Изобретение относится к машиностроению, а точнее к способам изготовления кольцевых деталей, и может быть использовано при изготовлении крупногабаритных колец и обечаек.
Цель изобретения - экономия металла и уменьшение трудоемкости - при изготовлении крупногабаритных деталей типа колец или обечаек, которые изготавливают .из двух и боле листов методом вальцовки с последущей обрезкой прямолинейных концов, неизбежно остающихся при вальцовке полосы, н сваркой стыка.
Поставленная цель достигается тем, что при подготовке полосы из отдельных листов перед вальцовкой одну какую-либо часть полосы вальцуют в средней ее части до радиуса кривизны изготавливаемой детали, оставляя прямолинейными ее концы, а затем разрезают эту часть полосы по оси симметрии криволинейной поверхности и привариваюф эти заготоки прямолинейными сторонами к второй,, еще не вальцованной части полсы. Таким образом получают составн заготовку полосы для вальцовки из нее детали цилиндрической формы, концы которой до самых краев выполнены в форме цилиндра с радиусом, равным радиусу изготавливаемой детали, и длиной, равной расчетной длине развертки изготавливаемой детали.
На фиг. 1 изображена одна часть предварительно вальцуемой полосы; на фиг. 2 - развальцованная до радиуса кривизны готовой детали часть полосы; на фиг. 3 - готовая полоса; на фиг. 4 - готовая кольцевая деталь.
Из листового материала нарезают составные части полосы 1. Одну любую часть 2 этой полосы вальцуют на вальцах до радиуса кривизны готовой детали. На концах части 2 полосы оставляют прямолинейные участки. Затем часть 2 полосы раз219200.
резают по оси симметрии криволинейного участка на две половинки 3 и 4, которые торцами 5 и 6 прямолинейных участков приваривают к
5 второй, невальцованной, прямолинейной части прлосы 1.
Полученная полоса является окончательной заготовкой для изготовления готовой-кольцевой детали.
10 Эту заготовку вальцуют до совмег щения торцев 5 и 6 и сваривают замыкающий стык.
Предварительная вальцовка части полосы 1 позволяет подготовить поt5 лосу к окончательной вальцовке без дополнительных технологических припусков по длине полосы.
Пример. Для изготовления фланца диаметром 03800 мм, се20 чением 120x160 мм нарезают три составные чаЬти полосы суммарной длиной 11932 мм. Одну из составных частей вальцуют до радиуса кривизны готовой детали R 1900 мм. Затем
25 ее разрезают по оси симметрии криволинейного участка на две половины. Рваривают две части полосы и приваривают к этой полосе прямолинейными участками половинки сваль2Q цованной и разрезанной третьей части прлосы. вальцуют готовую полосу до радиуса готовой детали т.е. 1900 мм, совмещают кромки и .сваривают стык. Получают фланец фЗЗОО мм.
35
0
5
Прямые участки полосы при известном способе изготовления фланца 3800 мм на вальцах составляют 250 мм на каждый конец, что на казкдую полосу составляет 500 мм или 1-20x160)500x0,78 74,88 кг :металла.
Предлагаемое изобретение поз- воляэт исключить разметку и обрезку прямых участков полосы после вальцовки и последующую довальцовку до радиуса готовой детали, что ведет к экономии. металла и снижению трудоемкости.
- J
.3.5Jg
/ / / /
V
V
Фиг.2
g
V
ФигЗ
X:
Замыкаюа ай сбарной стык
ФигЛ.
ВНИИПИ Заказ 1188/14 Тираж 783 Подписное Филиал ПЛП Патент, г. Ужгород, ул. Проектная, А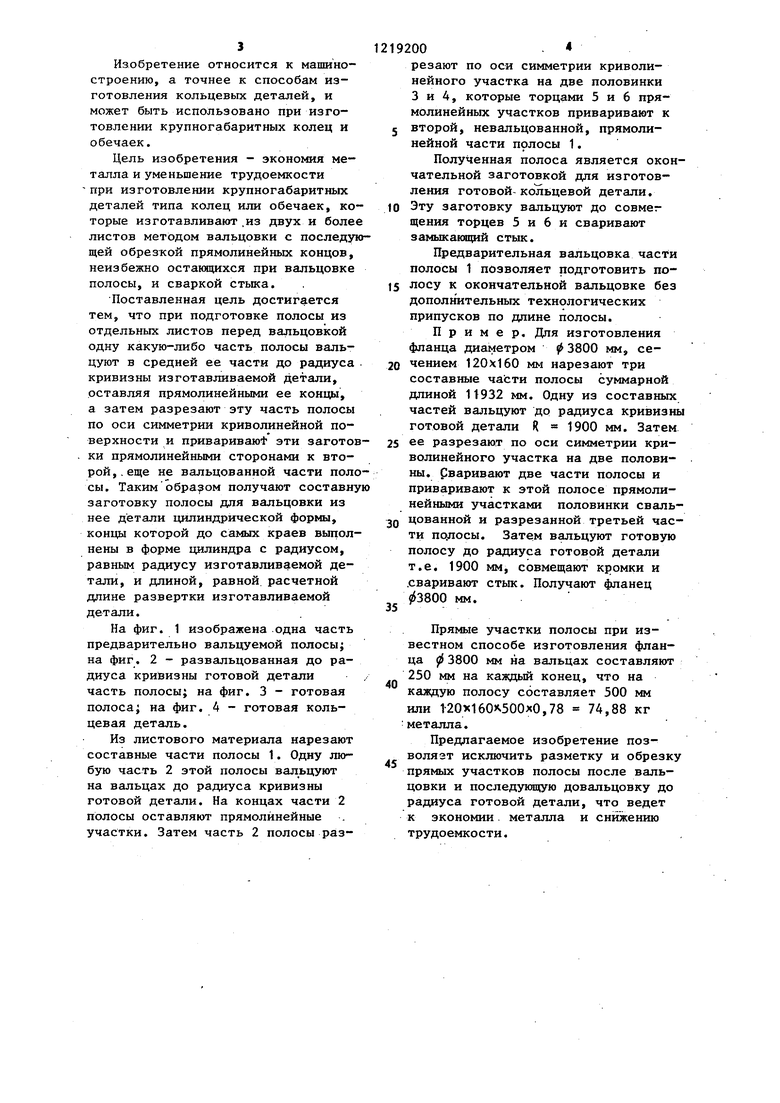
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обечайки | 1988 |
|
SU1551439A1 |
| Способ изготовления крупногабаритных фланцев | 1983 |
|
SU1140860A1 |
| Способ изготовления сварочных кольцевых деталей | 1986 |
|
SU1532163A1 |
| Способ изготовления гнутых заготовок | 1988 |
|
SU1607992A1 |
| Способ изготовления кольца | 2015 |
|
RU2624882C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, ДЕФОРМИРОВАННОГО ИЗГИБОМ | 1997 |
|
RU2134373C1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПУКЛЫХ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ ИЗ ОВАЛЬНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2053035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ОСЕВЫХ ЛОПАТОЧНЫХ МАШИН (ВАРИАНТЫ) | 2007 |
|
RU2354524C2 |
| Способ изготовления полых изделий тарообразной формы | 1986 |
|
SU1412857A1 |

| Мошнин Е.Н | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Матвеев Ю.М., Иванцов В.М | |||
| и Грум-Гржимайло Н.А | |||
| Производство электросварных труб большого диаметра | |||
| - М.: Металлургия, 1968, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
