Предлагаемый способ изготовления трубы относится к области транспортной инфраструктуры, труба предназначена для транспортировки жидких и газообразных веществ, а также твердого топлива и иных твердых веществ в виде раствора под воздействием разницы давлений в поперечных сечениях трубы. Заявляемый способ изготовления трубы может использоваться при проектировании, сооружении и эксплуатации магистральных трубопроводов для нефтехимической и газовой промышленности. В связи с расширением нефтегазодобывающего производства значительно возросла потребность в высокопрочных толстостенных трубах, поэтому стала актуальной задача получения качественных, высокопрочных толстостенных труб большого диаметра.
По известной технологии Челябинского Трубопрокатного завода трубу изготавливают из двух заготовок, способ включает предварительную и окончательную формовку двух половинок трубы и сварку двух продольных швов в сварочном стане.
При изготовлении трубы данным способом получается два продольных сварных шва, что значительно снижает несущую способность и как следствие недостатками данного технического решения являются низкая прочность изготавливаемой трубы, низкая надежность сварных швов.
Известен способ формовки труб большого диаметра, включающий последовательно выполняемые предварительную U-формовку, окончательную формовку на прессе путем придания U-образной заготовке цилиндрической формы за один ход пресса при помощи штампового инструмента и последующую сварку продольного шва (см. В.Я. Осадчий, А.С. Вавилин и др. Технология и оборудование трубного производства, Москва, «Интермет инжиниринг», 2001 г. «Технологическая схема производства труб большого диаметра из одного листа с формовкой на прессах (UOE)», рис.11.4, с.416, а также вышеуказанный рекламный проспект SMS MEER, с.16-18).
Недостатками данного технического решения являются низкая прочность изготавливаемой трубы, низкая надежность сварного шва.
Техническим результатом заявляемого способа изготовления трубы является увеличение надежности сварного шва, увеличение несущей способности трубы, стойкость к лавинным разрушениям, повышение надежности при ударных нагрузках, высокая износостойкость.
Указанный технический результат достигается тем, что способ изготовления трубы включает строжку листа, подгибание кромок листа, предварительную формовку, окончательную формовку и сварку шва согласно изобретения при строжке продольные кромки листа срезают под косым углом или под двойным углом к плоскости листа, после окончательной формовки получают заготовку, продольные кромки которой заходят друг на друга без их совмещения, для сварки продольного шва совмещают продольные кромки заготовки путем приложения раздающего усилия внутри заготовки с обеспечением предварительно напряженного состояния в трубе; и/или внутри трубы устанавливается ряд «карманов»; и/или внутри трубы устанавливается лента из упругого материала с поперечными ребрами.
За счет того, что при строжке продольные кромки листа срезают под косым углом или под двойным углом к плоскости листа, после окончательной формовки получают заготовку, продольные кромки которой заходят друг на друга без их совмещения, для сварки продольного шва совмещают продольные кромки заготовки путем приложения раздающего усилия внутри заготовки с обеспечением предварительно напряженного состояния в трубе; и/или внутри трубы устанавливается ряд «карманов»; и/или внутри трубы устанавливается лента из упругого материала с поперечными ребрами увеличивается надежность сварного шва, увеличивается несущая способность трубы, повышается надежность при ударных нагрузках, повышается износостойкость.
Таким образом, совокупность заявляемых признаков позволяет увеличить надежность сварного шва, увеличить несущую способность трубы, повысить надежность при ударных нагрузках, повысить износостойкость.
Заявляемый способ обладает новизной, отличаясь от прототипа перечисленными выше признаками, и обеспечивает достижение усматриваемого заявителем технического результата.
Заявляемые способ изготовления трубы может получить широкое применение при изготовлении длинномерных трубчатых заготовок большого диаметра. Сущность предлагаемого способа изготовления трубы поясняется чертежами:
на фиг.1 - обработка кромок листа под косым углом;
на фиг.2 - обработка кромок листа под двойным углом;
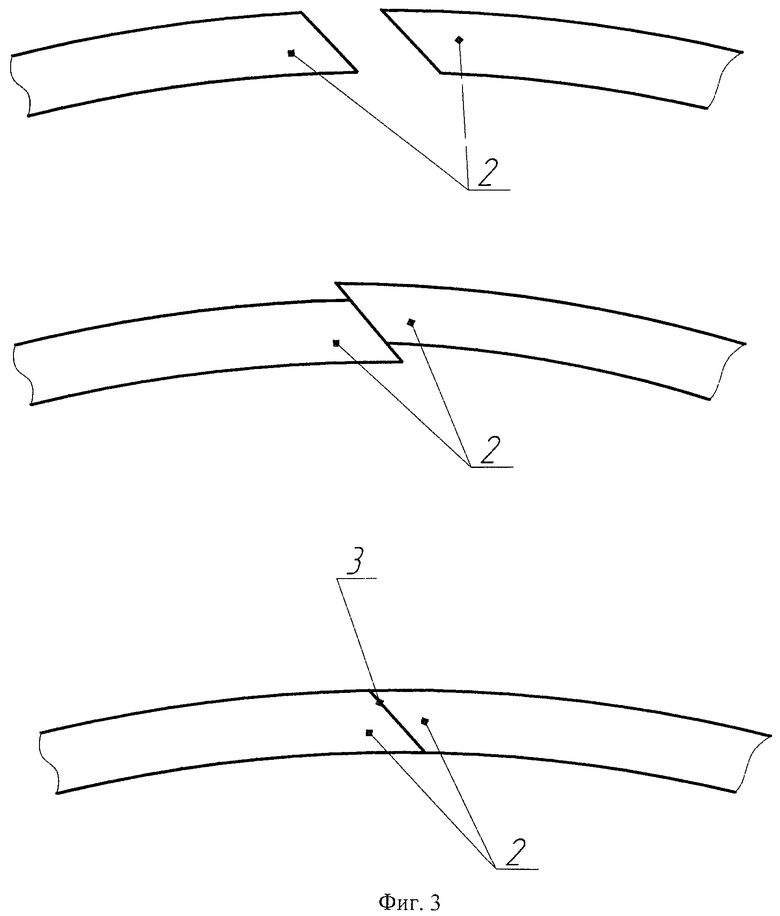
на фиг.3 - принципиальная схема окончательной формовки и сварки;
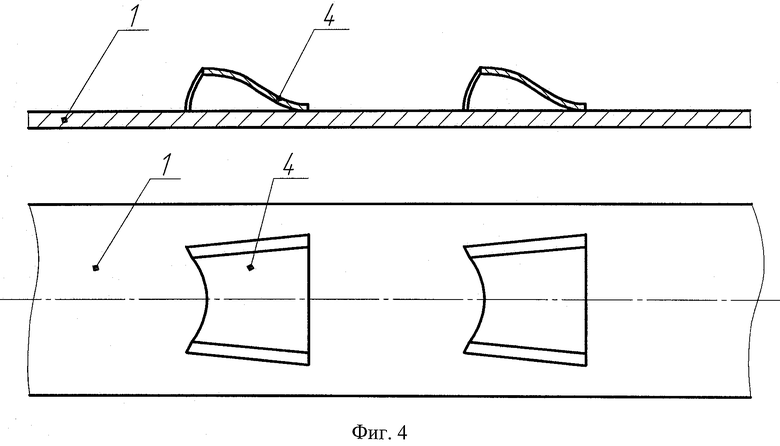
на фиг.4 - «карман» по третьему варианту;
на фиг.5 - лента по четвертому варианту.
Способ изготовления трубы 1 осуществляется на оборудовании трубопрокатного завода. Способ включает строжку листа, при которой продольные кромки 2 листа срезают не под прямым углом к плоскости листовой заготовки а под косым углом (фиг.1) или двойным углом (фиг.2). Далее проводят подгибание кромок 2 листа, предварительную U-формовку и окончательную формовку на прессе путем придания U-образной заготовке цилиндрической формы, причем после окончательной формовки продольные кромки 2 заготовки после снятия с гибочного стана не совмещены друг с другом. Продольные кромки заготовки заходят друг на друга. Т.е. после окончательной формовки получают заготовку, продольные кромки которой заходят друг на друга без их совмещения. Для сварки продольного шва 3 в сварочном стане к заготовке прикладывают раздающее усилие, продольные кромки 2 совмещаются и производят сварку шва 3. Таким образом, в готовом виде труба 1 имеет внутренние сжимающие напряжения, что повышает ее надежность. Формовка трубы 1 может производиться любым известным способом, в том числе пошаговой формовкой при которой формовка сечения трубы 1 достигается путем пошаговой продольной гибки заготовки.
Так же на внутреннюю поверхность трубы 1 возможна установка «карманов» 4 и/или ленты 5 с поперечными ребрами. Это необходимо для взбивания придонной части струи транспортируемого продукта в процессе эксплуатации трубопровода и удержания взвеси на дне, что уменьшает струйную коррозию.
Заявляемый способ изготовления трубы позволяем увеличить надежность сварного шва готового изделия, увеличить несущую способность трубы, стойкость к лавинным разрушениям, повысить надежность трубы при ударных нагрузках, обеспечить высокую износостойкость за счет того, что при строжке продольные кромки листа срезают под косым углом или под двойным углом к плоскости листа, после окончательной формовки получают заготовку, продольные кромки которой заходят друг на друга без их совмещения, для сварки продольного шва совмещают продольные кромки заготовки путем приложения раздающего усилия внутри заготовки с обеспечением предварительно напряженного состояния в трубе; и/или внутри трубы устанавливается ряд «карманов»; и/или внутри трубы устанавливается лента из упругого материала с поперечными ребрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2288054C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ПРЯМОШОВНОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2005 |
|
RU2297896C2 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2293620C2 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2007 |
|
RU2386493C2 |
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2294247C2 |
| Способ производства двухшовных труб | 1986 |
|
SU1391753A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2288052C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2057603C1 |


Заявленное изобретение относится к трубопрокатному производству и может быть использовано для изготовления сварных труб. При строжке продольные кромки листа срезают под косым углом или под двойным углом к плоскости листа, осуществляют подгибание кромок листа, предварительную и окончательную формовку. После окончательной формовки получают заготовку, продольные кромки которой заходят друг на друга без их совмещения. Далее совмещают продольные кромки заготовки путем приложения раздающего усилия внутри заготовки с обеспечением предварительно напряженного состояния в трубе, а затем осуществляют сварку продольного шва. Повышается надежность. 2 з.п. ф-лы, 5 ил.
1. Способ изготовления трубы, включающий строжку листа, подгибание кромок листа, предварительную формовку, окончательную формовку и сварку продольного шва, отличающийся тем, что при строжке продольные кромки листа срезают под косым углом или под двойным углом к плоскости листа, после окончательной формовки получают заготовку, продольные кромки которой заходят друг на друга без их совмещения, совмещают продольные кромки заготовки путем приложения раздающего усилия внутри заготовки с обеспечением предварительно напряженного состояния и осуществляют сварку продольного шва.
2. Способ по п.1, отличающийся тем, что внутри трубы устанавливают ряд «карманов».
3. Способ по п.1, отличающийся тем, что внутри трубы устанавливают ленту из упругого материала с поперечными ребрами.
| Осадчий В.Я | |||
| и др | |||
| Технология и оборудование трубного производства | |||
| - М.: Интернет инжиниринг, 2001, с.416, рис.11.4 | |||
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
| Способ изготовления прямошовных электросварных труб большого диаметра | 1990 |
|
SU1787614A1 |
| Способ изготовления крупногабаритных кольцевых деталей | 1984 |
|
SU1219200A1 |
| US 38999911 A, 19.08.1975 | |||
| ОРЛОВ П.И | |||
| Основы конструирования | |||
| Кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1977, с.176-179Б рис.185, 31), 32). | |||

