Данное изобретение относится к области конвейерных технологий, в частности к транспортировке плоских изделий, например, печатной продукции. Изобретение имеет отношение к конвейерной системе, а также способу транспортировки плоских изделий такой конвейерной системой, как раскрыто в п.п.1 и 13 формулы изобретения.
Как правило, при изготовлении плоских изделий, в частности печатной продукции, необходимо перегружать изделия с одного конвейерного устройства на другое. Для преодоления больших транспортных расстояний или разделения с целью обработки, дополнительный конвейер часто представляет собой захватывающий конвейер, в котором множество захватов перемещается вдоль замкнутой кольцевой трассы. Одно такое устройство, позволяющее перегружать изделия, доставленные подающим устройством в виде ленточного конвейера, на захватывающий конвейер, раскрыто, например, в документе ЕР-А 0557680 или СН 655488. Поступающие изделия, располагающиеся на ленте внахлест, захватываются по отдельности каждым соответствующим захватом в перегрузочной области изогнутой или прямой кольцевой трассы. Для выполнения этой задачи челюсти каждого захвата установлены с возможностью перемещения между открытым и закрытым положениями. Функцию управления осуществляет неподвижная направляющая (открывающая и закрывающая направляющая), взаимодействующая с управляющим элементом на захвате, например с направляющим роликом или шиной. В зависимости от конструкции захватов, при помощи направляющей также осуществима регулировка их ориентации относительно кольцевой трассы. Участок вдоль кольцевой трассы, на котором захваты закрываются или открываются и на котором, если применимо, происходит изменение захватом своей ориентации, задан формой и расположением соответствующей направляющей. В известных конвейерных системах такая направляющая неподвижна, поэтому все захваты выполняют одинаковый алгоритм движения, то есть на одном и том же участке открывания и/или закрывания они открываются, и/или закрываются, и/или поворачиваются одинаковым образом.
При обработке плоских изделий, в частности печатной продукции, в потоке транспортируемого материала могут оказаться дефектные изделия. Чтобы не создавать помех последующим процессам обработки и транспортировки, необходимо как можно раньше извлекать такие изделия из потока транспортируемого материала. Эта проблема возникает, например, при обертывании печатной продукции общей упаковочной пленкой: в случае дефектной обтяжки или неверного количества изделий пакет, состоящий из отдельных изделий может развалиться при последующей транспортировке захватывающим конвейером. Соответственно, при наличии возможности, по завершении прошедшего неверно этапа такой пакет следует извлечь из потока транспортируемого материала до перегрузки изделия на захватывающий конвейер. В известных конвейерных системах это достижимо только переводом целиком всего подающего устройства в такое положение, при котором захваты не могут подхватить изделие, например, возвратно-вращательным перемещением его за пределы перегрузочной области. Такое решение является сложным механически.
Задачей данного изобретения является предложение усовершенствованной конвейерной системы для плоских изделий, позволяющей не подхватывать отдельные изделия при перегрузке между подающим устройством и захватывающим конвейером.
Эта задача решается благодаря конвейерной системе с признаками пункта 1, а также способу транспортировки плоских изделий при помощи системы, раскрытой в пункте 13. Предпочтительные варианты изобретения раскрыты в зависимых пунктах, описании и чертежах.
Предлагаемая конвейерная система для плоских изделий, в частности для печатной продукции, содержит подающее устройство, а также захватывающий конвейер. Подающее устройство может представлять собой, например, ленточный конвейер, на ленте которого отдельно или внахлест лежат изделия, как, например, на выходе упаковочной линии, когда эти транспортируемые изделия представляют собой, например, завернутую в пленку печатную продукцию. Известным образом захватывающий конвейер оснащен множеством захватов, перемещаемых вдоль замкнутой кольцевой трассы. Каждый из захватов имеет две челюсти, установленные с возможностью взаимного вращения для достижения открытого или закрытого положения, а также, если применимо, и промежуточных положений. Положение челюстей и/или их ориентация относительно кольцевой трассы является функцией расположения захватов вдоль трассы и задается при помощи по меньшей мере одного управляющего устройства, оснащенного по меньшей мере одной направляющей, взаимодействующей с захватами по меньшей мере на участке трассы. Эта направляющая представляет собой, например, неподвижную закрывающую направляющую или размыкающий и/или открывающий элемент, или направляющую деталь, с помощью которой осуществляется поворот одной или двух челюстей относительно кольцевой трассы. Чтобы подхватить изделие с подающего устройства, при помощи управляющего устройства захваты управляются, таким образом, в перегрузочной области кольцевой трассы, чтобы осуществлялся перевод челюстей из открытого положения в закрытое. Это позволяет подхватывать, быстро зажимать и в зажатом состоянии транспортировать изделие дальше.
Согласно изобретению, при помощи управляющего устройства осуществимо такое управление захватами, которое позволяет избирательно перемещать отдельные захваты через перегрузочную область без подхватывания изделия с подающего устройства для дальнейшей транспортировки. Это достижимо различными путями, например, при помощи одной или нескольких следующих мер: не открывать отдельные захваты до перегрузочной области и/или в перегрузочной области, или так смещать участок закрывания, что закрытый захват не может подхватить изделия; так поворачивать отдельные захваты относительно кольцевой трассы до перегрузочной области или в перегрузочной области, чтобы изделия невозможно было ввести в захват; так открывать отдельные захваты в перегрузочной области, чтобы уже введенное изделие не захватывалось и, следовательно, выпадало. Управляющее устройство оснащено по меньшей мере одной управляемой направляющей, имеющей по крайней мере один подвижный элемент, например, подвижную направляющую поверхность или переключаемое переводное устройство, при этом предпочтительно, чтобы оно содержало подвижные открывающие и/или закрывающие направляющие и/или подвижные направляющие для изменения положения и/или ориентации захватов. Их можно применять отдельно или в сочетании с неподвижными направляющими. Направляющие поверхности подвижных направляющих способны, например, занимать различные положения в пространстве и, в зависимости от своего положения, либо функционировать в качестве активных направляющих поверхностей, взаимодействующих с захватами, либо не оказывать влияния на захваты. Следовательно, реализуемо изменение алгоритма движения отдельных захватов. Предпочтительно, чтобы управление подвижными направляющими осуществлялось при помощи блока управления.
Под перегрузочной областью понимается та часть кольцевой трассы захватов, на которой захват принципиально способен взаимодействовать с целью захватывания с изделием, транспортируемым подающим устройством. Под изделием, соответственно, понимается транспортируемая единица, при этом само изделие может состоять из нескольких составных частей. Изделия могут также представлять собой детали изделий, склеенные или укомплектованные изделия, при этом они могут лежать как отдельно, так и полными или неполными стопами, а кроме того, они могут быть упакованы или не упакованы. Это определение может относиться, например, к печатной продукции, упакованной при помощи упаковочной пленки. В этом случае отсеивают изделия с дефектной упаковкой или вообще без упаковки, или изделия с дефектными деталями или составными частями.
Предлагаемый способ содержит следующие этапы: транспортируют изделие подающим устройством; захватывают и транспортируют изделие дальше посредством захвата захватывающего конвейера, причем для этого в перегрузочной области переводят челюсти из открытого в закрытое положение; управляют открытым и/или закрытым положением и/или ориентацией захвата так, чтобы иметь возможность избирательного перемещения отдельных захватов через перегрузочную область без подхватывания изделия с подающего устройства.
Предлагаемая конвейерная система и соответствующий способ транспортировки обладают тем преимуществом, что они позволяют проводить избирательную отбраковку отдельных изделий в месте перегрузки изделий из потока подающего устройства на захватывающий конвейер и таким образом предотвращать их дальнейшую транспортировку. При этом отсортировка изделий в перегрузочной области между подающим устройством и захватывающим конвейером осуществляется за счет того, что не происходит захватывания изделий. Изделия падают вниз, например, под действием силы тяжести, после чего возможно их удаление. Предпочтительно, чтобы при этом сверху на них оказывалось давление со стороны захватов. Это позволяет минимизировать опасность бесконтрольного попадания деталей изделий частей в следующий транспортный канал и сопутствующих нарушений функционирования.
Для задания взаимного расположения челюстей и/или их взаимной ориентации предпочтительно, чтобы захваты имели управляющие элементы, взаимодействующие по меньшей мере с одной направляющей поверхностью направляющей управляющего устройства. При условии соответствующей настройки направляющей, данное изобретение позволяет в процессе эксплуатации использовать любой тип самого захвата.
Предпочтительно, чтобы захваты имели возможность целиком поворачиваться относительно кольцевой трассы. Предпочтительно, чтобы была реализуема независимая установка углового положения (ориентация зева захвата относительно кольцевой трассы) и взаимного расположения челюстей (степени открытия зева захвата). Это позволяет отменять подхват и/или выполнять отбраковку изделия, например, посредством разворота захвата. Изменение ориентации достижимо без приложения значительной силы, и по этой причине имеет то преимущество, что позволяет выполнить соответствующую направляющую конструктивно несложной, из легкого материала, и не подвергающуюся значительному износу. Кроме того, это дает возможность быстро производить переключения.
Выполнение захватов возможно, например, в соответствии с документами ЕР-А 0600183, ЕР-А 0557680 или WO 2007/115421, включаемыми в описание данного изобретения по ссылке. Эти захваты имеют два управляющих элемента в виде направляющих роликов. Направляющая (открывающая и/или закрывающая направляющая) взаимодействует с одним из направляющих роликов и таким образом управляет движением одной из челюстей, задавая в результате открытое и/или закрытое положение и/или вообще степень открытия зева захвата. Дополнительная направляющая (позиционирующая направляющая) взаимодействует со вторым направляющим роликом и таким образом задает ориентацию второй челюсти, а вместе с этим и всего захвата, независимо от степени его открытия. Имеется возможность независимо задавать угловое положение и степень открытия захвата.
Челюсти согласно ЕР-А 0600183, ЕР-А 0557680 или WO 2007/115421 предварительно напряжены в открытом положении и замкнуты в закрытом положении фиксирующим механизмом. Открывание захвата осуществляется посредством размыкания при помощи размыкающего (открывающего) элемента, взаимодействующего с фиксирующим механизмом.
Участок открывания и/или закрывания захвата вдоль кольцевой трассы, а также его ориентация и/или изменение ориентации задается формой направляющей или направляющих и/или формой соответствующей направляющей поверхности или поверхностей, взаимодействующих с управляющим элементом или элементами. Под направляющей в данном случае понимается также и вышеупомянутый размыкающий элемент.
Для отбраковки изделия направляющую поверхность и соответствующий участок закрывания изменяют, например, таким образом, чтобы участок закрывания располагался по ходу транспортировки до загрузочной области и/или до участка закрывания, на котором обычно происходит подхватывание изделия, при этом возможно, что для отбраковки изделия будет достаточно разворота только одной челюсти, без полного закрывания захвата. В альтернативном варианте возможно вообще не закрывая переместить захват до перегрузочной области и в перегрузочную область, и/или переместить его в закрытом состоянии через перегрузочную область, и/или так повернуть его в открытом или закрытом состоянии, чтобы не было возможности подхватить изделие. Еще одной альтернативой является разворот захвата или одной из его челюстей без смещения участка закрывания, так что вследствие изменения ориентации захват уже не может подхватить изделие.
В предпочтительном варианте изобретения реализована возможность управлять положением направляющей поверхности или направляющих поверхностей направляющей или направляющих относительно кольцевой трассы при помощи блока управления. Это позволяет так настраивать течение процесса открывания и/или закрывания, чтобы не происходило подхвата определенного изделия. Для этого предпочтительно, чтобы по крайней мере на одном участке кольцевой трассы по меньшей мере одна направляющая была установлена с возможностью сдвига или поворота относительно кольцевой трассы. Кроме того, для достижения очень высокой скорости процесса открывания или закрывания, направляющая способна воздействовать на захват только на очень коротком участке трассы, причем этому может способствовать предварительное напряжение захвата в открытом или закрытом состоянии, как раскрыто в документах ЕР 0600183, ЕР-А 0557680 или WO 2007/115421.
Еще в одном варианте изобретения предусмотрены по меньшей мере две действующие попеременно управляющие поверхности направляющей или направляющих. Они установлены неподвижно, причем переключение между ними выполняют при помощи переводного устройства. Изменением положения переводного устройства выбирают ту из двух направляющих поверхностей, вдоль которой будет двигаться управляющий элемент захвата. Как альтернативный вариант, возможно наличие неподвижной и подвижной направляющей, направляющие поверхности которых, в зависимости от положения подвижной направляющей, попеременно выступают в роли активных направляющих поверхностей и задают алгоритм движения. Поэтому в обоих случаях челюсти выполняют алгоритм движения, задаваемый формой активной направляющей поверхности, например, подхват изделия или разворот до перегрузочной области; нормальный или, в некоторых случаях, досрочный процесс закрывания. В обоих вариантах достижимы очень малые значения времени срабатывания, позволяющие, в частности, управление одним отдельным захватом. То есть, выборочное переключение, а вместе с ним и выборочное управление отдельным захватом также реализуемы и при высоких скоростях транспортировки. Оба варианта также позволяют обойтись без перемещения тяжелых деталей, например, направляющая воздействует (без приложения значительной силы) только на переводное устройство или только на одну из ориентаций одной из челюстей или всего захвата целиком.
Переводное устройство, которое может быть использовано в данном случае, раскрыто, например, в неопубликованной швейцарской патентной заявке 1888/06. Возможно применение и других переводных устройств.
Чтобы распознать изделие, которое должно быть отбраковано, предпочтительно использовать управляющий сигнал от предвключенного компонента конвейера или механизма, сообщающий о нарушении нормальной работы. В качестве альтернативного или дополнительного варианта возможно наличие устройства обнаружения, в частности, оптического датчика, расположенного по ходу транспортировки подающим устройством до захватывающего конвейера. В обоих случаях на блок управления передается управляющий сигнал о наличии в потоке подающего конвейера изделия, которое не должно быть подхвачено.
Предпочтительно такое исполнение захватывающего конвейера, чтобы его подающее устройство находилось, по меньшей мере, частично, непосредственно в загрузочной области. Двигаясь вдоль кольцевой трассы, захваты поступают к подающему устройству сверху. Это позволяет сбрасывать вниз изделия, которые не должны быть подхвачены, просто при помощи силы тяжести, без помех движению захватов. Для этого подающее устройство заканчивается, например, вблизи захватывающего конвейера или под захватывающим конвейером.
Один из предпочтительных вариантов изобретения позволяет выполнение захватом двойной функции: с одной стороны, он служит для подхвата изделий, предназначенных для дальнейшей транспортировки, а с другой стороны, благодаря соответствующему движению челюстей - для управляемого отклонения изделий, которые не должны быть подхвачены. Подхват, а также управляемая отбраковка изделий раскрываются более подробно ниже, со ссылками на чертежи.
Ниже раскрыты и представлены на чертежах примеры осуществления изобретения. Даны следующие схематические изображения:
фиг.1 и 2 иллюстрируют подхват изделий, а также отбраковку отдельных изделий в соответствии с известным уровнем техники;
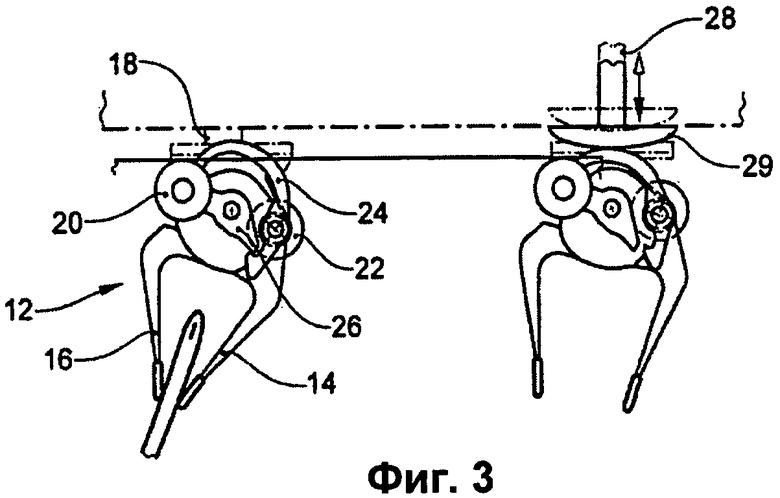
фиг.3 является детализированным изображением захвата, иллюстрирующим механизм открывания;
фиг.4 изображает предлагаемое устройство с неподвижной и поворотной направляющей для реализации двух различных участков закрывания;
фиг.5 является детализированным изображением направляющей с фиг.4 и соответствующих управляющих элементов на захвате;
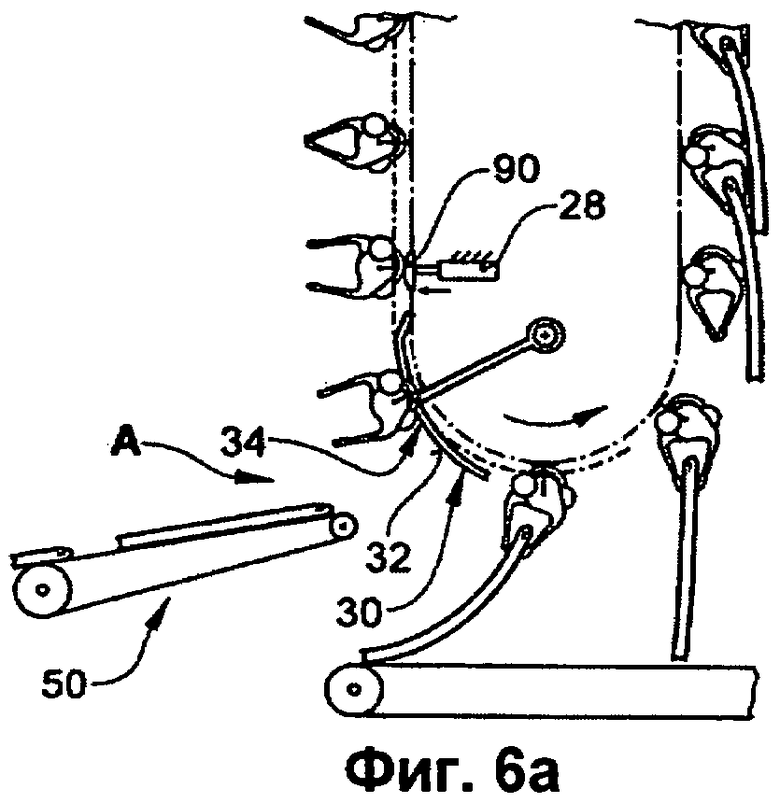
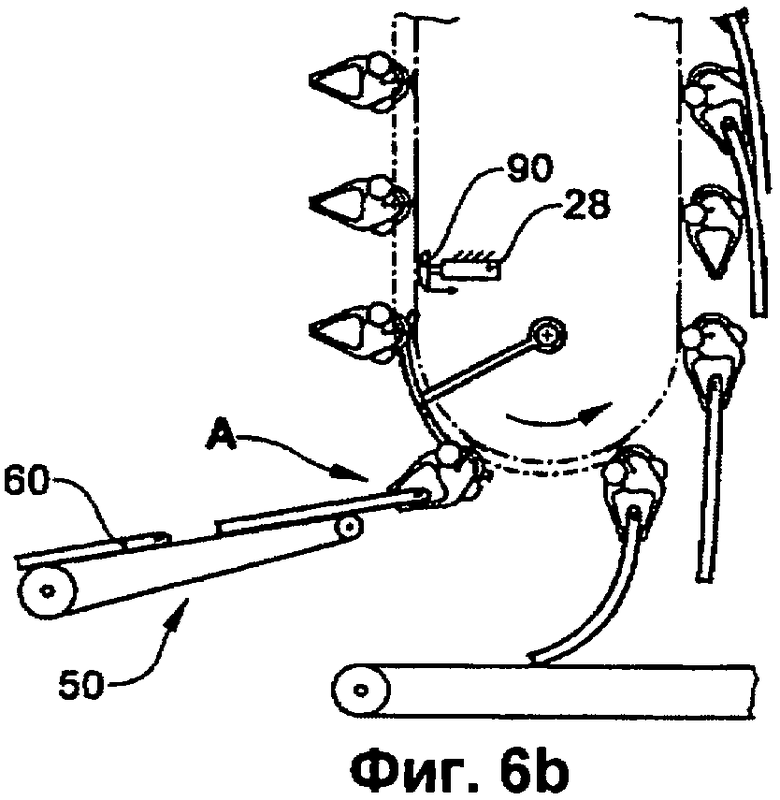
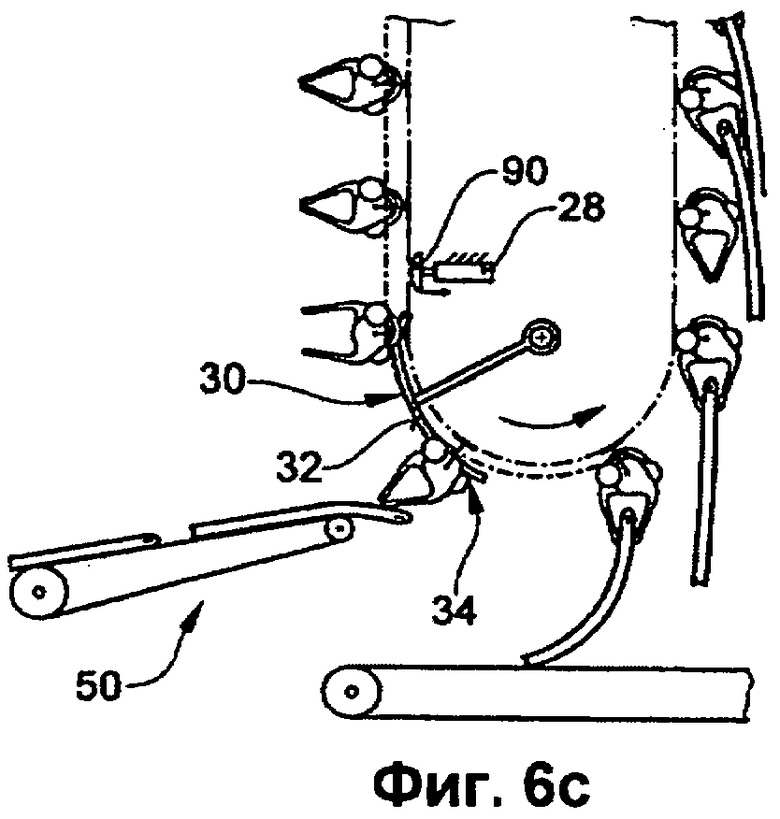
фиг.6 изображает предлагаемое устройство с управляемым размыкающим элементом, расположенным до неподвижной направляющей;
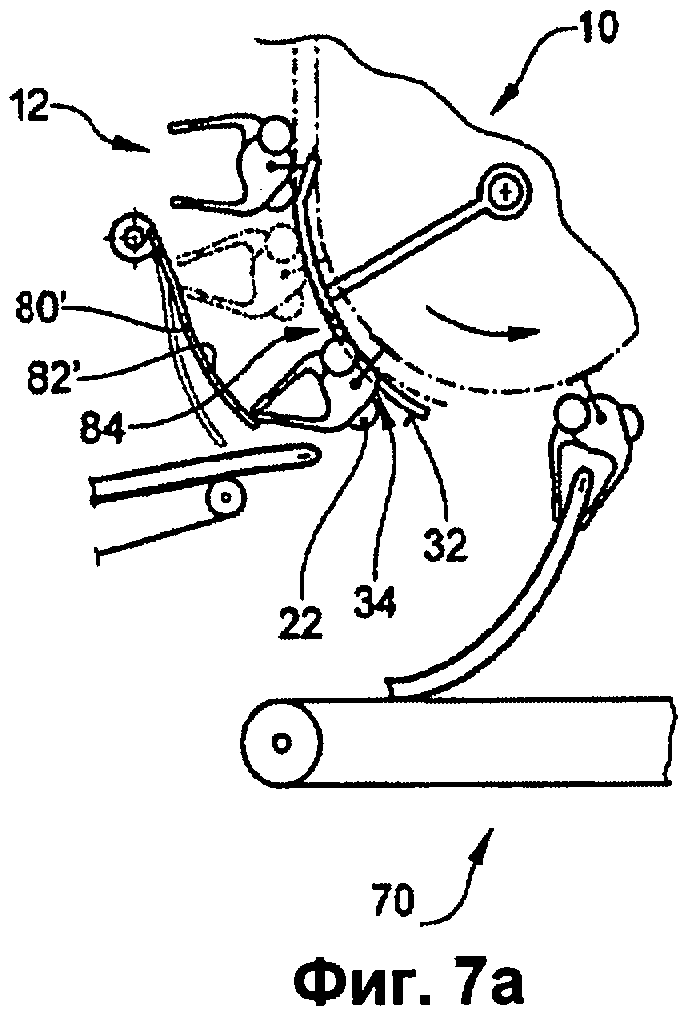
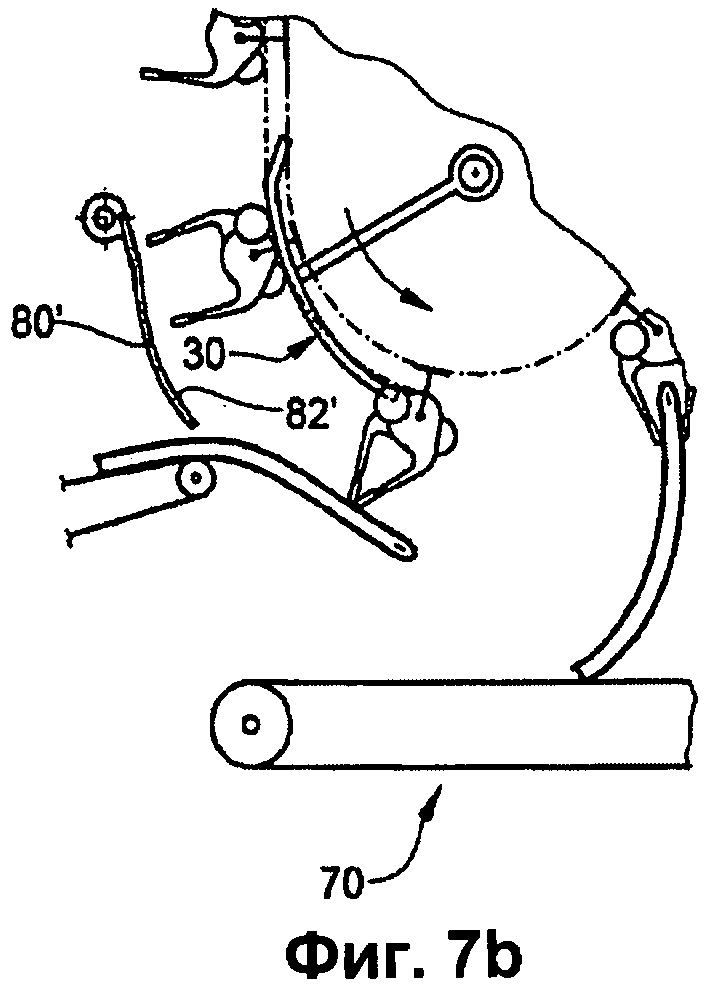
фиг.7 изображает предлагаемое устройство с поворотной направляющей, взаимодействующей с одной из челюстей;
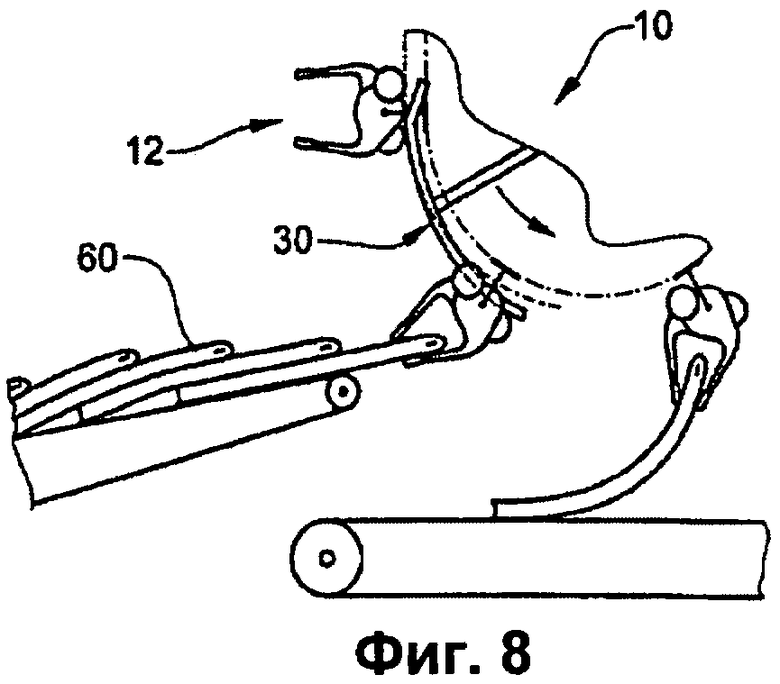
фиг.8 является детализированным изображением устройства с фиг.1 или 6 в момент подхвата им изделий из каскадного потока.
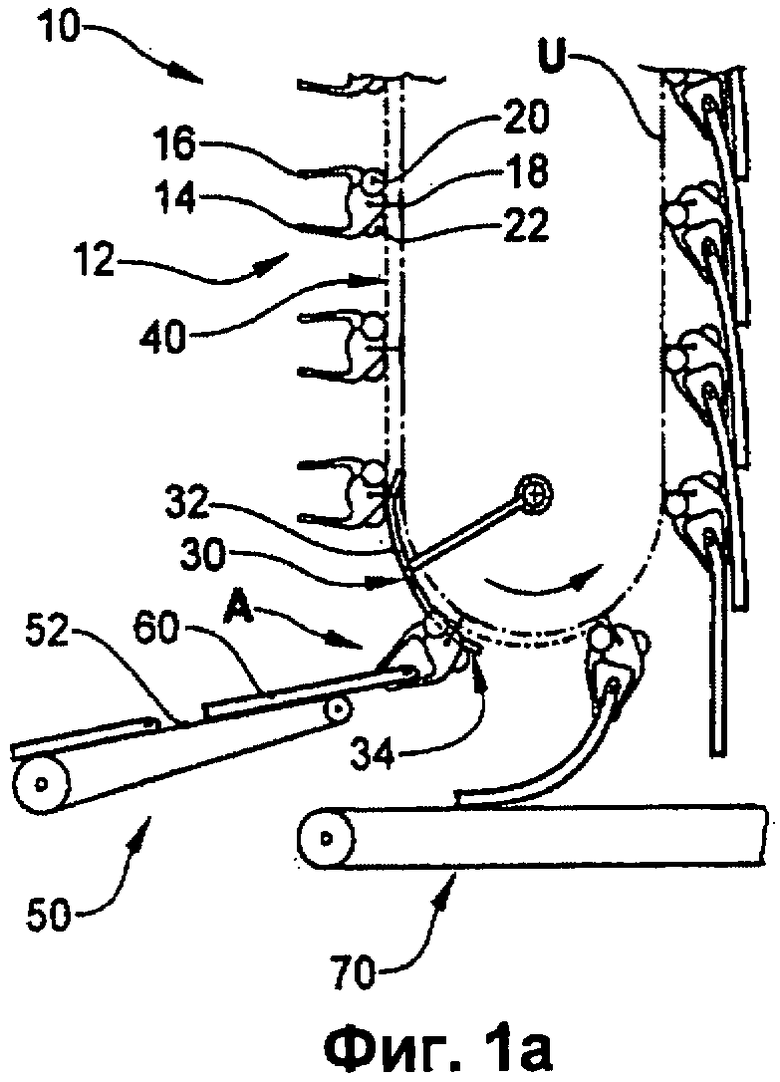
На фиг.1а и 1b изображены два различных момента функционирования известной из уровня техники конвейерной системы, содержащей захватывающий конвейер 10 и подающее устройство 50, во время перегрузки изделий 60. Поскольку такая конвейерная система является основой предлагаемого изобретения, ниже приводится ее описание.
Множество захватов 12 перемещают вдоль замкнутой кольцевой трассы U, содержащей в данном случае два движущихся по существу вертикально прямых участка и расположенные между ними изогнутые соединительные части. Кольцевая трасса задана, например, трассой приводного элемента захватов 12, подробно здесь не раскрываемого. В данном случае захваты 12 перемещают против часовой стрелки сверху вниз к подающему устройству 50, а затем снова наверх.
Подающее устройство 50 находится слева под захватывающим конвейером 10. Оно содержит ленточный конвейер с конвейерной лентой 52, ориентированной так, что лежащие на ней изделия 60 подают в область действия захватов 12. В данном случае для выполнения этой задачи конвейерная лента 52 установлена с небольшим наклоном, заканчиваясь при этом не доходя до области, которую пересекают захваты 12 во время своего движения вдоль кольцевой трассы U.
Захваты 12 целиком прикреплены с возможностью поворота к приводному элементу при помощи опоры 18. Кроме того, захваты 12 оснащены двумя челюстями 14, 16, обладающими возможностью взаимного поворота для достижения открытого положения, закрытого положения, а также, если применяется, промежуточных положений. Для установки углового положения всего захвата 12 относительно кольцевой трассы U, а также установки взаимного расположения челюстей 14, 16, на захвате 12 имеются управляющие элементы 20, 22, в данном случае представляющие собой направляющие ролики, взаимодействующие с неподвижными направляющими 30, 40.
Направляющая 40 проходит по существу параллельно левой части кольцевой трассы U и взаимодействует с одним из управляющих элементов, а именно с ведомым направляющим роликом 20, соединенным с задней по ходу транспортировки челюстью 16. Посредством этой направляющей 40 и управляющего элемента 20 задают ориентацию всего захвата и/или ведомой челюсти 16 относительно трассы U. В рассматриваемом случае ориентация выбрана так, что ведомая челюсть 16 движется примерно перпендикулярно кольцевой трассе, и с ее помощью зев захвата в открытом состоянии принимает по существу перпендикулярное кольцевой трассе положение. В случае отсутствия направляющей 40 в правой части кольцевой трассы U, захваты 12 свисают со своей опоры 18 под действием силы тяжести или открывающих пружин.
Дополнительная направляющая 30 служит для закрывания открытого захвата, при этом в нижней части трассы U она взаимодействует со вторым управляющим элементом, а именно с ведущим направляющим роликом 22, соединенным с передней по ходу транспортировки челюстью 14. Для этого направляющая поверхность 32 выполнена с наружным выгибом относительно кольцевой трассы, отталкивающим, по мере прохождения захвата вдоль кольцевой трассы, направляющий ролик 22 от кольцевой трассы U. Как следствие, ведущая челюсть 14 толкается в направлении ведомой челюсти 16, и захват 12 закрывается. Без приложения значительного усилия осуществим поворот ведущей челюсти 14 как раз до момента достижения действительно закрытого положения, при этом усилие, прикладываемое направляющей 30, необходимо только в момент окончательного закрывания и фиксации захвата.
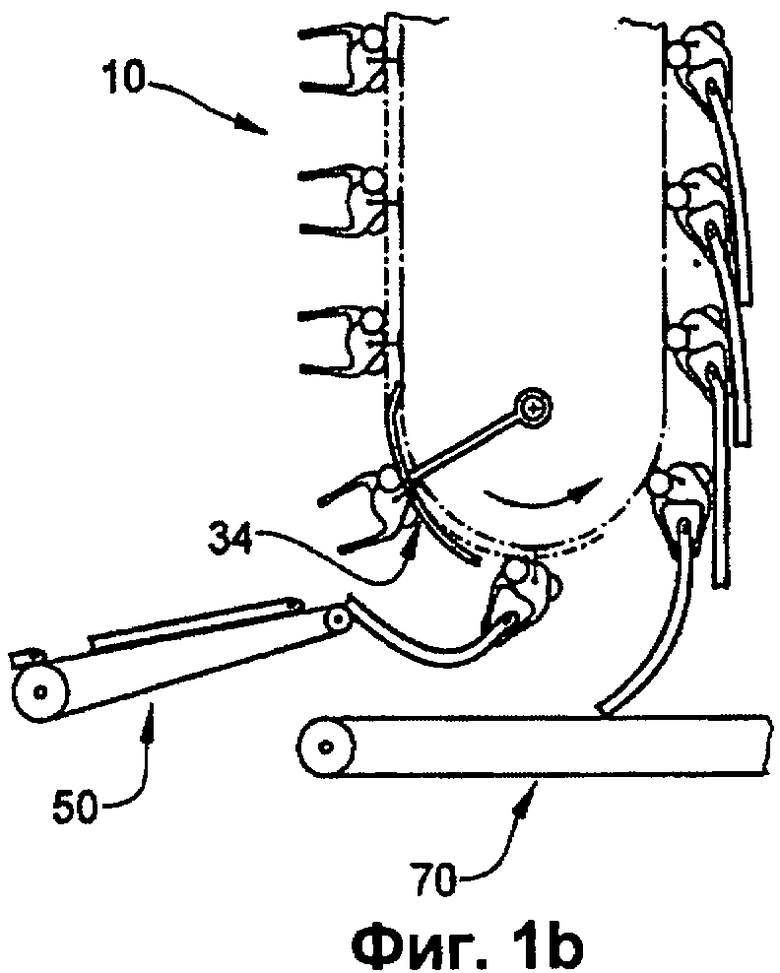
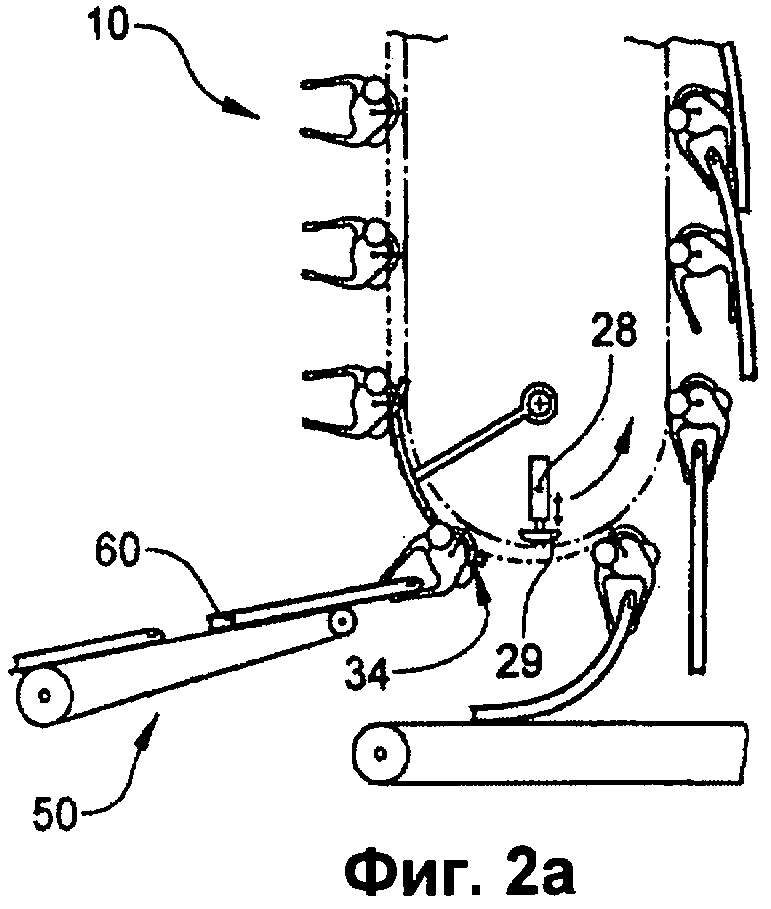
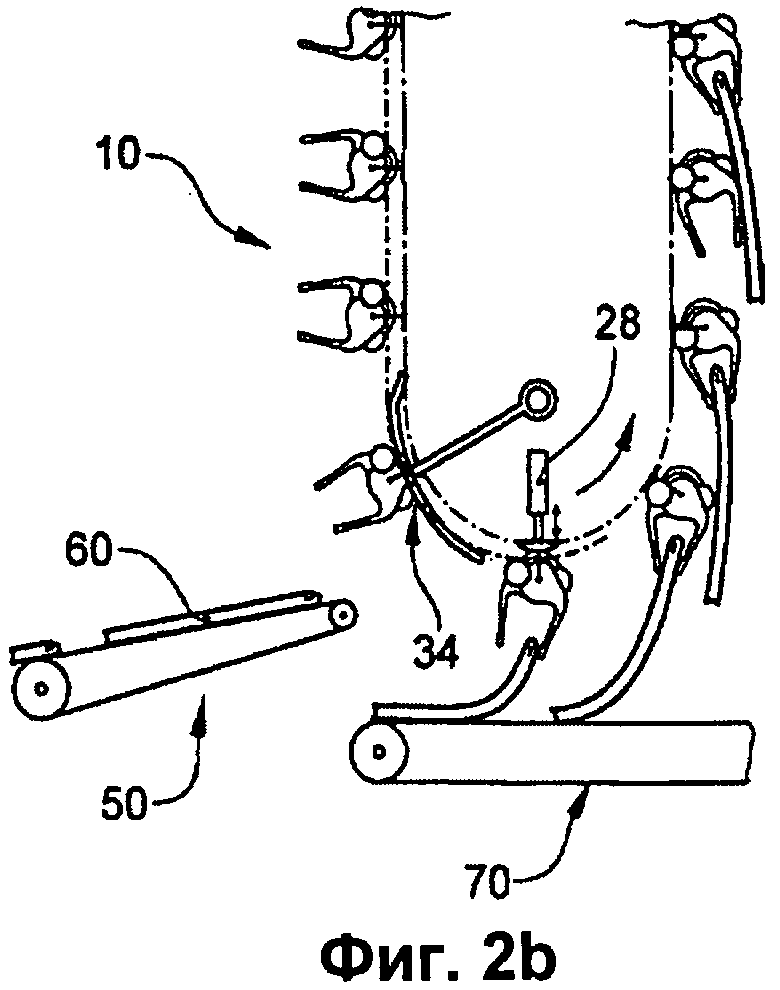
Как более подробно раскрыто на фиг.3, захват 12 содержит фиксирующий механизм в виде фиксирующей скобы 24 и фиксирующей защелки 26, соединенных соответственно с одной из челюстей 14, 16 и в закрытом состоянии защелкивающихся между собой. При помощи фиксирующего механизма уже закрытый захват 12 остается закрытым без необходимости постоянного приложения внешней силы и/или воздействия направляющей. Для размыкания указанного фиксирующего механизма используют направляющую в виде размыкающего элемента 28, аналогичного, например, схематически изображенному на фиг.2а, 2b или 3. Направляющая поверхность 29 размыкающего элемента 28 давит на фиксирующую скобу 24, что приводит к повороту скобы и ее освобождению от фиксирующей защелки 26, после чего, благодаря предварительному напряжению, челюсти 14, 16 возвращаются в открытое положение.
Размыкающий элемент 28 и/или его направляющая поверхность 29 установлены таким образом, чтобы открывать каждый проходящий захват 12. Для обеспечения избирательного открывания отдельных захватов 12 допустимо также выполнение размыкающего элемента 28, позволяющее управлять его перемещением (например, в перпендикулярном направлении) относительно кольцевой трассы U, как показано на фиг.2а и 2b, а также в правой части фиг.3, например, при помощи известного из уровня техники приводного устройства (гидравлического или пневматического цилиндра, двигателя).
На фиг.1а и 1b показано, как при помощи неподвижной направляющей 30 осуществляют закрывание всех открытых захватов, приходящих в перегрузочную зону А. На фиг.1а переднее изделие 60, лежащее первым по ходу конвейерной ленты 52, уже захвачено захватом 12, при этом следующий раскрытый захват 12 приближается к перегрузочной зоне А. На фиг.1b переднее изделие 60 уже подхвачено с конвейерной ленты 52 захватом и транспортируется дальше. Следующее за ним изделие 60, снова первое по ходу конвейерной ленты, перемещают таким образом, чтобы ввести его в открытый зев следующего захвата 12. В результате каждое изделие 60, транспортируемое сюда подающим устройством 50, вводится в открытые захваты 12 и во время перегрузки удерживается ими в закрытом положении. Расположение первого участка закрывания относительно кольцевой трассы задано формой направляющей 30 и/или ее направляющей поверхности 32. Для отбраковки дефектных изделий 60 используют возможность возвратного поворота целиком всего подающего устройства 50.
На фиг.2а и 2b показан также известный вариант устройства с фиг.1а и 1b, посредством которого дефектные изделия отбраковываются уже после того, как они были подхвачены захватом. Для этого за первым участком 34 закрывания по ходу движения захвата 12 имеется управляемая открывающая направляющая в виде размыкающего элемента 28, направляющая поверхность 29 которого имеет возможность движения относительно кольцевой трассы U. От положения направляющей поверхности 29 зависит, будет ли захват 12 открыт размыкающим элементом 28. Это дает возможность избирательного повторного открытия отдельных захватов 12 после подхвата изделия 60 и, таким образом, сброса захваченного ранее дефектного изделия 60. Затем дефектное изделие 60 увозят при помощи дополнительного конвейера 70. Недостаток этого известного способа заключается в том, что сначала каждое изделие 60 должно быть подхвачено захватами 12. В случае дефектных изделий, в частности изделий, состоящих из нескольких составных частей, возможен сбой процессов перегрузки и транспортировки, например останов, вызванный механической блокировкой транспортерной ленты отдельными изделиями или составными частями.
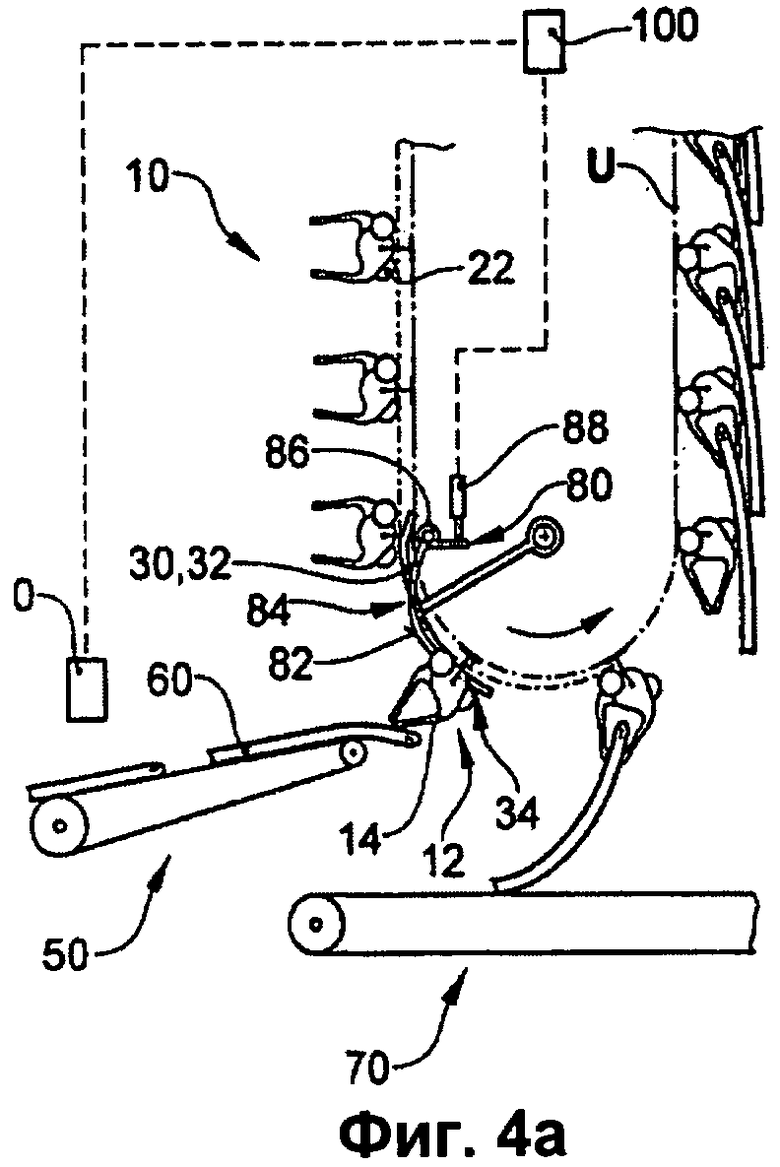
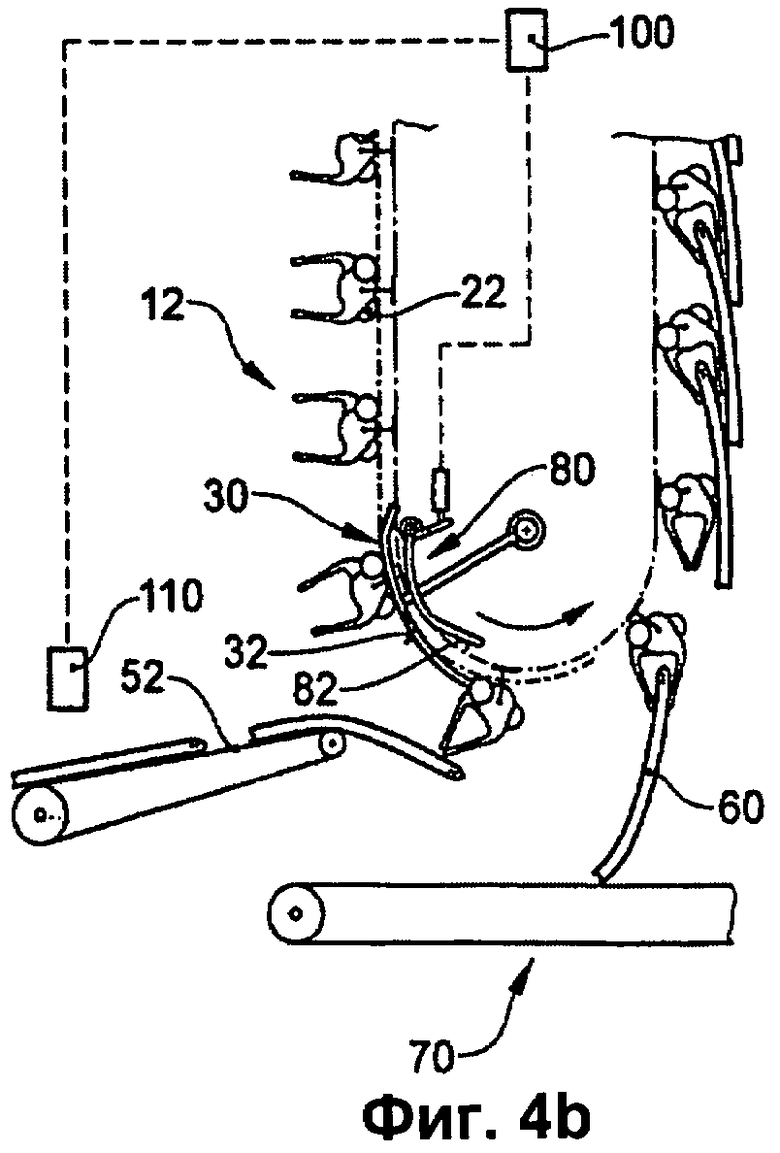
На фиг.4а и 4b показан пример осуществления изобретения, позволяющий избежать этих проблем. В основном это устройство имеет конструкцию, аналогичную раскрытой на фиг.1а и 1b, но, вместо того, чтобы подхватывать каждое изделие 60, а затем избирательно сбрасывать отдельные изделия, заявляемое устройство позволяет сделать избирательным уже сам подхват изделий 60 захватывающим конвейером 10. То есть, выбранные отдельные изделия 60 не подхватывают захватами 12 и не транспортируют дальше. Ниже рассматриваются только отличия от фиг.1а и 1b.
В рассматриваемом случае вблизи неподвижной направляющей 30, предназначенной для управления процессом закрывания, расположена дополнительная направляющая 80. Она содержит направляющую поверхность 82, установленную с возможностью перемещения относительно кольцевой трассы U. В данном случае эта направляющая поверхность также установлена с возможностью поворота вокруг оси, проходящей перпендикулярно кольцевой трассе U, однако осуществим и вариант с возможностью перемещения в плоскости чертежа. Оба крайних положения направляющей поверхности 82 изображены на фиг.4а и/или 4b.
Перемещение направляющей 80 происходит, например, при помощи приводного элемента 88, принадлежащего, к примеру, гидравлическому или пневматическому цилиндру, или двигателю, управляемому блоком 100 управления. Сигнал отбраковки по изделию 60 блок 100 управления получает от предшествующего процесса или от датчика 110, расположенного по ходу транспортировки подающего устройства 50 до захватывающего конвейера 10.
На фиг.4b направляющая поверхность 82 по отношению к управляющему элементу 22 находится полностью за направляющей поверхностью 32 неподвижной направляющей 30. Поскольку управляющий элемент 22 захвата 12 не имеет возможности вступить в контакт с дополнительной направляющей 80, активной является только неподвижная направляющая поверхность 32. Таким образом, на вышеописанном участке 34 закрывания захваты 12, как и на фиг.1а, закрываются, при этом каждый подхватывает изделие 60.
На фиг.4а по меньшей мере часть направляющей поверхности 82 по отношению к управляющему элементу 22 находится перед направляющей поверхностью 32 неподвижной направляющей 30. Соответственно, управляющий ролик 22 катится уже не по направляющей поверхности 32 неподвижной направляющей 30, а, по крайней мере, по части направляющей поверхности 82 подвижной направляющей 80. Форма результирующей "полезной" направляющей поверхности отличается от изображенной на фиг.4а, в силу чего достижим и другой алгоритм движения. В данном случае ведущую челюсть 14 разворачивают на дополнительном участке 84, без полного закрывания захвата 12. Этот дополнительный участок 84 задан формой подвижной направляющей поверхности 82. Участок 84 находится по ходу движения захватов 12 до вышеупомянутого нормального участка 34 закрывания. Поэтому в этом случае челюсть 14 ориентируют таким образом, чтобы область, которую пересекает во время транспортировки она и/или весь захват 12, не имела общих участков с линией движения изделий 60. В том положении, в котором в обычном случае захват 12 подхватил бы изделие 60, зеву захвата 12 придают "неверную" ориентацию и, таким образом, подхвата изделия не происходит. После этого захват 12 закрывают на нормальном участке 34 закрывания (при этом подвижная направляющая 80 снова находится за неподвижной направляющей 40), но без предварительного захвата изделия 60.
Чтобы изделие прошло мимо почти закрытого зева захвата, подвижной направляющей 80 достаточно обеспечить только кратковременное изменение ориентации ведущей челюсти 14 захвата до нормального участка перегрузки и закрывания. Это осуществимо без приложения значительной силы, поскольку в данном случае захват еще не подхватил груз и не надо добиваться его полного закрывания и фиксации. Следовательно, возможно выполнение простой и легкой конструкции подвижной направляющей 80. Она лишь должна выступать за неподвижную направляющую 30 и вступать во взаимодействие с захватами 12 на очень небольшом участке кольцевой трассы U. Благодаря этому также обеспечивается очень быстрое переключение. В итоге предоставляется возможность минимизировать усилия для переключения между подхватом и отбраковкой изделий.
Предпочтительно, чтобы захват 12 перемещали так, что при его прохождении через перегрузочную область А его ведущая челюсть 14 отклоняла бы вниз изделие 60, которое не должно быть подхвачено и которое уже дошло до конца и выступает за край ленты 52 подающего устройства 50. Этим надежно обеспечивают, чтобы изделие 60 было перегружено на следующее конвейерное устройство 70 и не оказалось в области между двумя захватами 12. Отклонить вниз изделие 60 возможно, например, при помощи того, что захват 12 и/или его челюсть 14 после выхода из зоны действия подвижной направляющей 80 быстро возвращается в свое нормальное положение, задаваемое неподвижной направляющей 30, и толкает изделие вниз.
Если длину подвижной направляющей 80 и/или ее направляющей поверхности 82 (в той степени, в какой она выступает за направляющую поверхность 32) сделать по направлению кольцевого движения меньше расстояния между двумя захватами 12, это даст возможность воздействовать на отдельные захваты 12.
Если необходимо произвести отбраковку отдельного изделия 60 с помощью изменения участка закрывания захватов 12, то имеется возможность подключить вышеописанную направляющую 30 (саму установленную с возможностью движения), предназначенную для установки участка закрывания, и/или воздействовать ей указанным образом на подвижную направляющую.
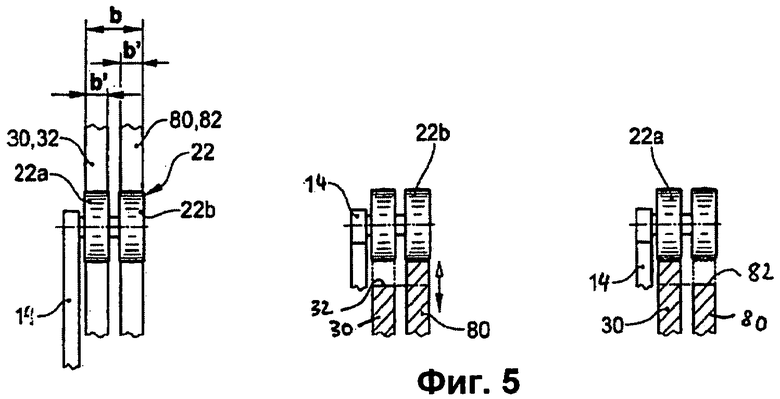
На фиг.5 более подробно показано, как механическим путем осуществить вышеописанную смену активной направляющей поверхности. Направляющие 30, 80 находятся в двух разных плоскостях, расположенных либо в плоскостях кольцевой трассы U, либо параллельно им. Управляющий ролик 22, соединенный с челюстью 14, имеет толщину b, превышающую удвоенную толщину b' направляющих поверхностей 32, 82, измеренную в направлении, перпендикулярном указанным плоскостям. В данном случае управляющий ролик 22 состоит из двух жестко соединенных друг с другом дисков 22а, 22b ролика, установленных с возможностью вращения вокруг общей оси, причем возможны и другие варианты выполнения такого ролика. Диск 22а ролика взаимодействует с неподвижной направляющей поверхностью 32, а диск 22b ролика - с подвижной направляющей поверхностью 82. В зависимости от заданного положения подвижной направляющей 80, одну из этих направляющих поверхностей 32, 82 располагают в непосредственном контакте с управляющим роликом 22 таким образом, что она представляет собой активную направляющую поверхность. То есть, ее формой задают изменение во времени ориентации захвата по ходу его перемещения вдоль кольцевой трассы и, соответственно, будут ли захваты 12 перед участком 34 закрывания в своей нормальной ориентации, или для отбраковки изделия 60 их повернут на участке 84.
На фиг.6а-6с изображены три различных момента функционирования еще одного примера устройства с управляемой направляющей, в данном случае с управляемой открывающей направляющей (размыкающим элементом 28) для избирательной отбраковки отдельных изделий 12. Принцип конструкции аналогичен раскрытому на фиг.1а и 1b. Отличие же состоит в том, что, на не показанном здесь участке, каждый захват 12 закрывают над перегрузочной областью А. Непосредственно до вышеописанной закрывающей направляющей 30 размещена управляемая открывающая направляющая в виде размыкающего элемента 28, выполненного, например, так, как уже раскрыто выше со ссылкой на фиг.3. Посредством этого размыкающего элемента 28 на первом участке 90 открывания избирательно размыкают и открывают прибывающие закрытые захваты 12 для последующего подхвата изделия. Поэтому захваты 12 готовы к подхвату изделия 60 в перегрузочной области А, при этом, как описано выше, во время захватывания изделия 12 их закрывают при помощи неподвижной закрывающей направляющей 30 (фиг.6а и 6b). Если необходимо произвести избирательную отбраковку изделия 60, то размыкающий элемент 28 в действие не приводят, и соответствующий захват 12 остается закрытым (фиг.6b), вследствие чего закрывающая направляющая в данном случае не оказывает влияния на взаимное расположение двух челюстей 14, 16 и, в крайнем случае, влияет только на положение захвата 12 в пространстве. Таким образом, захват 12 перемещают через перегрузочную область А в закрытом положении, без возможности подхвата изделия 60 (фиг.6с). Как уже описано со ссылкой на фиг.4, предпочтительно, чтобы захват 12 ориентировали таким образом, чтобы отбраковываемые изделия 60 отклонялись вниз.
Данный вариант обладает тем преимуществом, что по ходу движения до неподвижной закрывающей направляющей 30 в перегрузочной области А надо применять только размыкающий элемент 28 и дополнительную неподвижную закрывающую направляющую.
На фиг.7а и 7b изображены два момента функционирования еще одного варианта, основанного на устройстве с фиг.1а и 1b, с подвижной направляющей 80', конструктивно расположенной вне собственно захватывающего конвейера 10. Направляющая 80' снабжена направляющей поверхностью 82', установленной с возможностью поворота между двумя крайними положениями (на фиг.7а эти положения обозначены сплошными и/или пунктирными линиями) вокруг оси, перпендикулярной плоскости чертежа, при этом вместо возможности поворота может быть предусмотрена возможность сдвига. В своем неактивном положении с фиг.7b подвижная направляющая 80' не контактирует с захватами 12. Поэтому их, как описано выше со ссылкой на фиг.1а и 1b, закрывают неподвижной направляющей 30.
В активном положении с фиг.7а ведущая челюсть 14 скользит вдоль направляющей поверхности 82', при этом контактируя с этой поверхностью. Поскольку здесь поверхность 82' не смещена, силой ее противодействия поворачивают челюсть 14 относительно другой челюсти 12, при этом челюсть 14 поднимает соединенный с ней управляющий ролик 22 с неподвижной направляющей 30 и/или направляющей поверхности 32. Таким образом поворачивают челюсть 14 и добиваются того, что движение кончика челюсти проходит мимо изделия, и перегрузки не происходит. Поскольку захват 12 не фиксируют, поворот снова происходит без приложения значительной силы. Это движение не зависит от неподвижной направляющей 30 и происходит на дополнительном участке 84, расположенном по ходу кольцевого движения до нормального участка 34 закрывания. При дальнейшем движении захвата 12 влияние подвижной направляющей поверхности 82' заканчивается, и захват снова занимает свое нормальное положение, задаваемое неподвижной направляющей 30. То есть, на нормальном участке 34 закрывания он закрыт. В зависимости от формы дополнительной направляющей 80', достижимо, чтобы захват 12 предпочтительно быстро возвращался в свое нормальное положение и сталкивал вниз отбраковываемое изделие.
Подвижная направляющая 80', в частности ее направляющая поверхность 82' и/или соответствующие участки, вступающие во взаимодействие с челюстью 14, выполнены настолько короткими, чтобы имелась возможность переключения между двумя захватами 12 и, таким образом, избирательного управления отдельными захватами 12. В этом случае тоже реализуема относительно легкая конструкция подвижной направляющей 80', позволяющая без применения значительной силы проводить быстрый разворот челюсти 14.
Фиг.8 иллюстрирует подхват изделий 60 из каскадного потока. Поскольку передние кромки изделий 60 захватывают и/или не захватывают, в каскадных потоках возможно применение всех вышеописанных устройств.
Группа изобретений относится к области транспортировки плоских изделий, в частности печатной продукции. Конвейерная система содержит подающее устройство и захватывающий конвейер с множеством захватов. Захваты движутся вдоль кольцевой трассы. Каждый из захватов имеет две челюсти. Челюсти установлены с возможностью взаимного поворота между открытым и закрытым положениями. Взаимное расположение челюстей и/или их ориентация в пространстве относительно всего захвата задается, по крайней мере, одним устройством управления. Устройство управления имеет, по крайней мере, одну направляющую, взаимодействующую с челюстями. При осуществлении способа транспортировки транспортируют изделие подающим устройством. Управляют открытым и/или закрытым положением захватов. Захватывают изделие захватами конвейера и транспортируют дальше. Обеспечивается возможность отдельным захватам избирательно перемещаться через перегрузочную область без подхвата изделий с подающего устройства. 3 н. и 14 з.п. ф-лы, 14 ил.
1. Конвейерная система для плоских изделий (60), в частности для печатной продукции, содержащая подающее устройство (50), а также захватывающий конвейер (10) с множеством захватов (12), перемещающихся вдоль кольцевой трассы (U), причем каждый захват (12) содержит две челюсти (14, 16), установленные с возможностью взаимного поворота между открытым положением и закрытым положением, и ориентация которых относительно друг друга и/или относительно кольцевой трассы зависит от их положения вдоль кольцевой трассы и задается посредством, по меньшей мере, одного управляющего устройства, оснащенного, по крайней мере, одной направляющей (28, 30, 40, 80, 80'), взаимодействующей с захватами таким образом, что это позволяет для перегрузки изделий (60) с подающего устройства (50) в перегрузочной области (А) кольцевой трассы (U) переводить челюсти (14, 16) из открытого положения в закрытое положение, отличающаяся тем, что управляющее устройство выполнено с возможностью управления захватами (12) таким образом, чтобы обеспечить избирательное перемещение отдельных захватов (12) через перегрузочную область (А) без подхвата изделия (60) с подающего устройства (50).
2. Конвейерная система по п.1, отличающаяся тем, что управляющее устройство снабжено, по меньшей мере, одной управляемой направляющей (28, 30, 40, 80, 80'), имеющей, по меньшей мере, один подвижный элемент.
3. Конвейерная система по п.2, отличающаяся тем, что, по меньшей мере, одна направляющая (30, 80, 80') содержит, по крайней мере, одну направляющую поверхность (32, 82, 82'), выполненную с возможностью взаимодействия с захватом (12), в частности, с его управляющим элементом (20, 22) или челюстью (14, 16) для того, чтобы регулировать взаимное расположение челюстей (14, 16) и/или ориентацию захвата относительно кольцевой трассы (U).
4. Конвейерная система по п.3, отличающаяся тем, что она обеспечивает возможность управления положением направляющей поверхности (32, 82, 82') относительно кольцевой трассы (U).
5. Конвейерная система по п.3 или 4, отличающаяся тем, что неподвижная направляющая (30, 40) содержит первую направляющую поверхность (32), а подвижная направляющая (80, 80') содержит дополнительную направляющую поверхность (82, 82'), причем, в зависимости от положения подвижной направляющей (80, 80'), с захватом (12) взаимодействует либо первая направляющая поверхность (32, 42), либо дополнительная направляющая поверхность (82, 82').
6. Конвейерная система по любому из пп.1 и 2 или 3, отличающаяся тем, что, по меньшей мере. одна направляющая (30, 40, 80, 80') снабжена, по меньшей мере, двумя действующими попеременно неподвижными направляющими поверхностями, а также, по меньшей мере, одним управляемым переводным элементом, наличие которого позволяет управлять выбором направляющей поверхности для взаимодействия с захватом (12).
7. Конвейерная система по любому из пп.1-4, отличающаяся тем, что захватывающий конвейер (10) так расположен относительно подающего устройства (50), что по мере движения вдоль кольцевой трассы (U) захваты (12) поступают в перегрузочную область (А) указанного подающего устройства (50) сверху.
8. Конвейерная система по п.7, отличающаяся тем, что ориентация челюстей (14, 16) в перегрузочной области (А) и положение подающего устройства (50) выбраны таким образом, что при открытых захватах (12) подающее устройство перемещает изделия (60) между челюстями (14, 16), а при закрытых захватах (12) - под челюстями (14, 16), обращенными к подающему устройству (50).
9. Конвейерная система по п.8, отличающаяся тем, что при нахождении захвата (12) в закрытом положении, обращенная к подающему устройству (50) челюсть (14, 16) способна отклонить вниз изделие (60).
10. Конвейерная система по любому из пп.1-4, 8 или 9, отличающаяся наличием блока (100) управления, обеспечивающего воздействие на открывающее и закрывающее устройство.
11. Конвейерная система по п.10, отличающаяся наличием устройства (110) обнаружения, в частности оптического датчика, способного регистрировать наличие изделия (60), перегрузка которого нежелательна, и передавать соответствующий сигнал на блок (100) управления.
12. Захватывающий конвейер (10) с множеством захватов (12), перемещаемых вдоль кольцевой трассы (U), при этом каждый из захватов (12) имеет две челюсти (14, 16), установленные с возможностью взаимного поворота между открытым положением и закрытым положением, а также с управляемым открывающим и закрывающим устройством, оснащенным по меньшей мере одной направляющей (30, 80, 80'), позволяющей регулировать взаимное расположение челюстей (14, 16) отдельных захватов (12), предназначенный для эксплуатации в конвейерной системе, выполненной по любому из предшествующих пунктов.
13. Способ транспортировки плоских изделий (60), в частности печатной продукции конвейерной системой, выполненной по любому из пп.1-11, содержащий следующие шаги:
подающим устройством (50) транспортируют изделия (60);
за счет перевода в перегрузочной области (А) челюстей (14, 16) из открытого положения в закрытое положение, захватами (12) захватывающего конвейера (10) захватывают и транспортируют дальше изделия (60);
отличающийся наличием следующих шагов:
осуществляют управление открытым и/или закрытым положением захватов (12), обеспечивая возможность отдельным захватам (12) избирательно перемещаться через перегрузочную область (А) без подхвата изделий с подающего устройства (50).
14. Способ по п.13, отличающийся тем, что захваты (12) в открытом состоянии перемещают к перегрузочной области (А) и либо избирательно закрывают на первом участке (34) закрывания для подхвата изделия, либо для отбраковки изделия (60) поворачивают на участке, расположенном по ходу движения до первого участка (34) закрывания.
15. Способ по п.13, отличающийся тем, что захваты (12) перемещают к перегрузочной области (А) в закрытом положении и либо избирательно открывают на первом участке (90) открывания, а затем закрывают на первом участке (34) закрывания для подхвата изделия (60), либо для отбраковки изделия (60) перемещают через перегрузочную область (А) в закрытом положении.
16. Способ по п.14 или 15, отличающийся тем, что когда челюсть (14, 16), обращенную к подающему устройству (50), движением захватов (12) перемещают через перегрузочную область (А) в закрытом положении, ее используют для отклонения вниз изделия (60).
17. Способ по п.13, отличающийся тем, что захваты (12) перемещают к перегрузочной области (А) в открытом положении, а затем либо избирательно закрывают на первом участке (34) закрывания для подхвата изделия (60), либо для отбраковки изделия (60) перемещают через перегрузочную область (А) в открытом положении.
| Установка для контактно-шлаковой сварки | 1976 |
|
SU655488A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Захват для поштучного отбора подаваемой каскадом сфальцованной печатной продукции | 1988 |
|
SU1712287A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ УТЕЧКИ | 1993 |
|
RU2126563C1 |
| EP 1510488 A1, 02.03.2005. | |||

