Область техники, к которой относится изобретение
Изобретение относится к способу очистки для установок нанесения покрытий, в частности вакуумных установок нанесения покрытий. При нанесении покрытия в камерах для нанесения покрытия, как правило, принудительно покрываются также поверхности, покрытие которых нежелательно. Такими поверхностями могут быть, например, части камеры, а также части покрываемых подложек, а также поверхности держателя и прочие вспомогательные поверхности. После нанесения одного или нескольких покрытий их нужно очищать, как правило, с большим трудом. Это необходимо, в частности, в том случае, когда у нежелательно покрытых деталей в процессе нанесения покрытия возникает изменение поверхностных свойств, например электропроводности. С помощью способа согласно изобретению эта очистка сильно упрощается. В рамках настоящей заявки нежелательно покрываемые поверхности называются вспомогательными поверхностями, тогда как намеренно покрываемые поверхности называются целевыми поверхностями. Вспомогательные поверхности находятся под разными электрическими потенциалами, такими как ток подмагничивания, с осуществлением изоляции или с заземлением. Это ведет к тому, что на вспомогательных поверхностях образуются покрытия с разной величиной сцепления.
Предшествующий уровень техники
Из уровня техники известно, что такие нежелательные покрытия удаляют различными способами, такими как, например, пескоструйная обработка, шлифование, очистка щетками или даже дополнительная механическая обработка или химические процессы снятия покрытия. Все эти способы являются популярной, широко применяющейся в данной отрасли практикой. С одной стороны, из-за зачастую сильной адгезии этих нежелательных покрытий к вспомогательным поверхностям их почти полное удаление требует очень много времени. В некоторых случаях вспомогательные поверхности требуется чистить после каждой операции нанесения покрытия (цикла). Некоторые требуют таких способов очистки, как, например, жидкостное химическое удаление покрытий или пескоструйная обработка.
Кроме того, следует отметить, что все абразивные способы очистки (пескоструйная обработка, шлифование и так далее) означают дополнительный сильный износ материала обрабатываемых компонентов. Это дополнительно приводит к очень высоким расходам на обслуживание (замена изношенных компонентов).
Кроме того, износ материала ведет к снижению надежности процесса, так как при этом при известных обстоятельствах более не соблюдаются механические допуски, релевантные для процесса нанесения покрытия.
Известен способ удаления загрязнений или покрытий на поверхностях с помощью струйной обработки сухим льдом. При этом в качестве среды для струйной обработки применяются твердые кристаллы льда CO2. В результате снятия давления на выходе сопла в жидком CO2 образуется снег CO2, который ускоряется до сверхзвуковой скорости с помощью внешней обрамляющей струи сжатого воздуха и направляется на очищаемую поверхность. Согласно WO02/072313, можно также удалять покрытия. Однако при толщине слоя менее 2 мкм возникают проблемы, так как термомеханические эффекты струи сухого льда при такой толщине проявляются не в полной мере. Соответственно, для очистки деталей установок для нанесений покрытий физическим осаждением из газовой фазы (PVD - physical vapor deposition) или установок для нанесений покрытий химическим осаждением из газовой фазы (CVD - chemical vapor deposition) эти способы до сих пор не применялись.
Документ WO 08/040819 описывает усовершенствование указанного выше способа очистки струями сухого льда, сводящееся к тому, что на требующей очищения поверхности предусматривается функциональный слой, с которым загрязнения сцепляются в меньшей степени по сравнению с их сцеплением с очищаемой поверхностью. В качестве функционального слоя предлагается слой, полученный полимеризацией в плазме. В качестве загрязнений в данной заявке в общем упоминаются как органические, так и неорганические материалы, которые нужно удалять. Функциональный слой имеет в данном случае меньшую теплопроводность, чем очищаемый предмет, и загрязнения на функциональном слое удерживаются менее прочно, чем на поверхности предмета, находящейся под функциональным слоем. Однако в таких условиях усиливаются некоторые недостатки, связанные с установками для нанесения покрытий физическим или химическим осаждением из газовой фазы:
- в процессе нанесения покрытия, то есть при работе вакуумной камеры, загрязнения должны очень хорошо сцепляться с поверхностью, так как иначе отслаивание может привести к тому, что нежелательным образом будут загрязняться сами покрываемые подложки;
- в вакуумных камерах вследствие вакуума устанавливаются очень низкие температуры, которые при запуске процесса нанесения покрытия могут внезапно очень резко возрастать. Покрытие с низкой теплопроводностью при таких колебаниях температуры может очень быстро повредиться;
- слой, полученный полимеризацией в плазме, сам наносится в рамках CVD-процесса. Поэтому при известных условиях следует ожидать сходства свойств функционального слоя и загрязнений;
- слой, полученный полимеризацией в плазме, не проводит электричество. Однако детали камеры для нанесения покрытия должны, как правило, иметь проводящую поверхность, чтобы не оказывать отрицательного влияния на электрические и/или магнитные условия для процесса нанесения покрытия.
Постановка технической задачи для настоящего изобретения
Таким образом, было бы желательным разработать способ, устраняющий, по меньшей мере частично, недостатки предшествующего уровня техники. Конкретно, было бы желательным разработать упрощенный способ очистки вспомогательных поверхностей, который, кроме того, можно было бы реализовать с существенно меньшими временными затратами и который не приводил бы к износу материала очищаемых деталей.
Решение поставленной задачи
Основная идея настоящего изобретения состоит в том, чтобы подвергнуть вспомогательные поверхности предварительной обработке еще до операции нанесения покрытия так, чтобы при последующем процессе нанесения покрытия адгезия материала покрытия к вспомогательным поверхностям сильно снижалась по сравнению с адгезией без предварительной обработки. Таким образом, очистка сильно упрощается.
Такая предварительная обработка, согласно изобретению, может состоять, например, в том, чтобы нанести на вспомогательные поверхности соответствующий "антиадгезионный слой". Антиадгезионный слой отличается низкой адгезией к вспомогательным поверхностям или низкой адгезией к загрязнениям на антиадгезионном слое. Так как антиадгезионный слой после нанесения собственно покрытия находится между вспомогательной поверхностью и материалом, нанесенным в процессе покрытия, то сцепление материала покрытия сильно снижается. В зависимости от типа процесса нанесения покрытия, антиадгезионный слой должен быть термостойким, электропроводящим и безопасным с точки зрения вакуумной техники. В частности, безвредность для вакуумной техники является необходимым условием для PVD-процессов. Предпочтительно, нанесение антиадгезионного слоя не должно оказывать отрицательного влияния на свойства собственно слоя, находящегося на целевой поверхности.
Для очистки может применяться, как описано выше, способ струйной обработки сухим льдом. Сам этот способ очистки достаточно известен специалисту, например, из WO08/040819 или WO02/072312 и поэтому не раскрывается подробнее.
Подробное описание изобретения
Ниже изобретение поясняется подробнее на примерах и с помощью чертежей.
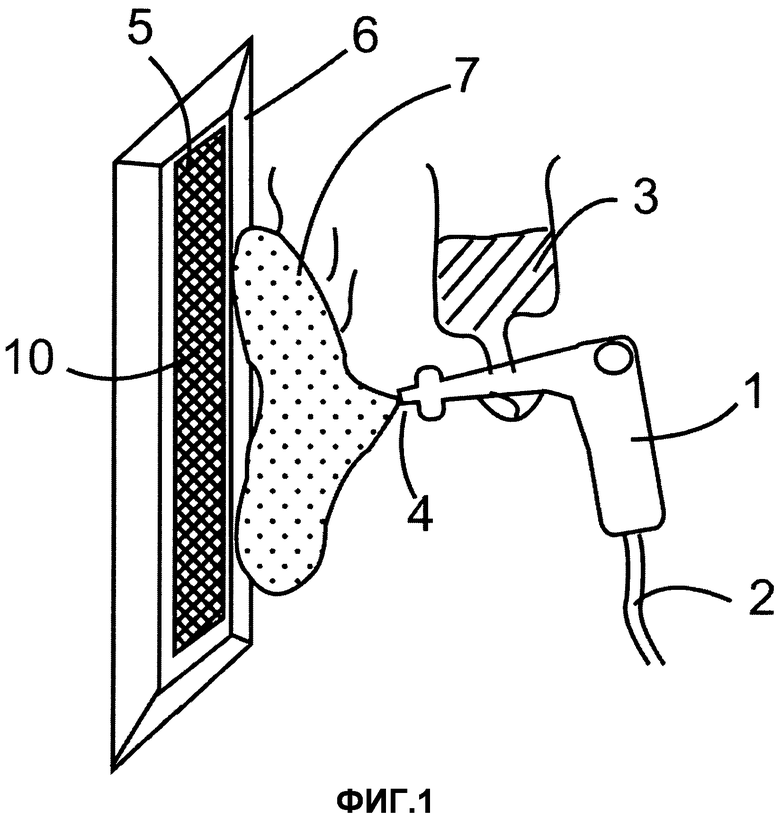
На фиг.1 схематически показан процесс предварительной обработки согласно изобретению.
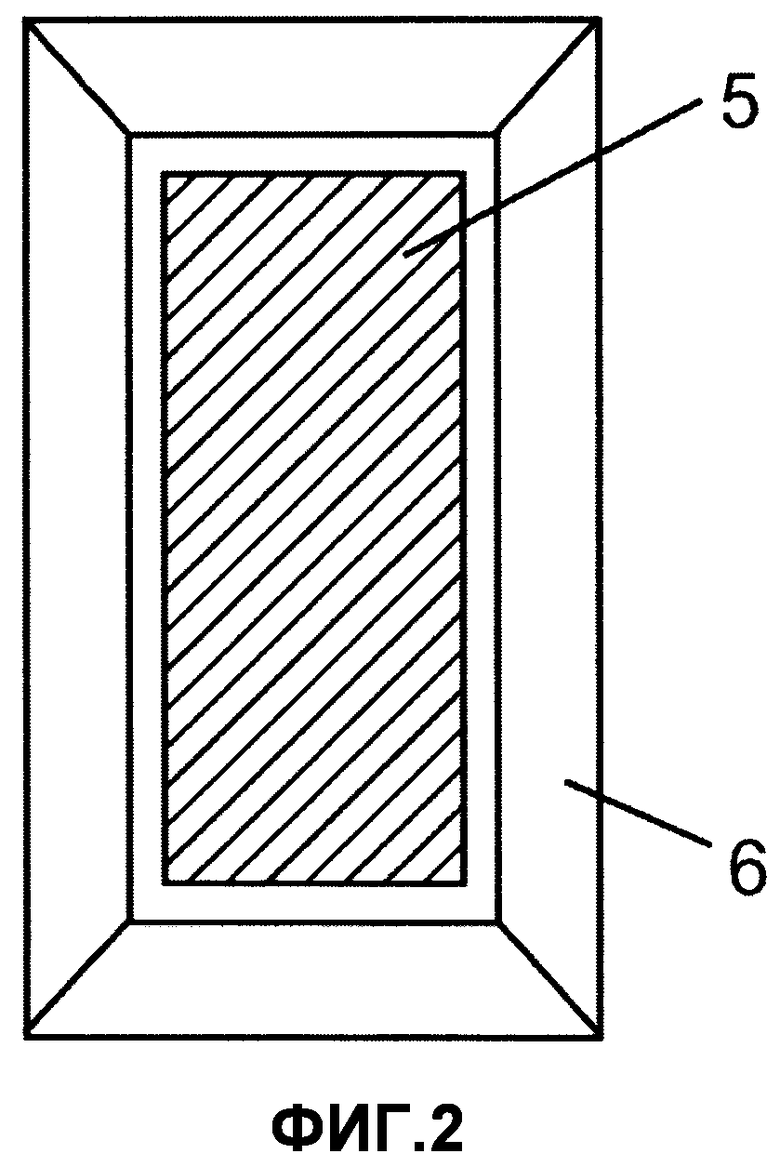
На фиг.2 схематически показан пример применения маскирующего шаблона.
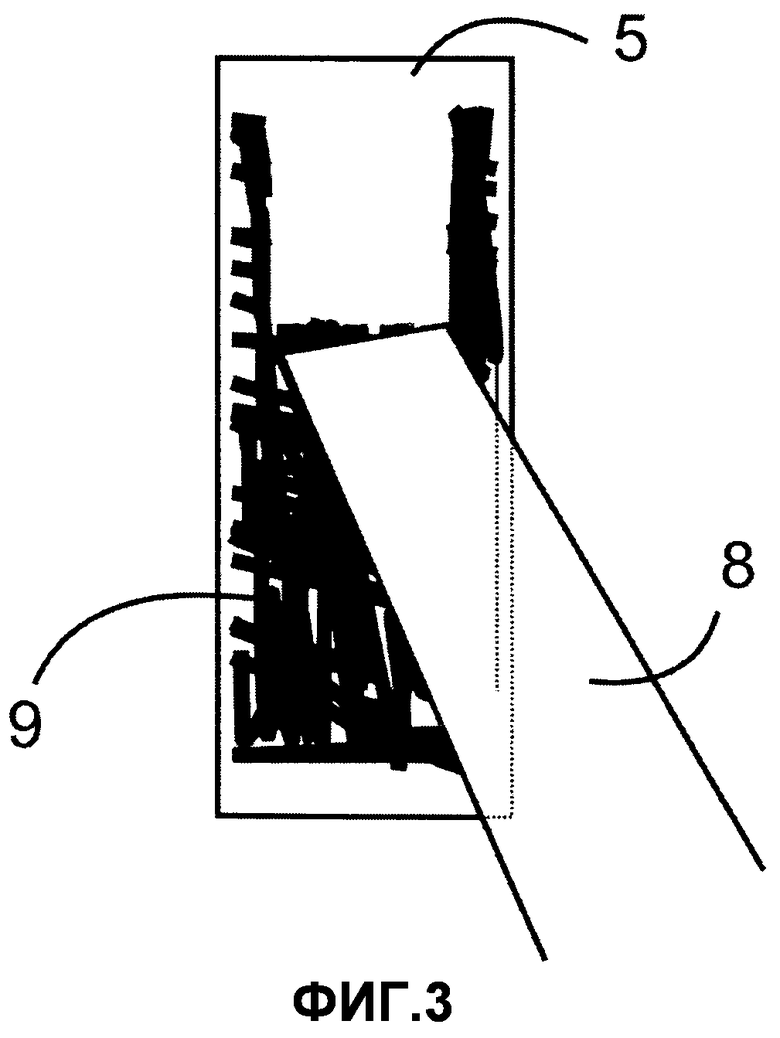
На фиг.3 схематически показан упрощенный процесс очистки после операции нанесения покрытия.
На фиг.4 схематически показано сечение поверхности, снабженной антиадгезионным слоем и покрытием.
Нижеследующее описание ограничивается PVD-процессом, при этом рамки изобретения не ограничиваются таким процессом.
Для такого PVD-процесса важно, чтобы антиадгезионный слой был пригоден для вакуума. Это означает, однако, что в антиадгезионном слое не должно иметься никаких связующих или подобных вспомогательных веществ.
Авторы изобретения обнаружили, что, согласно первому варианту осуществления настоящего изобретения, этого можно достичь, если при нанесении антиадгезионного слоя на вспомогательные поверхности использовать суспензию порошка в легколетучем растворителе при соответствующем соотношении составных компонентов смеси. Легколетучий растворитель не должен образовывать химического соединения с применяющимся порошком или с обрабатываемой поверхностью. Благодаря применению летучего растворителя в качестве несущей среды суспензии обеспечивается то, что растворитель уже непосредственно после процесса напыления полностью улетучивается и на поверхности остается только слабо сцепляющийся слой порошка. В качестве растворителя очень хорошо подходит, например, изопропанол.
Кроме того, авторы изобретения обнаружили, что в качестве материала для порошка подходит чистый графит. Графитовый порошок, в частности, является достаточно термостойким, электропроводящим, выдерживает вакуум, имеет антиадгезионные свойства и поэтому может использоваться в PVD-процессе.
Нанесение покрытия проводится, например, напылением с помощью пистолета-распылителя. Это можно осуществлять без газа или с газом. В последнем случае подходит, наряду с прочим, воздух, азот или также CO2. Важные в процессе напыления факторы воздействия (например, давление распыления, размер сопла пистолета, соотношение компонентов смеси в суспензии, расстояние, на котором производится распыление, и продолжительность распыления) могут быть согласованы в широком диапазоне, чтобы для большого числа применений обеспечить равномерное нанесение слоя соответствующей толщины. В зависимости от применения возможны также другие способы нанесения (промазывание, погружение и прочее).
Антиадгезионный слой обеспечивает то, что материал покрытия, нанесенный во время PVD-процесса на обработанные вспомогательные поверхности, можно по существу полностью удалить после PVD-процесса, как описано выше, используя способ струйной обработки сухим льдом. Это можно осуществить посредством струйной обработки гранулами или снегом CO2. Следующая возможность состоит в том, чтобы применить обработку смешанной струей из сухого льда и воды, как это описано в DE102006002653. Прочей дополнительной обработки не требуется, вспомогательные поверхности можно немедленно снова снабдить новым антиадгезионным слоем для последующего применения.
Благодаря высокой эффективности и простоте в применении возможны самые разнообразные применения, например, в условиях PVD-процесса.
При электродуговом распылении часто применяются так называемые удерживающие кольца. Они окружают мишень источника испарения, содержащую материал покрытия, и служат для того, чтобы электрическая дуга была ограничена зоной поверхности мишени. Из-за близости колец к материалу мишени в процессе нанесения покрытия способом PVD на них самих осаждается много материала покрытия, и для их очистки до сих пор требовались очень агрессивные методы, такие как, например, пескоструйная обработка или даже дополнительная обработка резкой. Благодаря нанесению, согласно изобретению, графитового порошка сохраняется необходимая электропроводность. Материал покрытия, нанесенный в PVD-процессе, находится на слое графита. Графитовый слой, включая покрытие, можно легко удалить с удерживающего кольца.
Это же относится к подложкодержателям, которые удерживают покрываемые подложки в процессе нанесения покрытия. Из-за их пространственной близости к покрываемым подложкам они также покрываются в значительной степени. До сих пор подложкодержатели после нанесения покрытия должны были подвергаться пескоструйной обработке, что требовало много времени и тем самым больших затрат. Пескоструйная обработка ведет к высокому износу. Поэтому наряду со сниженной надежностью процесса нужно было часто заменять дорогостоящие держатели. Если же подложкодержатель обработать заранее, согласно изобретению, антиадгезионным слоем, то после PVD-процесса его можно чистить легко, быстро и без износа.
Это же относится к карусели и защитным листам от напыления в установках PVD. Если установка дополнительно содержит аноды для создания плазменного разряда, например источники напыления, низковольтные дуговые разрядники и устройства для травления, то их предпочтительно также можно обработать перед этапом нанесения покрытия путем нанесения антиадгезионного слоя.
Согласно другому варианту осуществления настоящего изобретения, сам антиадгезионный слой наносят в установке покрытия как относительно рыхлый слой. Для этого подложкодержатели в разобранном состоянии вводят в установку нанесения покрытий. Такой слой может быть, например, PVD-слоем, который наносят без напряжения смещения. Такой слой может быть также графитовым слоем.
Согласно другому варианту осуществления настоящего изобретения, в качестве антиадгезионного слоя предлагается медное электродуговое покрытие. В отличие от слоя, полученного полимеризацией в плазме, медь очень хорошо проводит электричество и имеет более высокую теплопроводность, чем, например, неорганические неметаллические покрытия, нанесенные посредством PVD. Иными словами, в качестве антиадгезионного слоя могут применяться металлические, то есть хорошо проводящие тепло слои, термические свойства которых очень сильно отличаются от свойств слоев, нанесенных с помощью PVD. Толщина медного электродугового покрытия предпочтительно находится в диапазоне 0,1-0,4 мм, при этом толщина слоя загрязнений - в диапазоне 1-100 мкм.
Согласно другому варианту осуществления, предлагается снабдить эту поверхность так называемым наноуплотнением. Известно, что благодаря этому эффекту, известному как так называемый «эффект лотоса», загрязнения хуже сцепляются со структурированной поверхностью и, таким образом, их можно легче отделить. При соответствующем выборе размера элемента структуры можно по существу регулировать силу сцепления. В частности, благодаря структурированию предотвращаются напряжения на поверхности, так что в меньшей степени происходят отслаивания от поверхности в процессе нанесения покрытия.
Ниже на конкретном примере осуществления описывается способ, согласно изобретению, применяемый для очистки покрытых поверхностей анода, являющихся частью устройства травления предусмотренного в установке для нанесения покрытия.
Возникающая при этом проблема состоит в том, что в каждом PVD-процессе поверхность анода сильно покрывается прочно сцепленным материалом покрытия. Если поверх него в последующих процессах нанесения покрытий будет продолжаться нанесение покрытия, то со временем образуется очень толстое и очень трудноудаляемое (требующее много времени) отложение.
Если осаждаются плохо проводящие или не проводящие слои, то эти плохо проводящие или не проводящие отложения на аноде могут привести к тому, что уже после одной операции нанесения покрытия более не будет обеспечиваться функция анода, так что в таких процессах обязательно требуется очистка анода после каждой загрузки.
Чтобы провести данную очистку, осуществляют, например, следующие этапы.
Исходной точкой является анод, свободный от отложений и остатков, то есть "свежий" анод, еще до первого процесса нанесения покрытия или после очистительной обработки.
На первом этапе в этом примере закрывается и/или маскируется непосредственное окружение покрываемой антиадгезионным слоем поверхности анода, которая в этом случае представляет собой вспомогательную поверхность, согласно определенной в описании изобретения дефиниции. Для этого подходит, например, листовой шаблон с согласованной прорезью и соответствующей геометрией. Шаблон размещается так, чтобы снабжать антиадгезионным слоем только желаемые области.
На втором этапе примера пистолетом-распылителем в процессе распыления наносится антиадгезионный слой. При этом на маскированный анод напыляется суспензия, содержащая материал антиадгезионного слоя.
Для получения напыляемой суспензии графитовый порошок вводился в изопропанол. В описываемом примере анод представляет собой металлическую поверхность, установленную вертикально. Поэтому нужно принимать во внимание то, что дистанцию напыления и толщину нанесенного слоя выбирают таким образом, чтобы предотвратить стекание лишнего растворителя с поверхности. При этом предпочтительно, если легколетучий растворитель в аэрозоле испаряется в основном уже между распылительным соплом и обрабатываемой поверхностью. Таким образом достигается оптимальное покрытие графитовым порошком. При этом значение имеет также соотношение составных компонентов смеси: растворителя и графитового порошка. Чтобы предотвратить стекание, нужно иметь как можно более высокое содержание графитовой составляющей. Разумеется, нужно также следить за тем, чтобы сопло пистолета-распылителя не забивалось. Подходящим оказалось использование от 50 мл до 150 мл IPA на 10 г графитового порошка. Предпочтительно используется 100 мл изопропанола (IPA) на 10 г графитового порошка.
Применяемый графитовый порошок должен по существу не содержать примесей связующих веществ или других добавок. В настоящем примере применялся порошок с чистотой 99,9%. Предпочтительными значениями размера частиц графитового порошка оказались значения от 0,2 мкм до 150 мкм как максимальный размер. Предпочтительно применяется графитовый порошок, размер частиц которого составляет не более 20 мкм.
В качестве пистолета-распылителя применялся стандартный пистолет-распылитель с наливным стаканом. Размер сопла находится, например, в интервале от 0,3 мм до 2 мм и предпочтительно составляет 0,8 мм.
В качестве среды для инициирования процесса напыления используется сжатый воздух при давлении от 0,2 до 1,0 бар, предпочтительно от 0,5 до 0,7 бар. Сжатый воздух должен быть освобожден от масла и по возможности не содержать частиц, чтобы не внести загрязнения в суспензию и тем самым в антиадгезионный слой. Нужно следить, в частности, за тем, чтобы пневматикой пистолета не заносились загрязнения.
Перед каждым применением суспензию гомогенизируют. Это можно осуществить взбалтыванием, встряхиванием, ультразвуковой обработкой или другими известными специалисту способами.
Распыление проводится на дистанции напыления, составляющей от 50 мм до 250 мм, в идеале от 100 мм до 200 мм. Как упоминалось выше, большая дистанция напыления более предпочтительна в том отношении, что растворитель уже во время распыления имеет возможность испариться. Однако слишком большая дистанция напыления ведет к слишком широкому рассеиванию в пространстве.
Толщина наносимого антиадгезионного слоя составляет в этом примере от 0,05 мм до 2,0 мм. Критерий "оптическое сплошное покрытие" в настоящем примере оказался подходящим и благодаря своей простоте предпочтительным. По меньшей мере, когда сами вспомогательные поверхности не являются графитовыми поверхностями, этого легко можно достичь благодаря оптическим свойствам графитового порошка. Нанесение антиадгезионного слоя в примере проводится за несколько этапов распыления, предпочтительно проводимых равномерно.
После нанесения антиадгезионного слоя предпочтительно нужно принимать во внимание следующее: так как слой порошка сцепляется с поверхностью в основном силами адгезии, после напыления нужно по возможности избегать соприкосновений вспомогательных поверхностей. Поэтому предпочтительно там, где это возможно, обрабатывать компоненты в смонтированном состоянии или использовать соответственно подходящие устройства и/или инструменты ("вспомогательные системы обработки"), чтобы избежать повреждения антиадгезионного слоя.
На третьем этапе удаляют листовой шаблон, применявшийся для маскировки. Необходимо отметить еще раз, что такая маскировка требуется не в каждом случае, но в примере она применялась.
Таким образом, предварительная обработка завершается и можно обычным путем наносить собственно PVD-покрытие. Это значит, что в камеры для нанесения покрытия загружают обрабатываемые детали, камеру закрывают и откачивают, наносят покрытие, например, путем электродугового испарения и вслед за этим камеры для нанесения покрытия продувают и открывают. При этом проведенная, согласно изобретению, предварительная обработка анода не оказывает отрицательного влияния на покрытие.
После того как камера для нанесения покрытия открыта, вспомогательные поверхности можно очистить, согласно изобретению, с помощью струйной обработки сухим льдом. Снег CO2 очищает бережно, без влаги, без остатков и пригоден для вакуума.
Перед следующей операцией нанесения покрытия анод снова обрабатывают в соответствии с этапами 1-3.
В идеале эта процедура проводится после каждой операции нанесения покрытия. Однако можно также отказаться от струйной очистки сухим льдом после одного процесса нанесения покрытия и обновлять антиадгезионный слой только после нескольких циклов нанесения покрытия.
Изобретение было описано на примере установки для нанесения PVD-покрытия и при предварительной обработке находящегося в вакуумной камере ΙΕΤ-анода (ITE=Innova etching technology). В этом примере удалось снизить временные затраты на очистку с прежних 20 минут до нескольких минут. Кроме того, благодаря способу, согласно изобретению, анод сберегается. Предварительная обработка, согласно изобретению, предпочтительно может применяться при других способах нанесения покрытий, в частности при других способах вакуумного напыления. В таких случаях при необходимости можно согласовать материал антиадгезионного слоя.
Другие области применения упоминались выше. В частности, изобретение предпочтительно также можно применять в случае покрываемых подложек, когда, например, необходимо покрыть только часть поверхности подложки. До сих пор нужно было непокрываемые части поверхности подложки экранировать держателями. В отличие от этого, благодаря способу согласно изобретению, на непокрываемые части поверхности подложки можно нанести антиадгезионный слой, который после нанесения покрытия можно простым образом удалить способом струйной очистки сухим льдом.
Для часто повторяющихся однотипных обработок антиадгезионным слоем (например, каруселей, подложкодержателей, подложек и так далее) в усовершенствованном варианте выполнения настоящего изобретения предпочтительно применять автоматическое распылительное устройство.
Список ссылочных позиций
1 - пистолет-распылитель с наливным стаканом
2 - подача сжатого воздуха
3 - суспензия
4 - распылительное сопло
5 - вспомогательная поверхность
6 - маскирующий шаблон
7 - туман, образованный разбрызгиванием
8 - сопло для распыления струи сухого льда
9 - антиадгезионный слой, покрытый наслоениями
10 - антиадгезионный слой
11 - наслоения в результате PVD-процесса
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ДЛЯ УСТАНОВОК ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2510664C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО УДАЛЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ С КОНСТРУКТИВНОЙ ДЕТАЛИ | 2007 |
|
RU2405070C2 |
| ВАКУУМНАЯ PVD-УСТАНОВКА НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2486280C2 |
| СПОСОБ ПОДГОТОВКИ ПОДЛОЖКИ ДЛЯ ТЕРМИЧЕСКОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 2014 |
|
RU2659521C2 |
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ СПЛАВОВ КАРБИДА ВОЛЬФРАМА НА ВАЛКИ ПРОКАТНОГО СТАНА И ПОЛУЧАЕМЫЙ ТАКИМ СПОСОБОМ ВАЛОК | 2021 |
|
RU2791269C1 |
| ТОНКОПЛЕНОЧНОЕ ПОКРЫТИЕ ПОЛЮСНЫХ НАКОНЕЧНИКОВ ЭНДОКАРДИАЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОКАРДИОСТИМУЛЯТОРОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2538880C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ПОДЛОЖЕК | 2007 |
|
RU2468120C2 |
| ВАКУУМНАЯ НАПЫЛИТЕЛЬНАЯ УСТАНОВКА С СИСТЕМОЙ ЛАЗЕРНОЙ ОЧИСТКИ ПАЛЛЕТ (ВАРИАНТЫ) | 2020 |
|
RU2739195C1 |
Изобретение относится к способу очистки вспомогательных поверхностей установок для нанесения покрытий, которые содержат камеру для нанесения покрытия. Перед нанесением покрытия наносят антиадгезионный слой на вспомогательные поверхности камеры для нанесения покрытия. После нанесения покрытия осуществляют обработку вспомогательных поверхностей с помощью струйной обработки сухим льдом и/или снегом CO2. В результате упрощается очистка поверхности детали и при этом исключается их износ. 3 з.п. ф-лы, 4 ил.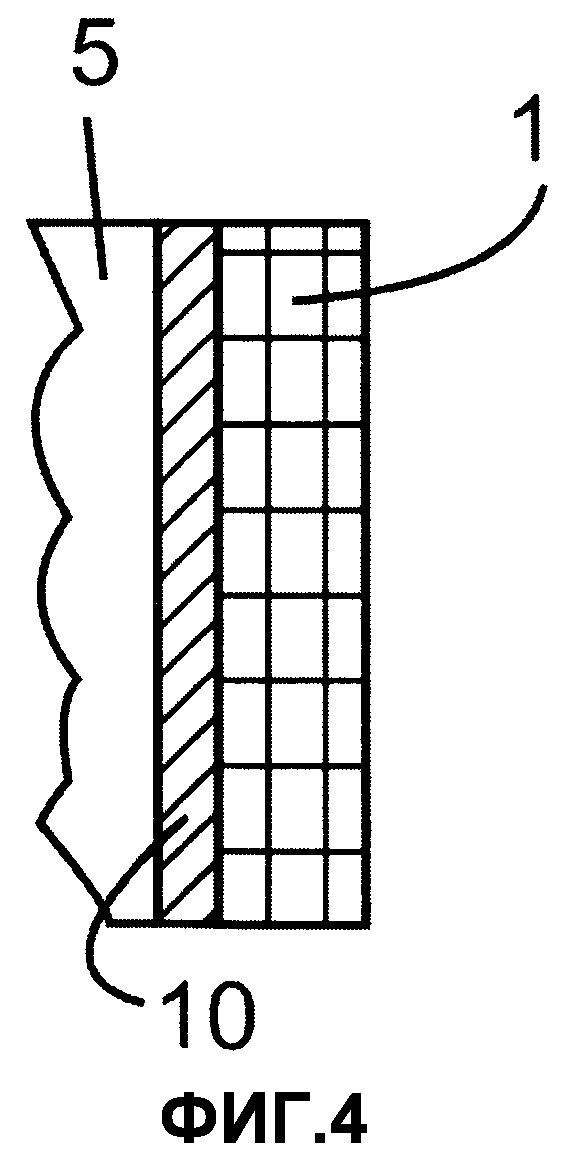
1. Способ очистки вспомогательных поверхностей установок для нанесения покрытий, которые содержат камеру для нанесения покрытия, содержащий следующие этапы:
- нанесение антиадгезионного слоя на вспомогательные поверхности камеры для нанесения покрытия, предшествующее нанесению покрытия,
- обработка вспомогательных поверхностей с помощью струйной обработки сухим льдом и/или путем очистки струями снега диоксида углерода (CO2), следующая за нанесением покрытия.
2. Способ по п.1, отличающийся тем, что антиадгезионный слой содержит суспензию порошка из графитового порошка в летучем растворителе.
3. Способ по п.1, отличающийся тем, что антиадгезионный слой включает в себя металлический слой, который существенно толще, чем слой, наносимый в процессе нанесения покрытия.
4. Способ по п.1, отличающийся тем, что антиадгезионный слой представляет собой слой, антиадгезионное воздействие которого основано на эффекте лотоса.
| JP 2000119840 A, 25.04.2000; | |||
| Способ утилизации теплоты в системах теплоснабжения промпредприятий | 1990 |
|
SU1772529A1 |
| US 2005214454 A1, 29.09.2005 | |||
| RU 93013933 A, 27.07.1995 | |||

