Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для резки пековой нити, находящемуся в погруженном состоянии.
Более конкретно, изобретение относится к устройству для резки пековой нити на пековые гранулы и тому подобное, когда устройство погружено в ванну охлаждающей жидкости.
Устройство в соответствии с изобретением приспособлено для изготовления гранул контролируемой формы из твердого пека.
Предпосылки изобретения
Пек представляет собой углеродистый продукт, полученный после обработки различных тяжелых углеводородов, извлеченных при обработке каменноугольной смолы, декантации масел реформинга, перегонке сырой нефти, пиролитическом осаждении масла из биомассы и других источников. Пек кондиционируется в различных формах в соответствии со спецификациями и потребностями конечного пользователя. Стандартная форма представляет собой твердые гранулы или таблетки.
Для грануляции различных материалов были разработаны различные устройства. В соответствии со способом работы и получаемыми формами произведенных материалов они могут быть описаны как грануляторы, устройства таблетирования, стружечные станки, измельчители и т.д. Кожух гранулятора расположен вокруг режущего средства. В соответствии с различными возможными конфигурациями режущее средство состоит из таких элементов, как режущий элемент, противоположный режущий элемент и кожух режущих элементов. Режущий элемент может быть подвижным или неподвижным; он может иметь различные формы и множество режущих лезвий. Противоположный режущий элемент может быть дополнительным и может быть подвижным или неподвижным. Кожух режущих элементов используется для защиты оператора; он может быть дополнительным, в соответствии с конструкцией грануляционного устройства. При необходимости, кожух также может выполнять роль подающего бункера или выходного канала для гранулированного продукта, даже если это не является его основным назначением.
Гранулирование пека или относящихся к нему продуктов, таких как углеродная сажа или твердые углеродные топлива, может быть достигнуто при помощи грануляторов различных типов.
Первый тип представляет собой вертикальный экструдер для пека, который формирует пековые нити (патент США 3334167). Выдавливание осуществляется под водой. Пековые нити проходят в ванну, заполненную водой, пока они не достигают дна охлаждающей ванны. У дна охлаждающей ванны они разделяются на пековые прутки разной длины шнековым конвейером.
Второй тип гранулятора имеет перфорированную пластину (патент США 4107382). Пек проходит под действием силы тяжести через отверстия и формирует капли, которые падают в водяной барабан, формирующий бруски пека.
Третий тип гранулятора представляет собой конвейерную ленту, на которой пек распределяется неравномерным слоем (патент США 3836354). Ряд закрепленных режущих инструментов формирует нити, которые затем режутся на твердые бруски пека неправильной формы ножевыми режущими устройствами.
Четвертый тип гранулятора основан на непрерывной экструзии пека между двумя рельефными вращающимися формами, формирующими пековые таблетки (патент США 5236468). Пековые таблетки также могут формироваться вращающимся формовочным устройством (патент США 7344368), в котором жидкий пек подается во вращающийся барабан с отверстиями, в результате чего небольшие количества пека оседают на конвейерной ленте. Эти небольшие количества должны быть охлаждены для формирования требуемых твердых пековых таблеток.
Последний гранулятор состоит из вращающегося режущего устройства и противоположного вращающегося режущего устройства (патент США 4482517). Режущее устройство и противоположное режущее устройство представляют собой цилиндры и расположены под водой. Глубина погружения может изменяться. Режущее устройство имеет продольные режущие лезвия. Режущее устройство и противоположное режущее устройство вращаются в противоположных направлениях. Скорость вращения противоположного режущего устройства может немного отличаться от скорости режущего устройства. Режущее устройство может предусматривать внутреннюю циркуляцию воды, основной целью которой является охлаждение режущего устройства. Отверстия в корпусе режущего цилиндра могут использоваться для откачивания этой охлаждающей воды в определенных точках. Получаемый твердый пек формируется в виде удлиненных цилиндрических гранул со смятыми концами.
Из-за природы обрабатываемого пека грануляционная система обычно предусматривает быстрое охлаждение жидкого пека посредством закалки. Некоторые из известных систем предусматривали такую закалку. Закаленный и твердый пек формирует некий стеклообразный материал, который может ломаться при резке и формировать некие тонкие стеклообразные порошки. Обычно рекомендуется собирать эти тонкие частицы и исключать их рассеивание. Известные системы были разработаны с учетом выполнения некоторых из требований закалки и ограничения или исключения рассеивания мелких частиц благодаря получению твердых частиц пека в ванне, заполненной охлаждающей жидкостью, такой как вода. Требование получения контролируемой формы для твердых гранул пека создает тенденцию предпочтительного использования грануляционных систем, которые позволяют достигать таких технических условий. Вращающееся формовочное устройство, рельефные вращающиеся формы и вращающиеся режущие устройства и противоположные режущие устройства, таким образом, являются предпочтительными устройствами для такой цели. Вращающееся формовочное устройство позволяет производить небольшие калиброванные таблетки пека, которые имеют некоторые недостатки, такие как существенная способность крошиться. Вращающиеся формы могут быть забиты толстым и липким пеком; кроме того, они сами по себе не позволяют удовлетворительно закалять обработанный пек. Таким образом, предпочтительным устройством является комбинация погруженных режущего инструмента и противоположного режущего инструмента.
Однако комбинация погруженных режущих инструментов не лишена недостатков: вращение и встречное вращение двух цилиндров приводят к формированию скоростного вихря и полей скоростей в воде. Полученные градиенты скорости приводят к формированию градиентов давления над и под погруженными цилиндрами. Это известно в гидродинамике как "эффект Магнуса". Если протяженность эффекта Магнуса может изменяться, в соответствии с частотой вращения режущего инструмента и противоположного режущего инструмента, это приводит к некоторым возмущениям потока пека над режущими инструментами. Это возмущение может колебаться от незначительного возмущения направления потока пека до существенных отклонений потока. Это может приводить к "эффекту серфинга", когда пек отклоняется от режущих инструментов и увлекается вокруг цилиндров. Таким образом, обрабатываемый пек уже невозможно резать. В крайних случаях из-за одновременной закалки при подводной обработке увлеченный пек формирует оболочку вокруг режущего инструмента и противоположного режущего инструмента. Цилиндры не блокируются, но становятся недосягаемыми для пека, подаваемого в гранулятор, и устройство должно быть остановлено для обслуживания и очистки.
Сущность изобретения
Изобретение обеспечивает создание оборудования для экструдирования пека в форме нити, которая входит в воду и режется на участки желаемой и регулируемой длины соответствующим комплектом из режущего инструмента и противоположного режущего инструмента. Положение режущих инструментов может быть изменено, в соответствии с заданной формой гранул, или для соответствия специфическим ограничениям охлаждения, связанным с собственными свойствами обрабатываемого расплавленного пека.
Целью настоящего изобретения является устранение указанных выше недостатков известного уровня техники.
В соответствии с одним объектом изобретения создано устройство для резки пековой нити на пековые гранулы и тому подобное, приспособленное для погружения в ванну охлаждающей жидкости и содержащее вращающиеся режущие средства, содержащие вращающийся режущий цилиндр с множеством лезвий и вращающийся противоположный режущий цилиндр, причем указанные режущий и противоположный режущий цилиндры взаимно расположены для резки проходящей между ними пековой нити на пековые гранулы, отличающееся тем, что содержит первое средство для направления потока пековой нити к режущим средствам, расположенное относительно режущих средств таким образом, что пековая нить проходит вертикально между режущим цилиндром и противоположным режущим цилиндром.
В соответствии с предпочтительным вариантом осуществления изобретения устройство также содержит второе средство направления потока пековой нити, расположенное под режущими средствами для направления в ванне охлаждающей жидкости пековой нити, нарезанной в форме гранул, от режущих средств.
Предпочтительно, первое и/или второе средства направления потока пековой нити содержат, по меньшей мере, один комплект из двух пластин, взаимно расположенных для образования канала для направления пека, сужающегося к режущим средствам.
Предпочтительно, пластины имеют гидродинамический профиль. Это позволяет улучшать циркуляцию охлаждающей жидкости вокруг первого и/или второго средств направления потока пековой нити, когда устройство погружено в ванну охлаждающей жидкости.
В наиболее предпочтительном варианте осуществления изобретения - это пластины, которые имеют гидродинамический профиль и трубчатый корпус. Это обеспечивает циркуляцию охлаждающей жидкости в пластинах и, таким образом, улучшенное охлаждение пластин. Это также обеспечивает самоциркуляцию охлаждающей жидкости вблизи средств направления потока пековой нити.
В соответствии с конкретным вариантом осуществления пластины первого средства направления потока пековой нити предназначены для формирования входного подающего бункера.
Предпочтительно, пластины снабжены, по меньшей мере, одним отверстием для прохождения охлаждающей жидкости, когда устройство погружено в ванну охлаждающей жидкости.
Комплект режущих и противоположных режущих цилиндров снабжен кожухом режущих средств. Наличие кожуха позволяет регулировать поток вокруг режущих средств для направления пековой нити между режущими средствами и исключать нежелательные последствия, связанные с эффектом Магнуса. Кожух режущих средств также приспособлен для обеспечения оптимизированного терморегулирования закалки пека вблизи режущих средств. Предпочтительно, кожух расположен вокруг режущих средств и обеспечивает циркуляцию охлаждающей жидкости вокруг режущих средств, вызываемую вращением режущих средств.
Между кожухом и первым и/или вторым средствами направления потока пековой нити могут существовать зазоры, обеспечивающие обмен охлаждающей жидкости вблизи режущих средств.
В соответствии с конкретным вариантом осуществления изобретения кожух и первое и/или второе средство направления потока пековой нити сформированы как единое целое.
Краткое описание чертежей
Другие преимущества и признаки изобретения станут более очевидны из следующего описания конкретного варианта осуществления изобретения, приведенного только как неограничивающий пример и представленного на прилагаемых чертежах, на которых изображено следующее:
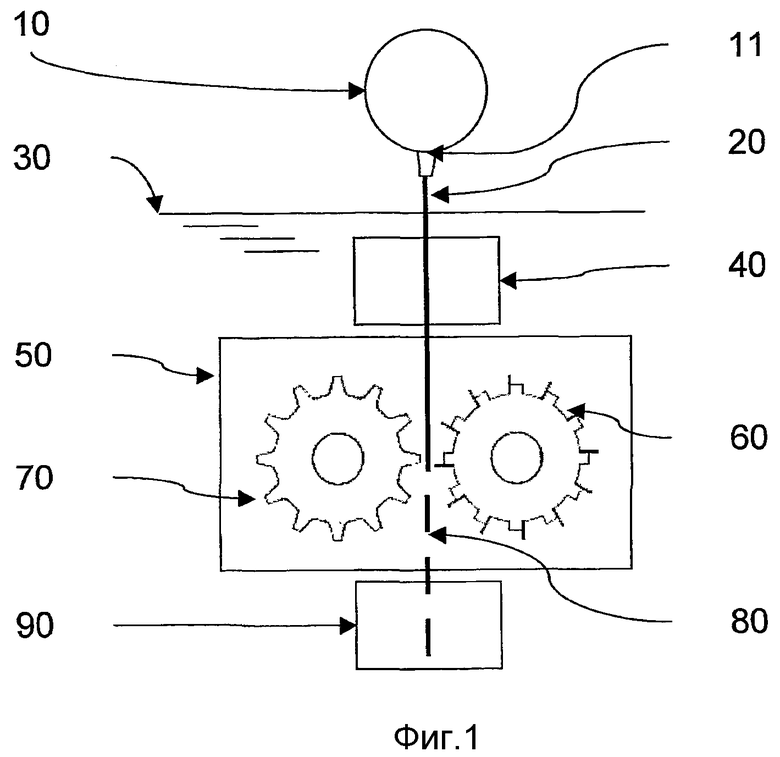
фиг.1 изображает схематический вид грануляционной системы, содержащей режущее устройство в соответствии с изобретением;
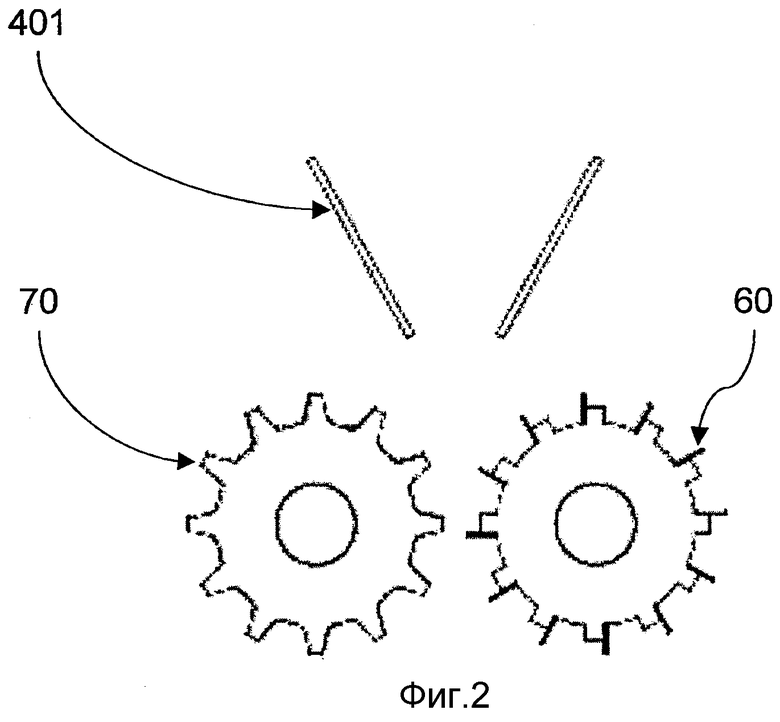
фиг.2 - схематический подробный вид режущего устройства, в соответствии с первым вариантом осуществления изобретения;
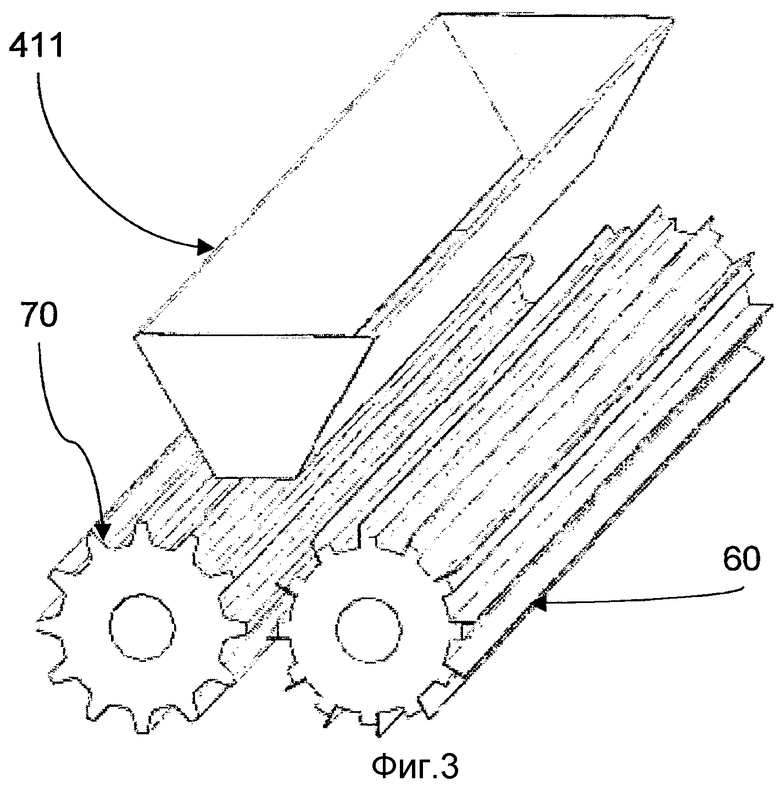
фиг.3 - схематический подробный вид режущего устройства, показанного на фиг.1, в соответствии со вторым вариантом осуществления изобретения;
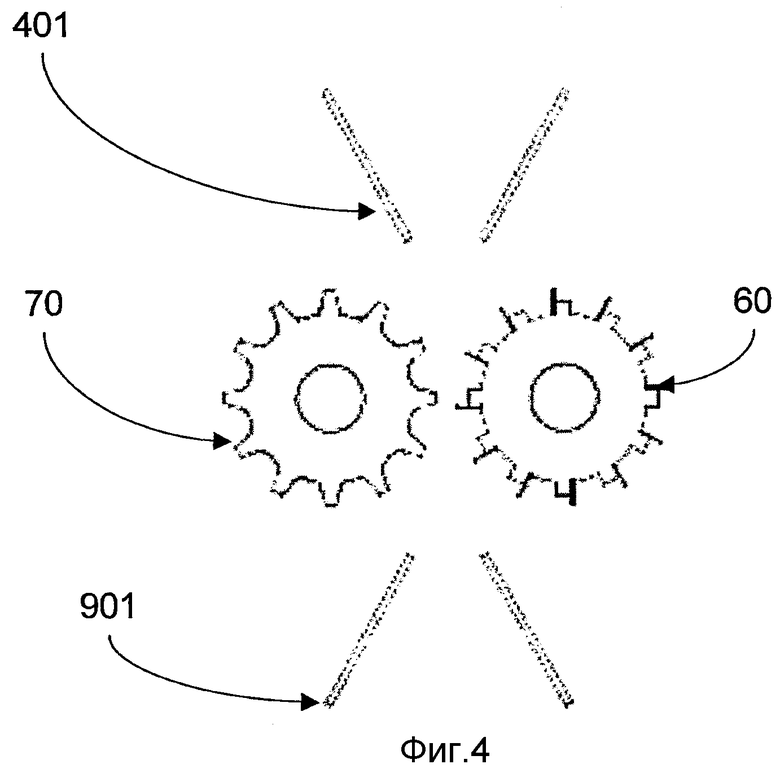
фиг.4 - схематический подробный вид режущего устройства, показанного на фиг.1, в соответствии с третьим вариантом осуществления изобретения;
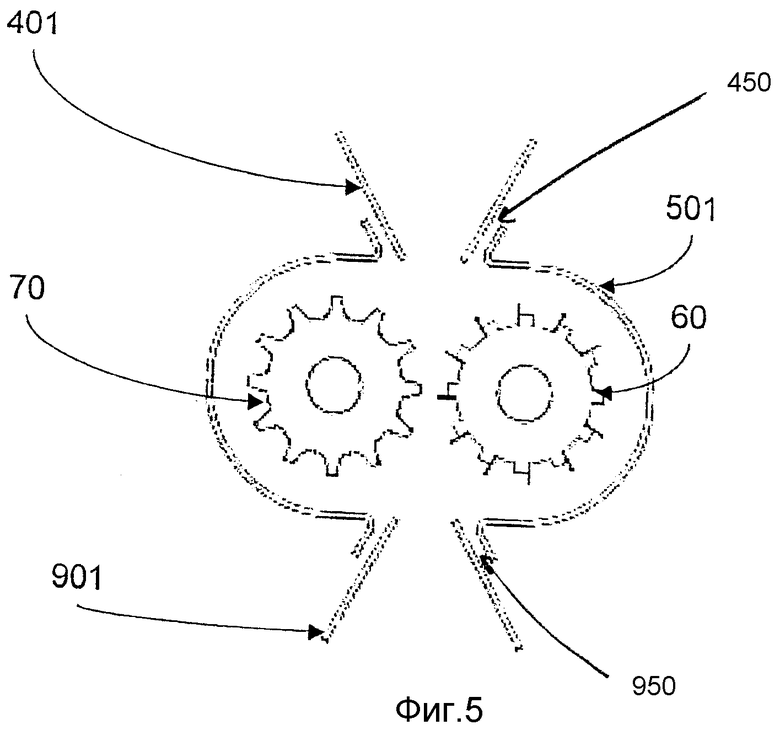
фиг.5 - схематический подробный вид режущего устройства, показанного на фиг.1, в соответствии с четвертым вариантом осуществления изобретения;
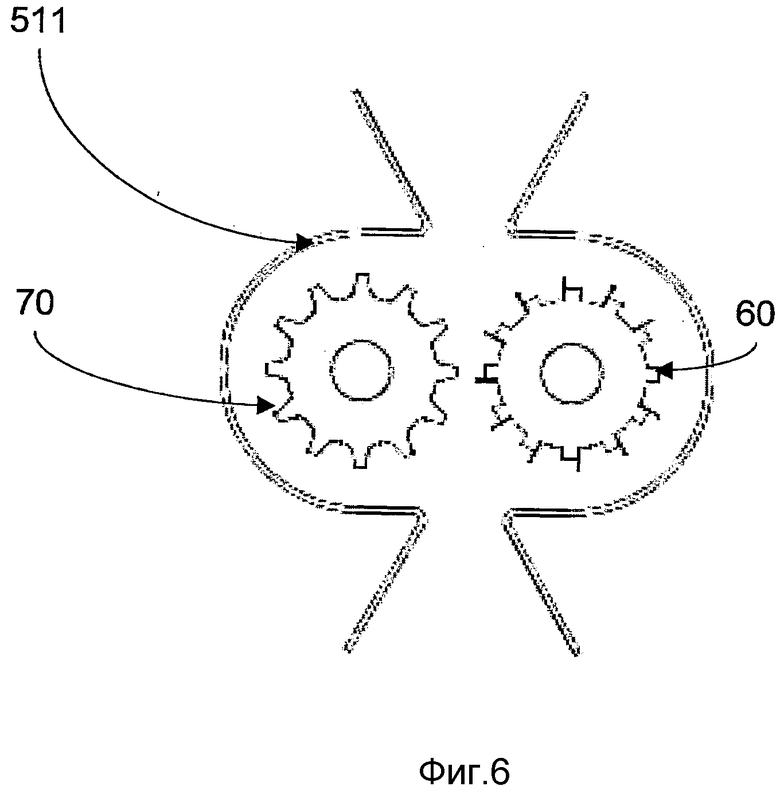
фиг.6 - схематический подробный вид режущего устройства, показанного на фиг.1, в соответствии с пятым вариантом осуществления изобретения;
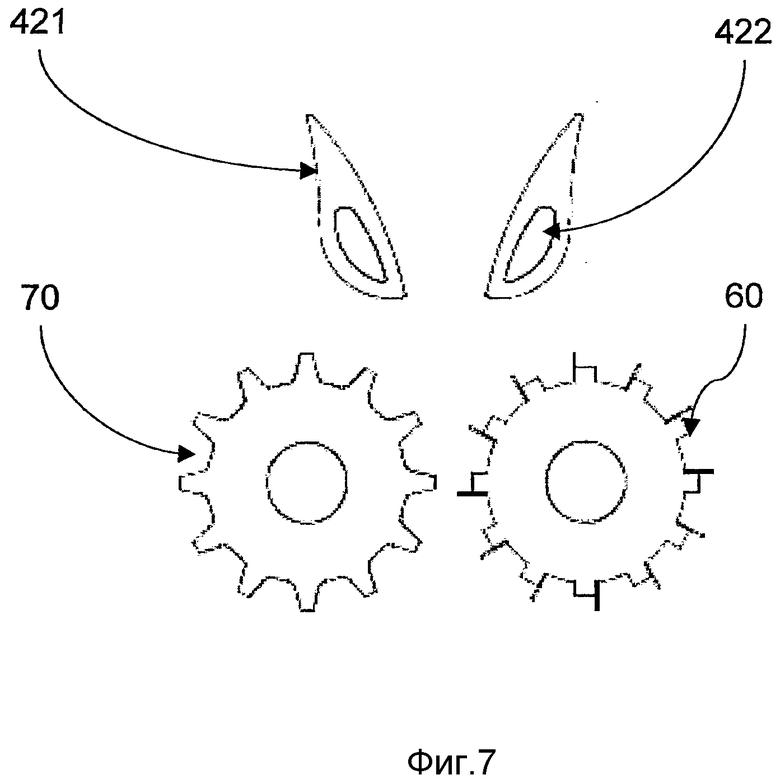
фиг.7 - схематический подробный вид режущего устройства, показанного на фиг.1, в соответствии с шестым вариантом осуществления изобретения;
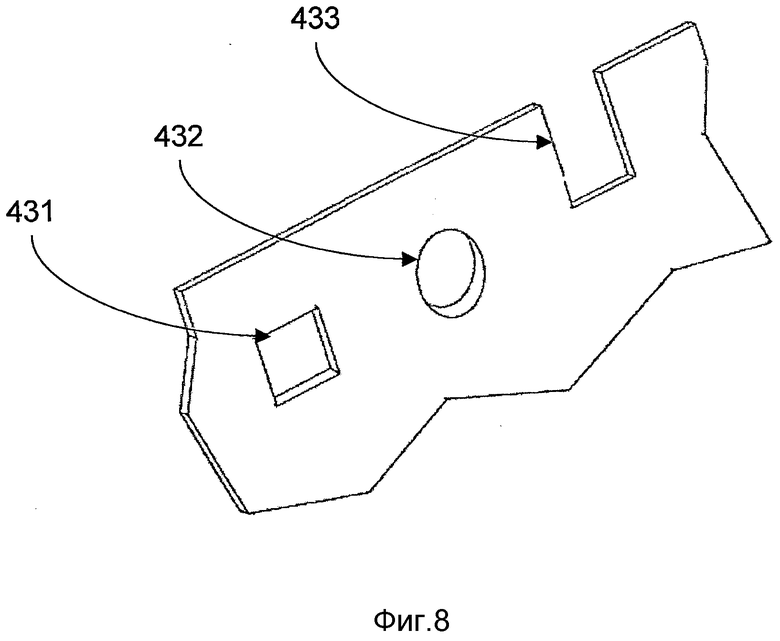
фиг.8 - схематический вид отверстий в верхней направляющей пластине для оптимизации циркуляции воды; и
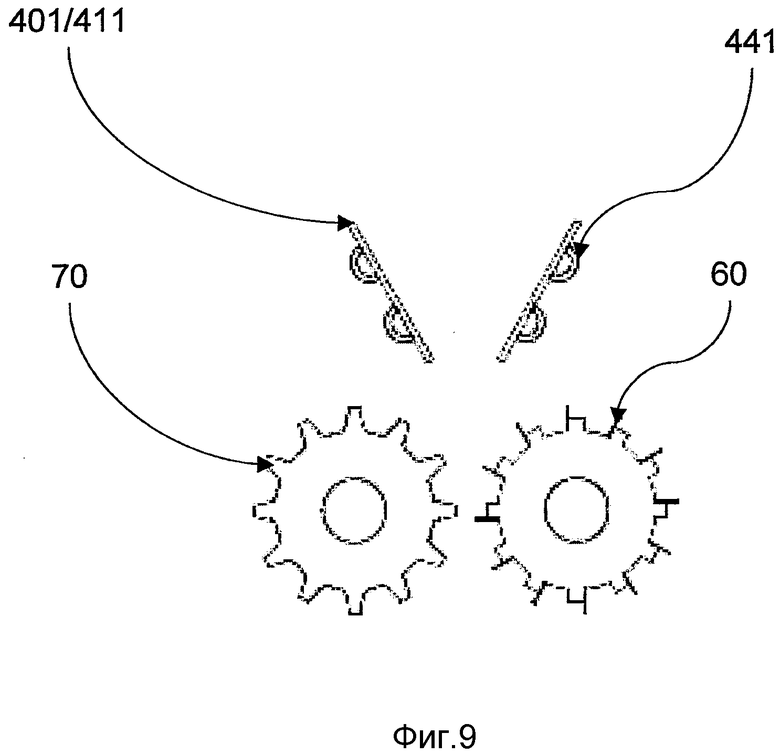
фиг.9 - схематический вид половин трубок, расположенных на верхней направляющей пластине для улучшения охлаждения циркуляцией хладагента.
Подробное описание различных вариантов осуществления изобретения
Как показано на фиг.1, гранулятор состоит из барабана 10 подачи пека с отверстиями 11 для выдавливания пека, ванны 30 охлаждающей жидкости и устройства для резки пековой нити.
В описанном варианте осуществления изобретения устройство для резки пековой нити содержит вращающиеся режущие средства 60, 70, кожух 50 режущих средств, первое средство 40 для направления потока пековой нити к режущим средствам 60, 70 и второе средство 90 для направления пековой нити 20 в ванне 30 охлаждающей жидкости от режущих средств 60, 70 в форме гранул 80.
Вращающиеся режущие средства 60, 70 содержат вращающийся режущий цилиндр с множеством лезвий и противоположный вращающийся режущий цилиндр, причем вращающееся режущее средство 60 и противоположное вращающееся режущее средство 70 взаимно расположены для резки проходящей между ними пековой нити 20 на пековые гранулы 80. Вращающиеся режущие средства будут описаны подробно ниже.
Первое средство направления потока расположено выше режущих средств 60, 70 между барабаном 10 подачи пека и режущими средствами 60, 70 и является средством 40 направления входящего потока.
Второе средство направления потока расположено под режущими средствами 60, 70 и является средством 90 направления выходящего потока.
В ходе работы пек выдавливается из подающего барабана 10 через отверстия 11, расположенные в основании устройства подачи пека. Пек проходит в форме нити 20 в охлаждающую ванну 30.
Пековая нить 20 в движении направляется средством 40 направления входящего потока. Это направление осуществляется без какого-либо контакта между пеком и средством 40 направления входящего потока.
На выходе средства 40 направления входящего потока пековая нить 20 режется на пековые гранулы 80 посредством сдавливания между вращающимся режущим устройством 60 и противоположным вращающимся режущим средством 70. Вращающееся режущее средство 60 и противоположное вращающееся режущее средство 70 являются цилиндрами и расположены под водой. Глубина погружения может изменяться. Вращающееся режущее средство 60 несет продольные режущие лезвия. Противоположное вращающееся режущее средство 70 имеет продольные зубцы. При переменных отклонениях направляющих средств противоположное вращающееся режущее устройство 70 может быть гладким цилиндром. Вращающееся режущее средство 60 и противоположное вращающееся режущее средство 70 вращаются в противоположных направлениях. В соответствии с отклонением направляющих средств скорость противоположного вращающегося режущего средства 70 может немного отличаться от скорости режущего устройства. В предпочтительном варианте осуществления изобретения противоположное вращающееся режущее средство 70 имеет продольные зубцы, и вращающееся режущее средство 60 и противоположное вращающееся режущее средство 70 вращаются в противоположных направлениях с одинаковой скоростью. Частота вращения вращающегося режущего средства 60 и противоположного вращающегося режущего средства 70 может корректироваться. Пек между вращающимся режущим средством 60 и противоположным вращающимся режущим средством 70 может модифицироваться.
Получаемые гранулы 80 пека имеют форму удлиненных цилиндрических гранул с более или менее деформированными концами. Получаемые гранулы 80 пека движутся вниз под действием силы тяжести и направляются средством 90 направления выходящего потока.
Как показано на фиг.1, 4, 5, средство 40 направления входящего потока состоит из двух пластин 401, состоящих из пластинчатых элементов, ориентированных в заданном направлении, для образования направляющего канала 400 для пековой нити 80. Положение пластин 401, их длина и угол ориентации определены в соответствии с диаметром цилиндров вращающегося режущего средства 60 и противоположного вращающегося режущего устройства 70, частотой вращения вращающегося режущего средства 60, шагом между цилиндрами вращающегося режущего средства 60 и противоположного вращающегося режущего средства 70, скоростью потока пековой нити 20 и глубиной погружения гранулятора, определенной как разность уровней между поверхностью охлаждающей ванны 30 и положением оси вращающегося режущего средства 60. Эти пять параметров регулируют величину поля повышенного давления и градиента скорости, известного как "эффект Магнуса", создаваемый вращением цилиндров вращающегося режущего средства 60 и противоположного вращающегося режущего средства 70. Положение и форма комплекта из двух пластин 401 средства 40 направления входящего потока позволяют создавать физический барьер для поля повышенного давления и направлять градиент скорости в соответствии с направлениями потока, что позволяет регулировать прохождение пековой нити 80 от отверстий 11 к режущему устройству.
В альтернативном варианте две пластины средства 40 направления входящего потока могут быть установлены под зафиксированным углом в конфигурации, противодействующей возможным нежелательным краевым эффектам на оконечностях пластин. Это достигается при помощи средства 40 направления входящего потока, состоящего из двух пластин, соединенных торцевыми пластинами, формирующими погруженный направляющий бункер 411. Общая форма погруженного направляющего бункера 411 является такой, чтобы создавать эффективное противостояние полю повышенного давления и градиенту скорости, создаваемому вращением цилиндров вращающегося режущего средства 60 и противоположного вращающегося режущего средства 70.
Форма пластин средства 40 направления входящего потока может представлять гидродинамический профиль 421, выведенный из гидродинамических характеристик самоциркулирующего хладагента вблизи средства 40 направления входящего потока (фиг.7). В дополнение к указанному выше эффекту противодействия нежелательному "эффекту Магнуса" использование пластин с гидродинамическим профилем 421 позволяет обеспечивать улучшенное направление самоциркулирующего хладагента вблизи средства 40 направления входящего потока. Это заметно уменьшает проблемы стоячей воды и замкнутых контуров рециркуляции у основания средства 40 направления входящего потока и непосредственно у входа режущего устройства.
Предпочтительно, пластины 421 с гидродинамическим профилем могут иметь полый корпус 422, обеспечивающий внутреннюю циркуляцию потока охлаждающей жидкости для улучшения охлаждения пластин 421 с гидродинамическим профилем и самоциркуляцию хладагента вблизи средства 40 направления входящего потока.
Комплект из двух пластин 401 или погруженный направляющий бункер 411 может иметь отверстия 431, 432, 433, обеспечивающие дополнительную самоциркуляцию охлаждающей жидкости из охлаждающей ванны 30 к зазору между двумя пластинами 401 или к внутреннему пространству погруженного направляющего бункера 411, как показано на фиг.8. Эти отверстия могут быть любыми из следующих: квадратных или прямоугольных отверстий 431, расположенных с равными или неравными интервалами вдоль пластин, круглых или продолговатых отверстий 432, расположенных с равными или неравными интервалами вдоль пластин, или зубчатых отверстий 433, расположенных в верхней части пластин и имеющих переменный шаг, ширину и длину. Эти отверстия обеспечивают обмен самоциркулирующей охлаждающей жидкости и позволяют достичь эффективного охлаждения пековой нити и улучшенного терморегулирования в районе двух пластин 401 или погруженного направляющего бункера 411.
Комплект из двух пластин 401 или погруженный направляющий бункер 411 может иметь половины трубок или полые корпусы 441 на тыльной стороне пластин. Половины трубок или полые корпусы 441 выполняют такие же функции, как и полый корпус 422, т.е. они обеспечивают внутреннюю циркуляцию потока охлаждающей жидкости для улучшения охлаждения пластин 401 или погруженного направляющего бункера 411 и самоциркулирующего хладагента вблизи средства 40 направления входящего потока. Использование половин трубок или полых корпусов 441 на тыльной стороне двух пластин 401 или погруженного направляющего бункера 411 может быть скомбинировано с применением отверстий 431, 432 или 433.
Средство 90 направления выходящего потока состоит из двух пластин 901. Эти две пластины 901 находятся в перевернутом положении относительно двух пластин 401. Усовершенствования, состоящие в погруженном направляющем бункере 411, пластинах 421 с гидродинамическим профилем, пластинах 421 с гидродинамическим профилем и полом корпусе 422, специально разработанных отверстиях 431 и 432 или использовании половин трубок или полых корпусов 441, предложенных для двух пластин 401, в альтернативном варианте могут использоваться для формирования средства 90 направления выходящего потока и модификации двух пластин 901.
Как указано ниже, устройство может содержать кожух 50 режущих средств для защиты режущих средств, состоящих из вращающегося режущего средства 60 и противоположного вращающегося режущего средства 70. Кожух 50 режущих средств, показанный на фиг.5, составлен из секционного кожуха 501, выполненного из листовой пластины, охватывающей два цилиндра. Секционный кожух 501 обеспечивает циркуляцию воды вокруг вращающегося режущего средства 60 и противоположного вращающегося режущего средства 70, вызванную вращением двух цилиндров. Верхняя и нижняя части кожуха 501 обеспечивают ориентированный изгиб листовой пластины для сохранения зазора 450, 950 между средством 40 направления входящего потока и средством 90 направления выходящего потока. Протяженность перекрытия тыльной части средства 40 направления входящего потока и средства 90 направления выходящего потока изгибом листовой пластины кожуха 501 выбрана как функция локального гидродинамического состояния самоциркулирующего хладагента. Эти зазоры допускают обмен охлаждающей жидкости вблизи режущих устройств. Дополнительно, ориентация притока охлаждающей жидкости регулируется градиентами скорости, создаваемыми вращением цилиндров режущих средств и канализированием, создаваемым кожухом 501.
В альтернативном варианте кожух 50 режущих средств может быть разработан как единый элемент, форма которого комбинирует эффекты средства 40 направления входящего потока и средства 90 направления выходящего потока (фиг.6). Этот цельный кожух 511 режущих средств выполнен из листовой пластины, охватывающей два цилиндра, составляющих режущие средства. Верхняя и нижняя части цельного кожуха 511 режущих средств ориентированы подобно форме средства 40 направления входящего потока и средства 90 направления выходящего потока. Конструкция цельного кожуха 511 режущих средств включает все усовершенствования, предложенные для двух пластин 401, включая модификации, подобные пластинам 421 с гидродинамическим профилем, пластинам 421 с гидродинамическим профилем и полому корпусу 422, специально разработанным отверстиям 431 и 432 или использованию половин трубок или полых корпусов 441.
Далее описаны примеры использования гранулятора пека без средства регулирования потока или с ним согласно приведенному выше описанию. Подразумевается, что это пример среди многих других возможностей использования различных конфигураций устройства.
В первом примере пек в подающем барабане 10 направляется к отверстиям 11 для выдавливания пека при температурах в диапазоне 40-80°C выше точки размягчения пека. В данном примере будет использоваться пек при температуре 160°C.
Множество отверстий 11, расположенных параллельно, могут использоваться одновременно. В данном примере используются 6 отверстий. В результате, получают 6 параллельных пековых нитей 20. Отверстия 11 откалиброваны для получения заданного диаметра пековой нити. В данном примере используются отверстия диаметром 15 мм.
Пековые нити 20 движутся вертикально вниз в охлаждающую ванну 30. В этом примере в охлаждающей ванне в качестве охлаждающей жидкости используется вода. Охлаждающая вода в охлаждающей ванне 30 имеет температуру около 30°C. Вращающееся режущее средство 60 и противоположное вращающееся режущее средство 70 уже находятся в действии. Тепловая закалка пековой нити 20 начинается сразу.
Средство 40 направления входящего потока не используется. Пековые нити 20 затем проходят между режущими средствами 60 и 70. Шаг между вращающимися режущими средствами 60 и 70 может регулироваться. В данном примере используется шаг 0,3 мм. Частота вращения вращающихся режущих средств 60 и 70 может изменяться между 30 и 200 оборотов в минуту. В данном примере использовалась максимальная частота вращения 110 оборотов в минуту. Глубина погружения всего устройства, состоящего из средства 40 направления входящего потока и режущих устройств, может изменяться между 100 и 250 мм. Глубина погружения определяется интервалом между осью вращения вращающегося режущего устройства 60 и поверхностью охлаждающей ванны. В данном примере используется глубина погружения 170 мм.
После нескольких минут непрерывной работы наблюдались нежелательные увлечение пека и отклонение потока (известные как явление "серфинга" пека).
Во втором примере пек в подающем барабане 10 направляется к отверстиям 11 для выдавливания пека при температуре 150°C.
Множество отверстий 11, расположенных параллельно, могут использоваться одновременно. В данном примере используются 6 отверстий. В результате, получают 6 параллельных пековых нитей 20. Отверстия 11 откалиброваны для получения заданного диаметра пековой нити. В данном примере используются отверстия диаметром 15 мм.
Пековые нити 20 движутся вертикально вниз в охлаждающую ванну 30. В этом примере в охлаждающей ванне в качестве охлаждающей жидкости используется вода. Охлаждающая вода в охлаждающей ванне 30 имеет температуру около 40°C. Режущие средства 60 и 70 уже находятся в действии. Тепловая закалка пековой нити 20 начинается сразу.
Пековые нити 20 затем входят в средство 40 направления входящего потока. Средство 40 направления входящего потока состоит из двух пластин 401, выполненных из металла. В данном примере положение пластин, то есть их зазор, угол и глубина погружения, может изменяться. Зазор может изменяться между 0,25 и 1,5 диаметра вращающегося режущего средства 60. Зазор определен размером у основания двух пластин 401. Угол может изменяться между 10 и 45°. Угол определен углом у основания любой из пластин 401 между пластиной и вертикальной осью. Глубина погружения всего устройства, состоящего из средства 40 направления входящего потока и режущих средств, может изменяться между 100 и 250 мм. Глубина погружения определена интервалом между осью вращения вращающегося режущего средства 60 и поверхностью охлаждающей ванны. В данном примере используется глубина погружения 170 мм.
Пековые нити 20 направляются и проходят вертикально между двумя пластинами 401. Пековые нити 20 затем проходят между режущими средствами 60 и 70. Зазор между вращающимися режущими средствами 60 и 70 может регулироваться. В данном примере используется зазор 0,5 мм. Частота вращения вращающихся режущих средств 60 и 70 может изменяться между 30 и 200 оборотов в минуту. В данном примере использовалась максимальная частота вращения, поскольку она создает самые тяжелые условия работы. Нежелательное увлечение пека или отклонение потока не наблюдалось при непрерывной работе в течение свыше 12 часов.
В третьем примере использовалось устройство, использованное в примере 2, со средством 90 направления выходящего потока, состоящим из двух пластин 901. Две пластины 901 выполнены из металла. В данном примере положение пластин, то есть их зазор, угол и их глубина погружения, может изменяться. Зазор может изменяться между 0,25 и 1,5 диаметра вращающегося режущего средства 60. Зазор определен размером у основания двух пластин 901. В этом примере использовался зазор, составляющий 1 диаметр. Угол может изменяться между 0 и 45°. Угол определен углом в верхней точке любой из пластин 901 между пластиной и вертикальной осью. В этом примере использовался угол 10 градусов.
Все другие параметры являются такими же, как в примере 2. Нежелательного увлечения пека или отклонения потока не наблюдалось при продолжении работы в течение 12 часов.
Изобретение относится к устройству для резки пековой нити на пековые гранулы и тому подобное, приспособленному для погружения в ванну охлаждающей жидкости. Устройство содержит вращающиеся режущие средства, содержащие вращающийся режущий цилиндр с множеством лезвий и противоположный вращающийся режущий цилиндр, причем указанные режущие цилиндры взаимно расположены для обеспечения резки проходящей между ними пековой нити на пековые гранулы. Устройство содержит средство для направления потока пековой нити к режущим средствам, расположенное относительно режущих средств таким образом, что пековая нить проходит вертикально между режущим цилиндром и противоположным режущим цилиндром. Изобретение обеспечивает создание оборудования для экструдирования пека в форме нити, которая входит в воду и режется на участки желаемой и регулируемой длины соответствующим комплектом из режущего инструмента и противоположного режущего инструмента. 9 з.п. ф-лы, 9 ил.
1. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное, приспособленное для погружения в ванну (30) охлаждающей жидкости и содержащее вращающиеся режущие средства (60, 70), содержащие вращающийся режущий цилиндр с множеством лезвий и противоположный вращающийся режущий цилиндр, причем режущий и противоположный режущий цилиндры взаимно расположены для резки проходящей между ними пековой нити (20) на пековые гранулы (80), отличающееся тем, что содержит первое средство (40) для направления потока пековой нити к режущим средствам (60, 70), расположенное относительно режущих средств (60, 70) таким образом, что пековая нить (20) проходит вертикально между режущим цилиндром и противоположным режущим цилиндром.
2. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.1, отличающееся тем, что дополнительно содержит второе средство (90) направления потока пековой нити, расположенное под режущими средствами (60, 70) таким образом, чтобы направлять в ванне (30) охлаждающей жидкости пековую нить (20), нарезанную в форме гранул (80), из режущих средств (60, 70).
3. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.1 или 2, отличающееся тем, что первое и/или второе средство (40, 90) направления потока пековой нити содержит, по меньшей мере, один комплект из двух пластин (401, 421, 901), взаимно расположенных таким образом, что они образуют направляющий канал (400, 420, 900) для пека, сужающийся к режущим средствам (60, 70).
4. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.3, отличающееся тем, что пластины (421) имеют гидродинамический профиль для улучшения циркуляции охлаждающей жидкости вокруг первого и/или второго средств (40, 90) для направления потока пековой нити при погружении устройства в ванну (30) охлаждающей жидкости.
5. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.4, отличающееся тем, что пластины (421) с гидродинамическим профилем имеют трубчатый корпус, обеспечивающий циркуляцию охлаждающей жидкости в пластине (421) при погружении устройства в ванну (30) охлаждающей жидкости.
6. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.3, отличающееся тем, что пластины (401, 421) первого средства для направления потока (40) пековой нити приспособлены для формирования входного подающего бункера (411).
7. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.3, отличающееся тем, что пластины (401, 421, 901) снабжены, по меньшей мере, одним отверстием (431, 432, 433) для прохождения охлаждающей жидкости при погружении устройства в ванну (30) охлаждающей жидкости.
8. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.1, отличающееся тем, что содержит кожух (50) для защиты режущих средств (60, 70), расположенный вокруг режущих средств (60, 70) для обеспечения циркуляции охлаждающей жидкости вокруг режущих средств (60, 70), вызванной вращением режущих средств (60, 70).
9. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.8, отличающееся тем, что между кожухом (50) и первым и/или вторым средствами (40, 90) для направления потока пековой нити имеются промежутки (450, 950).
10. Устройство для резки пековой нити (20) на пековые гранулы (80) и тому подобное по п.8, отличающееся тем, что кожух (50) и первое и/или второе средства (40, 90) для направления потока пековой нити сформированы как единое целое.
| US 4482517 А, 13.11.1984 | |||
| Устройство для загрузки и выгрузки поддонов нагревательных печей | 1985 |
|
SU1375930A1 |
| ВСЕСОЮЗМЛЯ " ПАТЕНТНО-ТЕ;а1ИЧЕскАпБИЕГЛ^ОТсКА | 0 |
|
SU174980A1 |
| Способ резания брикетированных композиционных материалов и устройство для его осуществления | 1988 |
|
SU1655969A1 |
| DE 20100905 U1, 12.07.2001. | |||

