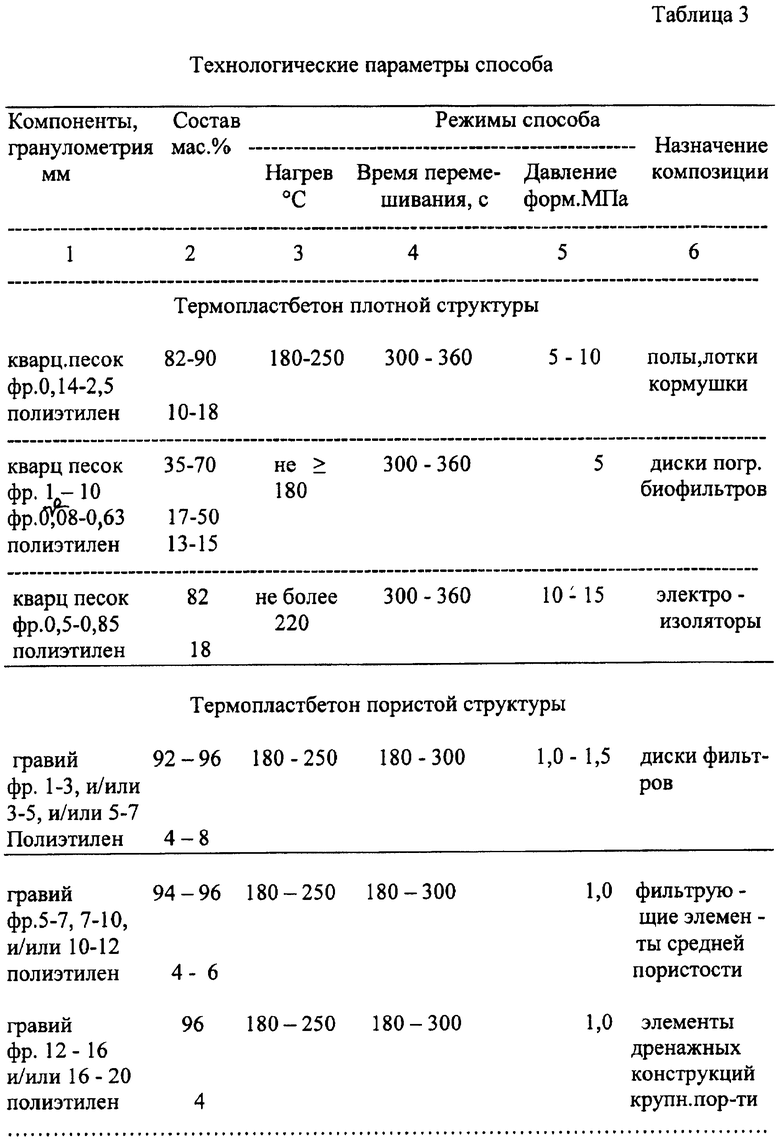
Формование изделий происходит при взаимодействии компонентов композитной системы, возникающем в результате смачивания расплавом полимера предварительно нагретой поверхности минерального зернистого материала. Частицы полимера, контактируя в смесителе с нагретой до температуры их плавления поверхностью зерен наполнителя, прогреваются, расплавляются и прилепают к зернам, образуя в ходе перемешивания компонентов полимерную пленку на каждом зерне материала. Последовательность загрузки смесителя: сначала загружают нагретый наполнитель, затем ненагретое связующее - полиэтилен. Температура нагрева наполнителя зависит от свойств связующего. Выход за указанные пределы (180-250°C) нежелателен в меньшую сторону, поскольку это приведет к снижению прочности получаемого материала, а в сторону увеличения, поскольку это приведет к еще большему падению прочности. Происходит это потому, что при взаимодействии полимера с поверхностью нагретого заполнителя происходит очень быстрое структурирование полимерного связующего: его переход из объемного состояния в пленочное, при этом недопустимо увеличение времени перемешивания смеси, чтобы не разрушить образовавшиеся связи в зоне контакта полимер-наполнитель.
Получение термопластов и формование из них изделий осуществляется в один цикл. Примеры композиций, получаемых предлагаемым способом, свойства композиций и область применения показаны в таблице 3.
Комплект оборудования: узел подготовки исходных материалов, смеситель, формующее устройство, вспомогательное оборудование. Формование изделий может осуществляться с использованием статического прессования, проката и укатки, комбинированных способов, включающих экструзию и вибрирование.
В результате интенсивного набора прочности в раннем возрасте изделия из этих композиций характеризуется кратковременным циклом изготовления.
Главные преимущества заявляемого способа:
- получение материала с необходимой пористостью, удельной поверхностью и плотностью,
- возможность регулировать эти параметры в зависимости от заданных условий работы,
- практически неограничные возможности конструктивного оформления изделий.
Присущие термопластбетонам функциональные, эксплуатационные и синергетические характеристики определили многообразные варианты их использования. Гибкая технология получения и переработки термопластбетонов позволяет производство изделий приспособить к возможностям пользователя.
Комплекс свойств термопластбетонов, их стойкость во многих средах и условиях эксплуатации, разнообразные области использования изделий из данного класса материалов обеспечивают обширные возможности их использования. Термопластбетоны являются материалом многоцелевого назначения. Из термопластов плотной структуры могут быть изготовлены плиты покрытий полов гражданских, промышленных и животноводческих помещений (в том числе и химически стойкие), кормушки, лотки для удаления технологических стоков, черепица, траверсы линий электропередач, плиты покрытия и орнаментальные изделия для заправочных станций, указательные столбики, оградительные знаки, водосточные желоба на откосах дорог, элементы малых архитектурных форм и т.д.
Из термопластов открыто-пористой структуры: элементы дренажей и фильтров, звукопоглощающие элементы, в качестве среды для выращивания растений в искусственных условиях, рыбозаградительные устройства и т.д. Использование полимеров со специальными свойствами, например бактерицидными, ионообменными, придает материалу обеззараживающие или специфические сорбционные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сырьевая смесь для получения строительного материала и способ получения строительного материала | 2021 |
|
RU2773577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2000 |
|
RU2165904C1 |
| Способ переработки древесных и термополимерных отходов с получением железнодорожных шпал | 2015 |
|
RU2614684C2 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ВТОРИЧНОГО ПОЛИЭТИЛЕНА ИЗ ОТХОДОВ КАБЕЛЯ | 2015 |
|
RU2669370C9 |
| СПОСОБ ПЕРЕРАБОТКИ КОМПОЗИЦИИ НА ОСНОВЕ ТЕРМОПЛАСТИЧНЫХ СМОЛ | 2022 |
|
RU2796828C1 |
| Способ изготовления строительного материала и плитка для тротуаров и полов, изготовленная этим способом | 2020 |
|
RU2738399C1 |
| Плита покрытия резинополиолефиновая (варианты) | 2023 |
|
RU2820137C1 |
| Биологически разрушаемая термопластичная композиция | 2020 |
|
RU2761830C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ ДЛЯ ТРУБ | 2012 |
|
RU2509786C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА | 1995 |
|
RU2086576C1 |
Изобретение относится к производству высоконаполненных материалов на базе термопластичных полимеров с высоким содержанием наполнителей и может быть использовано в различных областях: строительстве, промышленном, сельскохозяйственном, водном, коммунальном, дорожном и др. хозяйствах. В способе получения термопластбетона на базе термопластичных полимеров с высоким содержанием минерального зернистого наполнителя, основанном на смешении наполнителя, нагретого выше температуры текучести связующего, с ненагретым полиэтиленом и последующем формовании изделия из него, для получения конструктивных изделий плотной структуры в качестве наполнителя берут песок фракций 0,14-2,50 мм, нагревают до температуры 180-250°C, смешивают с полиэтиленом в течение 300-360 с при следующем соотношении компонентов, мас.%: указанный песок 82-90, полиэтилен 10-18, и полученную композицию подвергают формованию под давлением 5,0-10,0 МПа. Для получения изделий плотной структуры - дисков погружных биофильтров, в качестве наполнителя берут песок фракций 1-10 мм и фракций 0,008-0,63 мм, нагревают до температуры 180°C, смешивают с полиэтиленом в течение 300-360 с при следующем соотношении компонентов, мас.%: песок фракций 1-10 мм 35-70, песок фракций 0,008-0,63 мм 17-50, полиэтилен 13-15, и полученную композицию формуют под давлением 5 МПа. Для получения термопластбетона с диэлектрическими свойствами используют чистый песок без примесей окислов различных металлов фракций 0,5-0,85 мм при следующем соотношении компонентов, мас.%: указанный песок 82, полиэтилен 18, и полученную композицию формуют под давлением 10-15 МПа. Для получения фильтрующих изделий с открыто-пористой структурой в качестве наполнителя берут гравий фракций от 1 до 20 мм, нагревают до температуры 180-250°C, смешивают с полиэтиленом в течение 180-300 с при следующем соотношении компонентов, мас.%: указанный гравий 92-96, полиэтилен 4-8, и полученную композицию формуют под давлением 1,0-1,5 МПа. Технический результат - повышение прочностных показателей изделий, увеличение их долговечности. 4 н. и 3 з.п. ф-лы, 3 табл.
1. Способ получения термопластбетона на базе термопластичных полимеров с высоким содержанием минерального зернистого наполнителя, основанный на смешении наполнителя, нагретого выше температуры текучести связующего, с ненагретым полиэтиленом и последующем формовании изделия из него, отличающийся тем, что для получения конструктивных изделий плотной структуры в качестве наполнителя берут песок фракций 0,14-2,50 мм, нагревают до температуры 180-250°C, смешивают с полиэтиленом в течение 300-360 с при следующем соотношении компонентов, мас.%:
и полученную композицию подвергают формованию под давлением 5,0-10,0 МПа.
2. Способ получения термопластбетона на базе термопластичных полимеров с высоким содержанием минерального зернистого наполнителя, основанный на смешении наполнителя, нагретого выше температуры текучести связующего, с ненагретым полиэтиленом и последующем формовании изделия из него, отличающийся тем, что для получения изделий плотной структуры - дисков погружных биофильтров в качестве наполнителя берут песок фракций 1-10 мм и фракций 0,008-0,63 мм, нагревают до температуры 180°C, смешивают с полиэтиленом в течение 300-360 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 5 МПа.
3. Способ получения термопластбетона на базе термопластичных полимеров с высоким содержанием зернистого наполнителя, основанный на смешении наполнителя, нагретого выше температуры текучести связующего, с ненагретым полиэтиленом и последующем формовании изделия из него, отличающийся тем, что для получения термопластбетона с диэлектрическими свойствами используют чистый песок без примесей окислов различных металлов фракций 0,5-0,85 мм при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 10-15 МПа.
4. Способ получения термопластбетона на базе термопластичных полимеров с высоким содержанием минерального зернистого наполнителя, основанный на смешении наполнителя, нагретого выше температуры текучести связующего, с ненагретым полиэтиленом и последующем формовании изделия из него, отличающийся тем, что для получения фильтрующих изделий с открытопористой структурой в качестве наполнителя берут гравий фракций от 1 до 20 мм, нагревают до температуры 180-250°С, смешивают с полиэтиленом в течение 180-300 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 1,0-1,5 МПа.
5. Способ получения термопластбетона по п.4, отличающийся тем, что для получения фильтрующих элементов с пористой структурой - дисков погружных биофильтров, используют нагретый до температуры 180-250°C гравий фракций 1-3 мм, и/или 3-5 мм, или 5-7 мм, смешивают с полиэтиленом в течение 180-300 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 1,0-1,5 МПа.
6. Способ получения термопластбетона по п.4, отличающийся тем, что для получения фильтрущих элементов среднепористой структуры используют нагретый до температуры 180-250°C гравий фракций 5-7 мм, и/или 7-10 мм, и/или 10-12 мм, смешивают с полиэтиленом в течение 180-300 с при следующем соотношении компонентов, мас.%:
и полученную композицию подвергают формованию под давлением 1 МПа.
7. Способ получения термопластбетона по п.4, отличающийся тем, что для получения фильтрующих элементов крупно-пористой структуры используют нагретый до температуры 180-250°C гравий фракций 10-12 мм, или 12-16 мм, и/или 16-20 мм, смешивают с полиэтиленом в течение 180-300 с при следующем соотношении компонентов, мас.%:
и полученную композицию формуют под давлением 1 МПа.
| Способ приготовления полимербетонной смеси | 1988 |
|
SU1511236A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2000 |
|
RU2165904C1 |
| Способ изготовления строительных изделий | 1988 |
|
SU1719345A1 |
| СЫРЬЕВАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО И ВОЛНИСТОГО ЛИСТА | 2009 |
|
RU2402590C1 |
| 0 |
|
SU391099A1 | |
| Фильтрующий пористый материал | 1967 |
|
SU239547A1 |
| Приспособление для ловли рыбы на вращающуюся блесну | 1978 |
|
SU952186A2 |

