Группа изобретений относится к области размагничивания ферромагнитных материалов и изделий и может быть использована для снятия остаточной магнитной индукции труб, сортового и листового проката в производственных линиях металлургических заводов.
Высокая остаточная магнитная индукция приводит к ряду неблагоприятных последствий при дальнейшей обработке и эксплуатации изделий из ферромагнитных материалов:
- некачественная сварка при стыковке вследствие «магнитного дутья»;
- выход из строя режущего инструмента при механической обработке из-за налипания стружки.
Если, например, труба не размагничивается до уровня, оговоренного в стандарте на производство этой трубы, то она не может быть признана годной продукцией и должна быть отбракована заводом-изготовителем.
Задачей, на решение которой направлена данная группа изобретений, является создание технологии и оборудования для размагничивания изделий из ферромагнитных материалов, которые гарантируют размагничивание изделий до значений порядка 1 мТл за один проход, что снижает затраты производителя на повторные прогоны.
Известен способ размагничивания ферромагнитного изделия, заключающийся в нагревании изделия до точки Кюри, при которой намагниченность исчезает (Неразрушающий контроль и диагностика. Справочник под ред. В.В.Клюева, М., Машиностроение, 1995, с.243-244). Недостатком данного способа является изменение механических свойств материала изделия в результате нагрева, и в большинстве случаев это недопустимо.
Известен способ размагничивания длинномерных изделий из магнитомягких материалов, преимущественно трубопроводов, в котором длинномерное изделие подвергают воздействию магнитного поля, которое осуществляют, по меньшей мере, одним намагничивающим поясом с намагничивающими полюсами, причем изменение магнитного поля достигается перемещением намагничивающего пояса вдоль длинномерного изделия, при этом намагничивание ведут изнутри длинномерного изделия намагничивающим поясом, содержащим, по меньшей мере, два разноименных полюса, выполненных клиновидными и образованных постоянными магнитами (патент РФ №2335819, кл. H01F 13/00, 2006).
Недостатком известного способа является то, что он может быть применен только в трубопроводах в полевых условиях и не пригоден для использования в цеховых условиях, кроме того, для размагничивания листового, сортового проката и прочих изделий необходимо иметь дополнительное оборудование.
Известен способ размагничивания изделий из ферромагнитных материалов, включающий воздействие на изделие магнитного поля с амплитудой, уменьшающейся от некоторого значения до нуля, и частотой, зависящей от магнитной проницаемости и толщины изделия, размагничивание проводят локально размагничивающим переменным магнитным полем (патент РФ №2258272, кл. H01F 13/00, 2003).
Приведенный выше способ имеет ряд недостатков. Во-первых, он применим только для изделий сортопрокатного производства малого диаметра и не применим для размагничивания труб большого диаметра и листов. Если изделием является труба диаметром 1420 мм, большая протяженность магнитного пути по длине окружности трубы приведет к неэффективности работы устройства, т.к. произойдет критическое снижение уровня магнитного потока в размагничиваемом изделии. Сохранение энергии воздействия на магнитные диполи в материале изделия потребует намного больших энергетических затрат. Во-вторых, требуется механическое перемещение катушки по сердечнику для размагничивания последнего участка изделия. При размагничивании большого количества изделий предъявляются высокие требования по механической прочности и износостойкости к механизму, осуществляющему такое перемещение. Это влечет за собой высокую стоимость механизма.
Данное техническое решение взято за прототип по заявляемому изобретению на способ.
Сущность изобретения заключается в том, что заявляемый способ размагничивания изделий из ферромагнитных материалов позволяет с минимальными материальными затратами эффективно размагничивать различные ферромагнитные изделия прокатного и трубного производств одним и тем же комплектом оборудования.
Это достигается тем, что в способе размагничивания изделий из ферромагнитных материалов, включающем воздействие на изделие магнитного поля с амплитудой, уменьшающейся от некоторого значения до нуля, и частотой, зависящей от магнитной проницаемости и толщины изделия, размагничивание проводят локально размагничивающим переменным магнитным полем, размагничивающее переменное магнитное поле создают, по крайней мере, двумя электромагнитами, состоящими из П-образных магнитопроводов с намотанными на них катушками, при этом электромагниты располагают над изделием так, что расстояние между полюсами одного электромагнита равно расстоянию между полюсами соседних электромагнитов, а расстояние от магнитопровода электромагнитов до поверхности изделия меньше половины расстояния между полюсами электромагнитов, на каждый электромагнит подают синфазно переменное напряжение регулируемой частоты, размагничивание изделия осуществляют в процессе его движения. При размагничивании листового проката электромагниты располагают по одной линии по ширине изделия. При размагничивании изделий сложной замкнутой формы поперечного сечения электромагниты располагают по периметру этого сечения. Количество электромагнитов выбирают в зависимости от длины или от периметра изделия.
Заявляемый способ размагничивания изделий из ферромагнитных материалов позволяет размагничивать большой ассортимент изделий в цеховых условиях одним и тем же комплектом оборудования.
Заявляемый способ размагничивания изделий из ферромагнитных материалов может быть осуществлен с помощью предлагаемого устройства.
Заявляемые способ размагничивания изделий из ферромагнитных материалов и устройство для его осуществления объединены единым изобретательским замыслом, поскольку устройство позволяет реализовать способ размагничивания изделий из ферромагнитных материалов с указанным выше техническим результатом.
Известно устройство размагничивания длинномерных ферромагнитных изделий, содержащее блок размагничивания, выполненный в виде колебательного контура, состоящего из катушки соленоидального типа с ферромагнитным сердечником, подключенным к батарее конденсаторов, датчик наличия металла, связанный с контроллером (патент РФ №2258272, МКП H01F 13/00, 2003).
Известно устройство для снятия остаточной магнитной индукции ферромагнитных изделий, содержащее размагничивающее устройство, датчики наличия изделия и датчики остаточной намагниченности (патент РФ 2339108, МКП H01F 13/00, 2007).
Оба известных устройства имеют ряд недостатков. Их сложно использовать на практике в условиях производства, например в трубном производстве. Известные устройства имеют в своем составе, в основном, нестандартные комплектующие. Это затрудняет изготовление таких устройств, повышает их стоимость и снижает их ремонтопригодность в производственных условиях цеха. Кроме того, оба данных устройства не обеспечивают снятие остаточной магнитной индукции до требуемых значений.
Наиболее близким по технической сущности и достигаемому при использовании результату к заявляемому устройству является автоматизированный комплекс снятия остаточной магнитной индукции ферромагнитных изделий, содержащее размагничивающий блок, соединенный с преобразователем частоты, электрически связанный с управляющим блоком, датчики наличия изделия, датчики остаточной намагниченности (заявка на полезную модель №2011137173, 2011, по которой принято решение о выдаче патента).
Данное техническое решение взято за прототип к заявляемому устройству.
Известное изобретение предназначено для размагничивания только труб и сортового проката, кроме того, один комплект оборудования предназначен только для одного диаметра.
Сущность изобретения заключается в том, что заявляемая конструкция обеспечивает осуществление способа за счет выполнения определенным образом электромагнитов и их расположения.
Это достигается тем, что в устройстве для осуществления способа, содержащем размагничивающий блок, соединенный с преобразователем частоты, электрически связанный с управляющим блоком, датчики наличия изделия, датчики остаточной намагниченности, размагничивающий блок выполнен в виде, по крайней мере, из двух электромагнитов, состоящих из П-образных магнитопроводов с намотанными на них катушками, соседние электромагниты подключены к преобразователю частоты в синфазе, при этом все электромагниты установлены с возможностью перемещения на гибкой конструкции, полюса одного электромагнита расположены на расстоянии, равном расстоянию между полюсами соседних магнитов, а расстояние от магнитопровода электромагнитов до поверхности изделия меньше половины расстояния между полюсами электромагнитов. При этом гибкая конструкция выполнена, например, в виде трака.
К достоинствам заявляемого устройства относятся универсальность при размагничивании изделий различной формы и протяженности.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, содержащим сведения об аналогах изобретения как на способ, так и устройство, позволил установить, что аналоги, характеризующиеся признаками заявляемых способа и устройства, не обнаружены, а из перечня выявленных аналогов подобраны прототипы как для способа, так и для устройства, что позволило определить отличительные признаки заявляемого способа размагничивания изделий из ферромагнитных материалов и устройства для его осуществления. По мнению заявителя, заявляемая группа изобретений соответствует критерию «новизна» по действующему законодательству.
Технические решения, заявленные в группе изобретений, не следуют явным образом из известного уровня техники, поэтому оно соответствует критерию «изобретательский уровень».
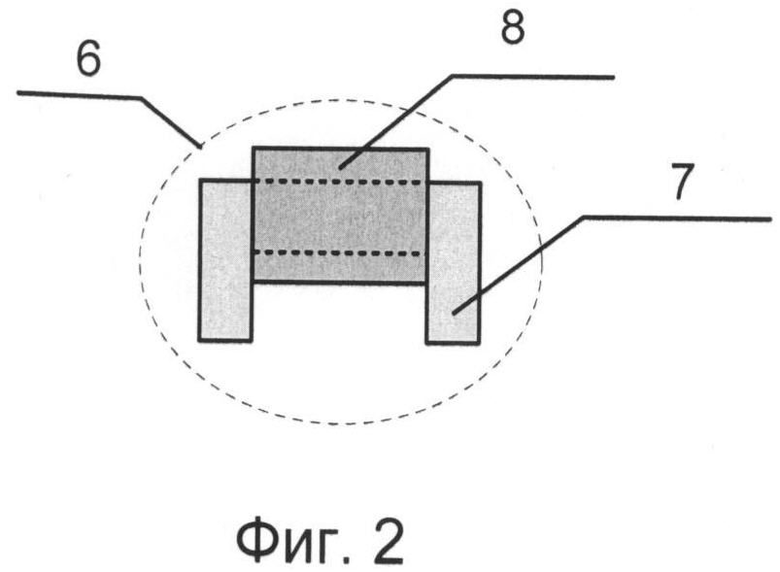
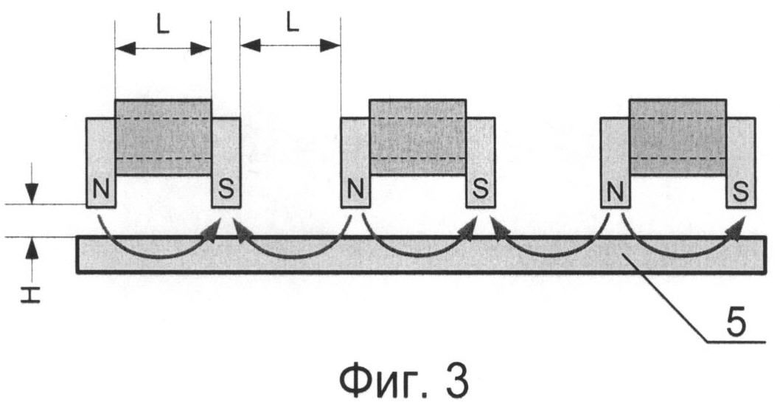
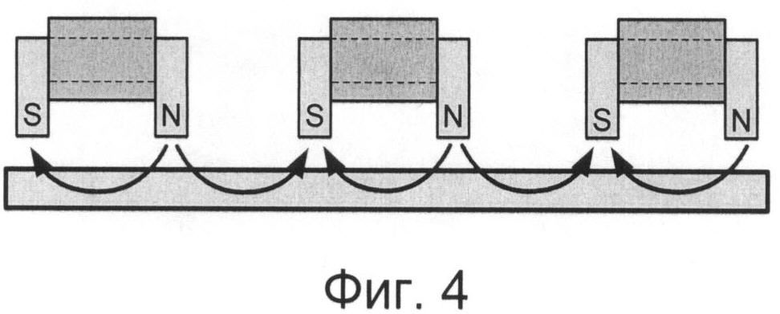
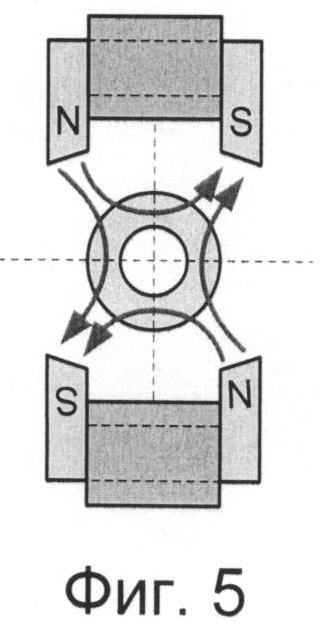
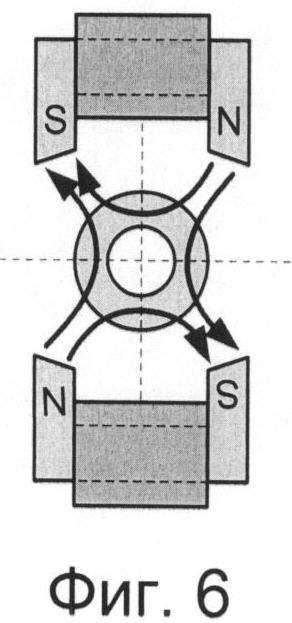
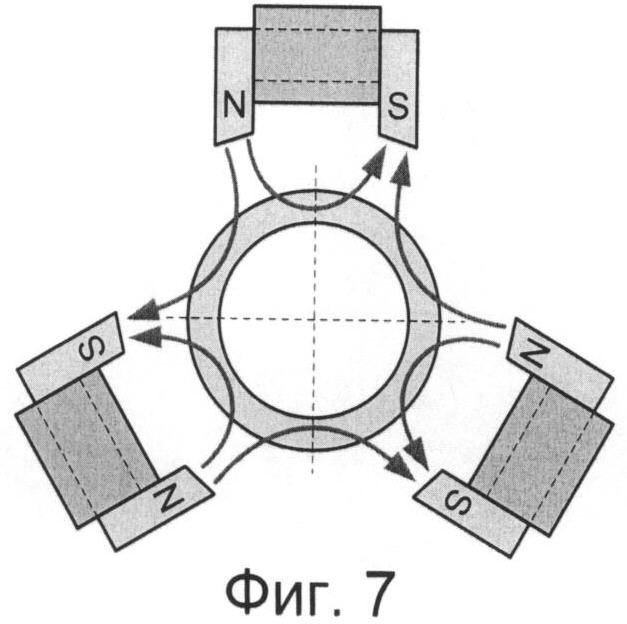
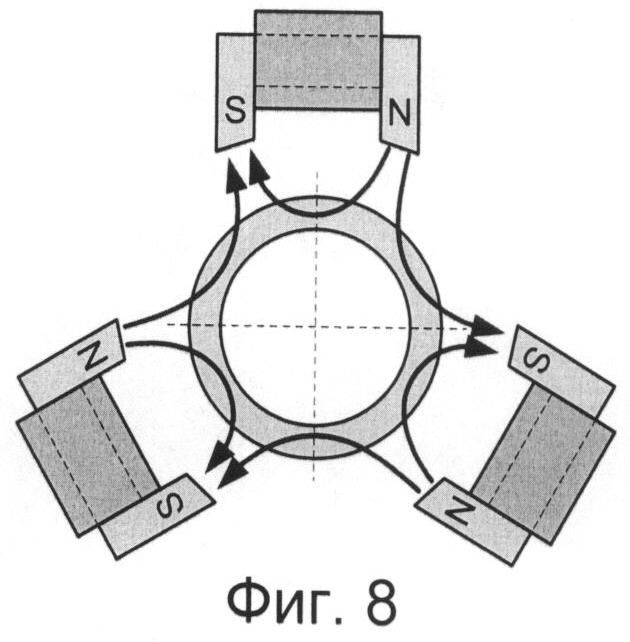
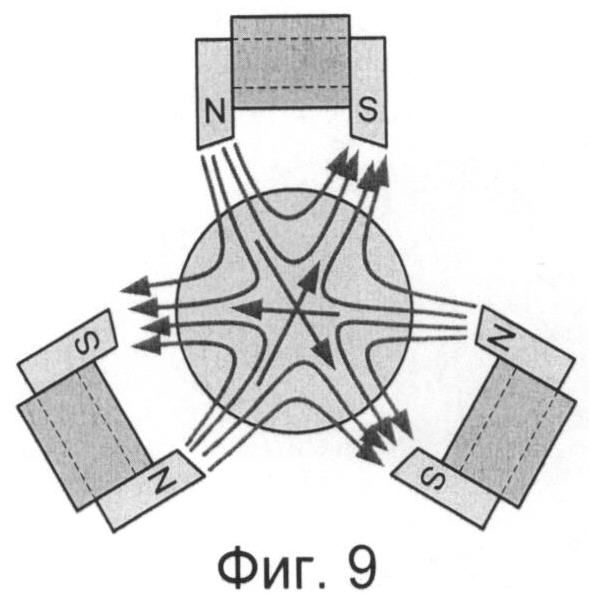
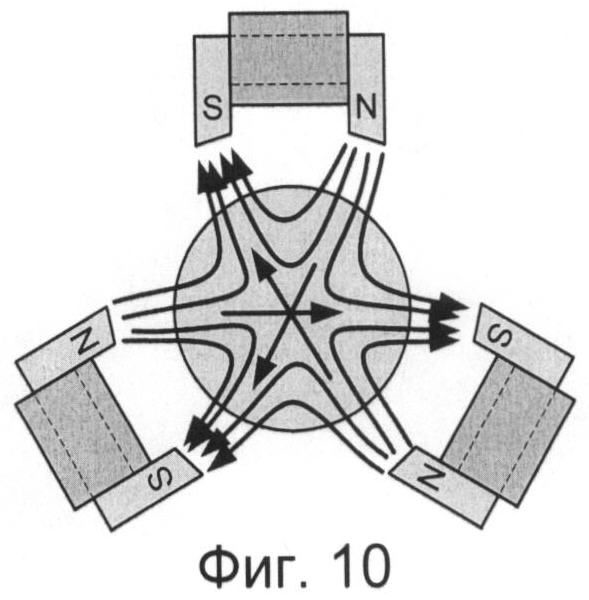
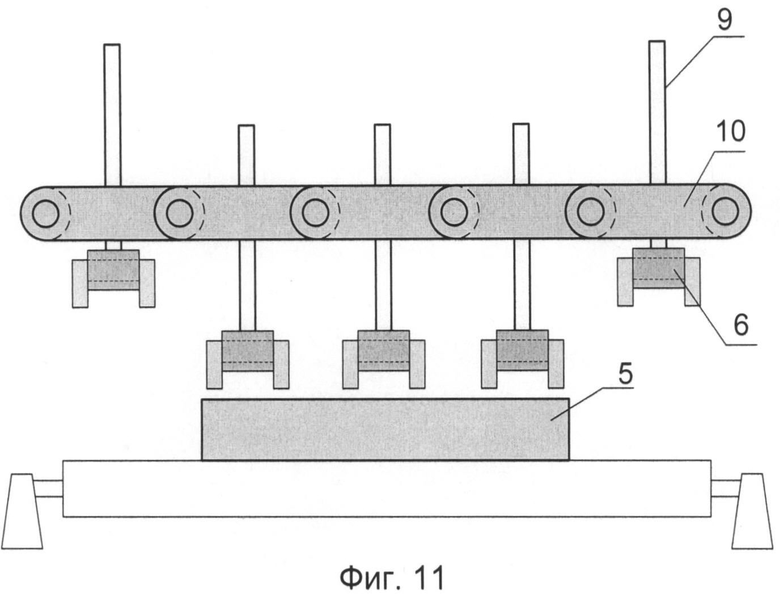
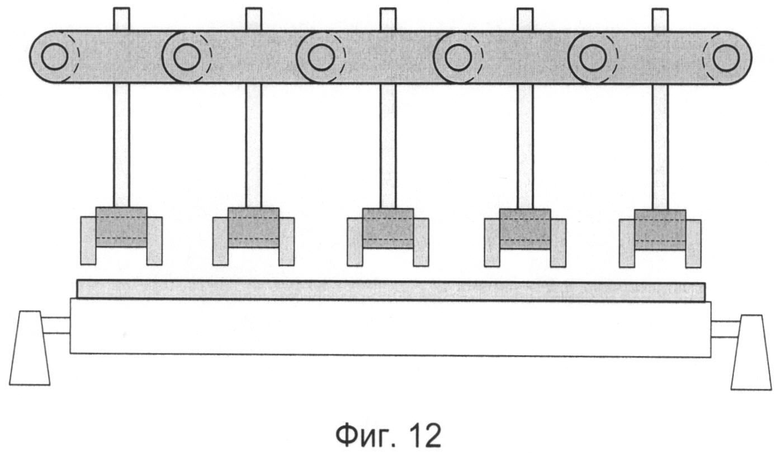
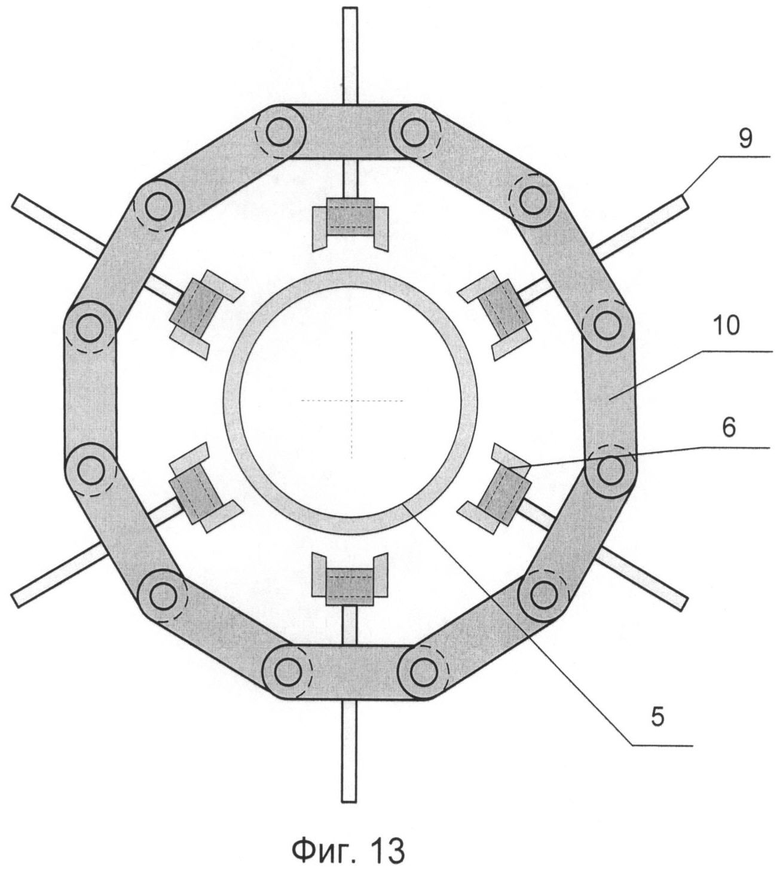
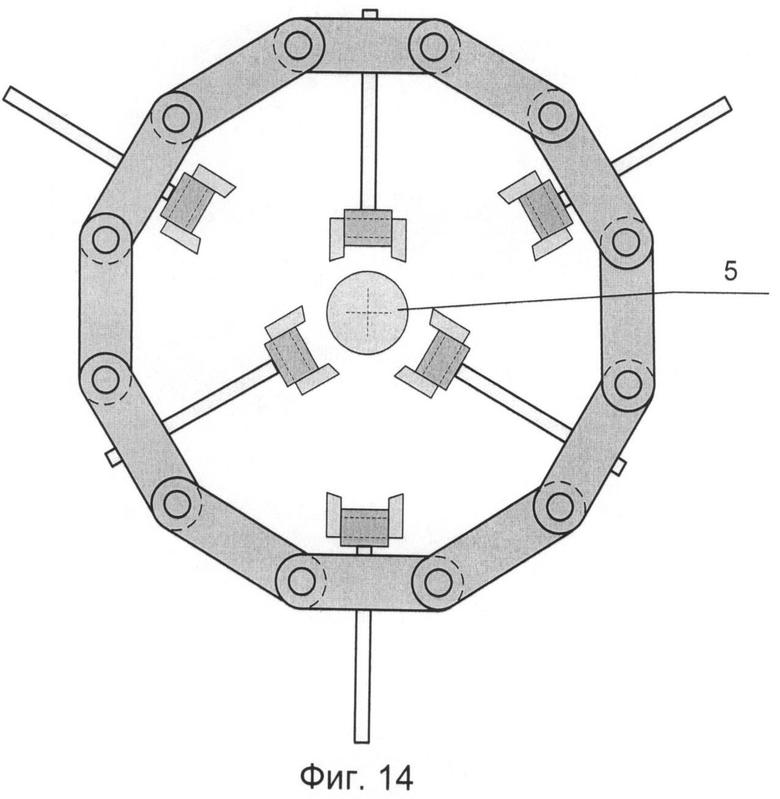
Для подтверждения промышленной применимости группы изобретений приведены чертежи. На фиг.1 - блок-схема устройства для реализации способа, на фиг.2 - электромагнит, на фиг.3 - направление магнитного потока, получаемого в первой полуволне переменного напряжения, приложенного к электромагнитам, на примере размагничивания листового изделия, на фиг.4 -направление магнитного потока, получаемого во второй полуволне переменного напряжения, приложенного к электромагнитам, на примере размагничивания листового изделия, на фиг.5, 6, 7, 8 - аналогично фиг.3 и фиг.4, но для труб, на фиг.9 и фиг.10 - аналогично фиг.3 и фиг.4, но для прутка круглого сечения, на фиг.11 - расположение электромагнитов при размагничивании толстого листа малой ширины, на фиг.12 - расположение электромагнитов при размагничивании широкого тонкого листа, на фиг.13 - расположение электромагнитов для размагничивания трубы, на фиг.14 - расположение электромагнитов для размагничивания прутка.
Устройство для размагничивания изделий из ферромагнитных материалов содержит размагничивающий блок 1, соединенный с преобразователем частоты 2, электрически связан с управляющим блоком 3, датчики 4 и 4' наличия изделия 5 и датчики остаточной намагниченности (не показаны). Размагничивающий блок 1 выполнен в виде, по крайней мере, из двух электромагнитов 6, состоящих из П-образных магнитопроводов 7 с намотанными на них катушками 8. Электромагниты 6 подсоединены к преобразователю частоты 2 в синфазе. Электромагниты 6 установлены с возможностью перемещения на направляющих 9 гибкой конструкции 10, выполненной, например, в виде трака. Полюса одного электромагнита 5 расположены на расстоянии L, равном расстоянию между полюсами соседних электромагнитов 6. Расстояние Н от магнитопровода электромагнитов 6 до поверхности изделия 5 меньше половины расстояния L между полюсами электромагнитов 5.
Принцип осуществления способа размагничивания изделий из ферромагнитных материалов показан на примере работы устройства для осуществления данного способа.
Устройство для осуществления способа размагничивания изделий из ферромагнитных материалов работает следующим образом.
Изделие 5 поступает в зону размагничивания, датчик 4 наличия изделия подает сигнал в управляющий блок 3, который через преобразователь частоты 2 подает переменное напряжение на каждый электромагнит 6. Каждый локальный участок изделия 5 в процессе перемещения оказывается в точке максимального воздействия размагничивающего поля электромагнитов 6, а затем удаляется от этой точки, в результате чего происходит затухание размагничивающего поля до «нуля», и как следствие этого, изделие 5 размагничивается. При размагничивании листового проката (фиг.11, 12) электромагниты 6 расположены по одной линии по ширине изделия 5. Расположение полюсов соседних электромагнитов 6 на расстоянии L исключает замыкание силовых линий от N полюса к S полюсу минуя материал изделия 5. На соседние электромагниты 6 подают напряжение в синфазе, получая тем самым магнитный поток не только между полюсами одного электромагнита 6, но и магнитный поток между соседними электромагнитами. При этом весь материал изделия 5 подвергается действию размагничивающего переменного магнитного поля. Таким образом получают размагничивающий переменный магнитный поток в каждом сечении изделия 5, а при перемещении изделия под электромагнитами 6 размагничивают все изделие по всей его длине. В процессе движения изделия 5 датчик 4' фиксирует конец изделия и подает сигнал в управляющий блок 3, который отключает устройство размагничивания.
При размагничивании узкого листового изделия (фиг.11) электромагниты 6, не участвующие в размагничивании, поднимают по направляющим 9 гибкой конструкции 10. Процесс размагничивания описан выше.
При размагничивании изделий круглого сечения (фиг.13, 14) гибкая конструкция 10 огибает изделие 5 по периметру, а электромагниты 6 по направляющим 9 устанавливают на соответствующий размер.
Был изготовлен и опробован опытный образец устройства, осуществляющего заявленный способ. Результаты испытания показали, что уровень остаточной магнитной индукции после размагничивания составил менее 1,5 мТл.
Таким образом, заявляемая группа изобретений промышленно применима и дает положительный эффект, описанный выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 2006 |
|
RU2327180C2 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2331945C1 |
| УСТРОЙСТВО И СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2419906C1 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ КРУПНОГАБАРИТНОГО ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ | 2016 |
|
RU2636929C2 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| УСТРОЙСТВО ДЛЯ РАЗМАГНИЧИВАНИЯ БУРОВОГО ИНСТРУМЕНТА | 2015 |
|
RU2591056C1 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335819C2 |
| УСТРОЙСТВО РАЗМАГНИЧИВАНИЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2005 |
|
RU2285254C1 |
Изобретение относится к электротехнике, к размагничиванию ферромагнитных материалов и изделий и может быть использовано для снятия остаточной магнитной индукции труб, сортового и листового проката в производственных линиях металлургических заводов. Технический результат состоит в обеспечении размагничивания изделий до значений порядка 1 мТл за один проход, что снижает затраты на повторные прогоны.
В известном способе размагничивающее переменное магнитное поле создают, по крайней мере, двумя электромагнитами, состоящими из П-образных магнитопроводов с намотанными на них катушками. Электромагниты располагают над изделием так, что расстояние между полюсами одного электромагнита равно расстоянию между полюсами соседних электромагнитов. В устройстве для осуществления способа соседние электромагниты подключены к преобразователю частоты в синфазе. Все электромагниты установлены с возможностью перемещения на гибкой конструкции. Полюса одного электромагнита расположены на расстоянии, равном расстоянию между полюсами соседних магнитов. 2 н. и 4 з.п. ф-лы, 14 ил.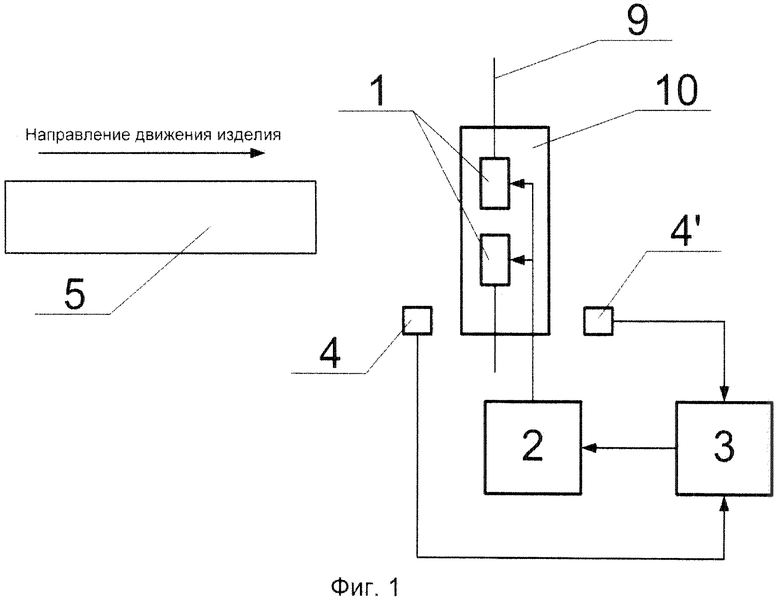
1. Способ размагничивания изделий из ферромагнитных материалов, включающий воздействие на изделие магнитного поля с амплитудой, уменьшающейся от некоторого значения до нуля, и частотой, зависящей от магнитной проницаемости и толщины изделия, размагничивание проводят локально размагничивающим переменным магнитным полем, отличающийся тем, что размагничивающее переменное магнитное поле создают, по крайней мере, двумя электромагнитами, состоящими из П-образных магнитопроводов с намотанными на них катушками, при этом электромагниты располагают над изделием так, что расстояние между полюсами одного электромагнита равно расстоянию между полюсами соседних электромагнитов, а расстояние от магнитопровода электромагнитов до поверхности изделия меньше половины расстояния между полюсами электромагнитов, на каждый электромагнит подают синфазно переменное напряжение регулируемой частоты, размагничивание изделия осуществляют в процессе его движения.
2. Способ по п.1, отличающийся тем, что при размагничивании листового проката электромагниты располагают по одной линии по ширине изделия.
3. Способ по п.1, отличающийся тем, что при размагничивании изделий сложной замкнутой формы поперечного сечения электромагниты располагают по периметру этого сечения.
4. Способ по п.1, отличающийся тем, что количество электромагнитов выбирают в зависимости от длины или от периметра изделия.
5. Устройство для осуществления способа по п.1, содержащее размагничивающий блок, соединенный с преобразователем частоты, электрически связанный с управляющим блоком, датчики наличия изделия, датчики остаточной намагниченности, отличающееся тем, что размагничивающий блок выполнен в виде, по крайней мере, из двух электромагнитов, состоящих из П-образных магнитопроводов с намотанными на них катушками, соседние электромагниты подключены к преобразователю частоты в синфазе, при этом все электромагниты установлены с возможностью перемещения на гибкой конструкции, полюса одного электромагнита расположены на расстоянии, равном расстоянию между полюсами соседних магнитов, а расстояние от магнитопровода электромагнитов до поверхности изделия меньше половины расстояния между полюсами электромагнитов.
6. Устройство по п.5, отличающееся тем, что гибкая конструкция выполнена, например, в виде трака.
| СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258272C2 |
| ДЕФЕКТОСКОП-СНАРЯД ДЛЯ ВНУТРИТРУБНЫХ ОБСЛЕДОВАНИЙ ТРУБОПРОВОДОВ | 1994 |
|
RU2102738C1 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335819C2 |
| УСТРОЙСТВО для РАЗМАГНИЧИВАНИЯ и ПЕРЕМАГНИЧИВАНИЯ ПОСТОЯННЫХ МАГНИТОВ | 0 |
|
SU347818A1 |
| Устройство размагничивания изделий | 1989 |
|
SU1674273A1 |
| СПОСОБ ОБЕЗВРЕЖИВАНИЯ СМЕСИ ПОЛИХЛОРБИФЕНИЛОВ И ПОЛИХЛОРБЕНЗОЛОВ | 2009 |
|
RU2433113C2 |
| Кровать с переворачивающимся ложем | 1990 |
|
SU1816207A3 |
| US 3670239 A, 13.06.1972. | |||

