Изобретение относится к сварочному производству, в частности к способам многослойной наплавки, и может быть использовано для оперативного управления режимами процесса многослойной наплавки сталей и сплавов широкого диапазона составов для получения качественного формирования получаемых изделий.
В процессе многослойной наплавки необходимо определить параметры теплового воздействия, необходимые для обеспечения устойчивого формирования выращиваемого изделия, для чего в большинстве случаев используют математическое моделирование тепловых процессов. Поперечные размеры и форма валика, протекающие металлургические процессы и формируемая структура материала зависят от многих факторов, большая часть которых не поддается контролю. Все перечисленные характеристики наплавляемого слоя напрямую связаны с функциями, характеризующими тепломассоперенос, - векторным полем скоростей и скалярными полями температуры, давления и плотности. При этом возникает сложность, связанная с тем, что условия теплоотвода при синтезе изделия являются переменными для каждого участка и слоя, что обуславливает необходимость варьирования режима в процессе выращивания во избежание заданной геометрии наплавляемого изделия. Для прогнозирования результата применяют многовариантное моделирование. Данная методика позволяет получить набор частных решений. Даже при условии решения только тепловой задачи и простой геометрии, такое многовариантное моделирование достаточно затратно, требует много времени, и его использование должно быть сведено к минимуму.
Известен способ моделирования формы валика для дуговой сварки, который включает: расчет теплопроводности для определения формы валика; выполнение моделирования, соответствующего типу источника сварочного тока, используемого в процессе дуговой сварки; расчет подводимого тепла от электрической дуги к ванне расплавленного металла с помощью модели источника тепла; расчет формы ванны расплавленного металла с помощью модели ванны расплавленного металла и расчета теплопроводности в соответствии с подводимой теплотой для прогнозирования формы валика; модулирование источника сварочного тока с помощью модуля источника сварочного тока, который выводит переходный сварочный ток на модель источника тепла. Кроме того, модель источника тепла содержит: элемент моделирования нагрузки электрической дуги, который модулирует нагрузку электрической дуги и принимает входной сварочный ток, принимает выходное сварочное напряжение в качестве выходного сигнала; переходное сварочное напряжение вводится в модуль источника сварочного тока в качестве сигнала обратной связи, при этом подводимая теплота вычисляется в соответствии с переходным сварочным током и переходным сварочным напряжением (патент Китая CN 101249581 B от 23.05.2012).
Известен способ определения угла скоса кромок при сварке в узкую разделку с использованием математической модели, которая накладывает тепловую нагрузку на ванну расплавленного металла и на стенки скоса. В соответствии с изобретением математическую модель подводимой теплоты от источника тепла определяют для оптимизации угла скоса кромок, необходимого для получения сварного соединения встык между двумя заготовками, расположенными вплотную. Вышеупомянутая модель прогнозирует тепловую нагрузку на ванну расплавленного металла и тепловую нагрузку на стенки скоса, например, объемный источник тепла, который вводится в ванну расплавленного металла и к которому добавляется тепловая нагрузка, которая учитывает эффекты ограничения скоса (WO 2006061536 A1 от 15.06.2006)
Оба известных способа используют математическое моделирование и численное решение тепловой задачи для последующего управления процессом, но не могут быть применены для управления многослойной наплавкой изделий сложной геометрии, в процессе которой существует необходимость изменять мощность сварочного источника по времени. Известные способы не позволяют использовать полученные требуемые значения мощности теплового источника в зависимости от времени при программном управлении процессом наплавки натурного изделия, в результате чего невозможно динамическое управление параметрами режима наплавки для поддержания размеров ванны расплавленного металла на заданном уровне и обеспечения постоянства размера наплавленных валиков.
Наиболее близким по технической сущности является способ контроля и управления областью сварки в процессе сварки, который включает освещение области сварки ультрафиолетовым излучением; воспроизведение области сварки с помощью устройства воспроизведения; фильтрование излучения от области сварки в направлении к устройству воспроизведения, причем указанная фильтрация выполняется с использованием полосового фильтра вокруг заданной длины волны ультрафиолета; обработку изображения, полученного устройством воспроизведения с помощью компьютерного устройства; динамический контроль параметров режима наплавки для поддержания размеров ванны расплавленного металла на заданном уровне и обеспечения постоянства размера наплавленных валиков, управление одним или несколькими параметрами сварки и/или положением сварочной горелки на основе информации из изображения с возможностью измерения ширины сварного шва. Указанный способ использует устройство, которое включает в себя устройство воспроизведения области сварки, по меньшей мере одно распознающее устройство, расположенное перед или в устройстве воспроизведения, и устройство освещения области сварки ультрафиолетовым излучением заданной длины волны ультрафиолета.
Распознающее устройство состоит из полосового фильтра, который приспособлен для фильтрации по длине волны в диапазоне длин волн ультрафиолета. Устройство управления процессом сварки также содержит компьютерное устройство для обработки изображения, полученного с помощью устройства воспроизведения, и устройство для управления одним или несколькими параметрами сварки и/или положением сварочной головки сварочного средства на основе информации из изображения, полученного с помощью устройства воспроизведения (патент США US 7766213 B2 от 03.08.2010). Данный способ принят в качестве прототипа.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения: динамическое управление параметрами режима наплавки для поддержания размеров ванны расплавленного металла на заданном уровне и обеспечения постоянства размера наплавленных валиков.
Недостатком известного способа, принятого за прототип, является то, что использование методов регистрации видеоизображения для оперативного контроля и управления процессом послойного синтеза сопряжено с рядом трудностей. При управлении процессами дуговой и плазменной наплавки крайне сложно обеспечить получение измерительного видеосигнала с достаточным качеством. При использовании приемников видеоизображения возникают трудности с обеспечением корректного учета величины коэффициента черноты поверхности изделия. Проблемой является, также, запыление оптики, фоновое излучение от плазмы в зоне обработки. Перечисленные трудности приводят к тому, что невозможно обеспечить оптимальные термические циклы и реализовать наплавку со стабильными геометрическими размерами наплавленных изделий.
Задачей изобретения является обеспечение оптимальных термических циклов, исключающих перегрев металла и обеспечивающих наилучшую структуру наплавленного материала, минимальную пористость и высокие механические характеристики, позволяющих реализовать наплавку со стабильными геометрическими размерами наплавленных изделий.
Поставленная задача была решена за счет того, что в известном способе управления процессом наплавки, включающем динамическое управление параметрами режима наплавки для поддержания размеров ванны расплавленного металла на заданном уровне и обеспечения постоянства размера наплавленных валиков, согласно изобретению в процессе наплавки используют метод оперативного управления в алгоритме численной реализации решения тепловой задачи, для этого осуществляют численное моделирование требуемых значений мощности теплового источника в зависимости от времени, определяют тепловые поля в выращиваемом изделии в каждый момент времени моделируемой наплавки, затем сравнивают величину контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла, в каждый момент времени в алгоритме численной реализации решения нестационарной тепловой задачи используют метод оперативного управления для осуществления корректировки значения мощности теплового источника для минимизации величины рассогласования величины контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла, далее полученные требуемые значения мощности теплового источника в зависимости от времени используют при программном управлении процессом наплавки натурного изделия.
В качестве контролируемого параметра используют температурные или геометрические характеристики ванны расплавленного металла.
Признаки заявляемого технического решения, отличительные от прототипа, - в процессе наплавки используют метод оперативного управления в алгоритме численной реализации решения тепловой задачи, для этого осуществляют численное моделирование требуемых значений мощности теплового источника в зависимости от времени; определяют тепловые поля в выращиваемом изделии в каждый момент времени моделируемой наплавки; сравнивают величину контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла; в каждый момент времени в алгоритме численной реализации решения нестационарной тепловой задачи используют метод оперативного управления для осуществления корректировки значения мощности теплового источника для минимизации величины рассогласования величины контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла; используют полученные требуемые значения мощности теплового источника в зависимости от времени при программном управлении процессом наплавки натурного изделия; используют в качестве контролируемого параметра температурные или геометрические характеристики ванны расплавленного металла.
Использование оперативного управления мощностью теплового источника в алгоритме численной реализации решения тепловой задачи для получения требуемой зависимости мощности сварочного источника от времени, или от координаты на траектории, и последующего использования полученной зависимости при программном управлении процессом позволит обеспечить оптимальные термические циклы, исключающие перегрев металла и обеспечивающие наилучшую структуру наплавленного материала, минимальную пористость и высокие механические характеристики, позволяющие реализовать наплавку со стабильными геометрическими размерами наплавленных изделий.
Предлагаемый способ поясняется чертежами, представленными на фиг. 1-12.
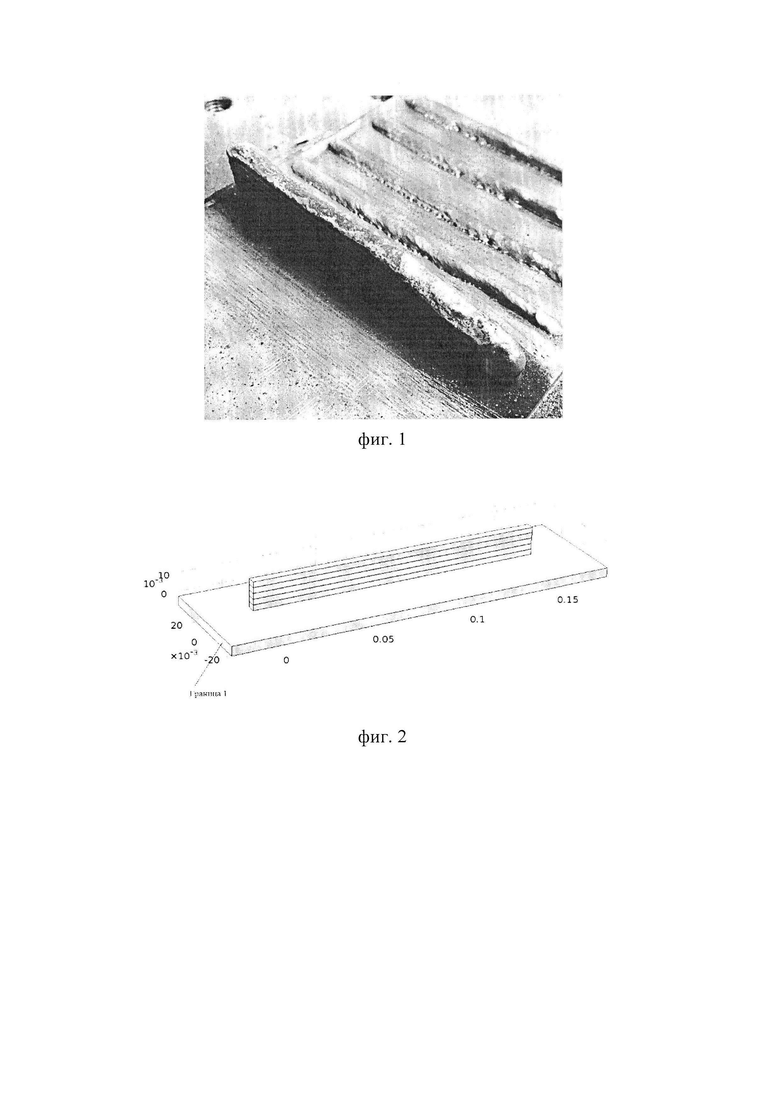
На фиг. 1 показано получение прямоугольной стенки без оперативного управления наплавкой.
На фиг. 2 показана расчетная область при численной реализации.
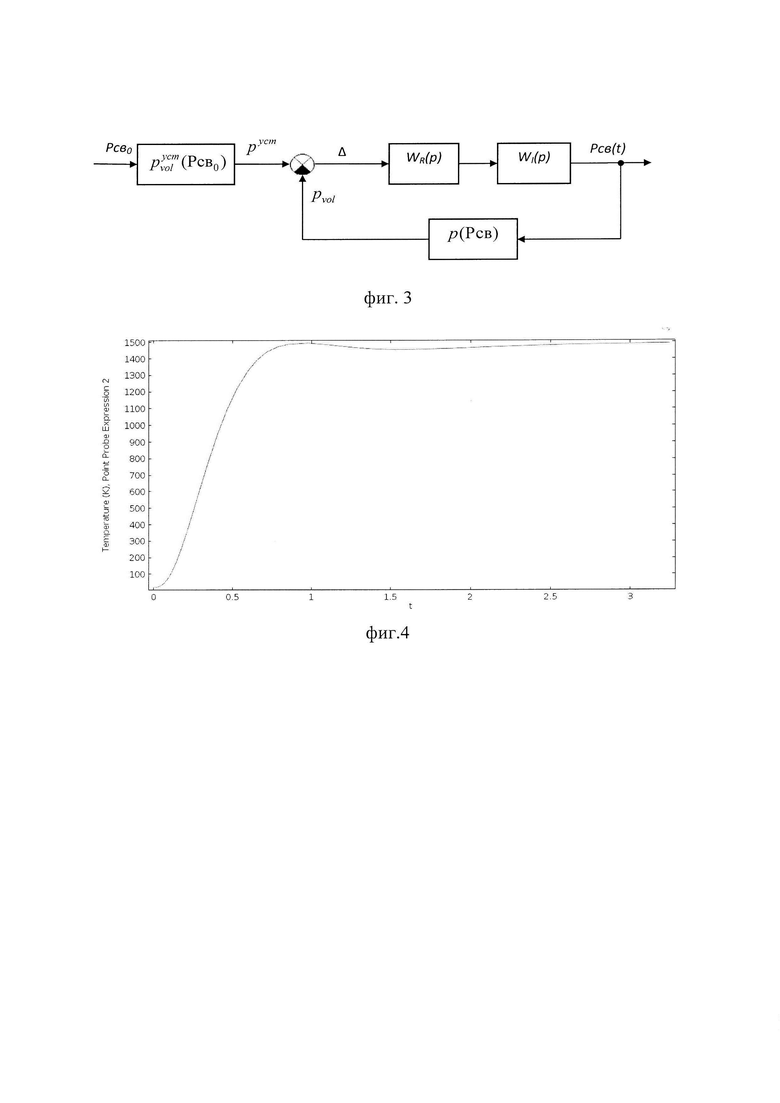
На фиг. 3 изображена структурная схема использования метода оперативного управления в алгоритме численной реализации решения тепловой задачи.
На фиг. 4 показан переходный процесс в замкнутой системе.
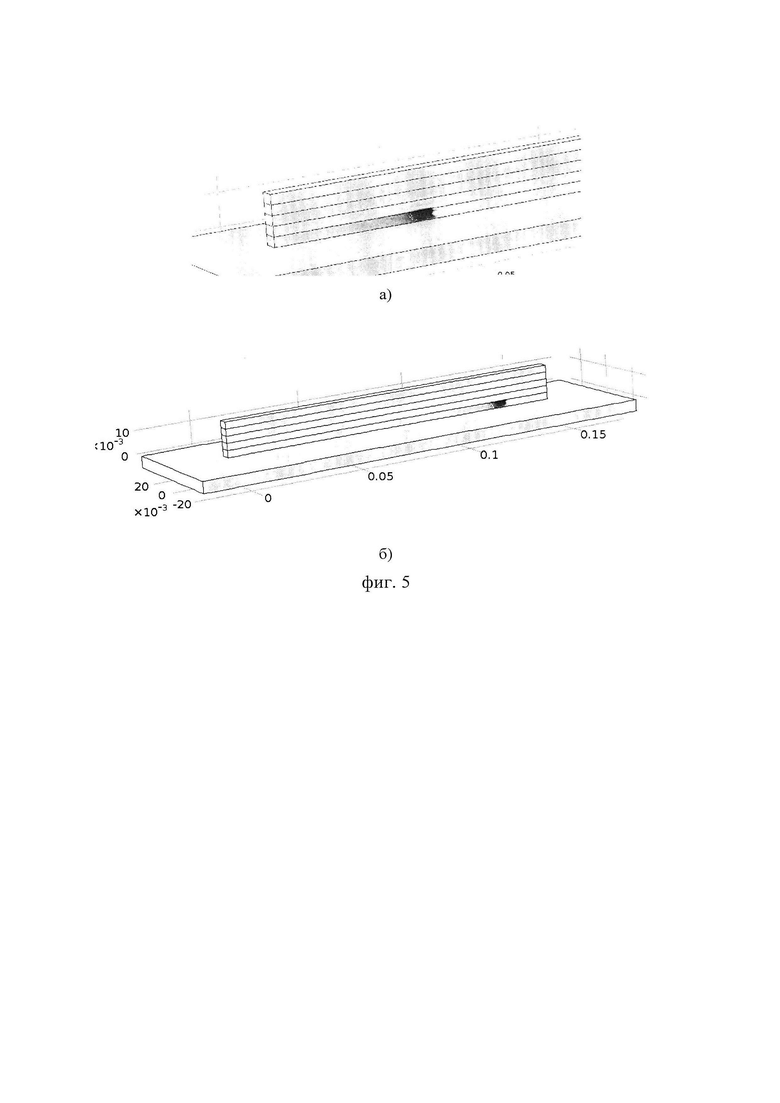
На фиг. 5 приведены результаты моделирования распределения тепловых полей при наплавке первого слоя стенки из алюминия без оперативного управления в процессе расчета мощности сварочного источника: a-t=6 c; 6-t=17 c.
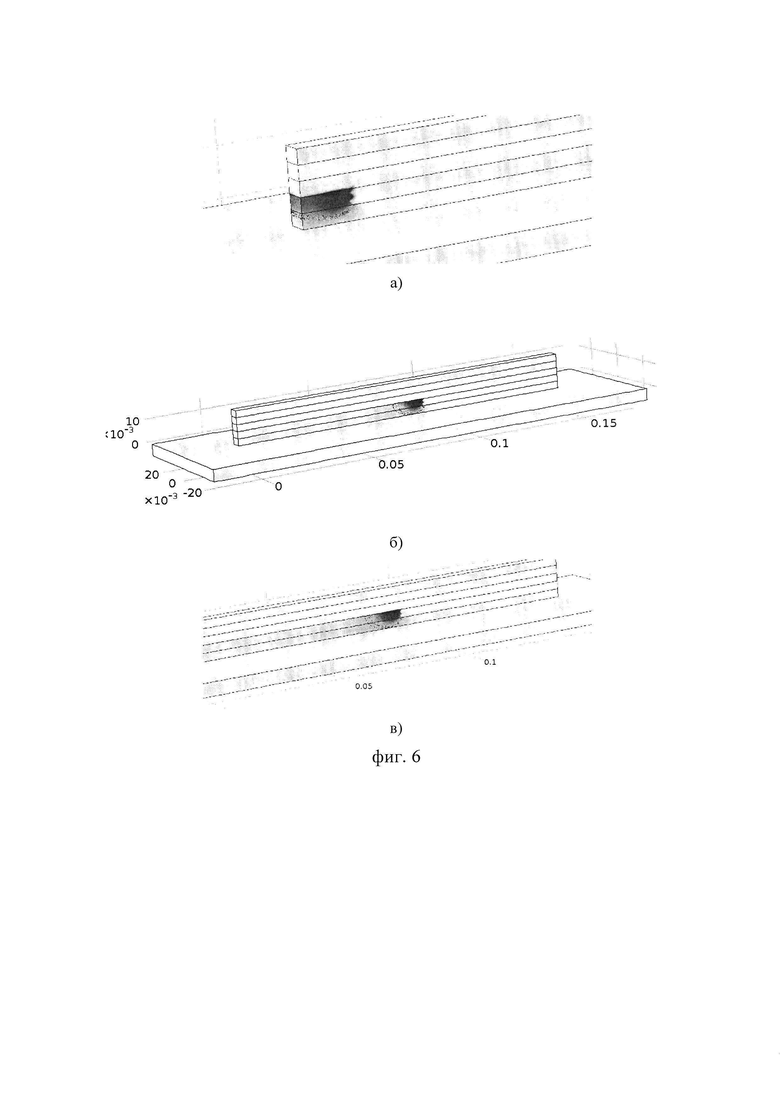
На фиг. 6 приведены результаты моделирования распределения тепловых полей при наплавке второго слоя стенки из алюминия без оперативного управления в процессе расчета мощности сварочного источника: a-t=21 с; 6 - t=31 c; B-t=31 (масштаб увеличен).
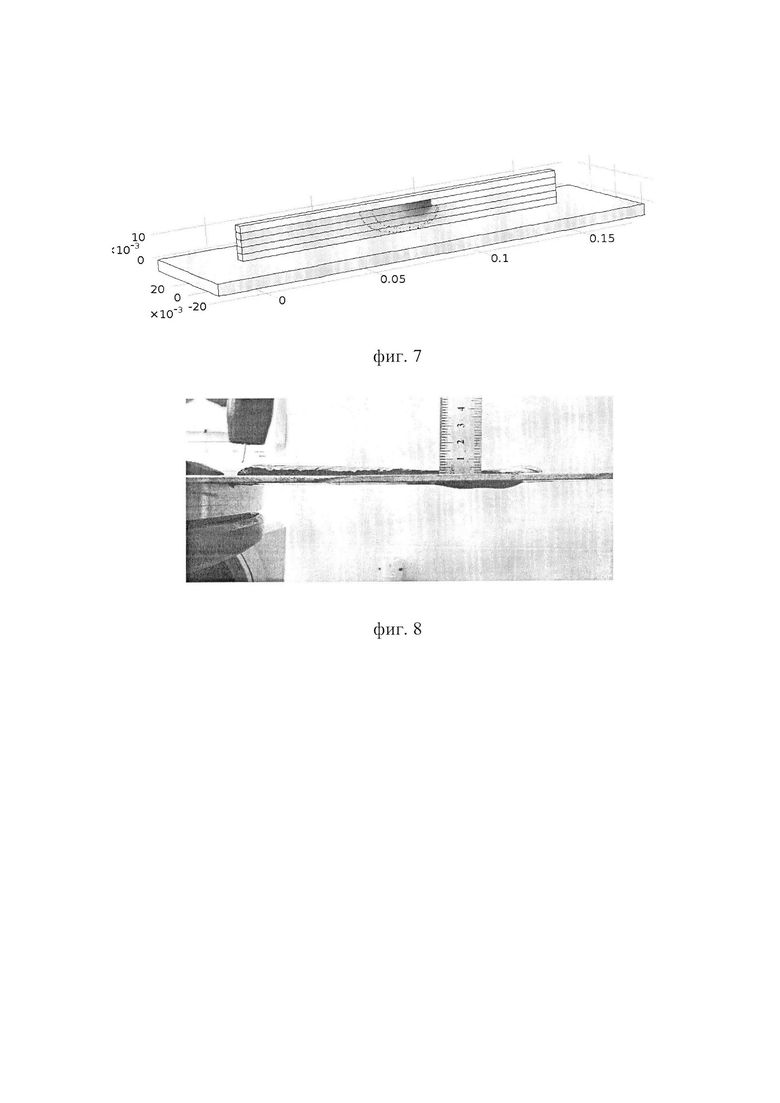
На фиг. 7 приведены результаты моделирования распределения тепловых полей при наплавке второго слоя стенки из алюминия без оперативного управления в процессе расчета мощности сварочного источника (t=71 с).
На фиг. 8 изображено некорректное формирование наплавленной стенки в отсутствии автоматического регулирования мощности теплового источника.
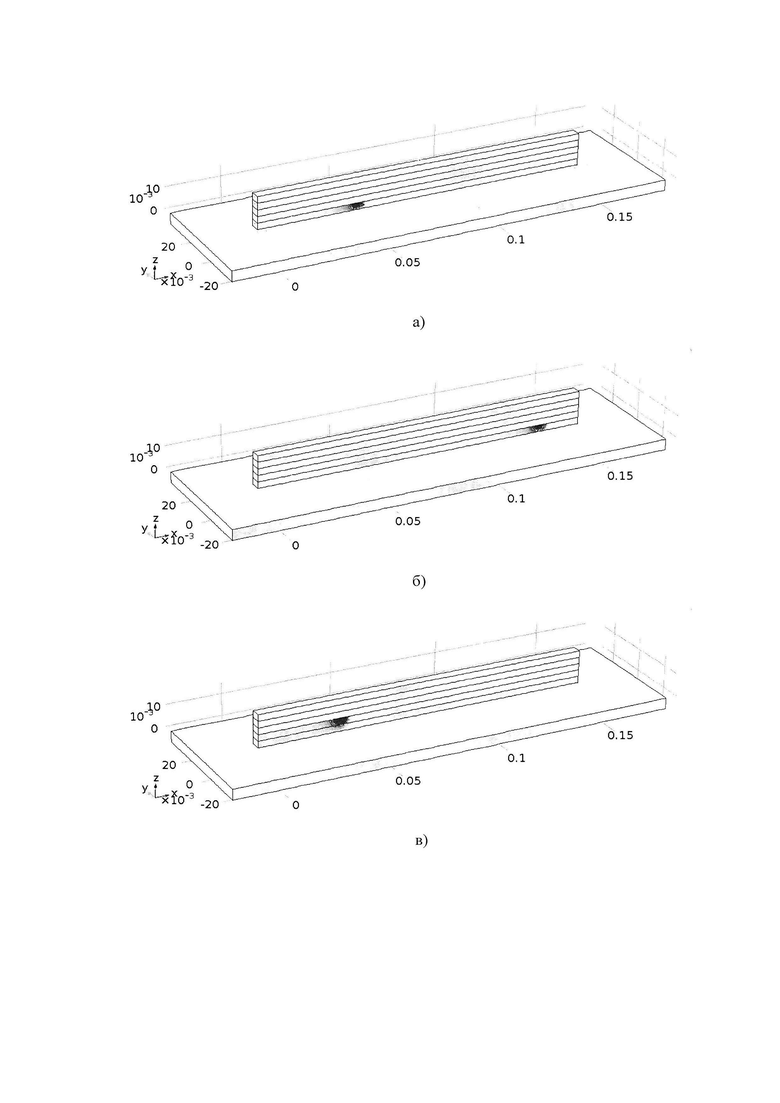
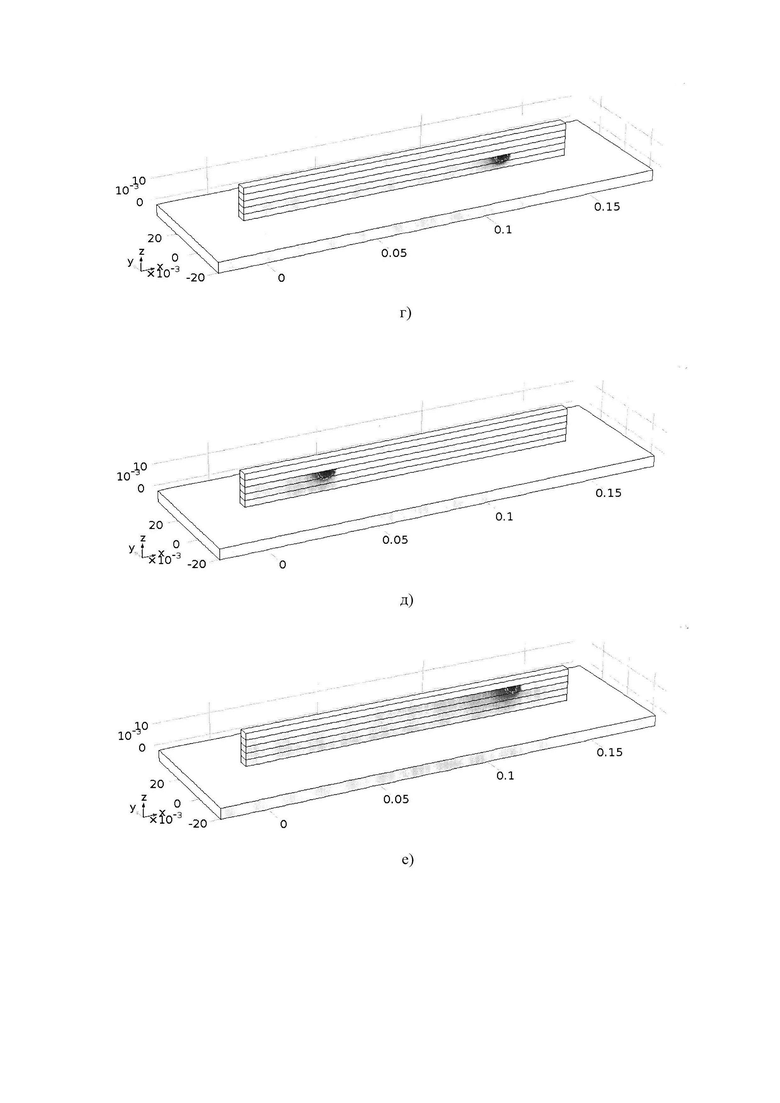
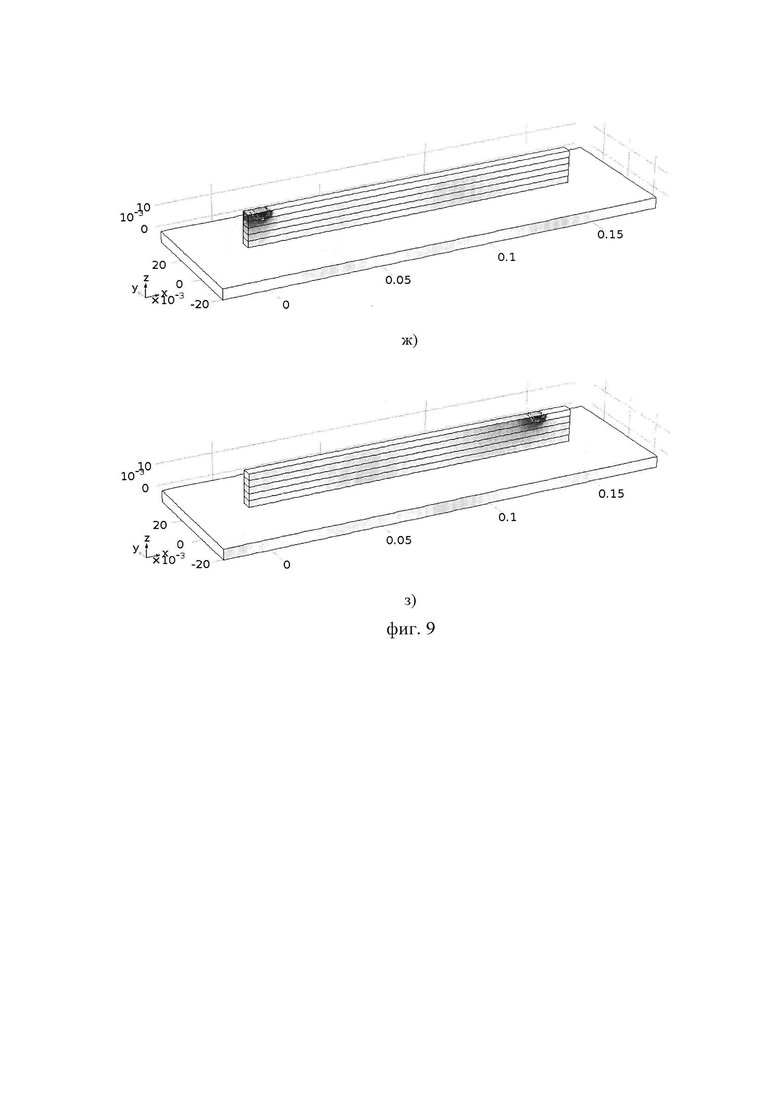
На фиг. 9 показаны результаты расчета тепловых полей в процессе наплавки с использованием метода оперативного управления сварочной мощностью: a-t=6 c; 6-t=27 c; B-t=35 c; г-t=56c; д-t=65c; e-t=105 с; ж-1=122 с; з-1=138 с.
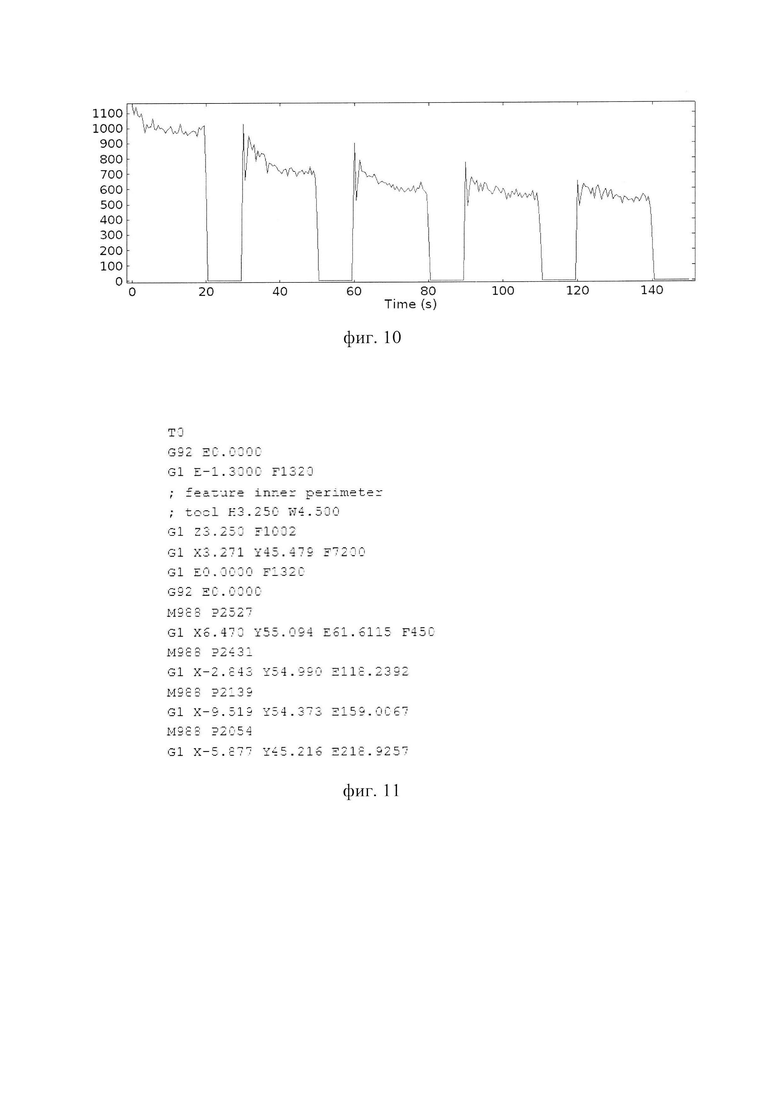
На фиг. 10 показаны результаты определения параметра технологического режима (мощность сварки) аддитивного формообразования с использованием метода оперативного управления сварочной мощностью в процессе наплавки.
На фиг. 11 показан пример фрагмента модифицированной УП в стандарте GCODE, содержащей команды управления мощностью источника.
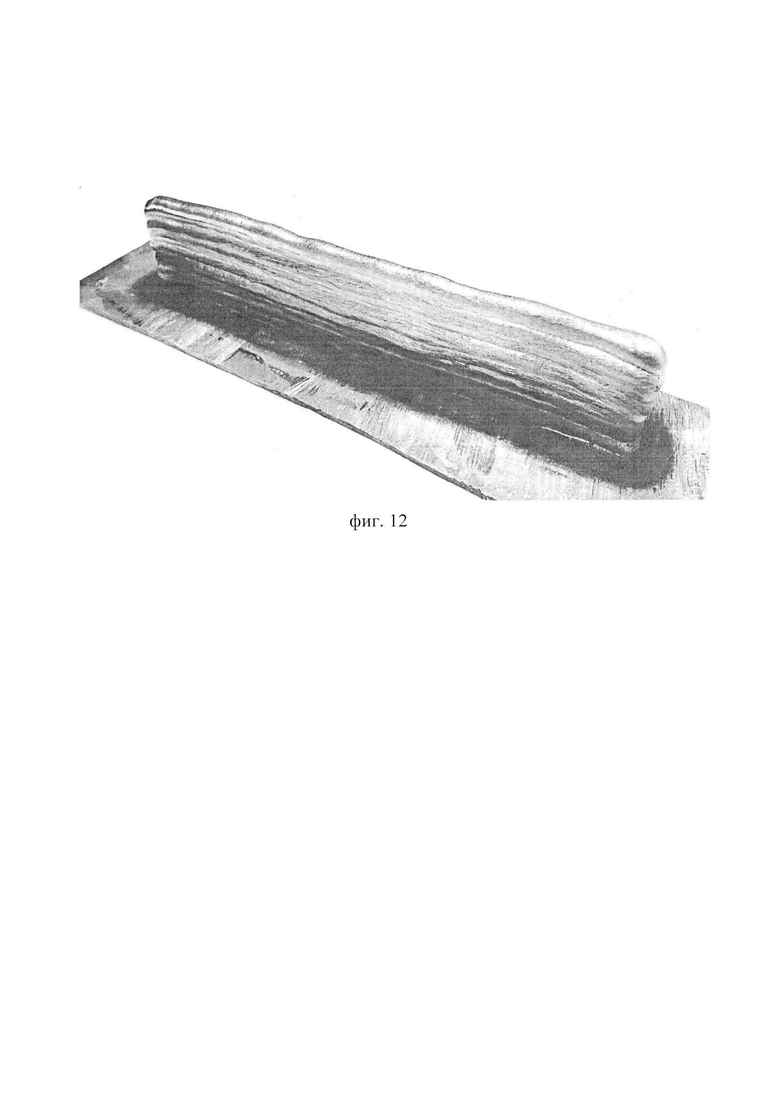
На фиг. 12 изображена наплавленная стенка из материала АМг5 с применением метода оперативного управления сварочной мощностью в процессе наплавки.
Предлагаемый способ осуществляется в следующей последовательности.
В процессе наплавки используют метод оперативного управления в алгоритме численной реализации решения тепловой задачи, для этого:
1. Осуществляют численное моделирование требуемых значений мощности теплового источника в зависимости от времени или от координаты на траектории.
2. Определяют тепловые поля в выращиваемом изделии в каждый момент времени моделируемой наплавки.
3. Осуществляют динамическое управление параметрами режима наплавки для поддержания размеров ванны расплавленного металла на заданном уровне и обеспечения постоянства размера наплавленных валиков, для этого сравнивают величину контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла, в каждый момент времени в алгоритме численной реализации решения тепловой задачи.
Контролируемым параметром могут быть ширина расплавленной зоны, площадь поверхности расплава, объем ванны расплавленного металла, максимальная температура в ванне расплавленного металла и другие температурные или геометрические характеристики ванны расплавленного металла.
4. В каждый момент времени в алгоритме численной реализации решения нестационарной тепловой задачи используют метод оперативного управления для осуществления корректировки значения мощности теплового источника для минимизации величины рассогласования величины контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла.
По величине рассогласования осуществляют корректировку величины мощности теплового источника по известным законам регулирования: пропорциональному, пропорционально-интегральному, пропорционально-интегрально-дифференциальному или с применением алгоритмов нечеткой логики и других известных алгоритмов.
5. Используют полученные требуемые значения мощности теплового источника в зависимости от времени при программном управлении процессом наплавки натурного изделия.
Пример применения:
Поясним использование оперативного управления мощностью теплового источника в алгоритме численной реализации тепловой модели на примере простейшего типового элемента - стенки наращиваемой на подложку (фиг. 2).
Размеры расчетной области приняты из условия совпадения с модельными экспериментами. Высота наплавляемой стенки 15 мм, толщина 4.5 мм, длина 150 мм. Наплавка осуществляется на пластину размером 200×50×5 мм.
При моделировании распределение тепловой энергии в расчетной области описывается с помощью дифференциального уравнения переноса энергии

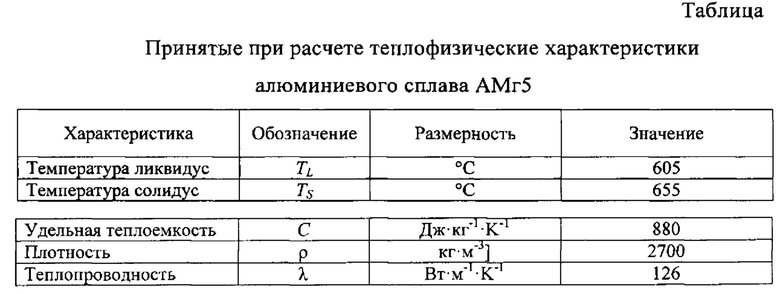
где Т - абсолютная температура,  - коэффициент температуропроводности, Q - тепловая мощность в источнике, Сеƒƒ - эффективная теплоемкость, ρ - плотность.
- коэффициент температуропроводности, Q - тепловая мощность в источнике, Сеƒƒ - эффективная теплоемкость, ρ - плотность.
Поглощением скрытой теплоты плавления при плавлении металла на фронте плавления и ее последующим выделением на фронте кристаллизации в выбранной постановке задачи пренебрегается. В случае необходимости явление может быть учтено квазиравновесной моделью, в рамках которой выделения твердой фазы в двухфазной (переходной) зоне описываются линейным законом. Скрытая теплота плавления или кристаллизации в уравнении (1) определяется введением эффективной теплоемкости, которая в этих условиях скачком возрастает в интервале температур двухфазной зоны:

где С0 - теплоемкость, в общем случае, зависящая от температуры, Lm - удельная теплота фазового перехода (удельная теплота плавления). При вычислениях кусочно-непрерывную функцию эффективной теплоемкости (2) возможно заменить гладкой функцией

где Hƒ - скрытая теплота плавления,  - средняя температура затвердевания (плавления), которая принята средней в интервале от температуры солидуса до температуры ликвидуса.
- средняя температура затвердевания (плавления), которая принята средней в интервале от температуры солидуса до температуры ликвидуса.
Тепловой поток на всех границах, ограничивающих выращиваемую стенку, выражается формулой

где Т0 - температура окружающей среды вдали от зоны наплавки; σсб - константа Стефана-Больцмана, εч - степень черноты металла.
На границах в местах сопряжения подложки с элементами сварочного стола (оснастки) граничные условия зависят от условий закрепления и реализации процесса (наличие или отсутствие теплового контакта, наличие или отсутствие водоохлаждаемой подложки и т.п.). В самой общей формулировке могут быть использованы граничные условия третьего рода

где коэффициент теплоотдачи отражает условия закрепления подложки.
Электрическая дуга в предлагаемом приближении является движущимся вдоль траектории наплавки объемным источником теплоты с начальным значением мощности Q0=Рсв.
Рассмотрим корректировку подводимой мощности на каждом временном шаге по закону ПИ-регулирования. Структурная схема управления мощностью теплового источника в процессе счета представлена на фиг. 3. В качестве входного воздействия при управлении рассматривается заданное значение  объема ванны расплавленного металла. Звено pvol (Рсв) соответствует решению прямой задачи теплопроводности определения распределения температурных полей в процессе многослойной наплавки изделия.
объема ванны расплавленного металла. Звено pvol (Рсв) соответствует решению прямой задачи теплопроводности определения распределения температурных полей в процессе многослойной наплавки изделия.
WR(p) - передаточная функция ПИ-регулятора

где Kp - пропорциональный коэффициент, Т1 - постоянная интегрирования.
В процессе расчета зависимости тепловых полей от времени в процессе выращивания мощность сварочного потока на каждом временном шаге корректируется в соответствии с выражением

где u_p определяется из решения дифференциального уравнения

Подбор коэффициентов регулирования производился с использованием известных методов теории непрерывных систем управления. Коэффициент пропорциональности принят равным Kp=5, постоянная интегрирования KI=0.2. На фиг. 4 представлена переходная характеристика в замкнутой системе. Время регулирования составило 1.3 с, максимальное перерегулирование - 6%, статическая составляющая ошибки - 0.
Наращивание материала моделируется изменением теплофизических параметров в расчетной области. Для всей части расчетной области, которая принадлежит объему уже наплавленного металла, задаются теплофизические характеристики (плотность, теплоемкость, теплопроводность), соответствующие наплавляемому металлу. В остальной области теплофизические характеристики материала соответствуют воздушной среде. Тепловой источник принимается объемным с постоянной объемной плотностью. Размеры источника тепла являются входными параметрами для моделирования. Ширина источника тепла обычно принимается равной ширине валика. Высоту источника рекомендуем принимать равной высоте наплавляемого валика, длину вдоль наплавления наплавки равной ширине.
В таблице приведены теплофизические характеристики алюминиевого сплава АМг5. Моделировалась наплавка со скоростью 5 мм/с и мощностью сварочного источника 1150 Вт. Высота наплавляемого слоя - 3 мм, ширина - 4.5 мм.
Пример расчета тепловых полей без применения способа:
На фиг. 5 показаны результаты моделирования распределения тепловых полей при наплавке первого слоя стенки из алюминиевого сплава без оперативного управления в процессе расчета мощности сварочного источника. Кроме температурных полей, выраженных цветовой картой, отдельно визуализируются изотермы TS и TL позволяющие оценить размер ванны расплавленного металла. Можно отметить, что область, до которой еще не дошла наплавка является практически изотермической, что отражает различие тепловых характеристик материалов в области наплавки и над ней (воздух).
Результаты, приведенные на фиг. 6, показывают постоянство размера ванны расплавленного металла в процессе наплавки первого слоя на подложку, что подтверждает возможность применения моделирования формирования одиночного валика на подложке. Постоянство размеров ванны расплавленного металла определяется практически идентичными условиями теплоотвода на протяжении всей траектории.
Уже при выращивании второго слоя при тех же значениях мощности сварочного источника, ввиду ухудшения условий теплоотвода и наплавки слоя на предварительно подогретый металл, размер ванны расплавленного металла начинает непрерывно увеличиваться, и уже к 30 секунде практически полностью переплавляя предшествующий валик. Такая ситуация на практике означает, что заданная геометрия не будет обеспечена, и первый и второй валики расплывутся на подложке в один большой валик.
Ситуации ухудшается по мере увеличения времени наплавки. На фиг. 7 видно, что размер ванны расплавленного металла уже захватил все 4 слоя. На практике в этой ситуации начинает расплавляться и подложка (фиг. 8).
Попытка исправить ситуацию, используя заниженные значения мощности, не решает проблему в целом. Низкие значения мощности приведут к несплавлениям с подложкой и между слоями.
Пример расчета тепловых полей с применением способа:
На фиг. 9 представлены результаты расчета тепловых полей в процессе наплавки с использованием автоматического регулирования сварочной мощности.
Представленные результаты демонстрируют стабильный процесс формирования стенки с постоянным размером ванны расплавленного металла. Изотерма плавления незначительно проникает в предшествующий слой. Такое управление технологическими параметрами обеспечивает качественное формирование наплавленной стенки с обеспечением качественного сплавления слоев между собой. Так как при контроле объема ванны расплавленного металла косвенно поддерживается ее постоянная ширина, то при условии постоянства скорости подачи проволоки обеспечивается стабильность геометрических размеров наплавленного валика. Это очень важно для обеспечения требуемой геометрии. Кроме того, данный подход минимизирует вводимую энергию, обеспечивая оптимальные термические циклы, исключая перегрев металла, что в целом позволяет сформировать наилучшие структуру наплавленного материала, минимальную пористость и высокие механические характеристики.
На фиг. 10 приведены результаты определения параметра технологического режима (мощность сварки) аддитивного формообразования с использованием автоматического регулирования сварочной мощности в процессе наплавки стенки, результаты для которой представлены на фиг. 9.
Видно, что в течение каждого прохода требуемая мощность наплавки снижается примерно на 10 процентов. Кроме того, значительно снижается мощность при переходе от первых слоев к последующим. К пятому проходу наплавка выходит на режим, близкий к установившемуся. В целом значение мощности снизилось почти на 50%. Осциллирующий характер полученной кривой связан с особенностью работы ПИ-регулятора в сочетании с дискретной природой расчета по времени. Полученное изменение требуемой мощности наплавки от времени может в дальнейшем использоваться при наплавке реального объекта. При этом осциллирующий характер не оказывает существенного влияния на процесс вследствие небольшой амплитуды и существенной тепловой инерции системы. Дополнительно, перед использованием в реальном сварочном цикле сигнал может быть предварительно сглажен с использованием стандартных программных средств.
В случае осуществления наплавки при помощи установок с числовым программным управлением, полученные данные о требуемой мощности сварки добавляются непосредственно в управляющую программу на языке GCODE, используя отдельную команду с требуемым значением мгновенной мощности сварочного источника. Фрагмент управляющей программы в стандарте GCODE, содержащий такие команды приведен на фиг. 11.
Разработанный способ наплавки с использованием метода оперативного управления в алгоритме численной реализации решения тепловой задачи, обеспечивающей оптимальные термические циклы, исключающие перегрев металла и обеспечивающие наилучшую структуру наплавленного материала, минимальную пористость и высокие механические характеристики, позволяет реализовать наплавку со стабильными геометрическими параметрами наплавленных валиков, с отсутствием несплавлений и пор. С использованием модифицированной управляющей программы в формате GCODE была выполнена наплавка образца изделия со стабильными геометрическими параметрами наплавленных валиков (фиг. 12).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
| Способ аддитивного производства металлических изделий | 2022 |
|
RU2781510C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ двухэлектродной дуговой наплавки | 2021 |
|
RU2767334C1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| Способ моделирования термического цикла сварки и устройство для его осуществления | 1990 |
|
SU1698023A1 |
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
Изобретение относится к сварочному производству и может быть использовано для управления процессом многослойной наплавки для получения изделия. Способ включает динамическое управление параметрами режима наплавки для поддержания размеров ванны расплавленного металла на заданном уровне и обеспечения постоянства размера наплавленных валиков, при этом в процессе наплавки используют метод оперативного управления в алгоритме численной реализации решения тепловой задачи, осуществляют численное моделирование требуемых значений мощности теплового источника в зависимости от времени, определяют тепловые поля в выращиваемом изделии в каждый момент времени моделируемой наплавки, сравнивают величину контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла, осуществляют корректировку значения мощности теплового источника с минимизацией величины рассогласования величины контролируемого параметра с величиной значения уставки, причем полученные значения мощности теплового источника используют при программном управлении процессом наплавки натурного изделия. Использование изобретения позволяет повысить качество изготовления наплавленных изделий. 1 з.п. ф-лы, 12 ил., 1 табл.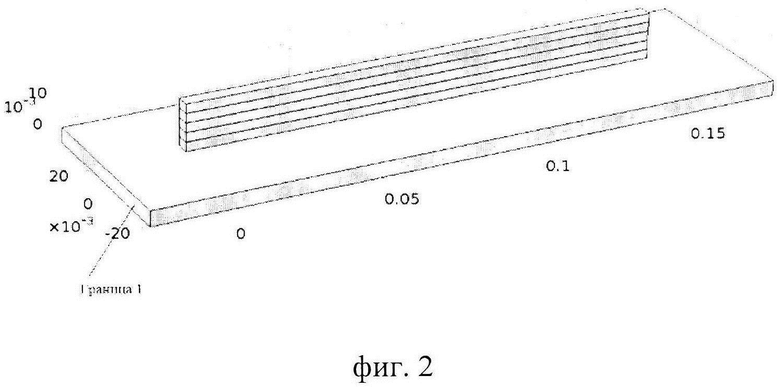
1. Способ управления процессом наплавки натурного изделия, включающий динамическое управление параметрами режима наплавки для поддержания размеров ванны расплавленного металла на заданном уровне и обеспечения постоянства размера наплавленных валиков, отличающийся тем, что в процессе наплавки используют метод оперативного управления в алгоритме численной реализации решения тепловой задачи, при этом осуществляют численное моделирование требуемых значений мощности теплового источника в зависимости от времени, определяют тепловые поля в выращиваемом изделии в каждый момент времени моделируемой наплавки, сравнивают величину контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла, в каждый момент времени в алгоритме численной реализации решения нестационарной тепловой задачи используют метод оперативного управления для осуществления корректировки значения мощности теплового источника с минимизацией величины рассогласования величины контролируемого параметра с величиной значения уставки, характеризующей ванну расплавленного металла, причем полученные требуемые значения мощности теплового источника в зависимости от времени используют при программном управлении процессом наплавки натурного изделия.
2. Способ по п. 1, отличающийся тем, что в качестве контролируемого параметра используют температурные или геометрические характеристики ванны расплавленного металла.
| Способ 3D печати на оборудовании с ЧПУ с интеллектуальной оптимизацией режимов | 2018 |
|
RU2696121C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЕКАНИЯ ОБЪЕМНОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2595072C2 |
| US 2009206065 A1, 20.08.2009 | |||
| US 2004200816 A1, 14.10.2004 | |||
| US 2015024233 A1, 22.01.2015 | |||
| US 2016184893 A1, 30.06.2016 | |||
| US 2013300035 A1, 14.11.2013. | |||

