Изобретение относится к электротехнической промышленности и может быть использовано при производстве литиевых источников тока. Катоды литиевых источников тока являются композиционными материалами: они представляют собой смесь активной массы, электропроводной добавки и связующего. В качестве активной массы катода в настоящее время широко применяется оксиды металлов (MnO2), фторированный углерод (CF4), литий-металл фосфаты (LiFePO4, LiTi2(РО4)3), литий-ванадиевые бронзы (LiV3O8), а связующим служит фторопласт. Эти катоды являются пористыми материалами, а их поры при работе литиевых источников тока заполняют раствором жидкого электролита [1]. Его химическая агрессивность и деструкция во время хранения приводят к снижению энергетических параметров литиевых источников тока. Поэтому в последнее время предлагается использовать полимерный электролит в качестве связующего и одновременно, электролита в порах катода.
Известен способ изготовления катода, который заключается в смешении CF4 и сажи с раствором полимерного электролита в ступке, нанесении катодной смеси на токоотвод и сушке в течение 2 часов при 80°С [2]. К недостаткам данного способа можно отнести плохую технологичность, вызванную многоступенчатостью процесса и длительностью каждой операции и низкую разрядную емкость катодов.
Наиболее близким по технической сущности и достигаемым результатам является способ изготовления катодов на основе литий-ванадиевой бронзы, включающий в себя следующие операции: перемешивание в ступке порошкообразной LiV3O8 с электропроводной добавкой (типа пирографит марки PR-3), пропитку полученной массы раствором полимерного электролита (перхлорат лития и полисульфон при массовом соотношении компонентов 20:100) в диметилацетамиде, сушку катодной массы, размол в шаровой мельнице и напрессовку на токоотвод. Недостатками данного способа являются плохая воспроизводимость результатов и невысокие емкостные параметры при интенсивных разрядах.
Техническая задача, решаемая изобретением, состоит в повышении технологичности процесса изготовления катода и увеличении его емкости. Технический результат, заключающийся в увеличении гомогенности активной массы электрода и повышении коэффициента диффузии лития достигается тем, что в известном способе изготовления катода, заключающемся в том, что проводят смешение активной массы с электропроводной добавкой, пропитку полученной массы раствором полимерного электролита, сушку катодной массы, размол в шаровой мельнице и напрессовку на токоотвод, согласно изобретению, проводят дополнительную обработку катодной массы в процессе пластического течения при кручении по давлением не менее 1.7 ГПа и величинах относительной деформации 22-24.
На рисунке схематично представлено устройство для осуществления способа, включающее активную массу электрода 1, пуансон 2, наковальню Бриджмена.
Способ осуществляют следующим образом. Активную массу (MnO2, CF4, LiFePO4, LiTi2(PO4)3, LiV3O8) насыпают в керамическую чашку, куда добавляют электропроводную добавку(сажа, пирографит), пропитывают смесь раствором полимерного электролита, сушат в муфельной печи. Полученную массу 1 насыпают на наковальню 2, прижимают сверху пуансоном 3 и помещают под пресс. Затем массу подвергают относительной деформации величиной 22-24 при давлении не менее 1.7 ГПа. Схематически это представлено на чертеже. В результате получается плоский диск, толщиной от 1,0 до 1,5 мм, который размалывают в шаровой мельнице и полученную массу напрессовывают на токоотвод.
Аппаратура, на которой проводилось дополнительное перемешивание, позволяет подвергать исследуемые вещества одновременному воздействию одноосного сжатия и сдвиговым напряжениям, величина которых не превышает предела текучести материала при данном давлении. Особенностью аппаратуры данного типа является то, что по мере увеличения давления напряжение, необходимое для поддержания постоянной скорости пластического деформирования, увеличивается. При постоянном давлении напряжение, необходимое для удержания постоянной скорости пластического деформирования, остается постоянным. Пластическое течение на аппаратуре данного типа реализуется в том случае, когда сила поверхностного трения больше или равна пределу текучести обрабатываемого материала. Такое соотношение для исследуемых смесей возникает при давлениях порядка 1.7 ГПа, при меньших давлениях сжимающие вещества наковальня и пуансон проскальзывают по поверхности вещества и исходные порошкообразные материалы так и остаются в виде порошка. При давлениях выше 1.7 ГПа порошкообразные материалы компактируются, т.е. составляющие части подвергаются пластическому деформированию. При данной методике можно развивать в исследуемых материалах при давлении выше пороговых пластические деформации в большом диапазоне без нарушения сплошности образцов. В нашем случае пластическая деформация относится не к единичным частицам, из которых состоит смесь, а ко всему образцу, который представляет собой цилиндр. Для данной схемы воздействия и геометрии образцов необходимо применять представления о деформациях кручения при воздействии скручивающих напряжений на цилиндрическое тело: Указанные деформации можно охарактеризовать отношением длины винтовой линии, в которую при деформировании трансформируется образующая цилиндра, к начальной высоте цилиндра [4]. При относительной деформации менее 17 единиц получается недостаточное равномерное перемешивание компонентов, что приводит ухудшению электрохимических характеристик катода. При относительной деформации менее 22 единиц получается недостаточно равномерное распределение компонентов катода, что приводит к снижению его электрохимических характеристик. При относительной деформации более 24 единиц MnO2, CF4, LiFePO4, LiTi2(PO4)3, LiV3O8 переходят в фазу высокой упорядоченности, т.е. характеризуется малым количеством структурных дефектов, что усложняет процесс диффузии иона лития по твердой фазе в процессе разряда источника тока и, соответственно, приводит к снижению разрядной емкости катода. Она отличается невысокими коэффициентами диффузии иона лития и, соответственно, повышенными поляризационными потерями. Таким образом, выход вышеописанных параметров за указанные пределы приводит к снижению эффективности способа.
Реализация указанного способа позволяет увеличить емкость катодов и их ресурс на 20-25%, а также значительно повысить воспроизводимость результатов при массовом производстве. Для осуществления способа необходимы пресс, пуансон, наковальня и муфельная печь.
Пример 1. 400 мг MnO2 перемешивали с 50 мг сажи в сухом виде, пропитывали 10 мл 5% раствора полимерного электролита, сушили 1 час при температуре 100°С, проводили дополнительную обработку при кручении по давлением 1.7 ГПа и относительной деформации 22, размалывали и напрессовывали на токоотвод под давлением 10 МПа. После сборки элементы Li-MnO2 в типоразмере CR-2025 отдавали емкость 140 мА*ч.
Пример 2. 200 мг CF4 перемешивали с 25 мг сажи в. сухом виде, пропитывали 5 мл 5% раствора полимерного электролита, сушили 1 час при температуре 100°С, проводили дополнительную обработку при кручении по давлением 1.8 ГПа и относительной деформации 23, размалывали и напрессовывали на токоотвод под давлением 10 МПа. После сборки элементы Li-CF4 в типоразмере BR-2016 отдавали емкость 80 мА*ч.
Пример 3. 4100 мг LiFePO4 перемешивали с 520 мг сажи в сухом виде, пропитывали 104 мл 5% раствора полимерного электролита, сушили 1 час при температуре 100°С, проводили дополнительную обработку при кручении по давлением 1.7 ГПа и относительной деформации 23, размалывали и напрессовывали на токоотвод под давлением 10 МПа. После сборки аккумулятора Li-LiFePO4 в типоразмере АА его разрядная емкость составила 750 мА*ч.
Пример 4. 4100 мг LiTi2(PO4)3 перемешивали с 520 мг сажи в сухом виде, пропитывали 104 мл 5% раствора полимерного электролита, сушили 1 час при температуре 100°С, проводили дополнительную обработку при кручении по давлением 1.8 ГПа и относительной деформации 24, размалывали и напрессовывали на токоотвод под давлением 10 МПа. После сборки аккумулятора Li-LiTi2(PO4)3 в типоразмере АА его разрядная емкость составила 720 мА*ч.
Пример 5. 4100 мг LiV3O8 перемешивали с 520 мг пирографита PR-3 в сухом виде, пропитывали 104 мл 5% раствора полимерного электролита, сушили 1 час при температуре 100°С, проводили дополнительную обработку при кручении по давлением 1.7 ГПа и относительной деформации 22, размалывали и напрессовывали на токоотвод под давлением 10 МПа. После сборки аккумулятора Li-LiV3O8 в типоразмере АА его разрядная емкость составила 740 мА*ч.
Во всех случаях элементы и аккумуляторы удовлетворяли требованиям ГОСТ по емкости, разрядному напряжению и ресурсу.
ИСТОЧНИКИ ИНФОРМАЦИИ, ПРИНЯТЫЕ ВО ВНИМАНИЕ
1. Suzuki S., Miyayama M. // J.Power Sources. 2011. V.196. №4. Р.2269-2273.
2. Тулибаева Г.З., Ярмоленко О.В., Ишмухаметова К.Г. // Материалы 18-го Менделеевского съезда по общей и прикладной химии. 2007. М. С.225.
3. Смирнов С.С., Жорин В.А., Киселев М.Р. // Журнал прикладной химии. 2010. Т.83. №7. С.1109-1113.
4. Жорин В.А., Усиченко В.М., Епиколонян Н.С. // Высокомолекулярные соединения. 1982. Т.24. №9, С.1889-1893.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОЙ МАССЫ КАТОДА ЛИТИЕВОГО АККУМУЛЯТОРА | 2005 |
|
RU2329570C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОЙ МАССЫ КАТОДА ЛИТИЕВОГО ИСТОЧНИКА ТОКА | 2010 |
|
RU2424599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОЙ МАССЫ КАТОДА ЛИТИЕВОГО АККУМУЛЯТОРА | 2010 |
|
RU2424600C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ЛИТИЕВОГО ИСТОЧНИКА ТОКА | 2000 |
|
RU2168802C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОЙ МАССЫ КАТОДА ЛИТИЕВОГО АККУМУЛЯТОРА | 2002 |
|
RU2230399C2 |
| Способ изготовления активной массы катода литиевого аккумулятора | 2023 |
|
RU2815267C1 |
| Способ изготовления активной массы катода литиевого аккумулятора | 2024 |
|
RU2827597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОЙ МАССЫ КАТОДА ЛИТИЕВОГО АККУМУЛЯТОРА | 2020 |
|
RU2738800C1 |
| КАТОД ЛИТИЕВОГО ИСТОЧНИКА ТОКА | 2009 |
|
RU2383970C1 |
| Способ изготовления активной массы анода литиевого аккумулятора | 2017 |
|
RU2658305C1 |
Изобретение относится к электротехнической промышленности и может быть использовано в производстве литиевых источников тока. Повышение технологичности процесса изготовления катода при увеличении его разрядной емкости является техническим результатом предложенного изобретения. Указанный результат достигается за счет увеличения гомогенности активной массы электрода и повышения коэффициента диффузии литии, для чего в предложенном способе проводят смешение активной массы с электропроводной добавкой, пропитку полученной массы раствором полимерного электролита, сушку катодной массы, размол в шаровой мельнице и напрессовку на токоотвод, при этом после сушки проводят дополнительную обработку катодной массы в процессе пластического течения, при кручении под давлением не менее 1.7 ГПа и относительной деформации 22-24. 1 ил., 5 пр.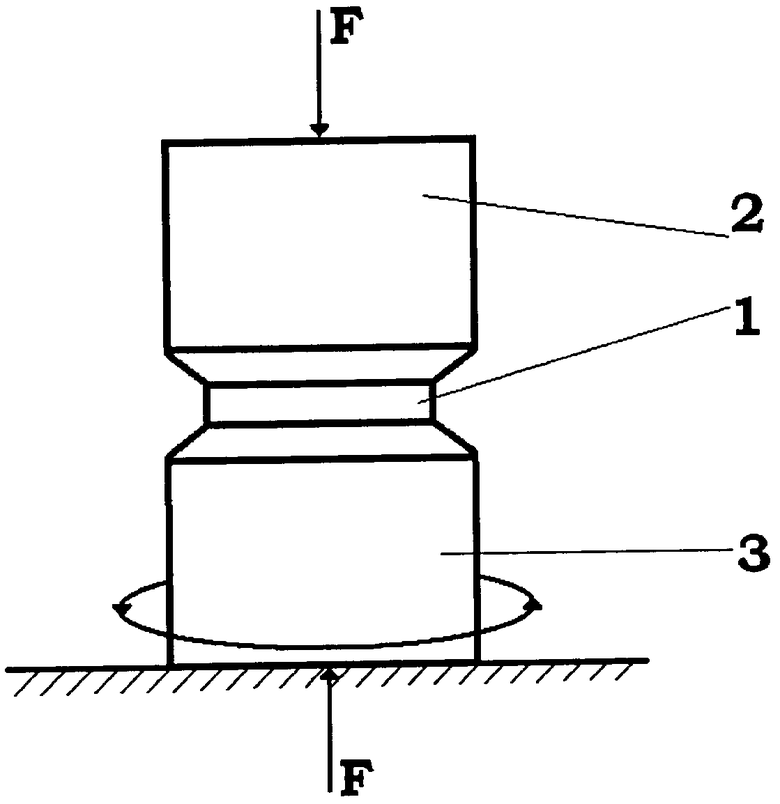
Способ изготовления катода литиевого источника тока, в котором проводят смешение активной массы с электропроводной добавкой, пропитку полученной массы раствором полимерного электролита, сушку катодной массы, размол и напрессовку на токоотвод, отличающийся тем, что проводят дополнительную обработку катодной массы в процессе пластического течения при кручении под давлением не менее 1,7 ГПа и величинах относительной деформации 22-24.
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОЙ МАССЫ КАТОДА ЛИТИЕВОГО АККУМУЛЯТОРА | 2005 |
|
RU2329570C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОЙ МАССЫ КАТОДА ЛИТИЕВОГО АККУМУЛЯТОРА | 2002 |
|
RU2230399C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ЛИТИЕВОГО ИСТОЧНИКА ТОКА | 2000 |
|
RU2168802C1 |
| CN 102447131 A, 09.05.2012 | |||
| KR 20080095562 A, 29.10.2008 | |||
| US 6242129 B1, 05.06.2001 | |||
| US 6007935 A, 28.12.1999. | |||

