Изобретение относится к области металлургического производства и может быть использовано для получения композиционных металлических лент.
Известен способ изготовления композиционных металлических лент, включающий получение слоев ленты посредством охлаждения расплавов металлов между парой вращающихся навстречу друг другу охлаждаемых изнутри барабанов и прокатку слоев (JP 2005-074491A, 24.03.2005, реферат, фиг.1, 2, описание в переводе на английский язык, абзацы 0014, 0015, 0017). Данный способ является наиболее близким аналогом (прототипом) к предлагаемому изобретению по совокупности признаков и назначению.
Недостатками данного способа являются невысокое качество (прочность) соединяемых слоев металлов, большие производственные площади, занимаемые оборудованием, с помощью которого осуществляется способ, повышенный расход электроэнергии, потребляемый этим оборудованием.
Задачей, на решение которой направлено предлагаемое изобретение, является разработка эффективного и экономичного способа изготовления композиционных металлических лент, обеспечивающего высокое качество соединяемых слоев металлов.
Технический результат, достигаемый в заявленном изобретении, заключается в улучшении прочности соединяемых слоев металлов, сокращении производственных площадей, занимаемых оборудованием, и снижении расхода потребляемой оборудованием электроэнергии.
Указанный технический результат достигается тем, что в способе изготовления композиционных металлических лент, включающем получение слоев ленты посредством охлаждения расплавов металлов между парой вращающихся навстречу друг другу охлаждаемых изнутри барабанов и прокатку слоев, согласно изобретению слои лент изготавливают с температурным градиентом между двумя крайними парами барабанов разного диаметра, при этом в каждой паре крайних барабанов внешние поверхности слоев ленты формируют на барабанах большего диаметра, и они имеют меньшую температуру, чем внутренние поверхности слоев, которые формируют на барабанах меньшего диаметра, а при выполнении более двух слоев в ленте промежуточные слои формируют на барабанах одинакового диаметра, при этом прокатку слоев осуществляют в валках, имеющих одинаковую температуру.
Кроме того, скорость охлаждения расплава между парами вращающихся барабанов может быть достаточна для затвердевания расплава в аморфном состоянии.
Кроме того, целесообразно поверхности слоев ленты защищать от окисления газом.
Скорость охлаждения расплава между парами вращающихся барабанов также можно выбрать достаточной для затвердевания расплава в аморфном состоянии, то есть для переохлаждения расплава без кристаллизации и получения твердого металла со структурой расплава она должна составлять 103-1012°C/c.
Для защиты от окисления поверхности слоев ленты целесообразно защищать газом, например азотом, аргоном и др.
Для осуществления предлагаемого способа изготовления композиционных металлических лент разработана машина, ближайшим аналогом (прототипом) которой является известная машина для изготовления композиционных металлических лент, содержащая емкости для расплавленных металлов, пару вращающихся навстречу друг другу охлаждаемых изнутри барабанов для формирования слоев ленты (JP 2005-074491А, 24.03.2005).
Машина для изготовления композиционных металлических лент, содержащая емкости для расплавленных металлов, пару вращающихся навстречу друг другу охлаждаемых изнутри барабанов для формирования слоев ленты, согласно изобретению, снабжена несколькими парами охлаждаемых барабанов с нажимными устройствами для получения зазоров между барабанами, соответствующих толщине слоев ленты, прокатной валковой клетью для прокатки слоев ленты и устройством для смотки ленты, при этом в двух крайних парах барабаны имеют разные диаметры и расположены относительно друг друга таким образом, чтобы выходящие из-под барабанов слои соединялись при входе в валки прокатной клети, при этом диаметры барабанов, формирующих внешние поверхности слоев, больше диаметров барабанов, формирующих внутренние поверхности слоев, а пары барабанов, расположенные между крайними парами, содержат барабаны одинакового диаметра.
Кроме того, количество пар вращающихся барабанов определяется количеством слоев ленты.
Кроме того, вращающиеся барабаны выполнены охлаждаемыми изнутри одинаковыми и/или разными охладителями.
Кроме того, машина снабжена направляющими, подающими слои ленты из вращающихся барабанов в валки прокатной клети.
Кроме того, пространство между направляющими заполнено защитным газом.
Кроме того, устройство для смотки ленты содержит натяжной механизм.
Получение слоев ленты осуществляется за счет подачи струй расплавленных жидких металлов между парами вращающихся навстречу друг другу в сторону разливки охлаждаемых барабанов, где происходит их формирование. При этом в двух крайних парах барабаны имеют разные диаметры и расположены относительно друг друга таким образом, чтобы выходящие из-под барабанов слои соединялись при входе в валки прокатной клети. При этом диаметры барабанов, формирующих внешние поверхности слоев, больше диаметров барабанов, формирующих внутренние поверхности слоев, а пары барабанов, расположенные между крайними парами, содержат барабаны одинакового диаметра.
Слои ленты необходимой толщины получают изменением зазоров между парами вращающихся барабанов с помощью нажимных устройств. А в зависимости от количества соединяемых слоев ленты определяют количество пар вращающихся барабанов.
Для получения слоев ленты с температурным градиентом их поверхностей вращающиеся барабаны на крайних парах имеют разные диаметры. Для получения промежуточных слоев ленты без температурного градиента их поверхностей пары барабанов имеют одинаковые диаметры, равные внутренним диаметрам крайних пар или больше их, но меньше диаметров наружных барабанов крайних пар.
Также для получения поверхностей слоев ленты с температурным градиентом вращающиеся барабаны в парах могут охлаждаться изнутри разными охладителями. В качестве охладителей можно использовать кроме обычной воды морскую воду, сложные среды - жидкости, содержащие пузырьки газа или пара, жидкости с частичками твердой фазы, например с кусочками льда, с сыпучими металлическими материалами, с мелкодисперсионными природными минеральными веществами (альбитофирами или диабазами с содержанием не менее 30% окиси кремния SiO2), механоактивируемыми в водной среде пульсацией давления, с добавками поверхностно-активных веществ, например полиокса и др. Охладитель в барабан может подаваться импульсно, а также с турбулизацией потоков. Обычно внутреннее охлаждение валковых (барабанных) кристаллизаторов является равномерным по периметру, т.е. «изотропным». Однако нагрев является существенно анизотропным, поскольку он реализуется на дуге, соответствующей углу 10-30°. Поэтому также возможно использовать анизотропное внутреннее охлаждение барабанов, то есть использовать принцип «охлаждать именно там, где происходит нагрев», что снижает долю тепловой энергии, передаваемой к охладителю за счет теплопроводности материала кристаллизатора (барабанов).
В качестве материала барабанов машины можно использовать, например, медь с внутренним охлаждением. Постоянные расходы расплавов можно обеспечить изменением давления инертного газа под крышками в емкостях для расплавленных жидких металлов. С торцов барабанов металл удерживается с помощью специальных ограничителей. Выходящие из вращающихся барабанов слои ленты проходят по направляющим, заполненным защитным газом (например, азотом, аргоном и др.), предохраняющим поверхности исходных материалов от окисления, и подаются в прокатные валки, где прокатываются с прочным соединением между собой. После этого композиционная металлическая лента поступает в устройство для смотки ленты.
Элементом сматывающего устройства является натяжной механизм, позволяющий в большом диапазоне скоростей разливки плавно регулировать натяжение, осуществляя плотную смотку ленты.
Заявленные технические решения связаны между собой настолько, что образуют единый изобретательский замысел. Использование машины позволяет решить поставленную задачу с получением требуемого технического результата.
На фигуре показана общая схема машины для осуществления предлагаемого способа.
Машина состоит из емкостей (1) для жидких расплавленных металлов (2), вращающихся пар барабанов, одни из которых (3) формируют внешние поверхности слоев ленты, а другие (4) - внутренние свариваемые поверхности, направляющих (5), заполненных защитным газом от окисления, по которым слои ленты подаются в прокатную валковую клеть (6), натяжного механизма (7) и устройства для смотки ленты (8).
Машина работает следующим образом.
Из емкостей (1) расплавленные металлы (2) через сопла подаются в зазоры, образуемые парами охлаждаемых изнутри вращающихся навстречу друг другу, в сторону разливки, барабанов, где формируются слои ленты, причем в крайних парах барабанов (3) внешние поверхности слоев ленты будут иметь меньшую температуру, чем внутренние, за счет разницы в диаметрах барабанов, а в промежуточных парах барабанов (4) - одинаковую температуру. С торцов барабанов металлы удерживаются с помощью специальных ограничителей. С помощью нажимных устройств, в зависимости от потребной толщины слоев ленты, получают необходимые зазоры между барабанами. Затем сформированные слои ленты между направляющими (5), в которых находится защитный газ, подаются в прокатную валковую клеть (6), где они, соединяясь друг с другом горячими сторонами, прокатываются. Полученная композиционная металлическая лента устройством для смотки ленты (8) сматывается в рулон, плотность смотки которого регулируется натяжным механизмом (7).
Пример 1.
На опытной машине для изготовления композиционных металлических лент проводилась отработка конструктивных элементов и технологических решений данного способа. Расплавленные металлы (2) (сталь и бронза) через сопла подавались в зазоры, образуемые двумя парами охлаждаемых изнутри вращающихся навстречу друг другу, в сторону разливки, барабанов, причем диаметры барабанов (3), формирующих внешние поверхности исходных материалов, были больше диаметров барабанов (4), формирующих внутренние свариваемые поверхности. Постоянные расходы расплавленных металлов обеспечивались изменением давления инертного газа под крышками в емкостях (1) для расплавленных жидких металлов. При подводе в зазор барабанов жидкой стали поддерживалась величина перегрева 30°С. В крайних парах барабанов внешние поверхности исходных металлов имели меньшую температуру, чем внутренние, за счет разницы в диаметрах барабанов. Материалом барабанов была медь с водяным охлаждением. С торцов барабанов металлы удерживались с помощью специальных ограничителей. Сформированные слои ленты между направляющими (5), в которых находится защитный газ, подавались в прокатную валковую клеть (6), где они, соединяясь друг с другом горячими сторонами, прокатывались. После выхода из прокатной валковой клети биметаллическая лента устройством для смотки ленты (8) сматывалась в рулон, а плотность смотки регулировалась натяжным механизмом (7).
Пример 2.
На опытной машине для получения композиционных металлических лент проводилась отработка конструктивных элементов и технологических решений данного способа. Расплавленные металлы (2) (алюминий+углеродистая сталь+алюминий) через сопла подавались в зазоры, образуемые двумя крайними и одной промежуточной парами охлаждаемых изнутри вращающихся навстречу друг другу, в сторону разливки, барабанов, причем диаметры барабанов (3), формирующих внешние поверхности слоев ленты, были больше диаметров барабанов (4), формирующих внутренние свариваемые поверхности. Постоянные расходы расплавленных металлов обеспечивались изменением давления инертного газа под крышками в емкостях (1) для расплавленных жидких металлов. При подводе в зазор барабанов жидкой стали поддерживалась величина перегрева 30°С. В крайних парах барабанов внешние поверхности слоев ленты имели меньшую температуру, чем внутренние, за счет разницы в диаметрах барабанов, а в промежуточной паре барабанов - одинаковую температуру. Материалом барабанов была медь с водяным охлаждением. С торцов барабанов металлы удерживались с помощью специальных ограничителей. Сформированные слои ленты между направляющими (5), в которых находится защитный газ, подавались в прокатную валковую клеть (6), где они, соединяясь друг с другом горячими сторонами, прокатывались. После выхода из прокатной валковой клети композиционная металлическая лента устройством для смотки ленты (8) сматывалась в рулон, а плотность смотки регулировалась натяжным механизмом (7).
Применение предлагаемого способа и машины позволяет эффективно и экономично получать композиционные металлические ленты с высоким качеством соединяемых слоев металлов при небольших производственных площадях, занимаемых оборудованием, и пониженном расходе электроэнергии, потребляемом им.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2417859C2 |
| СПОСОБ НАГРЕВА ПОЛОСОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2623525C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОЙ ЛЕНТЫ | 2013 |
|
RU2536846C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| Способ получения полых заготовок | 1988 |
|
SU1696108A1 |
| Способ упрочнения элементов турбомашины металломатричным композитом и установка для его осуществления | 2019 |
|
RU2724226C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466808C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2426619C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111829C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2465081C1 |
Изобретение относится к металлургическому производству. Машина содержит несколько пар вращающихся навстречу друг другу охлаждаемых изнутри барабанов и емкости 1 для расплавленных материалов, прокатную валковую клеть 6 для прокатки слоев ленты и устройство 8 для смотки ленты. Количество пар барабанов определяется количеством слоев ленты. Барабаны крайних пар имеют разные диаметры и формируют внешние слои ленты с температурным градиентом. Диаметры барабанов 3, формирующих внешние поверхности слоев ленты, больше диаметров барабанов 2, формирующих внутренние поверхности слоев ленты, поэтому поверхности слоев, контактирующие с барабанами 3, холоднее, чем поверхности, контактирующие с барабанами 2. Пары барабанов 4, расположенные между крайними парами, состоят из барабанов одинакового диаметра. Слои, сформированные на барабанах 2, 3 и 4, через направляющие 5, заполненные защитным газом, подают в двухвалковую клеть 6 для соединения их горячими сторонами в ленту. Обеспечивается повышение качества соединения слоев ленты. 2 н. и 7 з.п. ф-лы, 1 ил., 2 пр.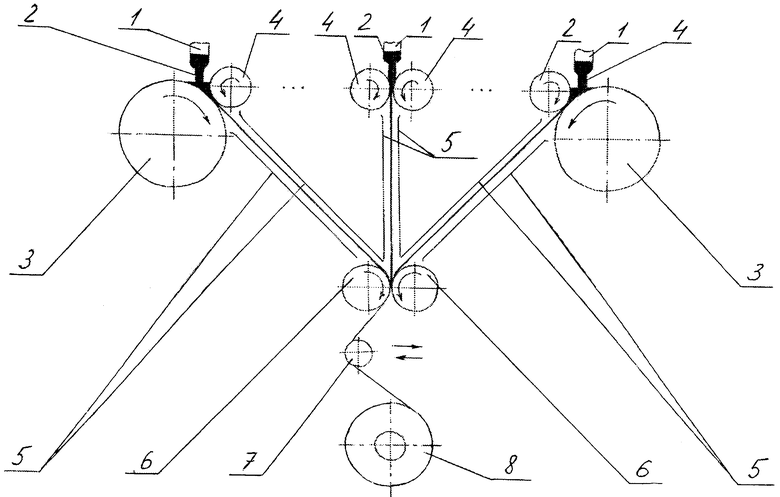
1. Способ изготовления композиционных металлических лент, включающий получение слоев ленты посредством охлаждения расплавов металлов между парой вращающихся навстречу друг другу охлаждаемых внутри барабанов и прокатки слоев, отличающийся тем, что слои лент изготавливают с температурным градиентом между двумя крайними парами барабанов разного диаметра, при этом в каждой паре крайних барабанов внешние поверхности слоев ленты формируют на барабанах большего диаметра с температурой, меньшей температуры внутренних поверхностей слоев ленты, которые формируют на барабанах меньшего диаметра, а при выполнении более двух слоев в ленте промежуточные слои формируют на барабанах одинакового диаметра, при этом прокатку слоев осуществляют в валках прокатной клети, имеющих одинаковую температуру.
2. Способ по п.1, отличающийся тем, что скорость охлаждения расплава между парами вращающихся барабанов достаточна для затвердевания расплава в аморфном состоянии.
3. Способ по любому из пп.1 и 2, отличающийся тем, что поверхности слоев ленты защищены от окисления газом.
4. Машина для изготовления композиционных металлических лент, содержащая емкости для расплавленных материалов, пару вращающихся навстречу друг другу охлаждаемых изнутри барабанов для формирования слоев ленты, отличающаяся тем, что она снабжена дополнительными крайними парами охлаждаемых барабанов с нажимными устройствами для получения зазоров между барабанами, соответствующих толщине слоев ленты, прокатной валковой клетью для прокатки слоев ленты и устройством для смотки ленты, при этом в двух крайних парах барабаны имеют разные диаметры и расположены относительно друг друга таким образом, чтобы выходящие из-под барабанов слои соединялись при входе в валки прокатной клети, при этом диаметры барабанов, формирующих внешние поверхности слоев, больше диаметров барабанов, формирующих внутренние поверхности слоев, а пары барабанов, расположенные между крайними парами, содержат барабаны одинакового диаметра.
5. Машина по п.4, отличающаяся тем, что количество пар вращающихся барабанов определяется количеством слоев ленты.
6. Машина по п.4, отличающаяся тем, что вращающиеся барабаны выполнены охлаждаемыми изнутри одинаковыми и/или разными охладителями.
7. Машина по п.4, отличающаяся тем, что она снабжена направляющими, подающими слои ленты из вращающихся барабанов в валки прокатной клети.
8. Машина по п.7, отличающаяся тем, что пространство между направляющими заполнено защитным газом.
9. Машина по п.4, отличающаяся тем, что устройство для смотки ленты содержит натяжной механизм.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| RU 2010113574 C2, 20.10.2011 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

