Способ относится к области машиностроения и может быть использован при упрочнении осевого инструмента для обработки мелкомодульных зубчатых колес путем формирования на режущих кромках инструмента высокопрочных локальных участков и снижения ударных контактных сил.
Известен способ [1] повышения стойкости зуба путем изменения его геометрии на границе профиля. Способ неприменим для зуборезного инструмента, так как нарушает прямолинейность режущей кромки и снижает стойкость, особенно мелкомодульного инструмента ударного действия.
Известно [2], что высокотвердые карбиды плохо поддаются электрохимической размерной обработке, процесс анодного растворения протекает на границах гранул, что при значительном припуске ослабляет зону упрочнения, снижает стойкость упрочненных участков и инструмента.
Наиболее близким к заявляемому изобретению является способ криогенно-эрозионного упрочнения [3], осуществляемый в закрытом объеме в среде жидких газов. Способ [3] криогенно-эрозионного упрочнения инструмента с целью повышения его стойкости путем создания в поверхностном слое локальных участков высокой твердости (карбидов, нитридов) обладает существенными недостатками, не позволяющими применять его для упрочнения осевого мелкомодульного инструмента. К основным из них относится различная глубина залегания в поверхностном слое участков высокой твердости, что снижает стойкость упрочненного инструмента, особенно с мелким профилем ударного действия, что свойственно, например, мелкомодульным долбякам.
Заявляемое изобретение направлено на повышение стойкости и улучшение режущих свойств осевого режущего инструмента, например мелкомодульных долбяков, и другого инструмента ударного действия. Это достигается тем, что окончательно сформированный режущий профиль мелкомодульного инструмента упрочняют электроэрозионным способом в среде жидких газов с образованием локальных твердых участков карбидов или нитридов, имеющих переменную глубину залегания от наибольшей на режущей кромке до нулевой на границе зоны резания. После этого электрохимическим методом формируют со стороны режущей кромки фланк на режущей кромке на глубину до визуально наблюдаемого выступания твердых участков. Профиль фланка выполняют параллельным оси инструмента, а глубину залегания твердых участков на режущей кромке выполняют не меньше глубины фланка на границе режущей кромки.
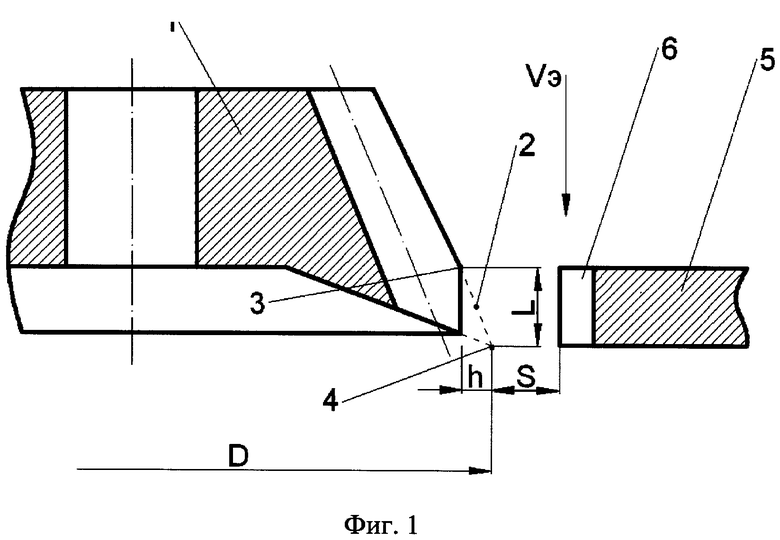
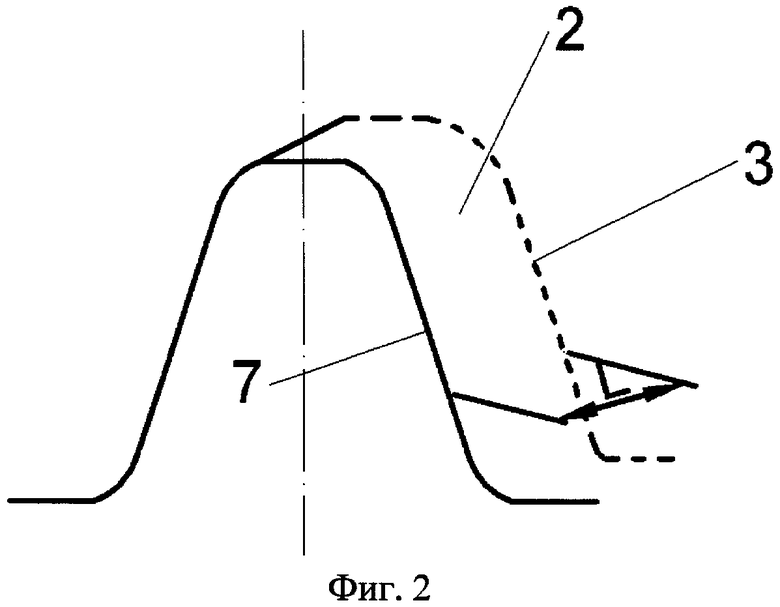
На фигуре 1 показана схема электрохимической размерной обработки упрочненного участка. На фигуре 2 представлена схема расположения упрочненного участка относительно режущей кромки.
Способ осуществляют следующим образом. Окончательно обработанный и подвергшийся термической закалке мелкомодульный режущий инструмент, например долбяк, с рабочей частью 1 упрочняют на участке 2 (фиг.1 и 2) на длину L, где точка 3 находится на наружном диаметре D долбяка на границе зоны резания при нарезании зубьев. Глубина h локальных твердых участков регулируется временем криогенно-эрозионного упрочнения от наибольшего в точке 4 до нулевого в точке 3. Глубина h должна быть не менее допуска на профиль эвольвенты и наружного диаметра (фиг.2). Затем участок L обрабатывают электрохимической размерной обработкой электродом-инструментом (катодом) 5, имеющим ширину L и профиль 6, ответный режущей кромке 7 долбяка (анод), смещенным на величину межэлектродного зазора S от кромки в точке 4. Съем материала рабочей части 1 долбяка по ширине электрода-инструмента выполняют до появления визуально наблюдаемых на длине L выступающих твердых участков карбидов или нитридов. Глубина обработки ограничивается допуском на диаметр D, что контролируется по времени обработки.
В результате образуется зона длиной L с твердыми выступами материала, способного длительный период осуществлять обработку материала заготовки, а окружающий твердые участки материал рабочей части, как более мягкий, служит смазкой, снижает трение и способствует удалению стружки, снижающей стойкость и износ режущей кромки.
Пример осуществления способа. Долбяк с рабочей частью из сплава Р9 с модулем 1,5 был упрочнен по контуру режущей кромки криогенно-эрозионным методом в среде жидкого азота титановым электродом-инструментом с изменением количества проходов от четырех на кромке до одного на длине L (фиг.1). Время обработки зуба долбяка составило около 25 секунд. Шлифы показали, что глубина залегания нитридов титана составила 0,03-0,04 мм, что больше допуска на диаметр долбяка (минусовой допуск 0,02 мм). После это была выполнена размерная электрохимическая обработка упрочненного участка электродом-инструментом из латуни ЛС-1 с толщиной 2 мм при напряжении 8 В (зазор S=0,6 мм) в среде хлористого натрия, подаваемого поливом. Время обработки 7-8 секунд. Съем материала с кромки составил около 0,015 мм, что укладывается в допуск на диаметр. Выступающие твердые участки наблюдаются визуально в форме локального потемнения.
Испытания долбяков проводили при нарезании зубчатых колес диаметром 10 мм из сплава 12ХНВА при режимах: скорость резания 28 м/с, круговая подача 0,015 мм/дв. ход. Стойкость долбяков, упрочненных по предлагаемому способу, была не ниже 5 часов, что на порядок превышает аналогичный показатель для стальных долбяков, упрочненных другими способами, и практически одинакова с показателями твердосплавных мелкомодульных долбяков, стоимость которых на несколько порядков выше, чем стальных. Точность и шероховатость (Ra≤0,16 мкм) отвечают требованиям чертежа.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент 2183537. Способ фланкирования зубчатых колес. Авт. В.П.Смоленцев и др. // B23F 17/00, бюл. изобретений №17, 2002.
2. Справочник по электрохимическим и электрофизическим методам обработки / Под ред. В.А.Волосатова. Л.: Машиностроение, 1988, 719 с.
3. Патент №2333823. Криогенно-эрозионный способ упрочнения поверхностного слоя. Авт. В.П.Смоленцев, А.Ю.Сухочев, Е.В.Лунев, A.M.Гренькова // B23H 5/14, бюл. изобретений №26, 2008.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИОГЕННО-ЭРОЗИОННЫЙ СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ | 2006 |
|
RU2333823C1 |
| СПОСОБ ФЛАНКИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2000 |
|
RU2183537C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2010 |
|
RU2492032C2 |
| Способ фланкирования режущего профиля зубцов нормальных зуборезных долбяков | 1952 |
|
SU117858A2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ ФЛАНКИРОВАНИЯ РЕЖУЩЕГО ПРОФИЛЯ ЗУБЦОВ НОРМАЛЬНЫХ ЗУБОРЕЗНЫХ ДОЛБЯКОВ | 1949 |
|
SU79875A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТАЛЬНЫХ РАБОЧИХ ЛОПАТОК ВЛАЖНОПАРОВЫХ СТУПЕНЕЙ ПАРОВОЙ ТУРБИНЫ | 2013 |
|
RU2518036C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2426631C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ВЕРХНЕЙ ЧАСТИ ПЕРА ТУРБИННОЙ ЛОПАТКИ | 2005 |
|
RU2297538C2 |
Изобретение относится к области машиностроения и может быть использовано для изготовления и упрочнения инструмента для чистовой обработки осесимметричных деталей, например мелкомодульных твердосплавных долбяков. Способ включает криогенно-эрозионное упрочнение инструмента с образованием твердых участков и фланкирование его кромки, при этом фланкирование ведут посредством электрохимической размерной обработки параллельно оси упрочняемого инструмента на глубину, не превышающую глубину залегания твердых участков на режущей кромке. Технический результат: повышение стойкости и режущих свойств инструмента. 2 ил., 1 пр.
Способ упрочнения осевого инструмента, включающий криогенно-эрозионное упрочнение инструмента с образованием твердых участков и фланкирование его кромки, отличающийся тем, что фланкирование ведут посредством электрохимической размерной обработки параллельно оси упрочняемого инструмента на глубину, не превышающую глубину залегания твердых участков на режущей кромке.
| КРИОГЕННО-ЭРОЗИОННЫЙ СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ | 2006 |
|
RU2333823C1 |
| СПОСОБ ФЛАНКИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2000 |
|
RU2183537C2 |
| Способ электрохимической обработки зубчатых колес | 1988 |
|
SU1530358A1 |
| СПОСОБ ФЛАНКИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2000 |
|
RU2183537C2 |

