Изобретение относится к черной металлургии, конкретно к производству холоднокатаной электротехнической изотропной стали, используемой для изготовления магнитопроводов электрических машин (электродвигателей, генераторов, дросселей и т.п.).
К качеству такой стали, кроме определенного уровня магнитных и механических свойств, предъявляется ряд других требований, среди которых следует выделить плоскостность готовых полос. Волнистость и коробоватость полос готовой электротехнической изотропной стали оказывает негативное влияние на плоскостность пластин магнитопроводов после их штамповки, что влияет на качество их пакетирования, так как из-за недостаточно плоских пластин не может быть собран плотный магнитопровод. При этом повышается трудоемкость изготовления позиций магнитопроводов и сборки, что приводит к снижению коэффициента заполнения (К), являющегося важной характеристикой, определяющей наряду с магнитными свойствами стали уровень технико-экономических показателей магнитопроводов электрических машин. Снижение коэффициента заполнения на 1% приводит к повышению удельных магнитных потерь на 3% и снижению магнитной индукции на 2%. Лучшие электротехнические изотропные стали имеют коэффициент заполнения, равный 0,97-0,98.
Известны различные способы производства холоднокатаной электротехнической изотропной стали. Большинство их включает выплавку, разливку, горячую прокатку, отжиг горячекатаной полосы или без него, холодную прокатку и заключительный рекристаллизационный отжиг. Рекристаллизационный отжиг холоднокатаных полос является одним из основных процессов в технологии производства электротехнической изотропной стали, поскольку оказывает влияние не только на формирование магнитных и механических свойств, но и на распределение остаточных внутренних напряжений в готовых полосах, определяющих их плоскостность. Поэтому оптимизация режима рекристаллизационного отжига холоднокатаной стали является весьма важной задачей.
Известен способ производства холоднокатаной электротехнической изотропной стали, приведенный в патенте Японии №60-73303, C21D 8/12 от 15.10.1986 г.
Способ предусматривает горячую прокатку стальных слябов с содержанием углерода менее 0,05%; кремния 2,5-4,0% и алюминия менее 1,5%. Затем горячекатаную полосу отжигают, подвергают холодной прокатке на готовую толщину и проводят заключительный отжиг. При этом заключительный отжиг проводят по режиму: выдержка полосы в течение 5-60 сек при температуре 950-1100°C, снижение температуры до 800-950°C и выдержка при ней в течение 10-120 сек, затем замедленное охлаждение полосы со скоростью не более 100°C/мин.
Недостатком данного способа является то, что при заключительном отжиге холоднокатаных полос не регламентируется скорость охлаждения полосы между двумя выдержками. Неконтролируемое снижение температуры полосы с температуры выдержки до температуры 768°C≤Тп≤820°C приводит к формированию дополнительных неравномерно распределенных по сечению полосы внутренних напряжений, что, в свою очередь, обуславливает ухудшение плоскостности стали при последующем магнитном превращении металла в критической точке Ar2 (точка Кюри - 768°C).
Технической задачей, на решение которой направлено изобретение, является улучшение качественных характеристик холоднокатаной электротехнической изотропной стали, а именно снижение неплоскостности и увеличение коэффициента заполнения электротехнической изотропной стали. Для решения поставленной задачи в предлагаемом способе производства холоднокатаной электротехнической изотропной стали охлаждение полос, содержащих, мас.%: углерода не более 0,010; кремния 1,2-3,5; алюминия не более 1,6; марганца не более 0,50; фосфора не более 0,14; серы не более 0,010; железо и неизбежные примеси остальное и прошедших выплавку, разливку стали, горячую прокатку, нормализационный отжиг горячекатаных полос или без него, травление горячекатаных полос, холодную прокатку, рекристаллизационный отжиг холоднокатаных полос при температуре выдержки 930-1080°C, осуществляют в две стадии:
- на первой стадии производят замедленное охлаждение со скоростью 0,2 - 4°C/сек с температуры выдержки до температуры Ar2≤Тп≤820°C;
- на второй стадии производят ускоренное охлаждение со скоростью 5-17°C/сек, где:
Ar2=768 - точка Кюри, температура магнитного превращения стали, °C;
Тп - температура охлаждения полосы на первой стадии, °C.
Для улучшения плоскостности и увеличения коэффициента заполнения холоднокатаной электротехнической изотропной стали необходимым условием является снижение внутренних напряжений в готовых полосах после рекристаллизационного отжига.
При охлаждении холоднокатаной стали с температуры выдержки 930-1080°C и прохождении критической точки Ar2 происходит магнитное превращение в металле. Сталь из парамагнитного состояния переходит в ферромагнитное, при этом изменяется взаимодействие магнитных моментов электронов, которое влияет на межатомные расстояния, что приводит к изменению линейных размеров полосы, к возникновению дополнительных внутренних напряжений в металле и, как следствие, к повышению неплоскостности готовых полос и уменьшению коэффициента заполнения электротехнической изотропной стали. Изменение линейных размеров зависит определенным образом от кристаллографических направлений текстуры стали, формирующихся в процессе отжига при охлаждении металла. При увеличении доли ориентировок легкого намагничивания кубических составляющих текстуры (100), (310) и снижении доли ориентировки трудного намагничивания (111) величина изменения линейного размера уменьшается, что приводит к снижению внутренних напряжений в стали.
Результаты проведенных исследований позволяют утверждать, что для снижения внутренних напряжений в готовой электротехнической изотропной стали, охлаждение полос после выдержки при температуре Тп=930-1080°C необходимо производить в две стадии, при этом на первой стадии производят замедленное охлаждение полосы со скоростью 0,2-4°C/сек до температуры Ar2≤Тп≤820°C, а на второй стадии применяется ускоренное охлаждение со скоростью 5-17°C/сек. Опытная обработка холоднокатаной стали, проведенная по такой схеме, позволяет увеличить долю ориентировок легкого намагничивания (100), (310) при снижении доли ориентировки трудного намагничивания (111) в текстуре стали на 25-30%, что обуславливает снижение внутренних напряжений в металле и улучшение плоскостности готовых полос.
Граничные условия по температурным и скоростным параметрам охлаждения полос установлены на основании проведенных лабораторных и промышленных опытов. Замедленное охлаждение полосы на первой стадии до температуры выше 820°C приводит к повышению внутренних напряжений в металле вследствие снижения доли ориентировок легкого намагничивания (100), (310) в текстуре стали, а охлаждение полосы до температуры ниже Ar2 (768°C) на первой стадии приводит к увеличению затрат на производство. Диапазон значений скорости охлаждения на первой стадии выбран равным 0,2-4°C/сек. Нижний предел обусловлен увеличением затрат на производство стали при снижении скорости охлаждения на первой стадии менее 0,2°C/сек, верхний предел - повышением внутренних напряжений в стали, вследствие снижения доли ориентировок легкого намагничивания (100), (310) в текстуре металла при увеличении скорости охлаждения полосы более 4°C/сек на первой стадии. Диапазон значений скорости охлаждения на второй стадии установлен равным 5-17°C/сек. Нижний предел обусловлен увеличением затрат на производство стали при снижении скорости охлаждения полосы на второй стадии менее 5°C/сек, верхний предел - повышением неравномерности охлаждения полос по ширине при увеличении скорости охлаждения металла более 17°C/сек на второй стадии, что ухудшает качество готовой стали.
Анализ патентной литературы показывает отсутствие совпадения отличительных признаков заявленного способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявленного технического решения критерию «изобретательский уровень».
Использование изобретения позволяет улучшить качественные характеристики готовой холоднокатаной электротехнической изотропной стали, в том числе снизить неплоскостность полос (h - высоту волны по кромкам полос) на 2-4 мм и повысить коэффициент заполнения (K) на 2-3%.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Пример
Выплавляли электротехническую изотропную сталь с содержанием углерода 0,006%; кремния 2,95%; алюминия 0,60%; марганца 0,25%; фосфора 0,02%; серы 0,004%; железо и неизбежные примеси остальное. Сталь разливали в слябы, и производили горячую прокатку на толщину 2,0 мм. Горячекатаную полосу подвергали нормализационному отжигу, затем травлению и холодной прокатке на толщину 0,50 мм. Холоднокатаную полосу подвергали рекристаллизационной термообработке в агрегате непрерывного отжига при температуре выдержки 1050°C. Охлаждение после выдержки стали осуществляли в две стадии:
- на первой стадии со скоростью 0,7°C/сек производили замедленное охлаждение полосы с температуры выдержки 1050°C до температуры 800°C;
- на второй стадии охлаждение полосы производили со скоростью 8,9°C/сек. После термической обработки холоднокатаной электротехнической изотропной стали производили замеры неплоскостности h (мм), высоту волны по кромкам готовых полос в соответствии с требованиями ГОСТ 26877-91. Для оценки коэффициента заполнения (K) готовых полос электротехнической изотропной стали производили отбор эпштейновских образцов в соответствии с требованиями ГОСТ 21427.2-83.
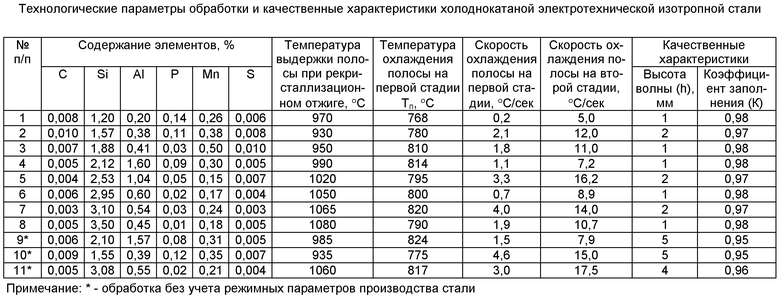
Варианты реализации способа производства холоднокатаной электротехнической изотропной стали с улучшенной плоскостностью при различных параметрах охлаждения полос и их количественные оценки приведены в таблице.
Исходя из представленных в таблице результатов можно сделать вывод, что использование предлагаемого способа позволяет улучшить качественные характеристики готовой холоднокатаной электротехнической изотропной стали, в том числе снизить неплоскостность полос (h - высоту волны по кромкам полос) на 2-4 мм и повысить коэффициент заполнения (K) на 2-3%.
Следовательно, задача, на решение которой направлено техническое решение, выполняется, при этом достигается получение вышеуказанного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями | 2018 |
|
RU2693277C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ С ВЫСОКИМ КОМПЛЕКСОМ МАГНИТНЫХ СВОЙСТВ | 2014 |
|
RU2574613C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2427654C1 |
| Способ производства высоколегированной холоднокатаной электротехнической изотропной стали | 2021 |
|
RU2779122C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2009 |
|
RU2413008C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2155234C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПОВЫШЕННОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2004 |
|
RU2266340C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2521921C1 |
| Способ производства электротехнической изотропной стали | 2021 |
|
RU2775241C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2085598C1 |
Изобретение относится к области черной металлургии, конкретно к холоднокатаной электротехнической изотропной стали, используемой для изготовления магнитопроводов электрических машин. Для улучшения качественных характеристик холоднокатаной стали при снижении неплоскостности и увеличении коэффициента заполнения готовых полос способ включает выплавку стали, содержащей, мас.%: не более 0,010 углерода, 1,2-3,5 кремния, не более 1,6 алюминия, не более 0,50 марганца, не более 0,14 фосфора, не более 0,01 серы, остальное железо и неизбежные примеси, разливку, горячую прокатку, при необходимости нормализационный отжиг горячекатаных полос, травление горячекатаных полос, холодную прокатку, рекристаллизационный отжиг холоднокатаных полос при температуре выдержки 930-1080°C. Охлаждение полос после рекристаллизационного отжига осуществляют в две стадии, при этом на первой стадии производят замедленное охлаждение со скоростью 0,2-4°C/сек с температуры выдержки до температуры Ar2≤Тп≤820°C, а на второй стадии производят ускоренное охлаждение со скоростью 5-17°С/сек, где: Ar2=768 - точка Кюри, температура магнитного превращения стали, °C; Тп - температура охлаждения полосы па первой стадии, °С. 1 табл.,1 пр.
Способ производства холоднокатаной электротехнической изотропной стали с улучшенной плоскостностью, включающий выплавку стали, разливку стали, горячую прокатку, при необходимости нормализационный отжиг горячекатаных полос, травление, холодную прокатку, рекристаллизационный отжиг холоднокатаных полос при температуре выдержки 930-1080°C и охлаждение полос, отличающийся тем, что выплавляют сталь, содержащую, мас.%:
а охлаждение осуществляют в две стадии, при этом на первой стадии производят замедленное охлаждение со скоростью 0,2-4°С/с с температуры выдержки до температуры Ar2≤Тп≤820°C, а на второй стадии производят ускоренное охлаждение со скоростью 5-17°C/с, где Ar2=768 - точка Кюри, температура магнитного превращения стали, °C, а Тп - температура охлаждения полосы на первой стадии, °С.
| СПОСОБ ТЕРМООБРАБОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2082770C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2155233C1 |
| Способ получения изотропной электро-ТЕХНичЕСКОй СТАли | 1979 |
|
SU840157A1 |
| Загрузочно-транспортное устройство | 1977 |
|
SU655509A1 |
| CN 101041222 A, 26.09.2007. | |||

