1
Изобретение относится к трикотажной промьшленности, а именно к автоматизации технологического процесса производства сурового трикотажного полотна.
Цель изобретения - расширение технологических возможностей.
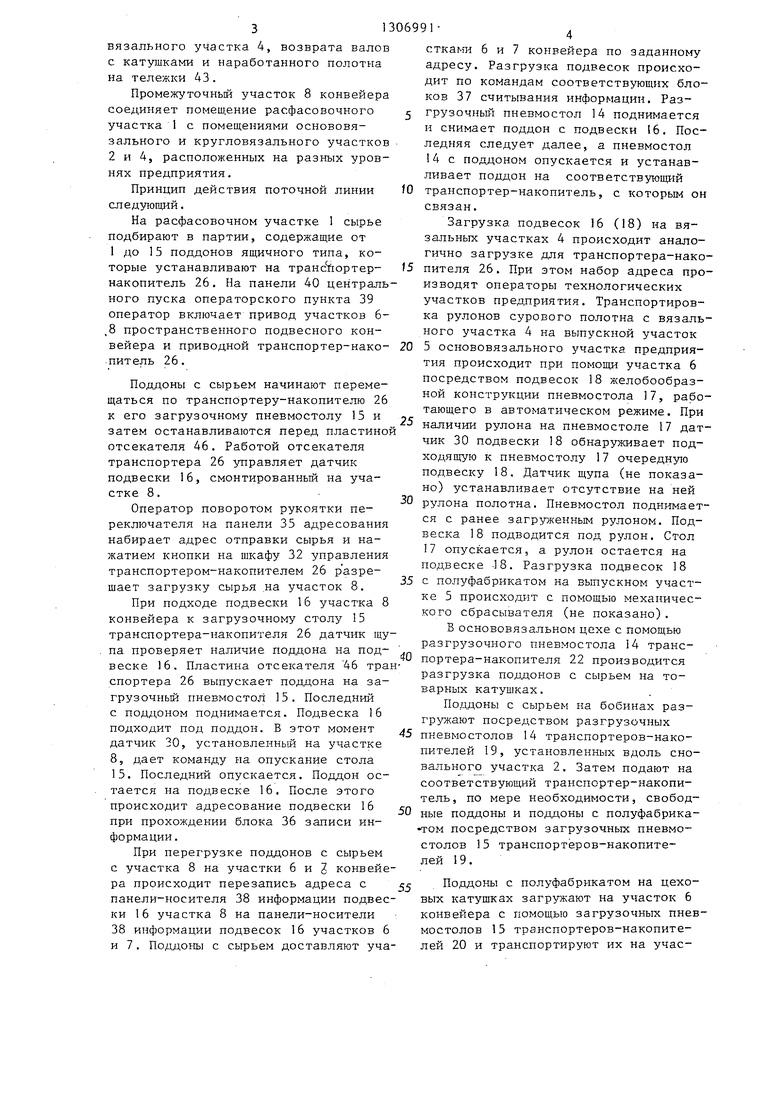
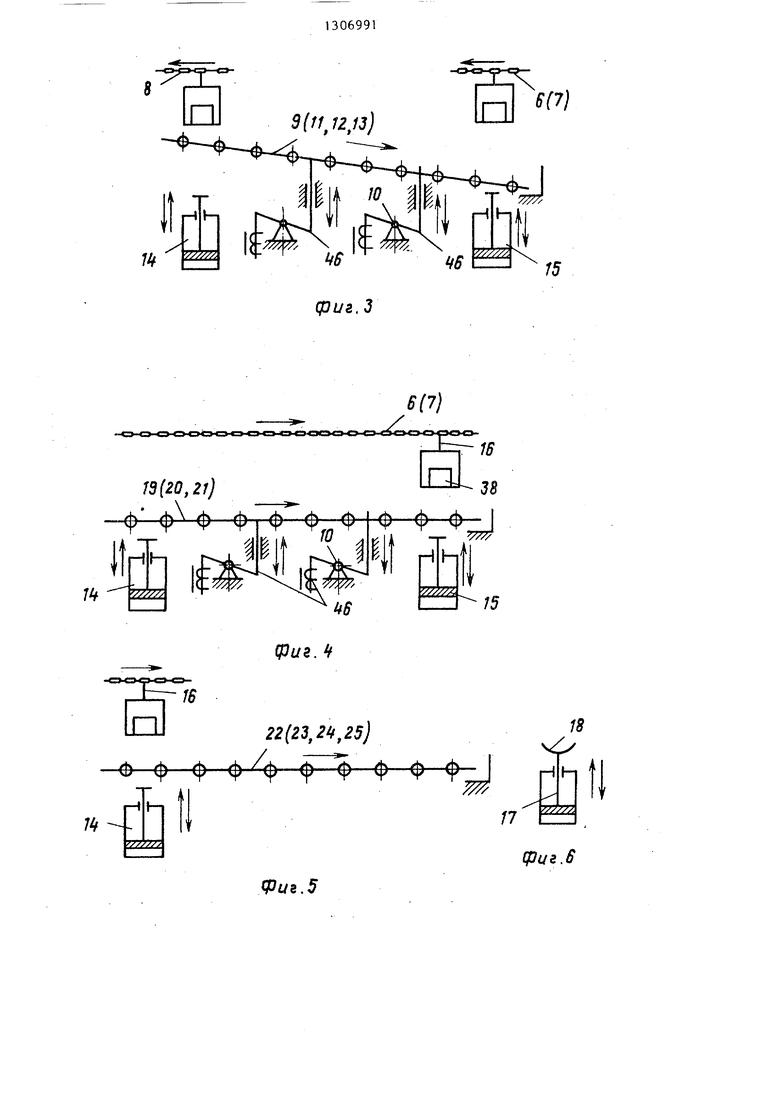
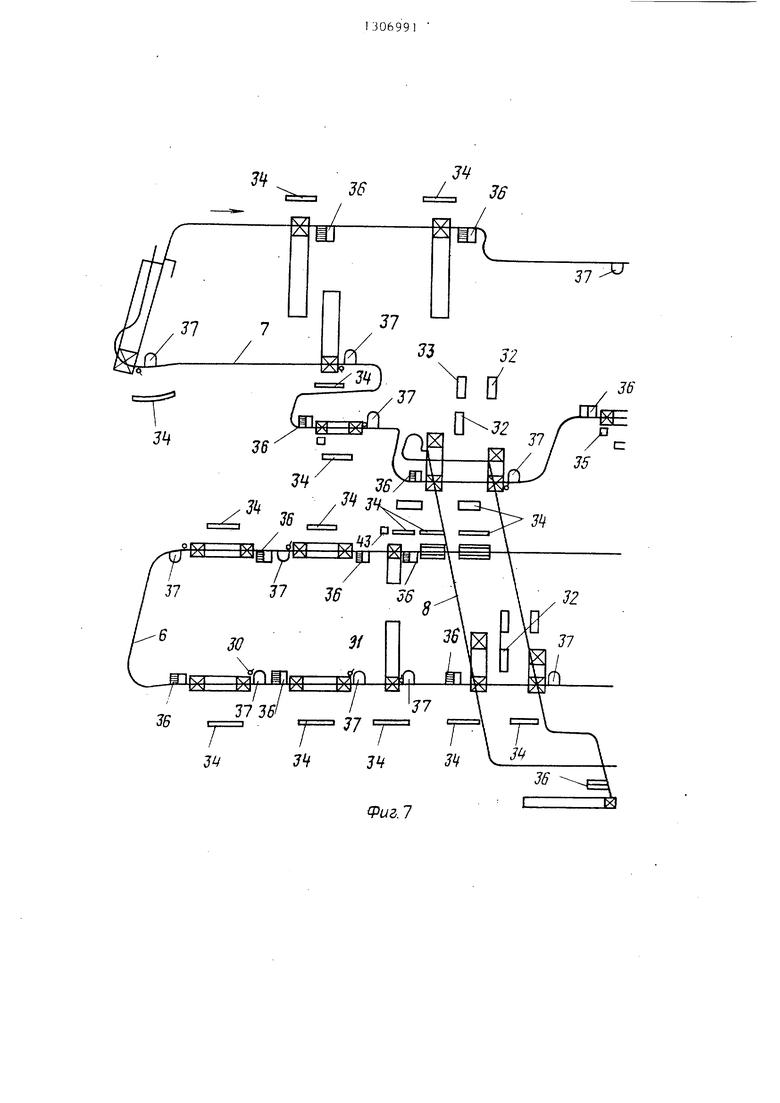
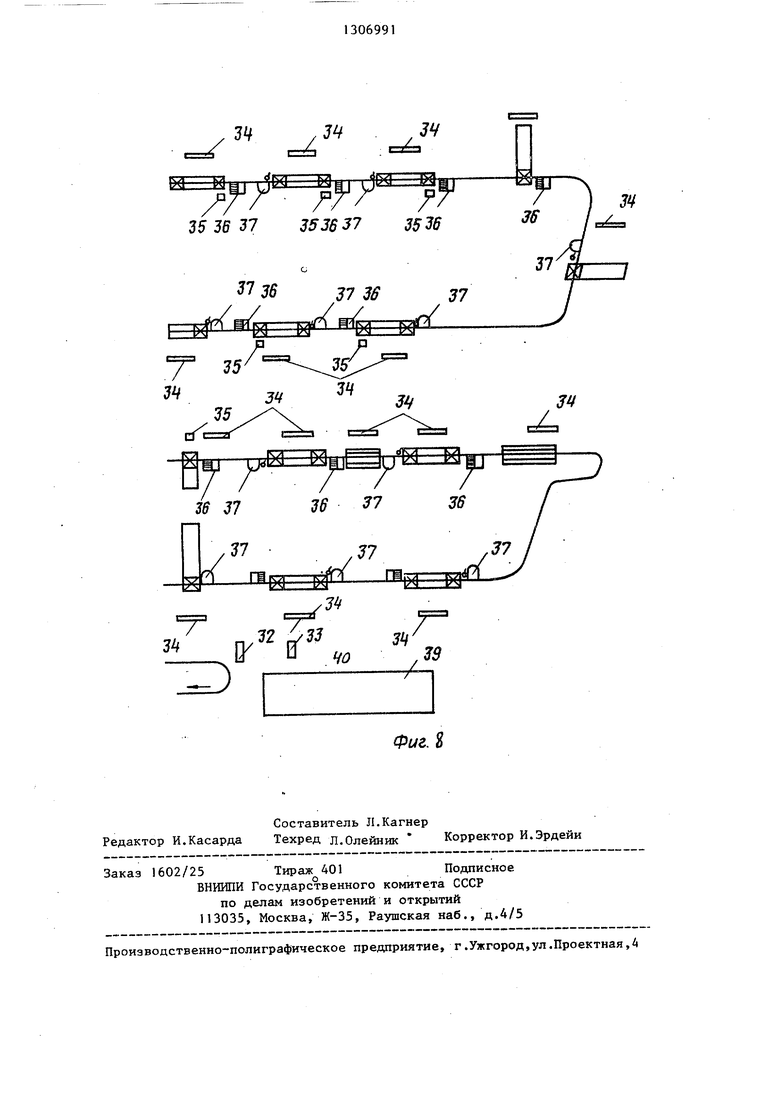
На фиг. изображена поточная линия, общий вид; на фиг,2 - кинематическая схема приводного транспортера-накопителя для накопления и за- грузки сырья на подвесной конвейер; на фиг.З - средство для перегрузки полуфабрикатов или изделий с горизонтальных участков на промежуточный и наоборот; на фиг. 4 - кинематическая схема приводного транспортера-накопителя для разгрузки, накопления и загруйки на горизонтальный участок конвейера; на фиг.З - приводной транспортер-накопитель для разгрузки и накопления; на фиг.6 - кинематическа схема подъемного пневмостола для загрузки рулонов на конвейер; на фиг.7 и 8 - схемы размещения элементов системы управления линией.
Поточная линия для производства трикотажного полотна включает оборудование, расположенное поярусно в соответствии с те хнологическйм процессом и размещенное на расфасовочном участке 1 цокольного этажа предприятия, сновальном или мотальном участках 2 и 3, вязальном участке 4 и выпускном участке 5, и пространственный подвесной конвейер для транспортировки полуфабрикатов и изделий, со держаЕ1лй два горизонтальных участка 6 и 7, расположенных на разных уров- нях в соответствии с расположением оборудования.
Горизонтальные участки 6 и 7 конвейера соединяет для взаимодействия между собой промежуточный участок 8, выполненные в виде автономного ковейера и установленный под углом 30 75 к вертикали.
Поточная линия имеет средство для перегрузки полуфабрикатов или изделий с горизонтальных участков 6 и 7 на промежуточный участок 8 и наоборот, выполненное в виде гравитационного транспортера 9, остов которого установлен с возможностью качания вокруг оси 10, перпендикулярной направлению подачи на него полуфабрикатов или изделий. Аналогичные гравитационные транспортеры 11-13 установлены в
5
0
5
нескольких местах пространственного подвесного конвейера. Гравитационные транспортеры 9, 11, 12 и 13 имеют подъемные пневмостолы 14 и 15 для разгрузки и загрузки поддонов (не показано) , взаимодействующие с подвеской 16 горизонтальных участков 6 и 7 или промежуточного участка 8, и подъемные пневмостолы 17 для загрузки рулонов полотна на горизонтальньм участок 6. Пневмостолы 17 имеют жело- бообразные подвески 18.
Для выполнения погрузочно-разгру- зочных операций с участков 6-8 пространственного подвесного конвейера к оборудованию, размещенного на технологических участках 1-5, и межоперационного накопления линия имеет средство, состоящее из приводных транспортеров-накопителей 19-21 с подъемными пневмостолами (не показано) для разгрузки и загрузки поддонов, тран- спортеров-накопителей 22-25 с. подъемными пневмостолами 14 для разгрузки поддонов и накопления и транспортеров-накопителей 26-29. Все транспортеры-накопители размещены вдоль трассы пространственного подвесного конвейера. Указанные средства электрически связаны с системой управления, в которую входят датчики 30, исполнительные механизмы 31, шкафы 32- 34 для автоматического управления участками 6-8 конвейера и транспортерами-накопителями .
Для адресования полуфабрикатов к оборудованию возле трассы конвейера смонтированы панели 35 адресования для набора адреса, блок 36 записи информации и блОк 37 считывания информации. Подвески 16 и 18 имеют панель-носитель 38 информации. На операторском пункте 39 расфасовочного участка 1 расположена панель 40 для
управления участками 6-8 конвейера. (
0
5
0
0
5
Кроме того, линия имеет расположенные симметрично друг другу, две пары стеллажей 41 для хранения основ, установленных на сновальном участке 2, штабелер 42 для загрузки и разгрузки стеллажей 41, тележки 43 и 44 для транспортировки основ со сновального участка 2 на вязальный участок 4 и возврата валов с катушками в стеллажи 41 и наработанного трикотажного полотна с вязального участка 4 к участкам 6-8 конвейера, и тельфер 45 vlя транспортировки основ вдоль
3вязального участка 4, возврата вало с катушками и наработанного полотна на тележки 43.
ПромежуточньЕЙ участок 8 конвейер соединяет помеш,ение расфасовочного участка 1 с помещениями основовя- зального и кругловязального участко 2 и 4, расположенных на разных уровнях предприятия.
Принцип действия поточной линии следующий.
На расфасовочном участке 1 сырье подбирают в партии, содержащие от 1 до 15 поддонов ящичного типа, которые устанавливают на транс юртер- накопитель 26. На панели 40 централного пуска операторского пункта 39 оператор включает привод участков 6 ,8 пространственного подвесного конвейера и приводной транспортер-накопитель 26.
Поддоны с сырьем начинают перемещаться по транспортеру-накопителю 26 к его загрузочному пневмостолу 15 и затем останавливаются перед пластиной отсекателя 46, Работой отсекателя транспортера 26 управляет датчик подвески 16, смонтированный на участке 8.
Оператор поворотом рукоятки переключателя на панели 35 адресования набирает адрес отправки сырья и нажатием кнопки на шкафу 32 управления транспортером-накопителем 26 разрешает загрузку сырья .на участок 8.
При подходе подвески 16 участка 8 конвейера к загрузочному столу 15 транспортера-накопителя 26 датчик щупа проверяет наличие поддона на под-
веске 16. Пластина отсекателя 46 траспортера 26 выпускает поддона на загрузочный пневмостол 15. Последний с поддоном поднимается. Подвеска 16 подходит под поддон. В этот момент датчик 30, установленный на участке 8, дает команду на опускание стола 15. Последний опускается. Поддон остается на подвеске 16, После этого происходит адресование подвески 16 при прохождении блока 36 записи информации.
При перегрузке поддонов с сырьем с участка 8 на участки 6 и 2 конвейера происходит перезапись адреса с панели-носителя 38 информации подвески 16 участка 8 на панели-носители 38 информации подвесок 16 участков 6 и 7, Поддоны с сырьем доставляют уча
O
0
5
0
5
сткаьги 6 и 7 конвейера по заданному адресу. Разгрузка подвесок происходит по командам соответствующих блоков 37 считывания информации. Разгрузочный пневмостол 14 поднимается и снимает поддон с подвески 16, Последняя следует далее, а пневмостол 14 с поддоном опускается и устанавливает поддон на соответствующей транспортер-накопитель, с которым он связан.
Загрузка подвесок 16 (18) на вязальных участках 4 происходит аналогично загрузке для транспортера-нако5 пителя 26, При этом набор адреса производят операторы технологических участков предприятия. Транспортировка рулонов сурового полотна с вязального участка 4 на выпускной участок 5 основовязального участка предприятия происходит при помощи участка 6 посредством подвесок 18 желобообраз- ной конструкции пневмостола 17, работающего в автоматическом режиме. При наличии рулона на пневмостоле 17 датчик 30 подвески 18 обнаруживает подходящую к пневмостолу 17 очередную подвеску 18. Датчик щупа (не показано) устанавливает отсутствие на ней рулона полотна. Пневмостол поднимается с ранее загруженным рулоном. Подвеска 18 подводится под рулон. Стол 17 опускается, а рулон остается на подвеске -18. Разгрузка подвесок 18 с полуфабрикатом на выпускном участке 5 происходит с помощью механического сбрасывателя (не показано).
В основовязальном цехе с помощью разгрз зочного пневмостола 14 транспортера-накопителя 22 производится разгрузка поддонов с сырьем на товарных катушках.
Поддоны с сырьем на бобинах разгружают посредством разгрузочных пневмостолов 14 транспортеров-накопителей 19, установленных вдоль сно- вального участка 2, Затем подают на соответствующий транспортер-накопитель, по мере необходимости, свобод0 ные поддоны и поддоны с полуфабрика- том посредством загрузочных пневмостолов 15 транспортеров-накопителей 9,
5
Поддоны с полуфабрикатом на цеховых катушках загружают на участок 6 конвейера с помощью загрузочных пневмостолов 15 транспортеров-накопителей 20 и транспортируют их на учас5
ток 2 подготовки основ, где для их разгрузки и накопления установлен транспортер-накопитель 23 с подъемным пневмостолом 14,
На транспортерах-накопителя 22 и 23 катушки с сырьем комплектуют в основы. Затем их устанавливают в стел лажи 41 для хранения основ. Штабелер 42 подает основы на тележки 43, с помощью которых основы транспортируют на вязальный участок 4 в зону действия тельферов 45, Посредством того же транспортного оборудования производят возврат валов в стеллажи 41.
Для загрузки поддонов с цеховыми и товарными катушками на участок 6 конвейера на вязальном участке 4 установлены транспортеры-накопители 27 с загрузочными подъемными пневмосто- лами 15.
10
Свободные поддоны, поддоны с пустыми патронами и товарными катушками транспортируются участком 6 конвейера к транспортеру-накопителю 11, с помощью которого их перегружают на участок 8 конвейера для отправки в помещение расфасовочного участка 1. Поддоны с цеховыми катушками транспортируют участко-м 6 к разгрузочным пневмостолам 14 транспортеров-накопителей 20. Полуфабрикат в виде навязанного сурового полотна с валами подают посредством тельферов 45 и тележек 44 к загрузочным пневмостолам 17, с помощью которых происходит загрузка полуфабриката на участок 6 конвейера.
В кругловязальном цехе предприятия поддоны с сырьем, поступающим на перемотку, разгружают пневмостолами 14 транспортеров-накопителей 24, установленных на мотальном участке 3.
Поддоны с перемотанным сырьем зат гружают на участок 7 с помощью пнев- мостолов 15 транспортеров-накопителей 28, а затем разгружают в зонах вязального участка 4 разгрузочными пневмостолами 14 транспортеров-накопителей 21 и подают на соответствующий транспортер-накопитель.
По мере необходимости поддоны с полуфабрикатом в виде сурового трикотажного полотна загружают на участок 7 с помощью загрузочных пневмо- столов 15 тех же транспортеров-нако1306991 6
пителей. После этого поддоны с полуфабрикатом разгружают на выпускном участке 5 транспортером-накопителем 25 с разгрузочным пневмостолом 14.
С помощью загрузочного пневмосто- ла 15 транспортера-накопителя 29, установленного на выпускном участке 5, производят загрузку пустых поддонов на участок 7 конвейера, которьй транспортирует их до разгрузочных пневмо- столов 14 транспортеров-накопителей 12 и 13 вязального участка 4. Свободные поддоны с пустыми патронами транспортируют участком 7 конвейера до транспортера-накопителя 13, который перегружает их на участок 8 конвейера для отправки в-помещение расфасовочного участка 1.
Использование автоматизированной 20 поточной линии ,ЕЩя производства трикотажного полотна позволяет сократить численность рабочих, занятых на вспомогательных и транспортных операциях, улучшить применение производственной площади предприятия, а также создает условия дпя получения объективной и своевременной информации о перемещении поддонов с сырьем и полуфабрикатом при внедрении АСУП.
}5
25
40
30
Формула изобретения
Поточная линия для производства трикотажного полотна, включающая обо35 рудование, расположенное поярусно в соответствии с технологическим процессом, и пространственньй подвесной конвейер-для транспортировки полуфабрикатов и изделий, содержащий два горизонтальных участка, расположенных на разных уровнях в соответствии с расположением оборудования, и соединяющий их промежуточный участок, о т- л и ч ающа яс я тем, что, с целью расширения технологических возможностей, промежуточный участок выполнен в виде автономного конвейера, а поточная линия имеет средство для перегрузки полуфабрикатов или изде ЛИЙ с горизонтальных участков на промежуточный и наоборот, выполненное в виде гравитационного транспортера, остов которого установлен с возможностью качания вокруг оси, перпен дикулярной направлению подачи на него полуфабрикатов или изделий.
45
Использование автоматизированной поточной линии ,ЕЩя производства трикотажного полотна позволяет сократить численность рабочих, занятых на вспомогательных и транспортных операциях, улучшить применение производственной площади предприятия, а также создает условия дпя получения объективной и своевременной информации о перемещении поддонов с сырьем и полуфабрикатом при внедрении АСУП.
Формула изобретения
Поточная линия для производства трикотажного полотна, включающая оборудование, расположенное поярусно в соответствии с технологическим процессом, и пространственньй подвесной конвейер-для транспортировки полуфабрикатов и изделий, содержащий два горизонтальных участка, расположенных на разных уровнях в соответствии с расположением оборудования, и соединяющий их промежуточный участок, о т- л и ч ающа яс я тем, что, с целью расширения технологических возможностей, промежуточный участок выполнен в виде автономного конвейера, а поточная линия имеет средство для перегрузки полуфабрикатов или издеЛИЙ с горизонтальных участков на промежуточный и наоборот, выполненное в виде гравитационного транспортера, остов которого установлен с возможностью качания вокруг оси, перпендикулярной направлению подачи на него полуфабрикатов или изделий.
1306991
2i J 21 281213 OO OOOOO
OOOOOOOO 00000 OOOOOOOOOOO
2
rdooo 2f opoo
H
s
I loi-bcj r N . .ИГЯ тг.1 v ;-i-i
ooqoooqoc5poo 38
7 nn/nV Q
/ у f/ /
OOOpQOO OOOOO - 75
20 17 W ц 27 17
-y JflJDDloDISoDljoDID 5--M
DQDDDa 00
DD no DO DD
П DD DD DD
19
I / Ш Ш
22 « « 9,f
,DD
Й/г./
f
1
ooqoooqoc5poo 38
nn/nV Q
OOOpQOO OOOOO - 75
/7//5; /V 4 fDaDDQ/DD/faatfClD
DD/DD DDDU QD/DQ DD/77 5an an aa aa an DDDD DDDD D
Jff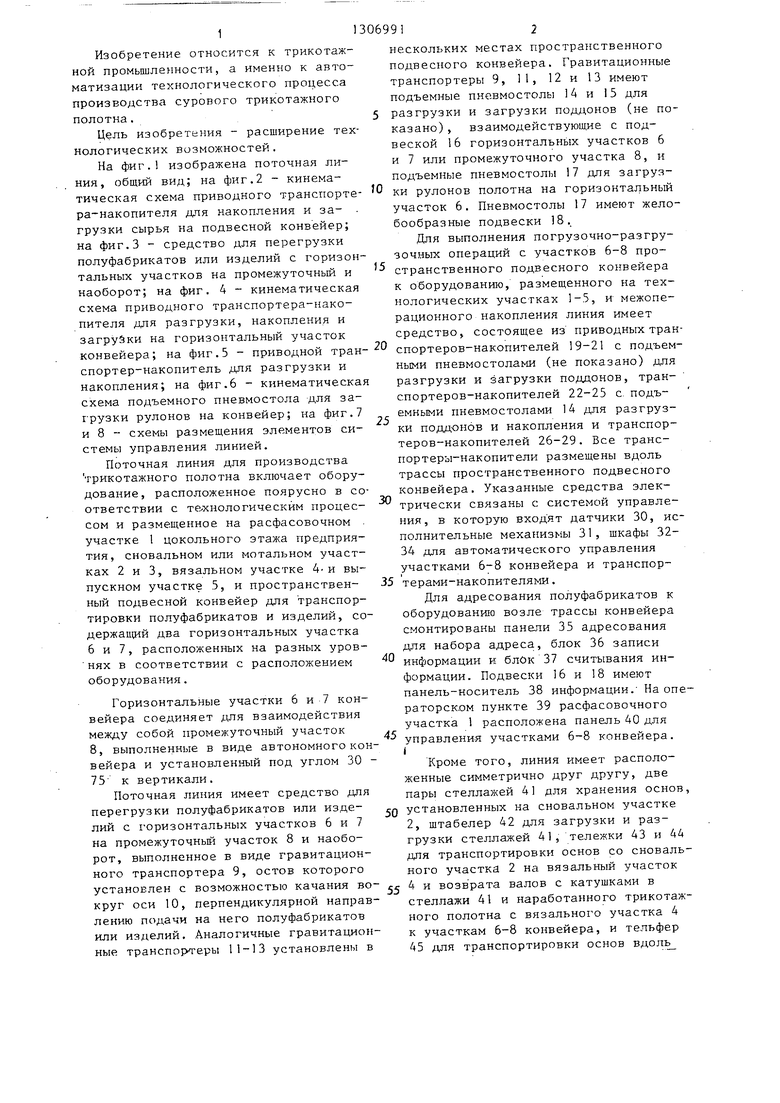
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| Линия для производства суровых чулок | 1977 |
|
SU735684A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ЛИНИЯ НАБОРА НОСЫЛОВ ПЕЧАТИ В ГАЗЕТНО- ЖУРНАЛЬНЫХ ЭКСПЕДИЦИЯХ | 1972 |
|
SU341540A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| УСТАНОВКА ДЛЯ ВЫПЛАВКИ МОДЕЛЬНОГО СОСТАВА И ОБЖИГА ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2305020C2 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| Поточно-механизированная линия очистки и зачистки отливок | 1987 |
|
SU1489923A1 |
Изобретение относится к трикотажной промышленности, касается автоматизации технологического процесса производства сурового трикотажного полотна и позволяет расширить технологические возможности поточной линии. Согласно изобретению, поточная линия для производства трикотажного полотна включает два горизонтальных участка. Промежуточный участок, соединяющий между собой горизонтальные участки, представляет собой автономный конвейер. Для перегрузки с горизонтальных участков на промежуточный и наоборот используется гравитационный транспортер остов которого установлен с возможностью качания вокруг оси, перпендикулярной направлению подачи на него изделий. 7 ил. i СЛ СлЭ О О5 СО со
8(67)
J5
(pU2,Z
х
3(ff,J2,13)
о-сэX
П
5(7)
(риг.З
(Риг.
П
22(23,)
Л
7
fpus.5
18
П
фиг.6
6
J
Фиг.7
3736
37 36
|ЖГ.
W J7д6 -зг
J7
J2
7-;
40
Составитель Л.Кагнер Редактор И.Касарда Техред л.Олейник Корректор И.Эрдейи
1602/25
Подписное
Тираж 401 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород,ул.Проектная,А
зц
Г
/
J9
ФигЛ
Подписное
СССР
| Шалов ЖИ | |||
| Проектирование трикотажных фабрик | |||
| М | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
