Изобретение относится к триботехнике и может использоваться для снижения силы трения и повышения стойкости к задирам рабочих поверхностей деталей узлов трения машин.
Известен аналогичный способ [1], в котором на поверхность трения наносят суспензию молибденита в растворителе со связующим, например эпоксидной смоле, и подвергают термообработке в вакууме. После выгорания органической части на поверхности остается твердый смазочный материал с неорганической связкой, которая выполняет функцию каркаса, в ячейках которого удерживается твердый смазочный материал.
Недостатками данного способа являются низкая несущая способность данного твердосмазочного покрытия и плохой теплоотвод с поверхности трения.
В качестве прототипа выбран способ [2], в котором поверхность трения подвергают механической обработке - деформированию поверхности с формированием сетки гексагонально расположенных каналов. Затем на поверхность наносят покрытие из твердого смазочного материала, содержащего слоистый модификатор трения, например дисульфид молибдена. Прирабатывают покрытие. Наносят и отверждают второй слой твердого смазочного материала.
Недостаток способа-прототипа заключается в низкой несущей способности поверхности трения, ограниченной прочностью используемого твердого смазочного материала.
Технический результат настоящего изобретения заключается в повышении несущей способности и теплопроводности поверхностей трения с нанесенным твердым смазочным материалом при обеспечении низкой силы трения и высокой стойкости к задирам.
Технический результат достигается тем, что на поверхности трения формируют смазочные канавки, заполняют канавки твердым смазочным материалом, при этом канавки имеют глубину, превышающую величину предельного линейного износа поверхности, канавки наносят на менее твердую поверхность пары трения, после заполнения канавок твердым смазочным материалом производят обработку поверхности в требуемый размер так, чтобы основная часть поверхности была металлической, а другая часть, соответствующая площади канавок, состояла из твердого смазочного материала на основе эпоксидной смолы.
Способ выполняется по следующим этапам.
- На менее твердой поверхности трения формируют смазочные канавки глубиной, превышающей величину предельного линейного износа. Это позволяет обеспечить высокие антифрикционные и противозадирные свойства получаемой поверхности на протяжении всего срока службы пары трения. При этом в случае износа твердого смазочного материала обнажающиеся края смазочных канавок не вызовут микрорезания более твердой ответной поверхности.
- Канавки заполняют твердым смазочным материалом на основе эпоксидной смолы. Нанесение твердых смазочных материалов на основе эпоксидных смол - более технологичный и менее трудоемкий процесс, чем, например, нанесение пластичных металлов. В то же время слоистые наполнители твердых смазочных материалов на основе эпоксидных смол (дисульфид молибдена, дисульфид вольфрама, слюда, диселенид молибдена и др.) обеспечивают более высокие антифрикционные и антизадирные свойства, чем пластичные металлы (серебро, медь, олово, свинец, их сплавы и др.).
- Поверхность трения обрабатывают в требуемый размер так, чтобы основная часть поверхности была металлической, а другая часть, соответствующая площади канавок, состояла из твердого смазочного материала на основе эпоксидной смолы. Металлическая часть поверхности трения обеспечивает высокую несущую способность и хороший теплоотвод поверхности трения, а твердый смазочный материал обеспечивает высокие антифрикционные и противозадирные свойства поверхности трения. При нагреве вследствие трения твердый смазочный материал на основе эпоксидной смолы за счет более высокого коэффициента теплового расширения увеличивается в размерах, выступая над металлической поверхностью, и смазывает ответную поверхность. При формировании металлических частиц износа происходит их улавливание поверхностью твердого смазочного материала на основе эпоксидной смолы, что препятствует началу абразивного изнашивания пары трения.
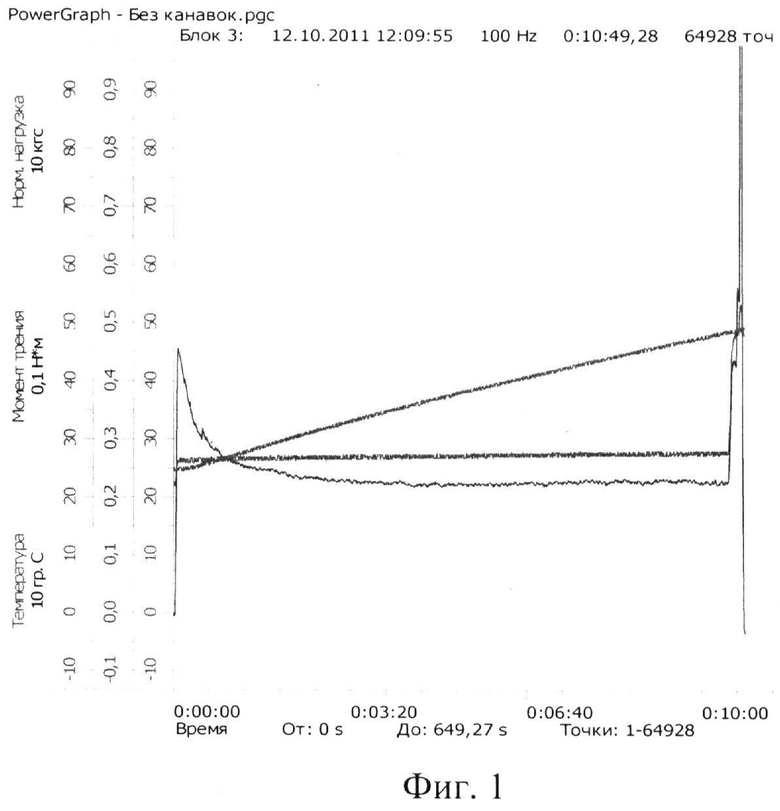
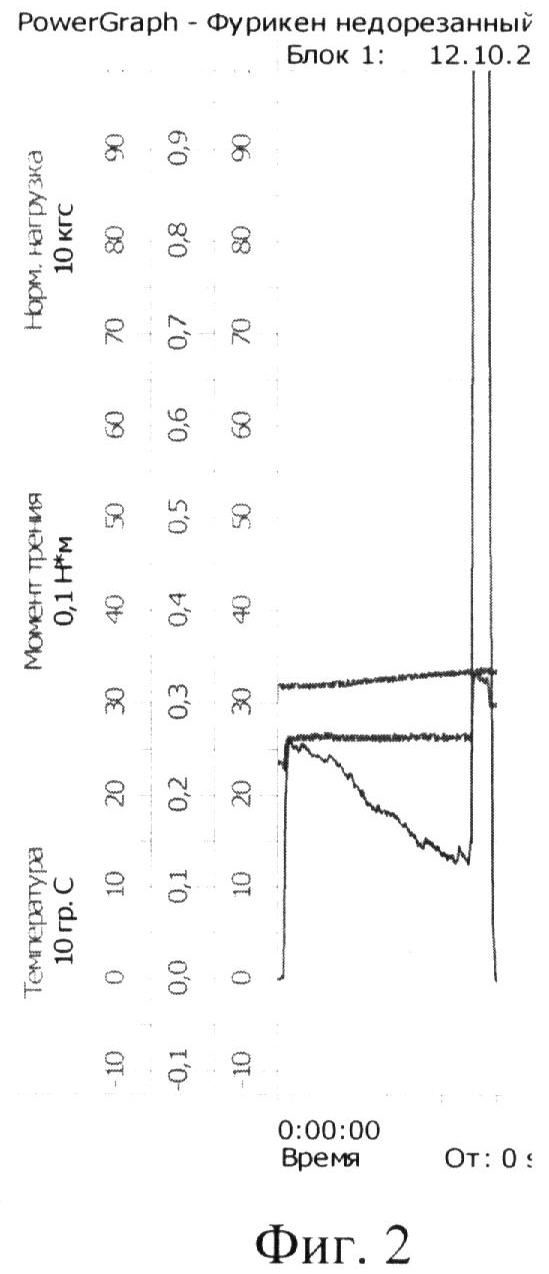
Пример. Проводили лабораторные испытания триботехнических свойств трех комплектов пары трения «кольцо-кольцо». Подвижные кольца изготавливали из стали 2 (НВ=200 кгс/мм2), неподвижные - из стали 40Х (НВ=350 кгс/мм2). Поверхности трения всех колец шлифовали до шероховатости Ra=0,4. Размеры колец: внешний диаметр 34 мм, внутренний диаметр 19 мм, толщина 5 мм. В первом комплекте поверхности трения обоих колец - плоские, без канавок. Во втором комплекте на поверхности трения подвижного кольца формировали радиальные канавки (8 канавок равномерно распределенных по поверхности трения), неподвижное кольцо - плоское, без канавок. В третьем комплекте на поверхности трения подвижного кольца формировали канавки аналогичные второму комплекту, но заполняли канавки твердым смазочным материалом на основе эпоксидной смолы (соотношение компонентов в объемных частях: эпоксидная смола ЭД-20 - 10 частей; отвердитель ПЭПА - 1 часть; дисульфид вольфрама - 3 части; слюда - 3 части). После заполнения канавок поверхноть трения подвижного кольца выравнивали шлифованием. Неподвижное кольцо - плоское, без канавок. Испытания проводили на трибометре «Универсал-1 А» в режиме ступенчато возрастающей нагрузки в среде индустриального масла И-20. Длительность каждой ступени - 10 минут. Испытания проводили до полного схватывания поверхностей. Результаты испытаний приведены на фиг.1 (а, б, в). Испытания показали, что третий комплект, изготовленный в соответствии с заявленным способом, имеет приблизительно в 5 раз меньший момент трения на первой ступени, чем первый комплект (без канавок) и в 3 раза меньший момент трения, чем второй комплект (с канавками без твердого смазочного материала на основе эпоксидной смолы). Третий комплект схватился при нормальной нагрузке, в три раза превышающей нагрузку схватывания первого и второго комплекта. Скорость нагрева полностью металлических поверхностей трения (первый комплект) и поверхностей трения с твердым смазочным материалом на основе эпоксидной смолы (третий комплект) существенно не отличаются. Таким образом, проведенные триботехнические исследования показали заявленный эффект: повышение несущей способности, снижение трения и улучшенный теплоотвод (близкий к величине теплоотвода металлических поверхностей).
На фиг.1 представлена эпюра триботехнических испытаний пары трения «кольцо-кольцо» без канавок.
На фиг.2 представлена эпюра триботехнических испытаний пары трения «кольцо-кольцо» с канавками.
На фиг.3 представлена эпюра триботехнических испытаний пары трения «кольцо-кольцо» с канавками, заполненными твердосмазочным композитом.
Используемая литература
1. А.с. №127349. Способ нанесения пленок смазочной композиции на основе дисульфида молибдена на трущиеся поверхности / Сентюрихина Л.Н., Малышев Б.Н., Рубцова З.С., Опарина Е.М. Берсудский А.Л. Опубл. в бюл. №7 за 1960 г.
2. А.с. №775502. Способ нанесения твердых смазочных покрытий на поверхности трения / Агошков Ю.М., Алексеев В.И., Громаковский Д.Г., Громаковский С.Д., Жарков В.З., Кулаков Г.А., Стрельцов В.Я., Ковшов А.Г. Опубл. 30.10.80 г., бюл. №40.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВЫЙ АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЖЕЛЕЗА И СОСТАВ САМОСМАЗЫВАЮЩЕГОСЯ МАТЕРИАЛА ДЛЯ НЕГО | 1997 |
|
RU2114207C1 |
| СПОСОБ ЗАЩИТЫ ОТ БОКОВОГО ИЗНОСА ГОЛОВКИ РЕЛЬСА И СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2542857C2 |
| СМАЗОЧНО-УПРОЧНЯЮЩАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2172766C1 |
| АНТИФРИКЦИОННОЕ ТВЕРДОСМАЗОЧНОЕ ПОКРЫТИЕ | 2023 |
|
RU2820998C1 |
| Твердая смазка для пары трения гребень колеса - рельс | 1990 |
|
SU1752188A3 |
| АНТИФРИКЦИОННЫЙ ПОРОШКОВЫЙ МАТЕРИАЛ | 2005 |
|
RU2268440C1 |
| Трибологический состав | 2018 |
|
RU2680414C1 |
| Антифрикционная композиция для покрытия узлов трения скольжения | 1990 |
|
SU1742284A1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2570403C2 |
| Антифрикционная композиция для покрытия узлов трения скольжения | 1990 |
|
SU1776666A1 |
Изобретение относится к триботехнике и может использоваться для снижения силы трения и повышения стойкости к задирам рабочих поверхностей деталей узлов трения машин. На поверхности трения формируют смазочные канавки, заполняют канавки твердым смазочным материалом, при этом канавки имеют глубину, превышающую величину предельного линейного износа поверхности, канавки наносят на менее твердую поверхность пары трения, после заполнения канавок твердым смазочным материалом производят обработку поверхности в требуемый размер так, чтобы основная часть поверхности была металлической, а другая часть, соответствующая площади канавок, состояла из твердого смазочного материала на основе эпоксидной смолы. Технический результат настоящего изобретения заключается в повышении несущей способности и теплопроводности поверхностей трения с нанесенным твердым смазочным материалом при обеспечении низкой силы трения и высокой стойкости к задирам. 3 ил.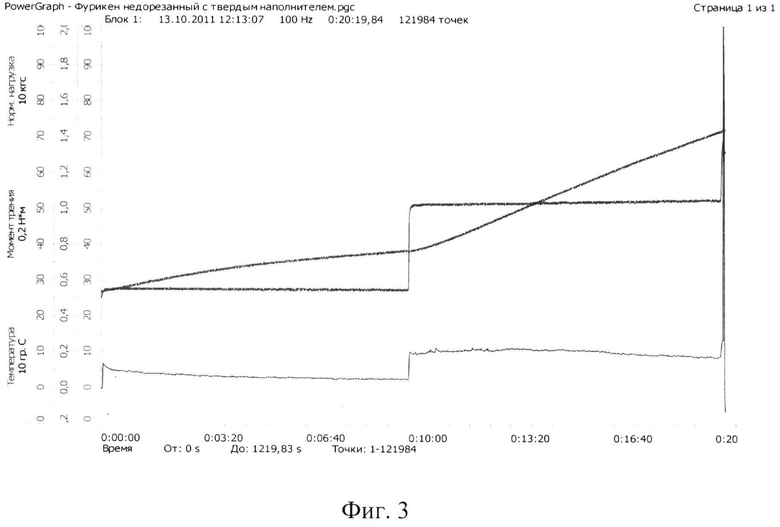
Способ изготовления поверхностей трения с применением твердых смазочных материалов на основе эпоксидных смол, в котором на поверхности трения формируют смазочные канавки, заполняют канавки твердым смазочным материалом, отличающийся тем, что канавки имеют глубину, превышающую величину предельного линейного износа поверхности, канавки наносят на менее твердую поверхность пары трения, после заполнения канавок твердым смазочным материалом производят обработку поверхности в требуемый размер, так, чтобы основная часть поверхности была металлической, а другая часть, соответствующая площади канавок, состояла из твердого смазочного материала на основе эпоксидной смолы.
| Способ нанесения твердых смазочных покрытий на поверхности трения | 1978 |
|
SU775502A1 |
| Способ нанесения пленок смазочной композиции на основе дисульфида молибдена на трущиеся поверхности | 1959 |
|
SU127349A1 |
| Способ изготовления поверхностей трения | 1991 |
|
SU1798070A1 |
| US 6412468 B1, 02.07.2002 | |||
| US 6703355 B2, 09.03.2004. | |||

