Предложенное изобретение относится к способу и устройству для изготовления горячекатаных продуктов в совмещенной установке разливки и прокатки.
Более конкретно, изобретение относится к изготовлению горячекатаных продуктов в совмещенной установке разливки и прокатки, причем бесконечный, отлитый способом непрерывной разливки исходный материал (полуфабрикат) транспортируется без разрезания, то есть как заготовка, к прокатному стану, там прокатывается, затем охлаждается, разделяется и накапливается.
Совмещенные установки разливки и прокатки для реализации этого способа включают в себя, по существу, литейную установку, рольганг, прокатную установку, подходящую для непосредственного использования продуктов литья, участок охлаждения и устройство накопления (например, устройство намотки для плоских продуктов, раскладочное устройство для проволоки и зону разгрузки для удлиненных продуктов).
Чтобы в случае запланированных прерываний производства, как, например, при смене валков или при работах по техническому обслуживанию, иметь возможность поддерживать непрерывный режим работы установки непрерывной разливки, можно согласно WO 00/71272 А1 либо: а) заготовка непрерывно производимого полуфабриката отделяется и скорость прокатки повышается; b) заготовка отделяется и скорость разливки снижается; или с) заготовка разделяется на участки заготовки, которые затем выгружаются.
Для незапланированных прерываний производства, как, например, при сбое на участке нагрева, участке охлаждения или в устройстве накопления, или при экстренной остановке в чистовом прокатном стане, способ, известный из WO 00/71272 А1, не пригоден, так как невозможно избежать столкновения между непрерывно производимым полуфабрикатом и отделенным участком заготовки. Поэтому процесс непрерывной разливки заготовки при возникновении незапланированного прерывания производства должен прерываться.
Задачей изобретения является создание способа и устройства для совмещенной установки разливки и прокатки вышеупомянутого типа, с помощью которого непрерывный процесс разливки заготовки может поддерживаться неизменным не только при запланированном, но и при незапланированном прерывании производства, которое возникает, например, на участке нагрева, в чистовом прокатном стане, на участке охлаждения или в устройстве накопления.
Эта задача решается в способе, при котором для перекрытия прерывания производства в части установки, которая расположена за устройством для разделения и выдачи, выполняются следующие этапы способа:
a) разрезание участка заготовки непрерывно изготавливаемого полуфабриката посредством первых ножниц;
b) подъем конца участка заготовки от рольганга посредством подъемного устройства;
c) дробление проходящего первые ножницы полуфабриката на куски скрапа посредством первых ножниц, выдача кусков с крапа, удаление участка заготовки до восстановления работоспособности совмещенной установки разливки и прокатки.
Непрерывно производимый установкой непрерывной разливки и, при необходимости, предварительно прокатанный материал обозначается как исходный материал (полуфабрикат). Отделенная часть заготовки непрерывно изготавливаемого полуфабриката упоминается в настоящем описании как участок заготовки. Куски полуфабриката, которые делятся на части (дробятся) и выдаются, обозначаются как куски скрапа. В случае упоминаемых прерываний производства речь может идти предпочтительно, например, о незапланированных прерываниях, например, экстренных остановках, но также о запланированных прерываниях для работ по модернизации, ремонту и техническому обслуживанию, которые имеют место в части установки, расположенной после устройства для разделения и выдачи. Дробление полуфабриката и выдача кусков скрапа продолжается до тех пор, пока либо никакой материал больше не будет проходить через первые ножницы, либо прерывание производства будет завершено, то есть работоспособность совмещенной установки разливки и прокатки будет восстановлена. Перед восстановлением нормального режима работы совмещенной установки разливки и прокатки должно быть гарантировано, что отрезанный участок заготовки удален и подъемное устройство вновь опущено.
В предпочтительном для свободного от коллизий режима работы установки варианте осуществления изобретения отрезание участка заготовки непрерывно изготавливаемого полуфабриката посредством первых ножниц осуществляется одновременно или непосредственно после наступления прерывания производства. Отрезание рассматривается как осуществляемое непосредственно после прерывания производства, если подъем подъемного устройства был инициирован, по существу, спустя короткий отрезок времени, включающий в себя время прохождения сигнала от датчика к блоку управления и от блока управления к подъемному устройству, а также время реакции блока управления.
Подъем конца участка заготовки посредством подъемного устройства осуществляется предпочтительно непосредственно после отрезания участка заготовки и гарантирует, что не может произойти столкновения между отрезанным участком заготовки и непрерывно изготавливаемым полуфабрикатом.
Предпочтительным образом куски скрапа выгружаются на опускаемый рольганг, который расположен после первых ножниц, и удаляются вплоть до восстановления работоспособности совмещенной установки разливки и прокатки. Следует иметь в виду, что опускаемый рольганг после восстановления работоспособности совмещенной установки разливки и прокатки вновь поднимается. Разумеется, куски скрапа могут также выгружаться посредством поперечного транспортера с рольганга во внешнюю зону хранения.
Особенно предпочтительным образом соответствующий изобретению способ выполняется, если одновременно или после отрезания участка заготовки полуфабрикат с помощью вторых ножниц, которые размещены перед первым ножницами, разделяется на участки полуфабриката, которые выгружаются посредством устройства выгрузки, которое находится между вторыми и первым ножницами. Выгруженные таким образом участки полуфабриката имеют определенную длину, например, от 8 до 14 м, и обозначаются как участки полуфабриката и могут, например, подвергаться последующей обработке во внешнем прокатном стане. Разделение исходного материала и выгрузка участков полуфабриката поддерживаются до восстановления работоспособности совмещенной установки разливки и прокатки.
Выгрузка участков полуфабриката посредством устройства выгрузки осуществляется предпочтительно посредством подъема участков полуфабриката с рольганга, транспортировки к штабелеукладчику и опускания на штабелеукладчик.
Для того чтобы облегчить свободную от коллизий выгрузку участков полуфабриката, является предпочтительным ускорить участки полуфабриката перед выгрузкой в устройстве выгрузки с помощью роликов с моторным приводом или ведущих роликов на рольганге. За счет этого создается промежуток между последующим полуфабрикатом и данным участком полуфабриката.
В другом предпочтительном варианте осуществления способ при больших изменениях общей толщины между бесконечным отливаемым исходным материалом заготовки и конечным продуктом выполняется таким образом, что исходный материал после его кристаллизации полностью в одно- или многоклетьевом черновом прокатном стане прокатывается начерно без дополнительного нагрева, то есть при нагреве разливки процесса разливки заготовки. При этом отлитый способом непрерывной разливки полуфабрикат материал прокатывается в черновом прокатном стане, расположенном после установки непрерывной разливки, причем в этом варианте осуществления также большие изменения толщины в черновом прокатном стане, особенно при применении так называемого прокатного стана высокого обжима могут быть реализованы без дополнительного нагрева прокатываемого материала.
Снижение скорости транспортировки отлитого способом непрерывной разливки полуфабриката одновременно или непосредственно после возникновения прерывания производства или отрезания участка заготовки первыми ножницами может быть предпочтительным по различным причинам. С одной стороны, это может быть случай, если не может ожидаться коммерческая утилизация кусков скрапа или участков полуфабриката. С другой стороны, это может быть случай, когда вторые ножницы выполнены как маятниковые ножницы, которые надежно функционируют только при относительно низких скоростях транспортировки, однако желательно максимально быстро приступить к выгрузке участков полуфабриката.
Особенно предпочтительным образом снижение скорости транспортировки полуфабриката достигается за счет подъема одной или нескольких клетей чернового стана.
Кроме того, снижение скорости транспортировки полуфабриката может также осуществляться за счет снижения скорости разливки непрерывно работающей установки непрерывной разливки. Эта мера целесообразна особенно тогда, когда полуфабрикат не подвергается черновой прокатке и/или когда коммерческая утилизация полуфабриката не ожидается.
Также при запуске совмещенной установки разливки и прокатки соответствующий изобретению способ оказывается предпочтительным. Для этого в установку непрерывной разливки вводится затравка, которая перемещается совместно с отливаемой заготовкой. Головка затравки с частью бесконечного непрерывно отливаемого полуфабриката отделяется одними из ножниц (первыми или вторым ножницами) и удаляется в зоне устройства выгрузки.
Кроме того, является предпочтительным, что при запуске чернового прокатного стана возникающий на отлитом непрерывным способом полуфабрикате клиновидный участок отрезается вторыми ножницами или разбивается на куски и удаляется в зоне устройства выгрузки. Клиновидный участок возникает, например, во время установки рабочих валков чернового прокатного стана на рабочую толщину прокатки или из-за особого технологического режима установки непрерывной разливки.
В зависимости от температуры и скорости транспортировки полуфабриката, компоновки установки и специфических требований к конечному продукту (например, структурные свойства), может быть предпочтительным, что перед прокаткой в чистовом прокатном стане температура неразрезанного полуфабриката устанавливается посредством участка нагрева на температуру прокатки.
Для того чтобы обеспечить по возможности непосредственное осуществление соответствующего изобретению способа, который решает задачу, лежащую в основе изобретения, является предпочтительным, что устройство для размельчения и выгрузки включает в себя первые ножницы и последующий опускаемый рольганг и подъемное устройство. С помощью этой формы выполнения устройства для разделения и выгрузки является возможным полуфабрикат разделять на куски скрапа и выгружать из установки. В особенно компактной форме выполнения подъемное устройство может погружаться в опускаемый рольганг.
Особенно предпочтительным образом устройство для разделения и выгрузки выполнено таким образом, что перед первыми ножницами расположены вторые ножницы и между вторыми и первыми ножницами находится устройство выгрузки. За счет этого возможно разделять полуфабрикат на участки полуфабриката, выгружать из установки и, при необходимости, подавать на остаточное использование.
При больших изменениях общей толщины между непрерывно отливаемым полуфабрикатом и конечным продуктом, предпочтительным образом между установкой непрерывной разливки и устройством для разделения и выгрузки расположен одно- или многоклетьевой черновой прокатный стан.
Участок нагрева и, при необходимости, примыкающая к нему установка для удаления окалины, находятся предпочтительным образом перед одно- или многоклетьевым чистовым прокатным станом.
Нижний конец отрезанного участка заготовки может тогда особенно быстро и предпочтительно подниматься с рольганга, если подъемное устройство выполнено как гидравлически приводимый подъемный рычаг.
Для того чтобы охлаждение полуфабриката при прохождении устройства для разделения и выгрузки по возможности поддерживать минимальным и, таким образом, максимальное количество теплоты разливки переносить от установки непрерывной разливки в прокатный стан, является предпочтительным, устройству выгрузки сопоставить замкнутую камеру.
Для того чтобы транспортировку полуфабриката в зоне первых и/или вторых ножниц ускорить и тем самым достичь временного промежутка между следующими друг за другом участками полуфабриката или кусками скрапа, является предпочтительным, чтобы перед и/или после первых и/или вторых ножниц находились приводимые двигателем ролики или ведущие ролики.
Кроме того, особенно предпочтительным образом первые ножницы выполняются как вращающиеся (барабанные) ножницы и/или вторые ножницы - как маятниковые ножницы.
Относительно типа установки для участка нагрева, является предпочтительным выполнение участка нагрева как туннельного участка нагрева с индукционным нагревом.
Другие преимущества и признаки предложенного изобретения описаны в последующем описании неограничительных примеров выполнения со ссылками на чертежи, на которых представлено следующее:
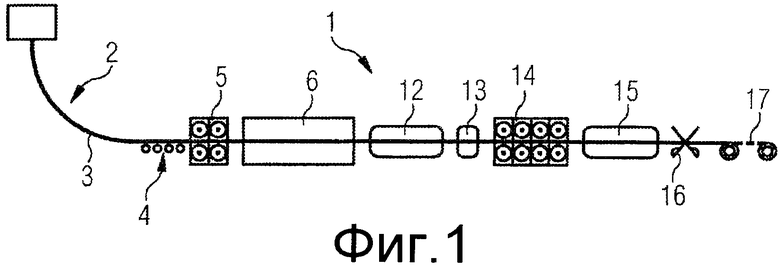
Фиг.1 - схематичное представление совмещенная установка разливки и прокатки для полностью непрерывного бесконечного режима согласно изобретению;
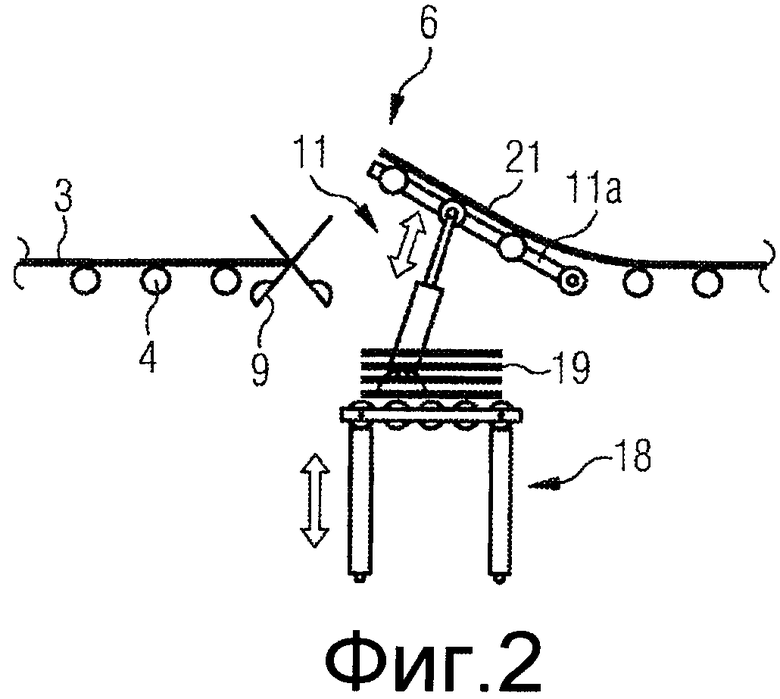
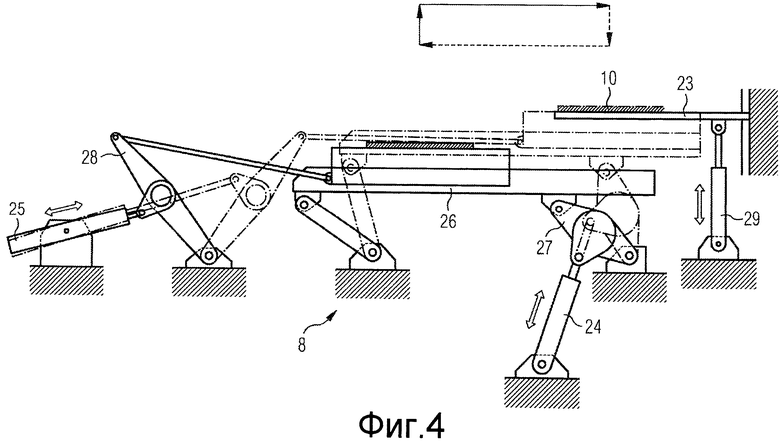
Фиг.2 и 3 - схематичное представление устройства для разделения и выгрузки согласно изобретению;
Фиг.4 - схематичное представление устройства выгрузки согласно изобретению.
На фиг.1 показана совмещенная установка 1 разливки и прокатки. В нормальном режиме установка 2 непрерывной разливки изготавливает непрерывно отливаемый исходный материал (полуфабрикат) 3, который посредством рольганга 4 транспортируется к черновому прокатному стану 5. После черновой прокатки в черновом прокатном стане 5 полуфабрикат 3 неразрезанным, то есть как заготовка, проходит через устройство 6 для размельчения и выгрузки, прежде чем температура полуфабриката на участке 12 нагрева установится на температуру прокатки. После обработки полуфабриката в устройстве 13 удаления окалины, которое расположено перед чистовым прокатным станом 14, полуфабрикат с удаленной окалиной прокатывается в одно- или многоклетьевом чистовом прокатном стане 14. Прокатанный в чистовом прокатном стане материал затем охлаждается на участке 15 охлаждения, разрезается ножницами 16 на определенную длину продукта или согласно определенному весу продукта и затем посредством устройства 17 накопления, выполненного как намоточное устройство, наматывается.
На фиг.2 показана соответствующая изобретению форма выполнения устройства 6 для разделения и выгрузки, содержащее первые ножницы 9, опускаемый рольганг 18 и подъемное устройство 11. После наступления запланированного или незапланированного прерывания производства в части установки, которая размещена после устройства 6 для разделения и выгрузки, выполняются следующие этапы способа в устройстве 6 для разделения и выгрузки:
a) Разрезание участка 21 заготовки непрерывно изготавливаемого полуфабриката 3 посредством первых ножниц 9, выполненных как барабанные ножницы. Отрезание осуществляется одновременно или непосредственно после наступления прерывания производства.
b) Подъем конца отрезанного участка 21 заготовки от рольганга 4 в зоне после первых ножниц 9 посредством подъемного устройства 11, которое выполнено как гидравлически приводимый подъемный рычаг. При этом после отрезания поднимается только участок 21 заготовки, так что не может произойти никакого столкновения между участком 21 заготовки и следующим за ним полуфабрикатом 3. Подъемный рычаг На подъемного устройства 11 показан в его поднятом положении.
с) Дробление проходящего первые ножницы 9 полуфабриката 3 на куски 19 скрапа посредством первых ножниц и выдача кусков 19 скрапа на опускаемый рольганг 18. В зависимости от числа выдаваемых кусков скрапа, опускаемый рольганг опускается подъемными элементами (выполненными как гидравлические или пневматические цилиндры или как электрические приводы домкрата). Опускаемый рольганг 18 изображен в опущенном положении. Перед восстановлением нормального режима работы совмещенной установки разливки и прокатки необходимо гарантировать, что куски 19 скрапа удаляются с опускаемого рольганга 18, например, с помощью крана или подобных механизмов, и участок 21 заготовки удаляется. Затем подъемное устройство 11 должно быть опущено, а опускаемый рольганг 18 поднят.
На фиг.3 показана другая соответствующая изобретению форма выполнения устройства 6 для разделения и выгрузки, содержащая вторые ножницы 7, устройство 8 выгрузки, первые ножницы 9, опускаемый рольганг 18 и подъемное устройство 11. При этом одновременно или после описанного со ссылкой на фиг.2 этапа (а) работы (отрезание участка 21 заготовки) полуфабрикат 3 вторыми ножницами 7, которые расположены перед устройством 8 выгрузки и выполнены как маятниковые ножницы, разделяется на участки 10 полуфабриката определенной длины, например, на куски от 8 до 14 метров длиной, и получаемые участки 10 полуфабриката выгружаются посредством устройства 8 выгрузки. Этапы (b) и (с) работы (поднятие участка заготовки, размельчение и выгрузка кусков скрапа) выполняются, как уже описано со ссылкой на фиг.2. Скорость транспортировки полуфабриката 3 одновременно или непосредственно после отрезания участка 21 заготовки снижается. Это осуществляется либо путем подъема одной или нескольких клетей чернового прокатного стана или за счет снижения скорости непрерывно работающей установки непрерывной разливки. По меньшей мере некоторые ролики рольганга перед и/или после первых ножниц 7 и/или вторых ножниц 9 выполнены как ролики с моторным приводом или как так называемые ведущие ролики 20. Посредством этих роликов, с одной стороны, возможно участок 10 полуфабриката быстро транспортировать от вторых ножниц 7 к устройству 8 выгрузки (создавать зазор между следующим затем полуфабрикатом 3 и участком 10 полуфабриката, за счет чего облегчается свободная от столкновений выгрузка), а с другой стороны также возможно, что отрезанный вторыми ножницами 7 полуфабрикат быстро транспортируется к первым ножницам 9 (для размельчения на куски скрапа). Перед восстановлением нормального режима совмещенной установки разливки и прокатки необходимо гарантировать, что куски 19 скрапа с опущенного рольганга, например, посредством крана или подобного механизма, удаляются и что участок 21 заготовки также, например, посредством крана 22 удаляется. Кроме того, необходимо опустить подъемное устройство 11 и опускаемый рольганг 18 снова поднять.
На фиг.4 более подробно показано устройство 8 выгрузки. Посредством подъемного цилиндра 24 и сдвигающего цилиндра 25 возможно участок 10 полуфабриката с транспортировочной платформой 26 поднять с не показанного подробно рольганга, переместить к штабелеукладчику 23 и там выложить. При этом подъемный цилиндр 24 через качающийся рычаг 27 связан с транспортировочной платформой 26 и главным образом отвечает за процесс подъема. Сдвигающий цилиндр 25 также через качающийся рычаг 28 и систему тяг и рычагов связан с транспортировочной платформой 26 и главным образом отвечает за процесс сдвига. Циклический процесс перемещения транспортировочной платформы 26 (сплошные линии показывают исходное положение, а пунктирные линии показывают конечное положение) и путь транспортировки транспортируемого на ней участка 10 полуфабриката наглядным образом иллюстрируется стрелками. Штабелеукладчик 23 включает в себя платформу складирования, которая посредством подъемного элемента 29 (выполненного как гидравлический, пневматический цилиндр или электрический привод домкрата) переставляется по высоте. Тем самым имеется возможность несколько участков полуфабриката укладывать один на другой и тем самым компактно штабелировать.
Перечень обозначений ссылочных позиций
1 совмещенная установка разливки и прокатки
2 установка непрерывной разливки
3 полуфабрикат
4 рольганг
5 черновой прокатный стан
6 устройство для разделения и выгрузки
7 вторые ножницы
8 устройство выгрузки
9 первые ножницы
10 участок полуфабриката
11 подъемное устройство
11а подъемный рычаг
12 участок нагрева
13 установка удаления окалины
14 чистовой прокатный стан
15 участок охлаждения
16 ножницы
17 устройство накопления
18 опускаемый рольганг
19 кусок скрапа
20 ведущий ролик
21 участок заготовки
22 кран
23 штабелеукладчик
24 подъемный цилиндр
25 сдвигающий цилиндр
26 транспортировочная платформа
27 качающийся рычаг подъемного цилиндра
28 качающийся рычаг сдвигающего цилиндра
29 подъемный элемент штабелеукладчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКИ | 2013 |
|
RU2633674C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ С КАРУСЕЛЬНОЙ МОТАЛКОЙ | 2021 |
|
RU2776937C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПЛОСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2268098C2 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| ВВОД В ЭКСПЛУАТАЦИЮ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ ПРОКАТНОГО СТАНА В СОВМЕЩЕННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКЕ | 2012 |
|
RU2518821C2 |
| КОМБИНИРОВАННАЯ ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА И СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ЧИСТОВОЙ ПОЛОСЫ | 2017 |
|
RU2747341C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| ВВОД В ЭКСПЛУАТАЦИЮ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ ПРОКАТНОГО СТАНА В СОВМЕЩЕННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКЕ | 2012 |
|
RU2510297C2 |
Изобретение относится к изготовлению горячекатаных полуфабрикатов в совмещенной установке разливки и прокатки. Устройство содержит установку непрерывной разливки, прокатный стан, участок охлаждения заготовки и устройство ее накопления. После установки непрерывной разливки размещено устройство для разделения и выгрузки полуфабриката, содержащее ножницы, расположенный за ними опускаемый рольганг и подъемное устройство. Способ включает получение полуфабриката на установке непрерывной разливки, его прохождение через устройство для разделения и выгрузки, прокатку, охлаждение и накапливание. В устройстве для разделения и выгрузки осуществляют отрезание и дробление на куски скрапа части полуфабриката посредством ножниц, выгрузку кусков скрапа на опускаемый рольганг, подъем и удаление нижнего конца участка полуфабриката от рольганга посредством подъемного устройства. Достигается непрерывность процесса разливки и прокатки при незапланированном прерывании производства. 2 н. и 22 з.п. ф-лы, 4 ил.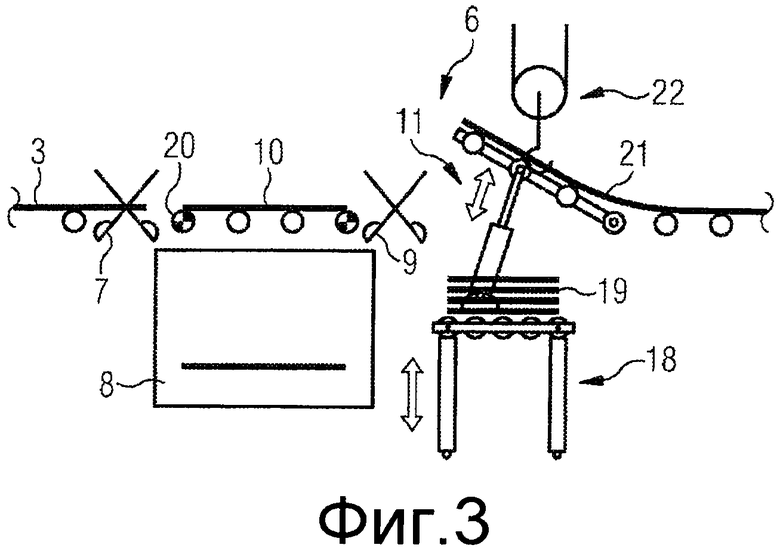
1. Способ изготовления горячекатаных продуктов в совмещенной установке (1) разливки и прокатки, включающий прохождение заготовки бесконечного, отливаемого способом непрерывной разливки полуфабриката (3) после его полной кристаллизации через устройство (6) для разделения и выгрузки со скоростью транспортировки, прокатку в чистовом прокатном стане (14), затем охлаждение, разделение и накапливание, отличающийся тем, что для исключения прерывания производства в отношении установки, расположенной за устройством (6) для разделения и выдачи, выполняют следующие этапы способа:
a) отрезание участка (21) заготовки непрерывно изготавливаемого полуфабриката (3) посредством первых ножниц (9),
b) подъем нижнего конца участка (21) заготовки от рольганга (4) посредством подъемного устройства (11),
c) дробление первыми ножницами (9) проходящего полуфабриката (3) на куски (19) скрапа, выгрузка кусков (19) скрапа, удаление участка (21) заготовки до восстановления работоспособности совмещенной установки (1) разливки и прокатки.
2. Способ по п.1, отличающийся тем, что отрезание участка (21) заготовки непрерывно изготавливаемого полуфабриката (3) посредством первых ножниц (9) осуществляют одновременно или непосредственно после наступления прерывания производства.
3. Способ по п.1 или 2, отличающийся тем, что подъем конца участка (21) заготовки посредством подъемного устройства (11) осуществляют предпочтительно непосредственно после отрезания участка (21) заготовки.
4. Способ по п.1, отличающийся тем, что куски (19) скрапа выгружают на опускаемый рольганг (18), который расположен после первых ножниц (9), и удаляют до восстановления работоспособности совмещенной установки (1) разливки и прокатки.
5. Способ по п.1, отличающийся тем, что одновременно или после отрезания участка (21) заготовки полуфабрикат с помощью вторых ножниц (7), которые размещены перед первым ножницами (9), разделяют на участки (10) полуфабриката, которые выгружают посредством устройства (8) выгрузки, которое находится между вторыми (7) и первыми ножницами (9).
6. Способ по п.5, отличающийся тем, что выгрузку участков (10) полуфабриката посредством устройства (8) выгрузки осуществляют посредством подъема с рольганга (4), транспортировки к штабелеукладчику (23) и опускания.
7. Способ по п.5, отличающийся тем, что участки (10) полуфабриката перед выгрузкой в устройстве (8) выгрузки ускоряют на рольганге (4) с помощью роликов с моторным приводом или ведущих роликов (20).
8. Способ по п.1, отличающийся тем, что бесконечный, отлитый способом непрерывной разливки полуфабрикат (3) после его полной кристаллизации прокатывают начерно в одно- или многоклетьевом черновом прокатном стане без дополнительного нагрева, а именно при нагреве в процессе непрерывной разливки.
9. Способ по п.1, отличающийся тем, что осуществляют снижение скорости транспортировки отлитого способом непрерывной разливки полуфабриката (3) одновременно или непосредственно после возникновения прерывания производства или отрезания участка (21) заготовки первыми ножницами (9).
10. Способ по п.8 или 9, отличающийся тем, что снижение скорости транспортировки полуфабриката (3) достигают путем подъема одной или нескольких клетей чернового прокатного стана (5).
11. Способ по п.9, отличающийся тем, что снижение скорости транспортировки полуфабриката (3) осуществляют путем снижения скорости разливки непрерывно работающей установки (2) непрерывной разливки.
12. Способ по п.1, отличающийся тем, что при запуске совмещенной установки (1) разливки и прокатки в установку (2) непрерывной разливки вводят затравку, которую перемещают совместно с отливаемой заготовкой, а головку затравки с частью бесконечного непрерывно отливаемого полуфабриката (3) отделяют одними из ножниц (7, 9) и удаляют в зоне устройства (8) выгрузки.
13. Способ по п.12, отличающийся тем, что при запуске чернового прокатного стана (5) возникающий на отлитом непрерывным способом полуфабрикате (3) клиновидный участок отрезают вторыми ножницами (7) или разбивают на куски и удаляют в зоне устройства (8) выгрузки.
14. Способ но п.1, отличающийся тем, что перед прокаткой в чистовом прокатном стане (14) температуру неразрезанного полуфабриката (3) устанавливают посредством участка (12) нагрева на температуру прокатки.
15. Совмещенная установка (1) разливки и прокатки для изготовления горячекатаных продуктов из бесконечного, отливаемого способом непрерывной разливки полуфабриката (3), содержащая по меньшей мере установку (2) непрерывной разливки, устройство (6) для разделения и выгрузки, одно- или многоклетьевой чистовой прокатный стан (14), участок (15) охлаждения и устройство (17) накопления, отличающаяся тем, что устройство (6) для разделения и выгрузки включает в себя первые ножницы (9) для отрезания участка заготовки непрерывно изготавливаемого полуфабриката и дробления проходящего полуфабриката на куски скрапа и расположенный за упомянутыми первыми ножницами (9) опускаемый рольганг (18) для выгрузки кусков скрапа, а также подъемное устройство (11) для подъема конца участка (21) заготовки от рольганга (4).
16. Установка по п.15, отличающаяся тем, что перед первыми ножницами (9) расположены вторые ножницы (7) и между вторыми (7) и первыми ножницами (9) расположено устройство (8) выгрузки.
17. Установка по п.15 или 16, отличающаяся тем, что между установкой (2) непрерывной разливки и устройством (6) для разделения и выгрузки расположен одно- или многоклетьевой черновой прокатный стан (5).
18. Установка по п.15, отличающаяся тем, что перед одно- или многоклетьевым чистовым прокатным станом (14) находятся участок (12) нагрева и, при необходимости, примыкающая к нему установка (13) для удаления окалины.
19. Установка по п.15, отличающаяся тем, что подъемное устройство (11) выполнено в виде гидравлически приводимого подъемного рычага (11a).
20. Установка по п.15, отличающаяся тем, что устройству (8) выгрузки сопоставлена замкнутая камера.
21. Установка по п.15, отличающаяся тем, что перед и/или после первых ножниц (9) и/или вторых ножниц (7) расположены ролики с моторным приводом или ведущие ролики (20).
22. Установка по п.15, отличающаяся тем, что первые ножницы (9) выполнены в виде барабанных ножниц.
23. Установка по п.15, отличающаяся тем, что вторые ножницы (7) выполнены в виде маятниковых ножниц.
24. Установка по п.15, отличающаяся тем, что участок (12) нагрева выполнен в виде туннельного участка нагрева с индукционным нагревом.
| Машина для скашивания и измельчения сельскохозяйственных растений | 1946 |
|
SU71272A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| Устройство для автоматического открывания и закрывания отверстия в корпусе взрывозащищенной электрической машины | 1980 |
|
SU860215A2 |
| Способ артродеза тазобедренного сустава | 1976 |
|
SU611610A1 |

