Изобретение относится к металлорежущим станкам, а конкретнее - к устройствам для загрузки деталей на позицию обработки с ориентированием на транспортере,и может быть использовано при многопроходном протягивании отверстий не круглой формы, преимущественно не имеющих центральной симметрии.
Известно загрузочно-транспортное устройство, содержащее накопитель в виде штыревого магазина, ориентирующее устройство в виде подвижного в осевом направлении ориентатора, расположенного соосно щтырю магазина и щагового транспортера с щарнирно установленными собачками 1.
Недостатком этого устройства является то, что оно не обеспечивает загрузки детали на позицию обработки с ориентацией по контуру некруглого, например шлицевого, отверстия. Это не позволяет выполнять автоматическую обработку таких отверстий протяжками в несколько проходов.
Цель изобретения - повыщение производительности устройства с сохранением ориентации детали при транспортировке.
С этой целью собачки выполнены Г-образными, а на ориентаторе со стороны собачки выполнена лыска, причем собачка установлена с возможностью сопряжения с лыской ориентатора и имеет в поперечном сечении форму, зеркально-симметричную поперечному сечению ориентатора.
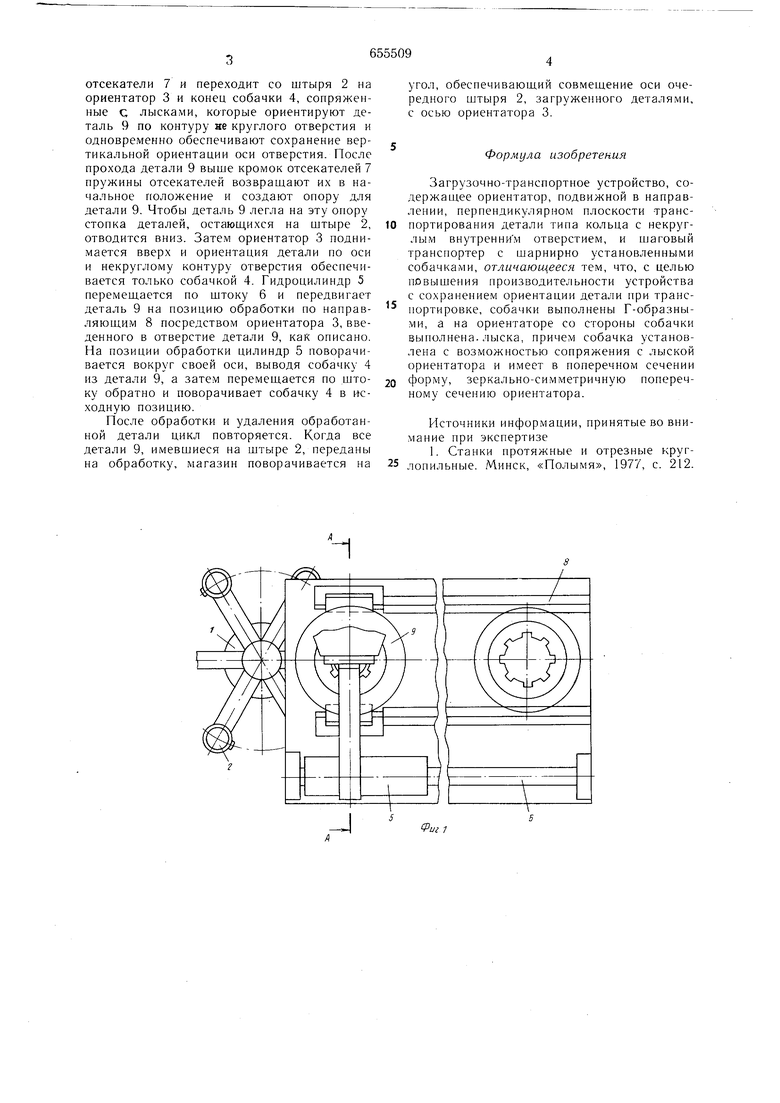
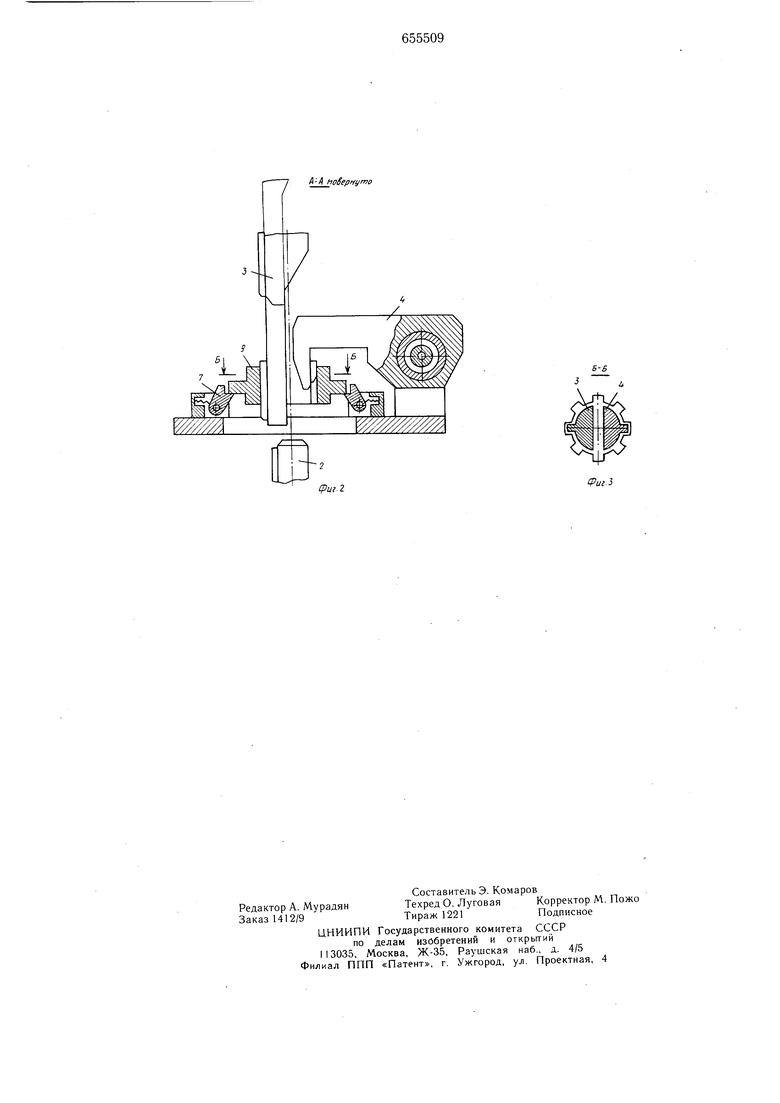
На фиг. 1 показано загрузочное устройство в плане; на фиг. 2 - разрез А-у фиг. 1; на фиг. 3 -- разрез Б-Б фиг. 2.
Загрузочное устройство содержит накопитель 1 в виде поворотного магазина со штырями 2, ориентатора 3, установленного соосно щтырю 2 подвижного в вертикальном направлении щагового транспортера с собачками 4, закрепленными на гидроцилиндре 5 с неподвижным штоком 6, отсекателей 7, выполненных подпружиненными, направляющих 8 для транспортируемой детали 9.
Описанное устройство работает следующим образом.
Стопка деталей 9, надетых на штырь 2 магазина, перемепхается по штырю 2 вверх посредством механизма, не показанного на чертеже. Верхняя деталь стопки отклоняет
отсекатели 7 и переходит со штыря 2 на ориентатор 3 и конец собачки 4, сопряженные с лысками, которые ориентируют деталь 9 по контуру не круглого отверстия и одновременно обеспечивают сохранение вертикальной ориентации оси отверстия. После прохода детали 9 выше кромок отсекателей 7 пружины отсекателей возвращают их в начальное положение и создают опору для детали 9. Чтобы деталь 9 легла на эту опору стопка деталей, остающихся на штыре 2, отводится вниз. Затем ориентатор 3 поднимается вверх и ориентация детали по оси и некруглому контуру отверстия обеспечивается только собачкой 4. Гидроцилиндр 5 перемешается по штоку 6 и передвигает деталь 9 на позицию обработки по направляющим 8 посредством ориентатора 3, введенного в отверстие детали 9, как описано. На позиции обработки цилиндр 5 поворачивается вокруг своей оси, выводя собачку 4 из детали 9, а затем перемешается по штоку обратно и поворачивает собачку 4 в исходную позицию.
После обработки и удаления обработанной детали цикл повторяется. Когда все детали 9, имевшиеся на штыре 2, переданы на обработку, магазин поворачивается на
угол, обеспечивающий совмещение оси очередного штыря 2, загруженного деталями, с осью ориентатора 3.
Формула изобретения
Загрузочно-транспортное устройство, содержащее ориентатор, подвижной в направлении, перпендикулярном плоскости транспортирования детали типа кольца с некруглы.м внутренни.м отверстием, и шаговый транспортер с щарнирно установленными собачками, отличающееся тем, что, с целью повышения производительности устройства с сохранением ориентации детали при транспортировке, собачки выполнены Г-образными, а на ориентаторе со стороны собачки выполнена, лыска, причем собачка установлена с возможностью сопряжения с лыской ориентатора и имеет в поперечном сечении
форму, зеркально-симметричную поперечному сечению ориентатора.
Источники информации, принятые во внимание при экспертизе
1. Станки протяжные и отрезные круглопильные. Минск, «Полымя, 1977, с. 212.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочный ротор | 1991 |
|
SU1816642A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автоматическая сборочная линия спутникового типа | 1988 |
|
SU1625558A1 |
| Автомат для обработки и контроля деталей | 1988 |
|
SU1609539A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Сборочный пресс | 1975 |
|
SU596408A1 |
| СТАНОК ДЛЯ ЗАБИВАНИЯ ГРЕБЕННЫХ ИГЛ В ИГЛОНАБОРНЫЁ ПЛАНКИ | 1970 |
|
SU278483A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
40w7
- hoSep y o
S-5
Фи1
